


1. Introduction
2. Experimental Method
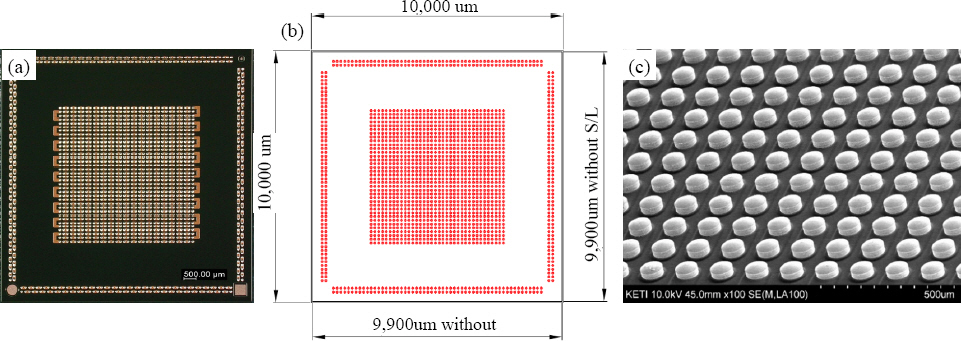
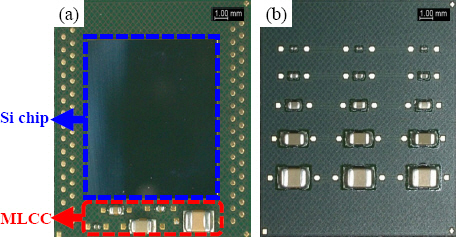
2.1 Experiment Materials
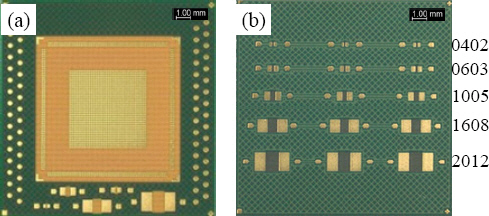
Fig.┬Ā2
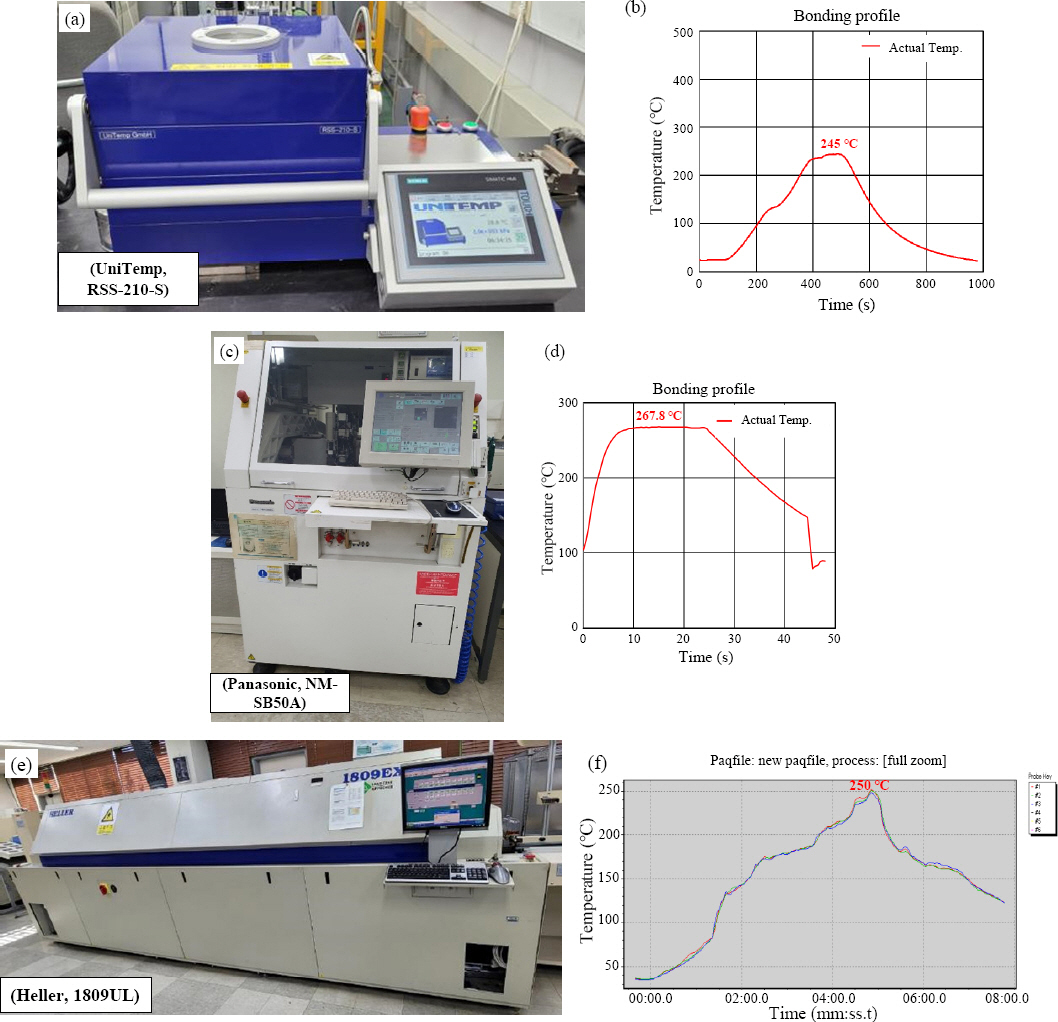
2.2 Vacuum Reflow, Thermal-Compression, and Hot Air Reflow Soldering
Fig.┬Ā4
2.3 Solder Joint Void Content Measurement
2.4 MLCC Solder Bonding Strength Measurement
2.5 Thermal Cycle Test
3. Experimental Results
3.1 Microstructure Characteristics of Joint Per Temperature
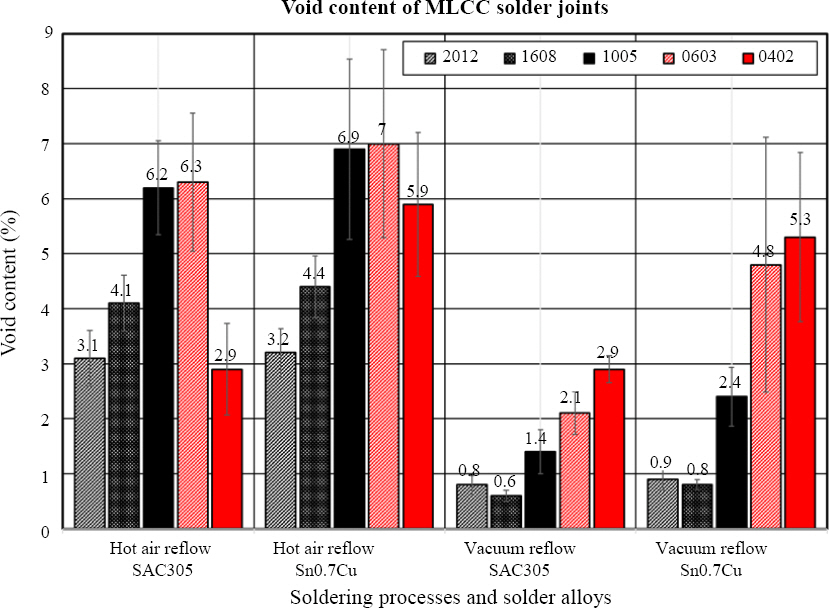
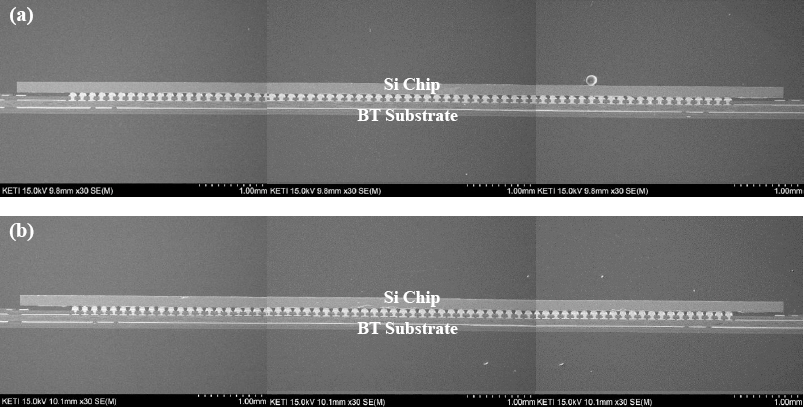
3.2 Comparison of Void Content in Si Chip and MLCC Solder Joint
Fig.┬Ā7
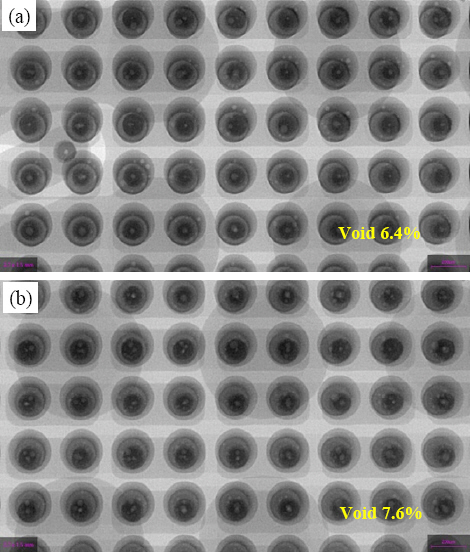
Fig.┬Ā8
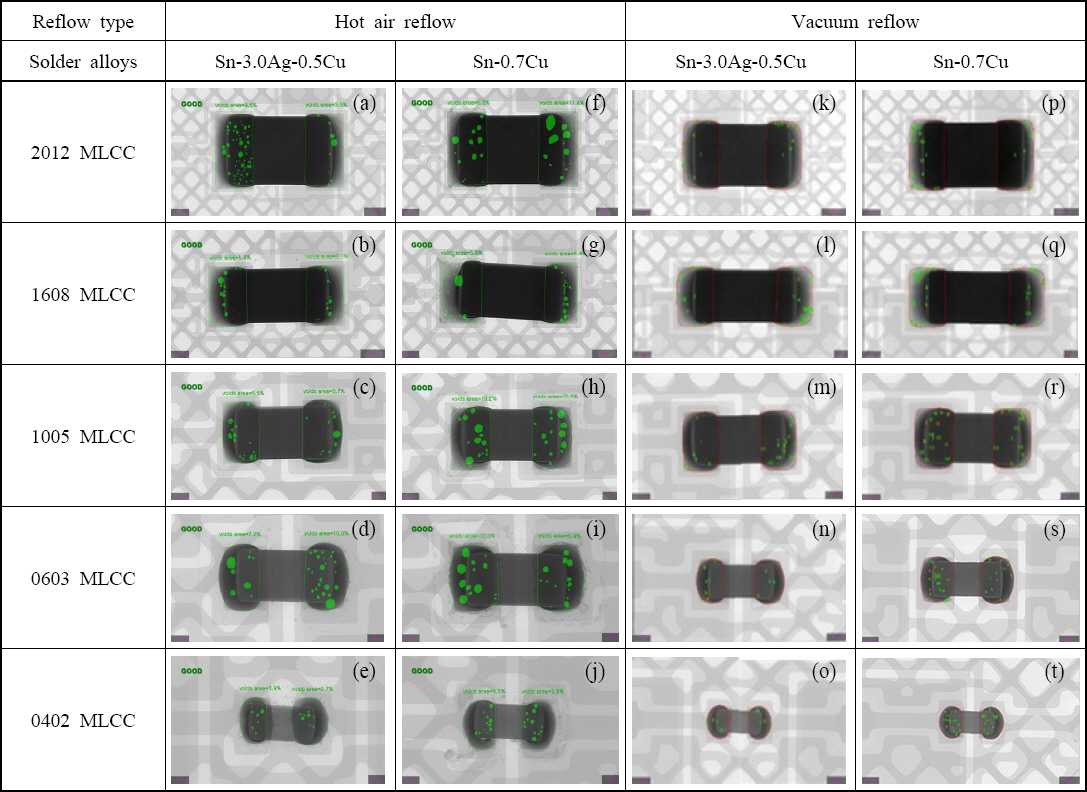
Fig.┬Ā9
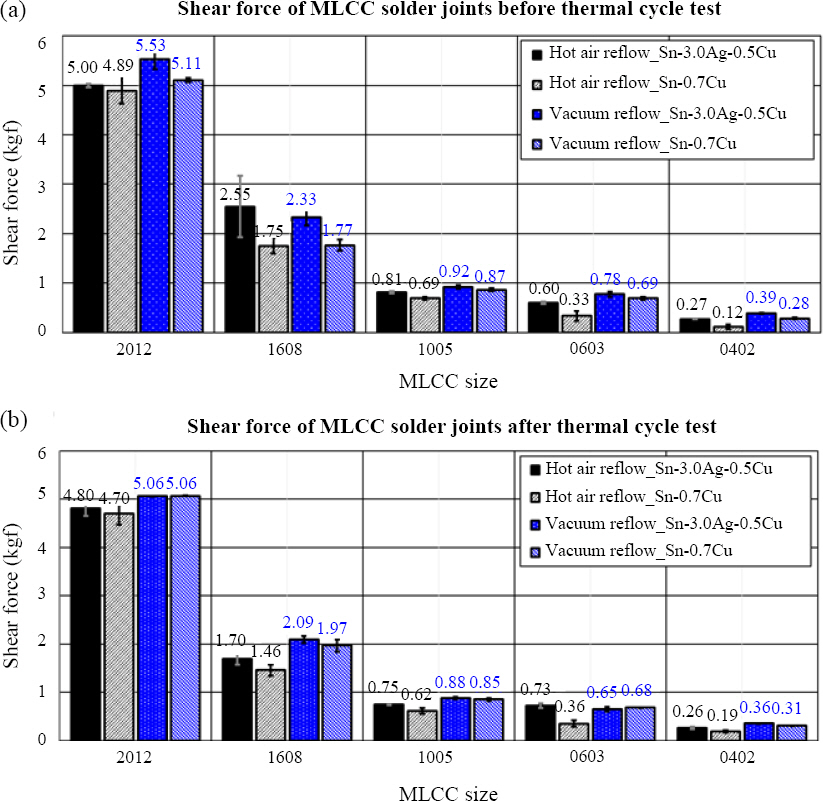
3.3 Comparison of Bonding Strength in MLCC Solder Joint
Fig.┬Ā10
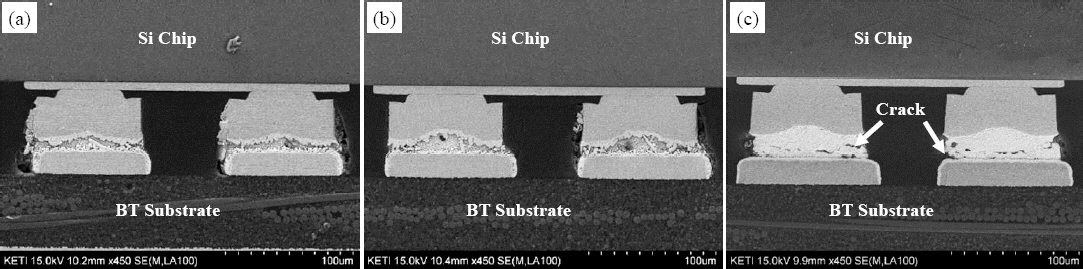
3.4 Microstructure Analysis of Si Chip Solder Joint
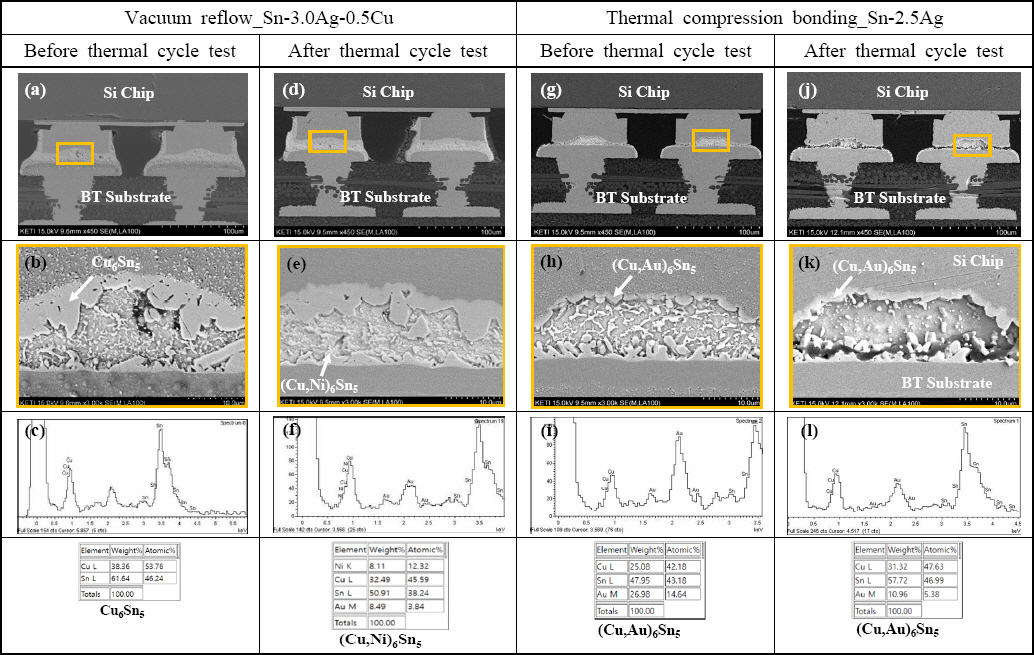
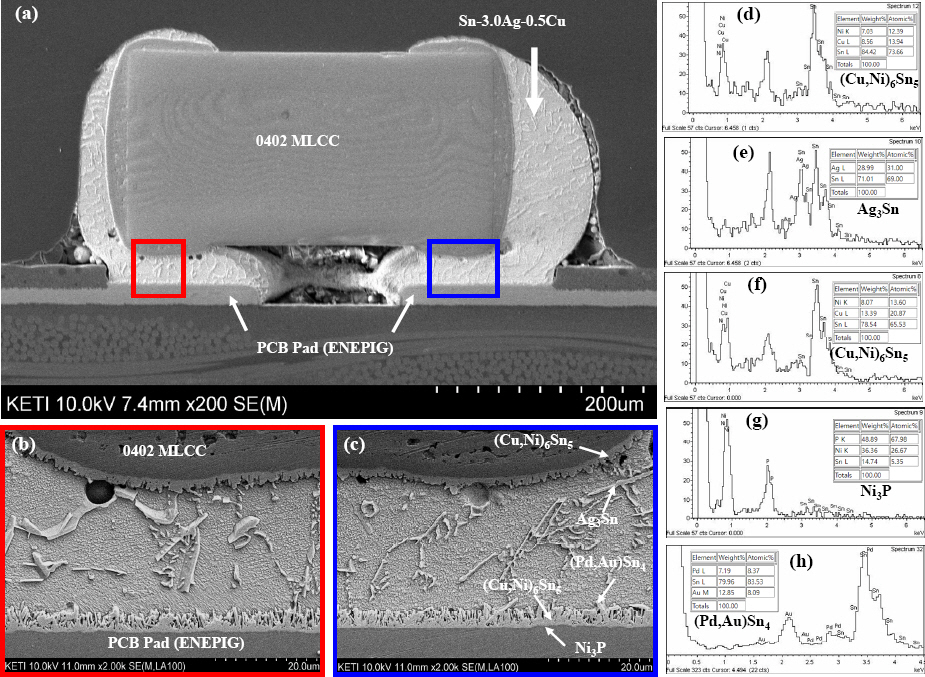
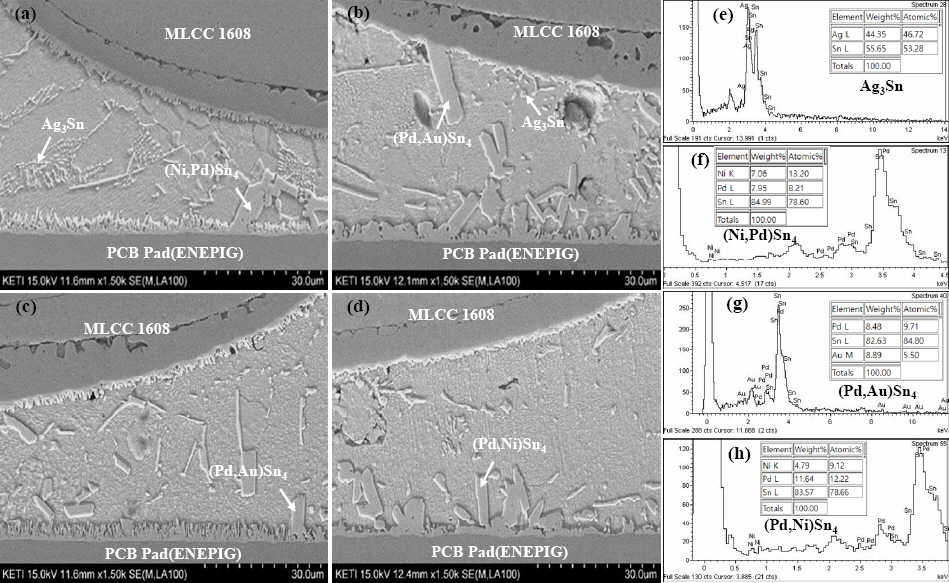
3.5 Microstructure Analysis of MLCC Solder Joint
4. Conclusion
1) When soldering was performed at different temperatures in order to select the appropriate vacuum reflow temperature, soldering was properly completed in the samples at the temperatures of 280Ōäā and 260Ōäā, and simultaneous soldering was proceeded with at the peak temperature of 260 Ōäā through vacuum reflow for low- temperature soldering.
2) The void content in the solder joint of the Si chip was less than 8% in the vacuum reflow process. The MLCC solder joint had less than 7% of void content in both hot air reflow and vacuum reflow, but the void content was further reduced in the vacuum reflow process.
3) When the bonding strength of the MLCC solder joint was measured, vacuum reflow resulted in higher bonding strength than hot air reflow because the reduction in the void content in the vacuum reflow process increased the bonding strength.
4) IMCs of Cu6Sn5, (Cu,Au)6Sn5, and (Cu,Ni)6Sn5 were observed in the solder joint between the Si chip and the substrate. Furthermore, chip soldering reliability can be improved by additionally applying the solder paste for the soldering process of Cu pillar/Sn-2.5Ag bumps. In case of the MLCC, IMCs of (Cu,Ni)6Sn5, Ni3P, Ag3Sn were observed in the solder joint between MLCC and the substrate in which growth and coarsening of IMCs were observed after the TCT.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



