


1. Introduction
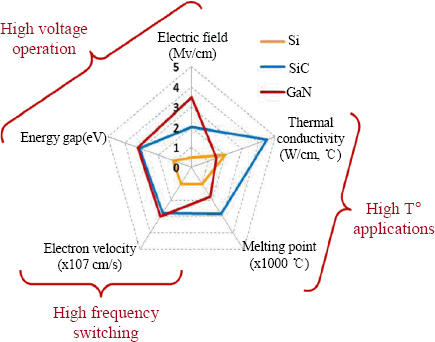
Power semiconductors are used to control and convert electric energy in various fields such as electric power, automotives, home appliances, aerospace, geothermal power plants, weapons systems, etc.1,2). However, with increasing demand for high power, efficiency, and switching frequency, Si-based power semiconductors are faced with their limitations3). For example, the U.S. Navy anticipates that an electromagnetic aircraft launch system would require to increase the peak power up to 200 MW for a few seconds and the navy would need high-power systems for propulsion, sonar, and auxiliary equipment for naval weapon systems4). The wide band gap (WBG) power semiconductor is a substitute for the power semiconductor used currently because of its many technical advantages such as high efficiency and miniaturization of electronic products as well as reduction of global warming gas emission5). Fig. 1 shows the summary of characteristics for current and future WBG semiconductors. The WBG power semiconductor can be used at high voltage due to its wide band gap and stablibility at high temperature environment with its high thermal conductivity6,7). Furthermore, high mobility and concentration of the charge carriers in WBG se- miconductors allow high speed switching3,6). Representative WBG power semiconductors are SiC and GaN. The high temperature stability makes them operate approximately at 350 ┬░C. Additionally, they can reduce the size of mo- dules because they do not require an additional cooling system8). The possibility of miniaturization increases the power density of the device, which increases the working temperature, so that the WBG power semicon- ductors are used in a high temperature environment5).
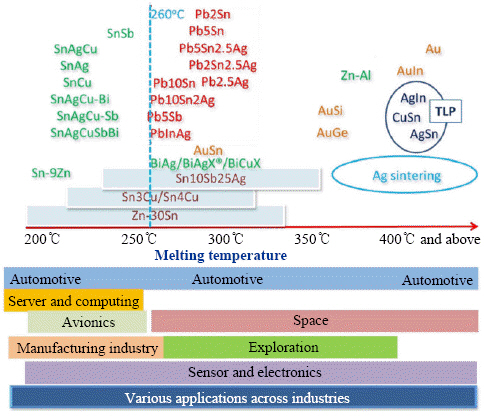
Die attach is one of the important packaging steps in high-power electronics systems. The purpose of die attach is to provide structural base for electrical interconnections as well as to serve as a heat dissipation path8). In order to ensure the functionality and reliability of WBG power semiconductors, a die attach suitable for high temperature environment should be attained9,10). The solders used for die attach and their melting point are shown in Fig. 2,11). Pb-rich solders usually have a melting point above 260 ┬░C and can be used as a die-attach material for WBG power semiconductors. However, the use of Pb is prohibited because of the environmental hazard12). Therefore, solders containing Pb should be replaced for the die-attach material of WBG semicon- ductors. The Sn-based solders have a slightly lower melting temperature than the Pb-rich solders. Considering that the advancing technology requires the high operation temperature, the WBG semiconductors require a solder having a melting point above 300 ┬░C. In particular, military products operate in harsher environments than commercial products, therefore requiring a die attach with a higher melting point than the normal Sn- based solders13). As shown in Fig. 2, the solders including Au are the possible candidates. Due to the characteristics of the soldering process, a process temperature higher than the melting point of the solders is required to perform die attach. Therefore, the solders having a melting point above 300 ┬░C cause a damage to the WBG semiconductors during a die attach14). That is why there is a continuous need to develop the interconnects composed with the elements of high melting temperature and the processes with a reduced-operation temperature as compared with the normal soldering. As a solution, the die attach for the WBG semiconductor replaces the conventional solders with Ag soldering or transient liquid phase bonding (TLPB)15,16).
Ag sintering and TLPB produce interconnects with a higher re-melting temperature than the process tem- perature. Due to the characteristics, Ag sintering and TLPB are emerging with a die-attach technology of WBG power semiconductors. Ag sintering uses the paste consisting of Ag micro- or nanoparticles to form interconnects17). Paste contains organic additives so that the Ag particles do not interact with each other before the bonding process. Since the driving force of sintering becomes different with respect to the particle size, the process temperature and time are applied with various levels18). Moreover, the bonding time needs to be optimized depending on the sintering process that is conducted with or without a pressure15). Ag sintering has the advantage as follows: Ag has excellent electrical and thermal properties and the melting point of the joint after sintering is 961 ┬░C, which is the melting point of bulk Ag. Moreover, the normal operation temperature for Ag sintering is 200-300 ┬░C, which is much lower than the melting temperature of the sintered joint. However, there is the disadvantage that the reliability of the joint is reduced when residual organic additives exist in the joint19). There are attempts to use Cu particles to reduce the cost of expensive Ag particles, but they still have the unavoidable problem of Cu oxidation19).
TLPB is also conducted at low temperature and produces the melting point of the joint higher than the process temperature5). TLPB is a process in which a metal with low melting point, called interlayer such as Sn, is inserted between metals having high melting point, which is called metallization. And then, it proceeds at a temperature slightly higher than the melting point of the interlayer. Metallization is maintained at the process temperature so that the metallization dissolves into the liquid interlayer20). Dissolved metallization forms an intermetallic compound (IMC) interacting with the interlayer. While the liquid interlayer is consumed, IMC is produced over time. When the TLPB is completed, it forms an IMC joint with a higher melting point than the process temperature. TLPB is more competitive than Ag sintering, due to its similarity to existing soldering processes and compatibility with the current facility in industry. Since metallization is dissolved and diffused into the joint, the mechanical, electrical and thermal properties of the joint are similar to metallization8). However, TLPB has a disadvantage that it takes long time to complete the reaction since TLPB is a joining method requiring diffusion of metallization as described above21). For example, it takes approximately 90 minutes for the joint to be filled with IMC when TLPB is performed with pure Sn interlayer with a thickness of 25 ŃÄø and Cu metallization at 250 ┬░C. Bonding time delayed reduces the reliability of the device during the process and causes a thermal stress induced by difference in the coefficient of thermal expansion (CTE) of the components, which can affect performance14). Therefore, reducing the bonding time of TLPB is the ultimate goal for this process. Kirkendall void formation due to the difference in diffusion rate and volume shrinkage generated in TLPB is also an issue to be solved22).
This study will examine the research trends of reducing the TLPB time. It also investigates the methods to suppress defects such as kirkendall voids produced during the TLPB. Recently, the TLPB study is conducted for the process of TLPB and design of an interlayer. The objective of this study is to critically summarize and review the various aspects of process and interlayer design for the TLPB, and finally to suggest the future direction of TLPB development.
2. Process development to reduce TLPB time
2.1 Application of temperature gradient during TLPB
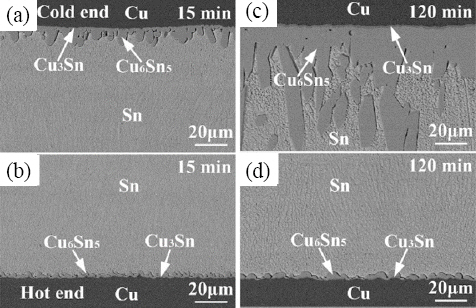
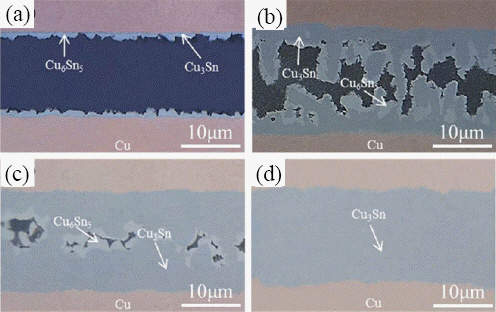
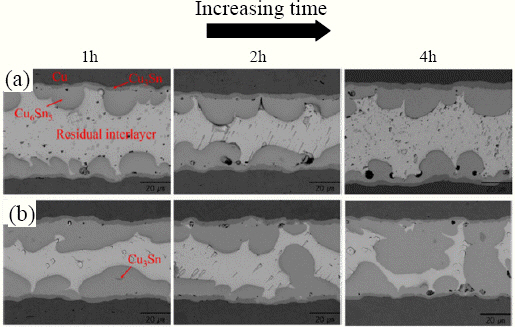
The conventional TLPB is performed in isothermal condition. New approach to reduce TLPB time was conducted with applying temperature gradient. Zhao et al.23) applied TLPB consisting of Cu/Sn/Cu structure under isothermal and temperature-gradient conditions. Fig. 3 shows the microstructural evolution of the Cu/Sn/ Cu solder joints after reflowed at 250 ┬░C for various durations. The isothermal condition showed symmetric IMC growth, while the temperature-gradient condition showed asymmetric IMC growth that was prominent at the cold end. This is because Cu dissolved in Sn under the temperature-gradient condition continuously migrated from the hot end to the cold one. In the hot end, the Cu is insufficiently supplied and dissolution of Cu occurs continuously. In the cold end, however, the IMC grew rapidly due to the addition of Cu flux by the temperature gradient. Therefore, the hot end produces only dissolution and the cold one produces only IMC growth. Isothermal condition caused dissolution and IMC growth at the both ends of Cu interface at the same time. Due to the elimination of wet grain boundary by IMC growth, the dissolution rate of Cu and the IMC growth decrease simultaneously. Thus, the IMC growth in the temperature gradient was faster than that in the isothermal condition. When TLPB was performed at 250 ┬░C for 2 hours, the IMC thickness became to be 16 ŃÄø in isothermal aging and the IMC thickness of 50 ŃÄø in temperature-gradient condition. The authors also confirmed that the larger temperature gradient produced the more Cu flux and the faster IMC growth during TLPB24,25). Kinetic analysis of the IMC growth during TLPB revealed that IMC grew by volume diffusion-controlled mechanism in isothermal TLPB and by reaction-controlled mechanism in temperature-gradient TLPB.
Fig.┬Ā3
Microstructural evolution of the Cu/Sn/Cu solder joints after reflowed at 250 ┬░C for various durations: (a,c) cold end for 15 and 120 min; (b,d) hot end for 15 and 120 min23)
2.2 Application of electric current during TLPB
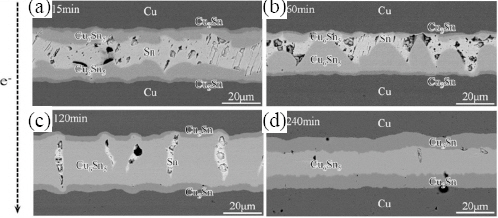
Feng et al.26) applied an electric current to the Cu/Sn/ Cu structure in a vacuum furnace and produced TLPB. With no current applied, the IMC grew preferentially at the interface between Cu and Sn. However, the application of an electric current made the IMC grow faster as compared to the condition with no current applied. Fig. 4 shows the IMC morphology growing in Cu-Sn intermetallic joints under a current density of 1.0 ├Ś 102 A/cm2 at 260 ┬░C. Dissolution of Cu occurred and IMC was hardly formed at the cathode. However, Cu dissolution did not occur and only IMC grew at the anode. This is because the dissolved Cu moved from the cathode to the anode by elctromigration, i.e., the Cu flux generated. As in the case of the temperature-gradient condition, IMC was not nearly formed and only Cu dissolved in the cathode. Therefore, it is possible to reduce the bonding time in which the dissolution rate attributing to the IMC growth remained nearly constant during the process. Furthermore, the IMC growth in the electric current was much faster than that in the temperature-gradient condition (Fig. 3).
Fig.┬Ā4
Morphology evolution in Cu-Sn intermetallic joints under a current density of 1.0 ├Ś 102 A/cm2 at 260 ┬░C for various times: (a) 15 min, (b) 60 min, (c) 120 min, (d) 240 min26)
They also studied the effect of the magnitude of the applied current on the growth rate of IMC. The growth rate of IMC was 0.107 ŃÄø/min when the applied current was 1.0 ├Ś 102 A/cm2 at 260 ┬░C26). For the applied current of 2.0 ├Ś 102 A/cm2, the growth rate of IMC was 0.212 ŃÄø/min. The TLPB bonding time with applying current was reduced by keeping the growth rate of IMC nearly constant. This phenomena occurred due to the selective Cu dissolution by electromigration. However, the applied current might have a negative effect on the chip reliability and this issue needs to be solved in future study14).
2.3 Application of induction heating during TLPB
Yin et al.27) used TLPB for Cu/Sn/Cu structure with induction heating. Induction heating is a heating process using an electromagnetic field. TLPB using induction heating increases the bonding temperature over time. The bonding temperature gradually increased to 350 ┬░C for 55 seconds and reached 535 ┬░C for 220 seconds. Fig. 5 shows the scallop type Cu6Sn5 transforming to dendritic morphology. This is due to the undercooling effect with the bonding temperature increasing gradually during TLPB. Furthermore, a planar type Cu3Sn transforms to columnar type. Total bonding time of 270 seconds was consumed using a Sn interlayer with a thickness of 10 ŃÄø21). The conventional TLPB also completed the process in less than a few minutes at high temperature approximately 350 ┬░C. Therefore, TLPB using induction heating did not show a great effect on reducing the bonding time. Unlike conventional TLPB, induction heating is applied to the component indirectly during TLPB, therefore reducing the heat attack to the component. For the reason, it is necessary to study this process further and to investigate whether the magnetic field induced by induction heating affects the reliability of the device.
Fig.┬Ā5
Cross-sectional morphology of the deep-etched Cu/Sn/Cu sandwich structure for various durations: (a) 20 s, (b) 55 s, (c) 220 s, and (d) 270 s27)
2.4 Application of ultrasonic wave during TLPB
Ultrasonic-assisted TLPB is a recent process that has been actively studied. Ultrasonic wave is applied to TLPB to produce microbubble in the joint28,29). Forming microbubbles in the liquid interlayer, the temperature and pressure reached locally 5000 K and 0.1 GPa, respectively, due to the of bubble implosion29). In such an environment, micropits are generated at metallization, and strong metallization dissolution occurs. In addition, the repetition of the formation, growth and implosion of the microbubble allows the liquid interlayer to be supersaturated with dissolved metallization element. The supersaturation state of the liquid disappears with removing ultrasound, therefore producing IMC nuclei and growing simultaneously in the middle of the liquid interlayer. Severe dissolution of metallization and supersaturation of the liquid with the dissolved metallization reduces significantly the TLPB time.
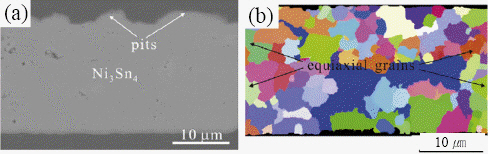
Li et al.29) applied the conventional TLPB to Ni/Sn/Ni structure with a Sn interlayer with a thickness of 20 ŃÄø at 250 ┬░C and the TLPB was completed in 120 minutes. Fig. 6 shows the TLPB joint with no defects and the IMC having a columnar structure in conventional TLPB. In contrast, when the same structure was subjected to ultrasonic-assisted TLPB at 250 ┬░C, the TLPB was completed in 8 seconds and no defects were observed. Fig. 7 indicates that Ni-supersaturated liquid Sn was cooled in air and IMC was formed and grew at the metallization interface as well as in the middle of liquid Sn due to constitutional cooling, which led to equiaxed grains. Despite the short bonding time of the ultrasonic-assisted TLPB, the local-high pressure and temperature environments due to ultrasound cause the concern to degrade device reliability. Therefore, it needs a further improvement for the commercial use.
Fig.┬Ā6
Cross-sectional images of the joint formed by the reflow TLPB process for120 min at 250 ┬░C: (a) SEM and (b) EBSD showing Ni3Sn4 grain mapping image29)
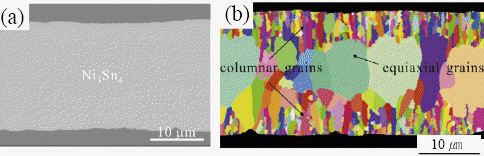
Fig.┬Ā7
Cross-sectional images of the joint formed by the ultrasound-induced TLPB process for 8 s at 250 ┬░C: (a) SEM and (b) EBSD showing Ni3Sn4 grain mapping image29)
3. Interlayer design to reduce TLPB time
3.1 Alloy design of paste
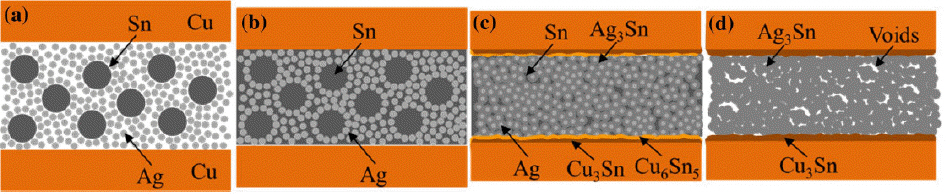
Many studies on the TLPB interlayer have used the powder paste consisting of Ag, Sn, Cu, Ni, and other minor elements. Bao et al.30) studied the TLPB of Cu/Sn-Ag/Cu structure using the Sn-Ag paste that has excellent thermal and electrical properties as an interlayer. Interlayers were fabricated with the various Ag content and Sn particle size. The Ag contents were in the range of 60-80 wt%, and the Sn particles had a diameter of 1-20 ŃÄø. The joining conditions were nearly constant for the Ag-based interlayers at 300 ┬░C for 60 min. For the Ag content of 70 wt%, the TLPB joint produced the lowest pores and the highest shear strength. This is consistent with the previous study31). For the Ag content below 70 wt%, the Sn powder was remained without reaction, which caused volume shrinkage and voids during air cooling after bonding. Ag3Sn could not be merged by insufficient Sn when the Ag contents exceeded 70 wt%. Fig. 8 shows void formation when Ag3Sn does not merge or coalesce with each other. Since Ag3Sn is a skeleton type, the void formation was inevitable in the process. The Sn particles of a large size had excellent joint characteristics considering oxidation. The Sn-Ag paste played the role of reducing the bonding time compared to the Sn foil used in conventional TLPB. This was because the interface area between the Ag and Sn of the powder increased and the diffusion distance decreased as compared to the foil interlayer. However, the void using the interlayer paste is a disadvantage as compared with the conventional TLPB using a Sn foil.
Fig.┬Ā8
Illustration of void formation in Cu/Sn-Ag/Cu joint: (a) before bonding; (b) melting of Sn particles; (c, d) reaction of liquid Sn and Ag particles/Cu substrates30)
3.2 Design of Sn-coated particle
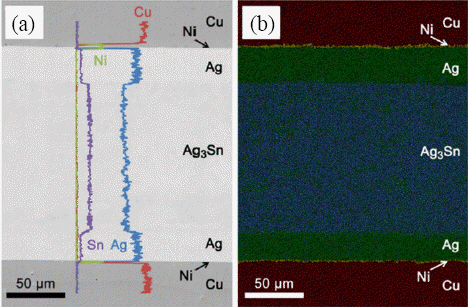
Yu et al.32) used a preform consisting of micro-sized Sn-coated Ag particles for the interlayer to reduce the TLPB time. The Ag/interlayer/Ag structure was used for the interlayer that had the thickness of 150 ŃÄø. The bonding temperature and time were 250 ┬░C and 10 min, respectively. Fig. 9 shows the joints produced with Ag3Sn and the joining was completed in 10 min. The distance for Ag metallization to diffuse was extremely reduced during the TLPB as compared to the conventional TLPB. For the conventional TLPB having a same interlayer thickness of 150 ŃÄø, the distance for the metallization to diffuse was 75 ŃÄø to produce IMC completely in the joint. However, Sn-coated Ag particles reduced the diffusion distance to coated Sn layer thickness of 0.4 ŃÄø. Since the Sn-coated Ag particles has the large total surface area, the area diffused during the same period of TLPB process is larger than that during the conventional TLPB. Therefore, the bonding process was completed in a few minutes despite the thick interlayer. The use of the thick interlayer was also able to reduce the residual stress resulting from differences in CTE of components.
Fig.┬Ā9
Cross-sectional SEM of the reflowed bondline: (a) high-magnification image of the bondline and the EDS line scan profiles acquired across the bondline; (b) elemental mapping near the bondline in (a)32)
A multilayer particle was also applied in TLPB33). The preform was prepared by coating the Cu particles with Ag and Sn. This approach solved the high cost of Ag in Sn-coated Ag particles. In addition, the low diffusion rate of Cu was also improved with a thin coating of Ag. The joining time was greatly reduced by decreasing the diffusion distance and increasing the surface area. How- ever, in order to commercialize Sn-coated particles, it is necessary to simplify the fabrication of the preform.
3.3 Design of particle-introduced interlayer
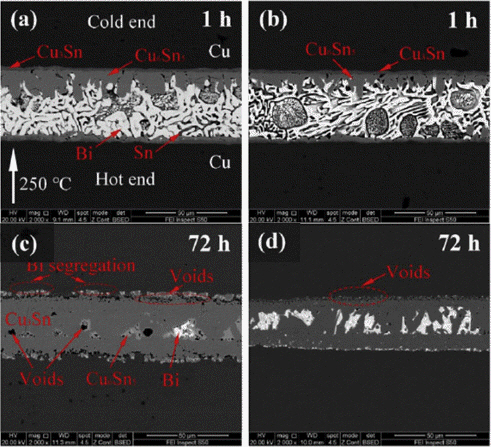
Introducing particles into the interlayer was studied on the void formation in TLPB. Xiong et al.34) applied TLPB to Cu/Sn58Bi/Cu structure, in which the CuZnAl particles were introduced into the Sn58Bi interlayer. Fig. 10 shows that CuZnAl particles suppressed the void formation during TLPB compared to the conventional Sn58Bi interlayer. The void formation was due to the unbalanced diffusion rate between Cu and Sn. The Bi particles suppressed the diffusion of dissolved Cu elements and the volume shrinkage produced in transformation from Cu3Sn to Cu6Sn5. The addition of CuZnAl particles increased the activation energy for diffusion and caused the adsorption of CuZnAl to Cu6Sn5, thereby suppressing diffusion and segregation of Bi. The CuZnAl particles introduced in the interlayer reduced the unbalanced diffusion between Cu and Sn, which led to suppressing IMC growth. Therefore, the bonding time using the CuZnAl particle-introduced interlayer was longer than that of the conventional TLPB. This new process needs to be performed in combination with a process that increases the growth rate of IMC.
Fig.┬Ā10
SEM micrographs of interfaces using various particle-introduced interlayers: (a, c) Cu/Sn58Bi/ Cu; (b, d) Cu/Sn58Bi-0.5CuZnAl/Cu. The bonding process was conducted at 250 ┬░C for (a, b) 1 h and (c, d) 72 h34)
3.4 Design of metallization-added interlayer
Sohn et al.35) used pure-Sn, Sn-3Cu, and Sn-10Cu alloys for the TLPB interlayer in Cu/interlayer/Cu structure. If Cu was added more than 0.7 wt% in Sn-Cu binary system, primary Cu6Sn5 was formed. In the range of 2-10 wt% of Cu, primary Cu6Sn5 was not dissolved during TLPB at 250 ┬░C. Therefore, the primary IMC in the interlayer was introduced in advance before the TLPB. Since the IMC was pre-existed in the interlayer, the diffusion distance and bonding time were reduced significantly. Fig. 11 shows the primary IMC that is not dissolved in the TLPB and coalesced with new IMC produced during the TLPB. Analyzing the kinetics of IMC growth during TLPB, addition of Cu did not decrease IMC growth kinetics. This TLPB process has the advantage that the interlayer fabrication is simpler than the Sn-coated particles. This process using a metallization-added interlayer reduced the TLPB time as compared to the conventional TLPB. However, an interlayer design for the commercialized use is required to reduce the bonding time to a few minutes. For this reason, it is necessary to further increase the Cu composition and control the microstructure of the interlayer by optimizing the size and distribution of the primary Cu6Sn5. It is also necessary to introduce the metallization elements other than Cu into the interlayer to control the void formation.
4. Conclusions
WBG power semiconductors increase the demand rapidly in recent years and various fields. The WBG power semiconductors are necessarily required to operate in higher temperature than the conventional Si semiconductors. In the case of the military applications, the WBG semiconductors are needed to operate in extreme environment and to establish a robust interconnect. The TLPB is one of the method to produce the WBG power semiconductor. The TLPB produces an IMC having a melting point higher than the process temperature. In order to produce the entire IMC in the joint, it is necessary for metallization with the high melting point to diffuse. Therefore, the TLPB has a disadvantage of long process time. For the commercialized use of TLPB, the IMC formation needs to be completed less than a few minutes. For that purpose, many researchers are developing the new process and design of an interlayer. New TLPB process maintained the constant dissolution rate due to the selective metallization dissolution, which significantly reduced the bonding time. The interlayer design significantly reduced the diffusion distance of metallization for IMC formation and growth, therefore reducing the bonding time. Methods for suppressing voids during the TLPB were also investigated. In spite of various advantages, process development poses problems in terms of compatibility with the packaging industry and lowering the reliability of devices. Interlayer design, which is well matched to the packaging industry, also requires simplification of the interlayer fabrication and more reduced time for joining. Therefore, it is necessary to combine the process development and interlayer design of TLPB, followed by optimizing the TLPB process.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



