


1. ņä£ ļĪĀ
ņĄ£ĻĘ╝ ļäōņØĆ ņŚÉļäłņ¦Ć ļ░┤ļō£ Ļ░ŁņØä Ļ░Ćņ¦ĆļŖö SiC Ēś╣ņØĆ GaNņŚÉ ļīĆĒĢ£ ņłśņÜöĻ░Ć ņ”ØĻ░ĆĒĢśĻ│Ā ņ׳ļŗż. ņØ┤ļ¤¼ĒĢ£ SiC, GaN ļ░śļÅäņ▓┤ ļČĆĒÆłļōżņØĆ ļåÆņØĆ ņŚ┤ņĀäļÅäļÅäņÖĆ Ļ│Āņś©ņŚÉņä£ņØś ņĢłņĀĢņä▒ ļō▒ņØ┤ Ēü░ ĒŖ╣ņ¦ĢņØ┤ļ®░ ĒŖ╣Ē׳ Ļ│Āņś©ņŚÉņä£ņØś ņĢłņĀĢņä▒ņ£╝ļĪ£ ņØĖĒĢ┤ ļåÆņØĆ ņ×æļÅÖ ņś©ļÅäļź╝ ņÜöĻĄ¼ĒĢśļŖö ņĀäņ×ÉļČĆĒÆłņŚÉ ņŻ╝ļĪ£ ņé¼ņÜ®ļÉ£ļŗż1). ļö░ļØ╝ņä£ Ļ│Āņś©ņŚÉņä£ņØś ņĢłņĀĢņä▒ ņÜöĻĄ¼ļŖö ņ╣®Ļ│╝ ĻĖ░ĒīÉņØä ņŚ░Ļ▓░ĒĢśļŖö ņĀæĒĢ®ļČĆņØś ļ¼ĖņĀ£ļĪ£ ĻĘĆĻ▓░ļÉ£ļŗż. ņāüņÜ®ĒÖöļÉśĻ│Ā ņ׳ļŖö ļ¼┤ņŚ░ Ļ│Āņś© ņåöļŹö ņĀæĒĢ®ļČĆņØś ņ×¼ņ£ĄņĀÉ ņś©ļÅäļŖö 250 ┬░C ļ»Ėļ¦īņØ┤ļ»ĆļĪ£2,3) ņé¼ņÜ® ĒÖśĻ▓ĮņŚÉ ļö░ļØ╝ ņĄ£ļīĆ 600 ┬░CņØś ņ×¼ņ£ĄņĀÉ ņś©ļÅäļź╝ ņÜöĻĄ¼ĒĢśļŖö Ēīīņøīļ░śļÅäņ▓┤ņØś ņĀæĒĢ®ņ×¼ļŻīļĪ£ ņĀüĒĢ®ĒĢśņ¦Ć ņĢŖļŗż4).
ņ▓£ņØ┤ņĢĪņāüņĀæĒĢ®(Transient Liquid Phase Bonding, TLPB)ņØĆ ĻĖ░ņĪ┤ņØś ļ¼┤ņŚ░ ņåöļŹöļź╝ ņØ┤ņÜ®ĒĢ┤ ļåÆņØĆ ņ×¼ņ£ĄņĀÉ ņś©ļÅäļź╝ Ļ░¢ļŖö ĻĖłņåŹĻ░ä ĒÖöĒĢ®ļ¼╝ļĪ£ ĻĄ¼ņä▒ļÉ£ ņĀæĒĢ®ļČĆļź╝ ņ¢╗ļŖö Ļ│ĄņĀĢņØ┤ļŗż2). TLPBņØś ņ×¼ņ£ĄņĀÉ ņś©ļÅäļŖö ņ╣® Ēś╣ņØĆ ĻĖ░ĒīÉņŚÉ ņ”Øņ░®ļÉ£ metalizationņØś ņóģļźśņÖĆ ņåöļŹöļĪ£ ņé¼ņÜ®ļÉśļŖö interlayerņØś ņóģļźśņŚÉ ņØśĒĢ┤ Ļ▓░ņĀĢļÉśļŖö ĻĖłņåŹĻ░ä ĒÖöĒĢ®ļ¼╝ņØś ņ£ĄņĀÉņŚÉ ņØśņĪ┤ĒĢ£ļŗż. ņśłļź╝ ļōżļ®┤, Ni3Sn4, Ag3Sn, Cu6Sn5, Cu3SnņØś ņ£ĄņĀÉņØĆ Ļ░üĻ░ü 800, 480, 415, 676 ┬░C ņØ┤ļŗż. Cu, Ni, Ag ļō▒ņØś metalizationĻ│╝ ļīĆĒæ£ņĀü ļ¼┤ņŚ░ ņåöļŹöņØĖ Snņ£╝ļĪ£ ĻĄ¼ņä▒ļÉ£ ĻĖłņåŹĻ░ä ĒÖöĒĢ®ļ¼╝ ņĀæĒĢ®ļČĆļŖö ĻĖ░ņĪ┤ņØś ļ¼┤ņŚ░ ņåöļŹöļĪ£ ņØ┤ļŻ©ņ¢┤ņ¦ä ņĀæĒĢ®ļČĆņØś ņ£ĄņĀÉļ│┤ļŗż ļåÆņ£╝ļ»ĆļĪ£ Ēīīņøīļ░śļÅäņ▓┤ ĒÖśĻ▓ĮņŚÉ ņĀüĒĢ®ĒĢśļŗż.
TLPBņØś ņżæņÜöņä▒ņØĆ ļīĆļæÉļÉśĻ│Ā ņ׳ņ£╝ļéś ņĢĢļĀź, ņś©ļÅäņÖĆ ņŗ£Ļ░äņŚÉ ļö░ļźĖ TLPB ĒŖ╣ņä▒Ļ│╝ ņØ┤ņóģ metalizationņŚÉ ļö░ļźĖ ņĀæĒĢ®ļČĆņØś ļČäņäØ ļ░Å ĒŖ╣ņä▒ĒÅēĻ░ĆļŖö ĒÖ£ļ░£ĒĢśĻ▓ī ņØ┤ļŻ©ņ¢┤ņ¦ĆĻ│Ā ņ׳ņ¦Ć ņĢŖļŗż. ļö░ļØ╝ņä£ ļ│Ė ņŚ░ĻĄ¼ļŖö SnņØä interlayer, Cu, Ni, Agļź╝ metalizationņ£╝ļĪ£ ĒĢśņŚ¼ ņś©ļÅäņÖĆ ņĀæĒĢ® ņŗ£Ļ░äņŚÉ ļö░ļźĖ ļÅÖņóģ ņĀæĒĢ®ļČĆņØś ĒŖ╣ņä▒Ļ│╝ ņØ┤ņóģ metalization TLPB ņĀæĒĢ®ļČĆņØś ĒŖ╣ņä▒ĒÅēĻ░Ćļź╝ ņłśĒ¢ēĒĢśņśĆļŗż. ņØ┤ļź╝ ĒåĄĒĢ┤ ņĄ£ņĀüņØś TLPB Ļ│ĄņĀĢ ņĪ░Ļ▒┤Ļ│╝ ņĀæĒĢ®ļČĆņØś ņĀüņÜ® Ļ░ĆļŖźņä▒ņŚÉ ļīĆĒĢ┤ ļģ╝ĒĢśņśĆļŗż.
2. ņŗżĒŚś ļ░®ļ▓Ģ
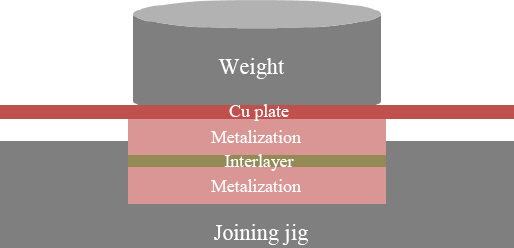
ļ│Ė ņŚ░ĻĄ¼ļŖö metalization /Sn interlayer/ metalization ņāīļō£ņ£äņ╣ś ĻĄ¼ņĪ░ļź╝ TLPB ņŗżĒŚśņŚÉ ņØ┤ņÜ®ĒĢśņśĆĻ│Ā, Fig. 1ņØĆ ņĀæĒĢ®ļČĆņØś ĻĄ¼ņĪ░ ļ¬©ņŗØļÅäļź╝ ļéśĒāĆļé┤ņŚłļŗż. Metalizationņ£╝ļĪ£ļŖö 5 mm (L) ├Ś 5 mm (W) ├Ś 1 mm (T) Ēü¼ĻĖ░ņØś Cu-(ņł£ļÅä 99.99%), Ni-(ņł£ļÅä 99%), Ag-(ņł£ļÅä 99.95%) ņŗ£ĒŖĖļź╝ ņé¼ņÜ®ĒĢśņśĆļŗż. Sn interlayer (ņł£ļÅä 99.8%)ļŖö 5 mm (L) ├Ś 5 mm (W) ├Ś 50 ╬╝m (T) Ēü¼ĻĖ░ņØś thin foilņØä ņé¼ņÜ®ĒĢśņśĆļŗż. ņĀæĒĢ® ņŗ£ ņĀæĒĢ®Ļ│äļ®┤ņØ┤ ņČ®ļČäĒ׳ ņĀæņ┤ēĒĢĀ ņłś ņ׳Ļ▓ī 100 g ļČäļÅÖņØä ņé¼ņÜ®ĒĢśņŚ¼ ņĢĮ 0.04 MPaņØś ņĢĢļĀźņØä Ļ░ĆĒĢśņśĆļŗż. Metalizationņ£╝ļĪ£ ņé¼ņÜ®ļÉ£ ņ×¼ļŻīļōżņØĆ 1200 grit Ļ╣īņ¦Ć SiC paperļĪ£ ņŚ░ļ¦ł Ēøä 3 ╬╝m ļŗżņØ┤ņĢäļ¬¼ļō£ ņä£ņŖżĒÄ£ņģśņØä ņØ┤ņÜ®ĒĢśņŚ¼ Ēæ£ļ®┤ņØä ņŚ░ļ¦łĒĢśņśĆļŗż. Sn interlayerļŖö Ēæ£ļ®┤ ĒÖ£ņä▒ĒÖöļź╝ ņ£äĒĢ┤ ņŚ╝ņé░ 9 vol%ņÖĆ ņ¦łņé░ 4 vol%ļź╝ Ēś╝ĒĢ®ĒĢ£ ņŚÉĒāäņś¼ ņłśņÜ®ņĢĪņŚÉ ņé░ņäĖņ▓śļ”¼ļź╝ ņ¦äĒ¢ēĒĢśņśĆļŗż. ņżĆļ╣äļÉ£ metalization ņŗ£ĒŖĖņÖĆ interlayerļź╝ Fig. 1 Ļ│╝ Ļ░ÖņØ┤ ņĀüņĖĄ Ēøä ņ¦äĻ│ĄļČäņ£äĻĖ░(10ŌłÆ1 -torr)ņŚÉņä£ ņĀæĒĢ® ņś©ļÅä 250, 280 ┬░C ĻĘĖļ”¼Ļ│Ā Ļ░üĻ░ü 1, 2, 3ņŗ£Ļ░ä ļÅÖņĢł ņĀæĒĢ®ĒĢśņśĆļŗż.
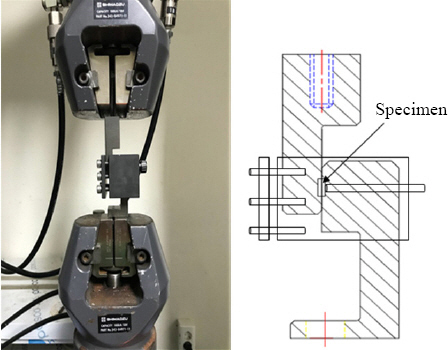
ņĀæĒĢ®ļ®┤ Ļ┤Ćņ░░ņØä ņ£äĒĢ┤ TLPB ņŗ£ĒÄĖņØĆ ĻĄ¼ļ”¼ ļĀłņ¦äņŚÉ ļ¦łņÜ┤Ēīģ Ēøä 1 ╬╝m Ļ╣īņ¦Ć ņŚ░ļ¦łĒĢśņŚ¼ ņŻ╝ņé¼ņĀäņ×ÉĒśäļ»ĖĻ▓Į(Scanning Electron Microscopy, SEM)ņ£╝ļĪ£ Ļ┤Ćņ░░ĒĢśņśĆļŗż. ņĀæĒĢ®ļČĆņØś ĻĖ░Ļ│ĄļźĀ ļČäņäØņØĆ Image analysis (Image Pro-Plus)ļź╝ ņØ┤ņÜ®ĒĢśņśĆļŗż. ņĀæĒĢ®ļ®┤ņØś ĻĖ░Ļ│äņĀü ņä▒ņ¦łņØĆ Fig. 2ņÖĆ Ļ░ÖņØ┤ lap- shear testļĪ£ ņĖĪņĀĢĒĢśņśĆĻ│Ā, strain rateļŖö 0.3 mm/minļĪ£ ņłśĒ¢ēĒĢśņśĆļŗż. Lap shear testņŗ£ TLPBņØś ļæÉĻ╗śĻ░Ć ļŗżļźĖ ņĀÉņØä Ļ░ÉņĢłĒĢśņŚ¼ ļ│╝ĒŖĖ ņ▓┤Ļ▓░ņØä ĒåĄĒĢ┤ ņ¦ĆĻĘĖ ļé┤ ņŗ£ĒÄĖņØś ņ£äņ╣śļź╝ ņĪ░ņĀłĒĢśņŚ¼ lap shear test ļČĆļČäņØś ļæÉĻ╗śļź╝ ņØ╝ņĀĢĒĢśĻ▓ī ĒĢśņśĆļŗż. ņŗ£ĒÄĖņØä ņ¦ĆĻĘĖ ņĢłņŚÉ Ļ│ĀņĀĢņŗ£ĒéżĻĖ░ ņ£äĒĢ┤ ņĄ£ņåīĒĢ£ņØś ļ│╝ĒŖĖ ņ▓┤Ļ▓░ņØä ĒĢśņŚ¼ ņŗ£ĒÄĖņØä Ļ│ĀņĀĢĒĢśņśĆļŗż (Fig. 2). Lap- shear test Ēøä ņĀäļŗ©Ēīīļ®┤ņØĆ SEMņ£╝ļĪ£ Ļ┤Ćņ░░ĒĢśņśĆļŗż.
3. ņŗżĒŚśĻ▓░Ļ│╝ ļ░Å Ļ│Āņ░░
3.1 ļÅÖņóģ metalization TLPB
Fig. 3ņØĆ Cu/Sn/CuņØś ņĀæĒĢ® ņś©ļÅäņÖĆ ņŗ£Ļ░äņŚÉ ļö░ļźĖ ņĀæĒĢ®ļČĆ ļ»ĖņäĖņĪ░ņ¦üņØä ļéśĒāĆļéĖļŗż. 250 ┬░C 1ņŗ£Ļ░ä ņĪ░Ļ▒┤ņŚÉņä£ ņāØņä▒ļÉ£ ņāüņØĆCu-Sn ņāüĒā£ļÅäņŚÉņä£ņÖĆ Ļ░ÖņØ┤ Cu6Sn5ņÖĆ Cu3SnņØ┤ ĒśĢņä▒ļÉśņŚłļŗż(Fig. 3a). TLPB ņŗ£ CuņÖĆ SnņØś Ļ│äļ®┤ņŚÉņä£ ņÜ░ņäĀņĀüņ£╝ļĪ£ Cu6Sn5ņØ┤ ĒśĢņä▒ļÉ£ļŗż. ņØ┤ Ēøä CuņØś dissolutionņØ┤ ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ CuņÖĆ Cu6Sn5ņØś Ļ│äļ®┤ņŚÉņä£ Cu3SnņØ┤ ĒśĢņä▒ļÉ£ļŗż. ņĀæĒĢ® ņś©ļÅäļź╝ 280 ┬░CļĪ£ ņ”ØĻ░ĆĒĢ£ Ļ▓ĮņÜ░ņŚÉļÅä Cu-Sn ĻĖłņåŹĻ░ä ĒÖöĒĢ®ļ¼╝ņØ┤ ĒśĢņä▒ļÉ£ļŗż(Fig. 3b). ĒĢśņ¦Ćļ¦ī ņĀæĒĢ® ņŗ£Ļ░äņØ┤ ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ņĀæĒĢ®ļČĆņØś ĻĖ░Ļ│ĄņØ┤ ĒśäņĀĆĒĢśĻ▓ī Ļ░ÉņåīĒĢśņśĆņ£╝ļ®░, 3ņŗ£Ļ░äņŚÉņä£ļŖö ņĀæĒĢ®ļČĆĻ░Ć ņÖäņĀäĒ׳ Cu3Sn ļŗ©ņāüņ£╝ļĪ£ ņØ┤ļŻ©ņ¢┤ņĪīļŗż. ņØ┤ļŖö ņś©ļÅäĻ░Ć ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ Snļé┤ņŚÉņä£ CuņØś ĒÖĢņé░Ļ│äņłśĻ░Ć ņ”ØĻ░ĆĒĢśļ»ĆļĪ£ ĻĖłņåŹĻ░ä ĒÖöĒĢ®ļ¼╝ņØś ņāØņä▒ ņåŹļÅäĻ░Ć ņ”ØĻ░ĆĒĢśņśĆĻĖ░ ļĢīļ¼ĖņØ┤ļŗż. ņĀæĒĢ®ņĖĄņØś ļæÉĻ╗śļŖö Fig. 3bĻ░Ć Fig. 3aļ│┤ļŗż ĒÅēĻĘĀņĀüņ£╝ļĪ£ 5 ╬╝m ļæÉĻ║╝ņøĀļŗż. ļæÉĻ║╝ņÜ┤ ņĀæĒĢ®ļČĆļŖö ņ×æļÅÖĒÖśĻ▓ĮņŚÉņä£ ņ╣®Ļ│╝ ĻĖ░ĒīÉņØś ņŚ┤ĒīĮņ░ĮĻ│äņłś ņ░©ņØ┤ņŚÉ ņØśĒĢ┤ ļ░£ņāØĒĢśļŖö ņØæļĀź ĻĄ¼ļ░░ļź╝ Ļ░Éņåīņŗ£Ēé©ļŗż5). ļö░ļØ╝ņä£ Cu/Sn/Cu TLPB ņĄ£ņĀü ņś©ļÅä ņĪ░Ļ▒┤ņØĆ ĻĘĀņØ╝ĒĢ£ ĻĖłņåŹĻ░ä ĒÖöĒĢ®ļ¼╝ ĒśĢņä▒, ĻĖ░Ļ│ĄļźĀ Ļ░Éņåī, ņĀæĒĢ® ļæÉĻ╗śĻ░Ć ņ”ØĻ░ĆĒĢśļŖö 280 ┬░Cņ×äņØä ĒÖĢņØĖĒĢśņśĆļŗż.

Fig. 4ļŖö Ag/Sn/AgņØś ņĀæĒĢ® ņś©ļÅäņÖĆ ņŗ£Ļ░äņŚÉ ļö░ļźĖ ņĀæĒĢ®ļČĆ ļ»ĖņäĖņĪ░ņ¦üņØä ļéśĒāĆļéĖļŗż. Ag-Sn ņāüĒā£ļÅäļź╝ ļö░ļØ╝ metalizationņ£╝ļĪ£ ņé¼ņÜ®ļÉ£ AgĻ░Ć ņĢĪņāüņØś SnņŚÉ dissolutionņØ┤ ļÉśļ®┤ņä£ AgņÖĆ SnņØś Ļ│äļ®┤ņŚÉņä£ Ag3SnņØ┤ ņāØņä▒ ļÉśņŚłļŗż. ņ¦Ćļé£ ņŚ░ĻĄ¼ņŚÉņä£ Ag3SnņØś ĒśĢņāüņØĆ ņŻ╝ļĪ£ scallop typeņ£╝ļĪ£ ĒśĢņä▒ļÉśņ¢┤, Ag3Sn ļ¦īļéśļŖö ņĀæĒĢ®ļČĆ ņżæĻ░ä Ļ│äļ®┤ņŚÉņä£ voidsĻ░Ć ņĪ┤ņ×¼ĒĢĀ ņłś ņ׳ļŗżĻ│Ā ĒĢśņśĆļŗż6). ņØ┤ļ¤¼ĒĢ£ Ļ▓ĮĒ¢źņØĆ Fig. 4ņŚÉņä£ļÅä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņ£╝ļ®░, ĒŖ╣Ē׳ ņĀæĒĢ® ņĪ░Ļ▒┤ņØ┤ 250 ┬░C 1ņŗ£Ļ░äņØ╝ Ļ▓ĮņÜ░ ļæÉļō£ļ¤¼ņ¦ĆĻ▓ī ļéśĒāĆļé¼ļŗż. ĻĖ░Ļ│Ą ļČäņ£©ņØĆ 250 ┬░C ņĀæĒĢ®ņś©ļÅäņŚÉņä£ ņĀæĒĢ®ņŗ£Ļ░äņØ┤ 1-3ņŗ£Ļ░äņ£╝ļĪ£ ņ”ØĻ░ĆĒĢśļ®┤ņä£ 8%, 2%, 0.7%ļĪ£ Ļ░ÉņåīĒĢśņśĆĻ│Ā, 280 ┬░C ņĀæĒĢ®ņś©ļÅäņŚÉņä£ ĻĖ░Ļ│Ą ļČäņ£©ņØĆ ņĀæĒĢ® ņŗ£Ļ░äņØ┤ ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ 7%, 0.3%, 0.3%ļĪ£ Ļ░ÉņåīĒĢśņśĆļŗż. ņĀæĒĢ®ļČĆņØś ļæÉĻ╗śļŖö ĒÅēĻĘĀņĀüņ£╝ļĪ£ 280 ┬░C ņĀæĒĢ®ņś©ļÅäņØś Ļ▓ĮņÜ░ 10 ╬╝m ņ×æņĢśļŗż. ļö░ļØ╝ņä£ Ag/Sn/Ag TLPB ņĄ£ņĀü ņś©ļÅä ņĪ░Ļ▒┤ņØĆ ĻĘĀņØ╝ĒĢ£ ĻĖłņåŹĻ░ä ĒÖöĒĢ®ļ¼╝ ĒśĢņä▒Ļ│╝ ĻĖ░Ļ│ĄļźĀņØ┤ Ļ░ÉņåīĒĢśļŖö 280 ┬░C ņØ┤ļŗż.
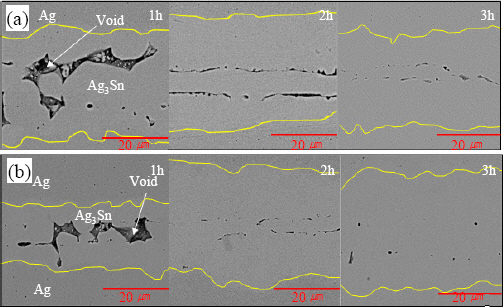
Fig. 5ļŖö Ni/Sn/Ni TLPB ņĀæĒĢ®ļČĆ ļ»ĖņäĖņĪ░ņ¦üņØä ļéśĒāĆļéĖļŗż. Ni/Sn/NiņŚÉņä£ ĒśĢņä▒ļÉśļŖö ĻĖłņåŹĻ░ä ĒÖöĒĢ®ļ¼╝ņØĆ Ni- Sn ņāüĒā£ļÅäņŚÉ ļö░ļØ╝ Ni3Sn4Ļ░Ć ĒśĢņä▒ļÉ£ļŗż. Ni3Sn4ņØś ĻĖłņåŹĻ░ä ĒÖöĒĢ®ļ¼╝ņØĆ Fig. 5ņŚÉņä£ņÖĆ Ļ░ÖņØ┤ Ļ│äļ®┤ņŚÉņä£ ņä▒ņןĒĢśļŖö needle-like ĒśĢņāüņØś IMCņÖĆ ņØ┤ļĪ£ļČĆĒä░ ļ¢©ņ¢┤ņĀĖ ļéśņś© Ni3Sn4 islandņØś ĒśĢĒā£ļĪ£ Ļ┤Ćņ░░ļÉÉļŗż. Ni/Sn/Ni TLPBņŚÉņä£ļŖö ĒŖ╣ņ¦ĢņĀüņ£╝ļĪ£ metalizationņŚÉņä£ ņĢĮ 1 ╬╝m ļ¢©ņ¢┤ņ¦ä Ni3Sn4ņĖĄņŚÉņä£ voidĻ░Ć ļ░£Ļ▓¼ļÉśņŚłĻ│Ā, voidsļŖö Ļ│äļ®┤ņŚÉņä£ ņ×ÉļØ╝ļŖö Ni3Sn4ņÖĆ ņĀæĒĢ®ļČĆņØś ņżæņĢÖņŚÉņä£ ņ×ÉļØ╝ļŖö detached Ni3Sn4 islandĻ░Ć ļ¦īļéśļŖö ņ¦ĆņĀÉņŚÉņä£ĒÅēĒ¢ēĒĢśĻ▓ī ļéśņŚ┤ļÉśļŖö defect planesĻ░Ć ļéśĒāĆļé¼ļŗż7). ĻĘĖļ”¼Ļ│Ā ļŗżļźĖ metalizationĻ│╝ļŖö ļŗżļź┤Ļ▓ī Ni/Sn/Ni TLPB ņĀæĒĢ®ļČĆņØś ņżæņĢÖņŚÉļŖö voidĻ░Ć Ļ┤Ćņ░░ļÉśņ¦Ć ņĢŖņĢśņ£╝ļ®░ 350 ┬░C ņØ┤ņāüņØś ņĀæĒĢ® ņś©ļÅäņŚÉņä£ Ļ┤Ćņ░░ļÉ©ņØ┤ ņĢīļĀżņĀĖ ņ׳ļŗż7). Ni/Sn/Ni TLPBņŚÉņä£ļŖö Fig. 5aņÖĆ 5bņØś 1ņŗ£Ļ░ä ņĀæĒĢ® ņé¼ņ¦äņŚÉņä£ ņĢī ņłś ņ׳ļō»ņØ┤ ļ░śņØæĒĢśņ¦Ć ņĢŖņØĆ SnņØ┤ interlayerņŚÉ ņĪ┤ņ×¼ĒĢśļŖö Ļ▓āņØä ņĢī ņłś ņ׳ļŗż. ņØ┤ļŖö NiņØś ņ£ĄņĀÉņØ┤ ļåÆĻ│Ā ļśÉĒĢ£ ĒÖĢņé░ Ļ│äņłśĻ░Ć ļé«ņ£╝ļ»ĆļĪ£ ļŗżļźĖ metalizationņŚÉ ļ╣äĒĢ┤ Ļ░ÖņØĆ Ļ│ĄņĀĢ ņĪ░Ļ▒┤ņŚÉņä£ļÅä ņĀæĒĢ®ļČĆĻ░Ć ņĀäņ▓┤ņĀüņ£╝ļĪ£ ĻĖłņåŹĻ░ä ĒÖöĒĢ®ļ¼╝ņØä ĒśĢņä▒ĒĢśņ¦Ć ļ¬╗Ē¢łĻĖ░ ļĢīļ¼ĖņØ┤ļŗż. 250 ┬░C ņĀæĒĢ® ņś©ļÅäņŚÉņä£ļŖö 3ņŗ£Ļ░ä ņĀæĒĢ® ņŗ£Ļ░äņŚÉļÅä ļ░śņØæĒĢśņ¦Ć ņĢŖņØĆ SnņØ┤ ņĪ┤ņ×¼ĒĢśļ»ĆļĪ£, Ni/Sn/NiņØś ņĄ£ņĀü ņĀæĒĢ® ņś©ļÅäļŖö ĻĘĀņØ╝ĒĢ£ ĻĖłņåŹĻ░ä ĒÖöĒĢ®ļ¼╝ ĒśĢņä▒Ļ│╝ ĻĖ░Ļ│ĄļźĀņØ┤ Ļ░ÉņåīĒĢśļŖö 280 ┬░CņØ┤ļŗż.

Ag, Cu, Niļź╝ metalizationņ£╝ļĪ£ ņØ┤ņÜ®ĒĢ£ Sn sandwich structure TLPBņŚÉņä£ ņĄ£ņĀü ņś©ļÅäņĪ░Ļ▒┤ņØ┤ 280 ┬░Cņ×äņØä ņĢīņĢäļāłļŗż. ļÅÖņóģ metalizationņØś ņĄ£ņĀü ņś©ļÅäņĪ░Ļ▒┤ņØä ņØ┤ņÜ®ĒĢ┤ Cu/Sn/AgņÖĆ Ni/Sn/Ag ņØ┤ņóģ metalization TLPB ņĀæĒĢ®ņØä ņłśĒ¢ēĒĢśņśĆļŗż.
3.2 ņØ┤ņóģ metalization TLPB
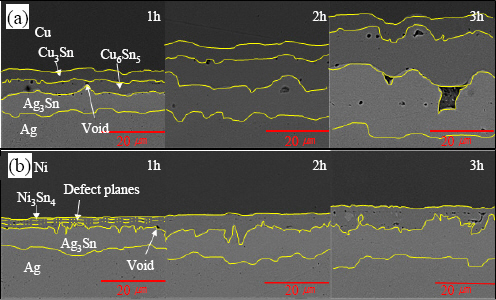
Fig. 6ņØĆ Cu/Sn/AgņÖĆ Ni/Sn/AgņØś 280 ┬░CņŚÉņä£ TLPB ņĀæĒĢ®ļČĆ ļ»ĖņäĖņĪ░ņ¦üņØä ļéśĒāĆļéĖļŗż. ļÅÖņóģ ņĀæĒĢ®ņŚÉņä£ ņĄ£ņĀü ņĪ░Ļ▒┤ņØä ņäĀņĀĢĒĢ£ Ļ▓░Ļ│╝ļĪ£ņä£ Figs. 6aņÖĆ 6bņŚÉņä£ ņ×öļźśĒĢśļŖö SnņØĆ ļ░£Ļ▓¼ļÉśņ¦Ć ņĢŖņĢśļŗż. Fig. 6aņØś Cu metalization Ļ│äļ®┤ņŚÉņä£ļŖö Cu-Sn ĻĖłņåŹĻ░ä ĒÖöĒĢ®ļ¼╝ņØ┤ ĒśĢņä▒ļÉśņŚłĻ│Ā, Ag metalization Ļ│äļ®┤ņŚÉņä£ļŖö Ag-Sn ĻĖłņåŹĻ░ä ĒÖöĒĢ®ļ¼╝ņØ┤ ĒśĢņä▒ļÉśņŚłļŗż. ļæÉ ņóģļźśņØś ĻĖłņåŹĻ░ä ĒÖöĒĢ®ļ¼╝ņØ┤ ĒĢĄņāØņä▒ Ēøä ņä▒ņןĒĢśļ®┤ņä£ Ļ│äļ®┤ņŚÉņä£ ļ¦īļéśĻ▓ī ļÉśĻ│Ā ļ¬©ļæÉ scallop ĒśĢņāüņØś ĻĖłņåŹĻ░ä ĒÖöĒĢ®ļ¼╝ņØ┤ļ»ĆļĪ£ Fig. 6aņØś 3ņŗ£Ļ░ä ņĀæĒĢ® ņé¼ņ¦äņ▓śļ¤╝ Cu6Sn5ņÖĆ Ag3SnņØś Ļ│äļ®┤ņŚÉņä£ voidĻ░Ć ĒśĢņä▒ļÉĀ ņłś ņ׳ļŗż. Cu-Sn ĻĖłņåŹĻ░ä ĒÖöĒĢ®ļ¼╝Ļ│╝ Ag-Sn ĻĖłņåŹĻ░ä ĒÖöĒĢ®ļ¼╝ņØś ļæÉĻ╗śļŖö Cu-Sn ĻĖłņåŹĻ░ä ĒÖöĒĢ®ļ¼╝ņØ┤ ĒÅēĻĘĀņĀüņ£╝ļĪ£ 0.5 ╬╝m ļæÉĻ║╝ņøĀņ¦Ćļ¦ī Ēü░ ņ░©ņØ┤ļŖö ņŚåņŚłļŗż. ņØ┤Ļ▓āņØĆ CuņØś Sn ļé┤ņŚÉņä£ CuņØś D0 (D0(Cu in Sn)=1.8 ├Ś 10-8 m2s-1)ņÖĆ AgņØś D0 (D0(Ag in Sn)=2.60 ├Ś 10-8 m2s-1)Ļ░Ć ņ£Āņé¼ĒĢśļ®░ ļśÉĒĢ£ ĒÖĢņé░ņŚÉ ļīĆĒĢ£ ĒÖ£ņä▒ĒÖö ņŚÉļäłņ¦Ć(Q(Cu in Sn)=Q(Ag in Sn)= 4200 cal/mole)ļÅä Ļ░ÖĻĖ░ ļĢīļ¼ĖņØ┤ļŗż8). Fig. 6bņŚÉņä£ļŖö Ni metalization Ļ│äļ®┤ņŚÉņä£ NiĻ░Ć Snļé┤ļĪ£ dissolutionļÉśļ®┤ņä£ Ni3Sn4Ļ░Ć ĒśĢņä▒ļÉśĻ│Ā Ag metalization Ļ│äļ®┤ņŚÉņä£ļŖö Ag3SnņØ┤ ĒśĢņä▒ļÉ£ļŗż. Ni/Sn/AgņŚÉņä£ļŖö Ni3Sn4ņØś ļæÉĻ╗śĻ░Ć Ag3SnņØś ļæÉĻ╗śļ│┤ļŗż ņ×æņĢśļŗż. ņØ┤ļŖö AgņØś ĒÖĢņé░Ļ│äņłś(D0(Ag in Sn)=2.60 ├Ś 10-8 m2s-1)ņÖĆ NiņØś ĒÖĢņé░Ļ│äņłś(D0(Ni in Sn)=2.30 ├Ś 10-8 m2s-1)Ļ░Ć ņ£Āņé¼ĒĢśņ¦Ćļ¦ī ĒÖĢņé░ņŚÉ ļīĆĒĢ£ ĒÖ£ņä▒ĒÖö ņŚÉļäłņ¦ĆļŖö Ni(Q(Ni in Sn)=4530 cal/mole)Ļ░Ć Agļ│┤ļŗż Ēü¼ĻĖ░ ļĢīļ¼ĖņØ┤ļŗż8). ņØ┤ņŚÉ ļīĆĒĢ£ ļé┤ņÜ®ņØä Table 1ņŚÉ ņĀĢļ”¼ĒĢśņśĆļŗż. Ni/Sn/Ni ņĀæĒĢ®Ļ│╝ ļ¦łņ░¼Ļ░Ćņ¦ĆļĪ£ Ni metalization ļČĆĻĘ╝ņŚÉņä£ ĒÅēĒ¢ēĒĢśĻ▓ī ņĀĢļĀ¼ļÉ£ defect planesņØ┤ ļéśĒāĆļé¼ļŗż.
Table┬Ā1
Values of D0 and Q for the diffusion of silver, copper, and nickel in tin8)
| Element | D0(m2/sec) | Q(cal/mole) |
|---|---|---|
| Ag | 2.6 ├Ś 10-8 | 4200 |
| Cu | 1.8 ├Ś 10-8 | 4200 |
| Ni | 2.3 ├Ś 10-8 | 4530 |
3.3 Lap-shear test
Cu/Sn/Ag ņÖĆ Ni/Sn/Agļź╝ 280 ┬░CņŚÉņä£ 1, 2, 3ņŗ£Ļ░ä ņĀæĒĢ®ĒĢ£ ņŗ£ĒÄĖņØä lap-shear testļź╝ ņłśĒ¢ēĒĢśņśĆĻ│Ā, Table 2ņŚÉ ņĖĪņĀĢĒĢ£ lap-shear test Ļ▓░Ļ│╝ļź╝ ļéśĒāĆļé┤ņŚłļŗż. Fig. 6Ļ│╝ Ļ░ÖņØ┤ ņĀæĒĢ®ļČĆņØś ļæÉĻ╗śļŖö Ļ░ü ņĪ░Ļ▒┤ļ¦łļŗż ņāüņØ┤ĒĢśņ¦Ćļ¦ī ultimate shear strengthņŚÉļŖö ļ¼┤Ļ┤ĆĒĢ©ņØ┤ ņĢīļĀżņĀĖ ņ׳ļŗż9). ņĀäļŗ© Ļ░ĢļÅäļŖö ĒÅēĻĘĀ 30 MPaļĪ£ ĻĖ░ņĪ┤ņØś ņåöļŹöļź╝ ņØ┤ņÜ®ĒĢ£ ņĀæĒĢ®ļČĆļ│┤ļŗż ļåÆņØĆ Ļ░ĢļÅäĻ░ÆņØä ļéśĒāĆļāłļŗż10). ļ│┤ĒåĄ TLPB ņØ┤Ēøä ņ×æļÅÖ ĒÖśĻ▓ĮņŚÉņä£ņØś aging ņŗ£ĒŚśņØä ņŗ£Ē¢ēĒĢśĻ▓ī ļÉśļ®┤ aging ņŗ£Ļ░äņØ┤ ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ņĀäļŗ©Ļ░ĢļÅäĻ░Ć ņĢĮĻ░ä ņāüņŖ╣ĒĢśĻ▓ī ļÉ£ļŗż11). ņØ┤ļŖö TLPBņØś ņĀæĒĢ®ļČĆĻ░Ć Ļ│Āņś© ĒÖśĻ▓ĮņŚÉņä£ ĻĘĀņ¦łĒÖö ļŗ©Ļ│äņŚÉ ņØ┤ļź┤Ļ▓ī ļÉśĻĖ░ ļĢīļ¼ĖņØ┤ļŗż. ņČ®ļČäĒĢ£ ĻĘĀņ¦łĒÖö Ļ│╝ņĀĢņØä Ļ▒░ņ╣śĻ▓ī ļÉśļ®┤ ņĀæĒĢ®ļČĆļŖö ĻČüĻĘ╣ņĀüņ£╝ļĪ£ metalizationņ£╝ļĪ£ ņØ┤ļŻ©ņ¢┤ņ¦ä Ļ│ĀņÜ®ņ▓┤Ļ░Ć ļÉ£ļŗż12). ĒĢśņ¦Ćļ¦ī ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ņØś ņŗ£Ļ░äņØĆ ļŗ©ņł£ ņĀæĒĢ® Ļ│ĄņĀĢņŚÉ ņåīņÜöļÉ£ ņŗ£Ļ░äņ£╝ļĪ£ņä£ agingņŚÉ ņØśĒĢ£ Ļ│ĀņÜ®Ļ░ĢĒÖö ĒÜ©Ļ│╝ļź╝ ĻĖ░ļīĆĒĢśĻĖ░ļŖö ņ¢┤ļĀĄļŗż. ļö░ļØ╝ņä£ ņĀæĒĢ® ņŗ£Ļ░äņŚÉ ļö░ļØ╝ ņĀäļŗ©Ļ░ĢļÅäĻ░Ć ņåīĒÅŁ ņ”ØĻ░ĆĒĢśĻ▒░ļéś ņśżĒ׳ļĀż ņåīĒÅŁ Ļ░ÉņåīĒĢśņśĆļŗż. ņĀäļŗ©Ļ░ĢļÅäņØś Ļ░ÉņåīļŖö ņĀæĒĢ® ņŗ£ ņāØņä▒ļÉśļŖö ĻĖ░Ļ│ĄņØś ņśüĒ¢źņØ┤ ņ¦Ćļ░░ņĀüņØ┤ļ»ĆļĪ£ ņĄ£ļīĆņØś ņĀäļŗ©Ļ░ĢļÅäļź╝ Ļ░¢ļŖö ņĀæĒĢ® ņŗ£Ļ░äņØ┤ ņĄ£ņĀüņØś Ļ│ĄņĀĢ ņĪ░Ļ▒┤ņØ┤ļØ╝ ĒĢĀ ņłś ņ׳ļŗż. ļö░ļØ╝ņä£ Table 2ņŚÉ ņØśĒĢśļ®┤ 280 ┬░CņŚÉņä£ TLPB ņĄ£ņåī ņÜöĻĄ¼ ņĀæĒĢ® ņŗ£Ļ░äņØĆ Cu/ Sn/ AgņØĆ 1ņŗ£Ļ░äņØ┤Ļ│Ā Ni/Sn/AgņØĆ 2ņŗ£Ļ░äņØ┤ļØ╝Ļ│Ā ĒīÉļŗ©ĒĢĀ ņłś ņ׳ļŗż.
Table┬Ā2
Shear strength values for each condition
| Metalization | 1 h | 2 h | 3 h | |||
|---|---|---|---|---|---|---|
| Strength (MPa) | Std. (MPa) | Strength (MPa) | Std. (MPa) | Strength (MPa) | Std. (MPa) | |
| Cu/Sn/Ag | 31 | 2.1 | 28 | 1.4 | 30 | 1.4 |
| Ni/Sn/Ag | 28 | 3.5 | 32 | 4.9 | 32 | 4.2 |
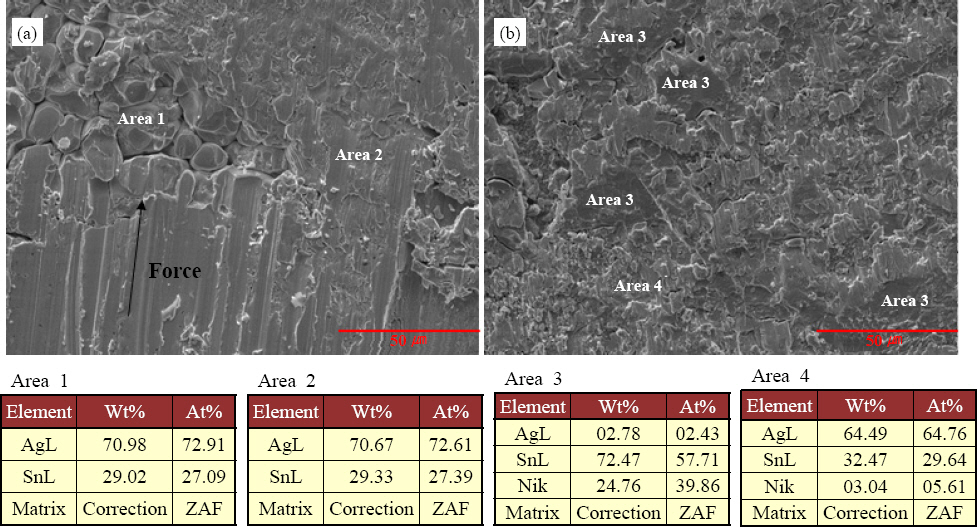
Fig. 7 ņØĆ lap-shear test Ēøä Ēīīļŗ©ļ®┤ņØä ļéśĒāĆļéĖļŗż. Fig. 7aņÖĆ Ļ░ÖņØ┤ Cu/Sn/Ag TLPB ņĀæĒĢ®ļČĆņØś Ēīīļŗ©ņØĆ Ag3Sn ĻĖłņåŹĻ░ä ĒÖöĒĢ®ļ¼╝ ņĖĄ ļé┤ņŚÉņä£ ļ░£ņāØĒĢśņśĆļŗż. Fig. 7aņØś Area 1ņØĆ Ag3SnĻ│╝ Cu6Sn5 ņé¼ņØ┤ņŚÉ ĻĖ░Ļ│ĄņØ┤ ņĪ┤ņ×¼Ē¢łņØīņØä ņØśļ»ĖĒĢśļ®░ Area 2ņØĆ Ag3Sn ņĖĄļé┤ņŚÉņä£ Ēīīļŗ©ņØ┤ ļ░£ņāØĒĢśņśĆņ£╝ļ®░ ņØæļĀź ļ░®Ē¢źņ£╝ļĪ£ņØś shear bandļź╝ ļéśĒāĆļéĖļŗż. Fig. 7bļŖö Ni/Sn/Ag TLPB ņĀæĒĢ®ļČĆ Ēīīļŗ©ļ®┤ņØä ļéśĒāĆļéĖļŗż. Ēīīļŗ©ņØĆ Ni3Sn4ņÖĆ Ag3SnņØś Ļ▓ĮĻ│äļ®┤ņŚÉņä£ ļ░£ņāØĒĢśņśĆļŗż. Fig. 7bņØś Area 3ņØĆ Ni3Sn4ļź╝ ļéśĒāĆļé┤Ļ│Ā ņĘ©ņä▒ņØ┤ Ļ░ĢĒĢśļ»ĆļĪ£13) shear bandļź╝ Ļ┤Ćņ░░ ĒĢĀ ņłś ņŚåņŚłņ¦Ćļ¦ī Area 4ļŖö ņāüļīĆņĀüņ£╝ļĪ£ ņŚ░ĒĢ£ Ag3SnņØ┤ļ®░ shear bandļź╝ Ļ┤Ćņ░░ĒĢĀ ņłś ņ׳ņŚłļŗż. ļö░ļØ╝ņä£ Cu/Sn/AgņØś Ļ▓ĮņÜ░ Cu6Sn5ļ│┤ļŗż ņāüļīĆņĀüņ£╝ļĪ£ ņŚ░ĒĢ£ Ag3Sn ņĖĄņŚÉņä£ Ēīīļŗ©ņØ┤ ļ░£ņāØĒĢśņśĆĻ│Ā14) ņØ┤ļĪ£ ņØĖĒĢ┤ ņĘ©ņä▒ņØ┤ Ļ░ĢĒĢ£ Ni3Sn4ņÖĆ ņŚ░ņ¦łņØĖ Ag3SnņØ┤ Ļ│ĄņĪ┤ĒĢśļŖö Ēīīļŗ©ļ®┤ņØä Ļ░Ćņ¦ä Ni/Sn/Ag ņĀæĒĢ®ļČĆļ│┤ļŗż ņĀäļŗ© Ļ░ĢļÅäĻ░Ć ļé«Ļ▓ī ņĖĪņĀĢļÉśņŚłļŗż.
4. Ļ▓░ ļĪĀ
ļ│Ė ņŚ░ĻĄ¼ļŖö SnņØä interlayerļĪ£ ĒĢśļŖö Cu, Ag, Ni metalization TLPB ļÅÖņóģ ņĀæĒĢ® Ļ│ĄņĀĢ ļ│ĆņłśņŚÉ ļīĆĒĢ£ ĒŖ╣ņä▒ ĒÅēĻ░Ćļź╝ ņŗ£Ē¢ēĒĢśņśĆļŗż. ļÅÖņóģ ņĀæĒĢ® ņŗżĒŚśņŚÉņä£ Ļ▓░ņĀĢļÉ£ ņĄ£ņĀü Ļ│ĄņĀĢ ļ│Ćņłśļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ Cu/Sn/Ag, Ni/Sn/Ag ņØ┤ņóģ metalization TLPBļź╝ ļČäņäØ ĒĢśņśĆĻ│Ā, ļŗżņØīĻ│╝ Ļ░ÖņØĆ Ļ▓░ļĪĀņØä ļÅäņČ£ĒĢśņśĆļŗż.
1) ņĀæĒĢ® ņś©ļÅä 250 ┬░CņŚÉņä£ TLPBļź╝ ņłśĒ¢ēĒĢ£ Ļ▓ĮņÜ░ Cu/ Sn/Cu ņĀæĒĢ®ļČĆļŖö ņĀæĒĢ® ņŗ£Ļ░äņØ┤ ņ”ØĻ░ĆĒĢĀņłśļĪØ Cu6Sn5ļ│┤ļŗż Cu3SnņØś ļČäņ£©ņØ┤ ņ”ØĻ░ĆĒĢśņśĆļŗż. ĻĘĖļ”¼Ļ│Ā 250 ┬░C 3ņŗ£Ļ░ä ņĀæĒĢ®ļČĆņŚÉņä£ļŖö Cu3SnĻ│╝ Cu6Sn5Ļ░Ć Ļ│ĄņĪ┤ĒĢśļŖö ņĀæĒĢ®ļČĆĻ░Ć ĒśĢņä▒ļÉÉņ£╝ļéś 280 ┬░C, 3ņŗ£Ļ░äņŚÉņä£ļŖö Cu3Sn ļŗ©ņāüņ£╝ļĪ£ ņĪ┤ņ×¼ĒĢśņśĆļŗż. ņØ┤ļŖö ņś©ļÅäĻ░Ć ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ CuņØś ĒÖĢņé░Ļ│äņłśĻ░Ć ņ”ØĻ░ĆĒĢśĻĖ░ ļĢīļ¼ĖņØ┤ļŗż. ļśÉĒĢ£ 250 ┬░CņŚÉņä£ļŖö ņĀæĒĢ®ļČĆņØś Cu6Sn5 ņĖĄņŚÉņä£ Ēü░ ĻĖ░Ļ│ĄļōżņØ┤ ņĪ┤ņ×¼ĒĢśņśĆņ£╝ļéś 280 ┬░CņŚÉņä£ļŖö ĻĖ░Ļ│Ą ļČäņ£©ņØ┤ ĒśäņĀĆĒ׳ Ļ░ÉņåīĒĢśņśĆļŗż. ļö░ļØ╝ņä£ ņĀæĒĢ®ņś©ļÅä 280 ┬░CĻ░Ć ņĄ£ņĀü Ļ│ĄņĀĢ ņś©ļÅäņØ┤ļŗż.
2) Ag/Sn/Ag ņĀæĒĢ®ļČĆļŖö Ag3Sn ļŗ©ņāüņ£╝ļĪ£ ĻĄ¼ņä▒ļÉśņŚłļŗż. ĻĖ░Ļ│Ą ļČäņ£©ņØĆ ņĀæĒĢ® ņŗ£Ļ░äņŚÉ ļö░ļØ╝ 250 ┬░CņŚÉņä£ 8%, 2%, 0.7%ņØ┤Ļ│Ā, 280 ┬░CņŚÉņä£ļŖö 7%, 0.3%, 0.3%ļĪ£ ĒśäņĀĆĒĢśĻ▓ī Ļ░ÉņåīĒĢśņśĆļŗż. ņØ┤ļ¤¼ĒĢ£ ĻĖ░Ļ│Ą ļČäņ£©ņØś Ļ░ÉņåīļŖö ĒÖĢņé░Ļ│äņłśņØś ņś©ļÅäņØśņĪ┤ņä▒ņŚÉ ņØśĒĢ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ļö░ļØ╝ņä£ 280 ┬░CņŚÉņä£ņØś Ļ░Ćņן Ļ▒┤ņĀäĒĢ£ ņĀæĒĢ®ļČĆļź╝ ĒśĢņä▒ĒĢśņśĆņ£╝ļ®░ ņĄ£ņĀü Ļ│ĄņĀĢ ņś©ļÅäļĪ£ Ļ▓░ņĀĢĒĢśņśĆļŗż.
3) Ni/Sn/NiņØś ņĀæĒĢ®ļČĆļŖö Ni3Sn4 Ēś╣ņØĆ Ni3Sn4ņÖĆ Snņ£╝ļĪ£ ĻĄ¼ņä▒ļÉśņŚłļŗż. 250 ┬░CņŚÉņä£ 1, 2, 3ņŗ£Ļ░ä ļ¬©ļæÉ ņ×öļźś SnņØ┤ ņĪ┤ņ×¼ĒĢśņśĆļŗż. ņØ┤ļŖö NiņØś ĒÖĢņé░Ļ│äņłśĻ░Ć Cu, Agļ│┤ļŗż ļé«ĻĖ░ ļĢīļ¼ĖņØ┤ļŗż. ĒĢśņ¦Ćļ¦ī 280 ┬░C 2, 3ņŗ£Ļ░äņŚÉņä£ ņĀæĒĢ®ļČĆļŖö Ni3Sn4 ļŗ©ņāüņ£╝ļĪ£ ņØ┤ļŻ©ņ¢┤ņĪīļŗż. ļö░ļØ╝ņä£ Ni/Sn/NiņØś Ļ▒┤ņĀäĒĢ£ ņĀæĒĢ®ļČĆļŖö 280 ┬░CņŚÉņä£ ĒśĢņä▒ļÉ© ņØä ĒÖĢņØĖĒĢśņśĆļŗż.
4) ļÅÖņóģ ņĀæĒĢ®ņŚÉņä£ Ļ▓░ņĀĢļÉ£ ņĀæĒĢ® ņś©ļÅä 280 ┬░Cļź╝ Cu/ Sn/AgņÖĆ Ni/Sn/AgņŚÉ 1, 2, 3ņŗ£Ļ░äļÅÖņĢł ņĀæĒĢ®ĒĢśņśĆļŗż. ļ¬©ļōĀ ņĀæĒĢ®ņŗ£Ļ░äņŚÉņä£ ņĀæĒĢ®ļČĆļŖö ĻĖłņåŹĻ░ä ĒÖöĒĢ®ļ¼╝ļĪ£ ĻĄ¼ņä▒ļÉśņŚłļŗż. Cu/Sn/AgļŖö Cu3Sn, Cu6Sn5, Ag3Snņ£╝ļĪ£ ņĪ┤ņ×¼ĒĢśņśĆĻ│Ā Ni/Sn/AgļŖö Ni3Sn4, Ag3Snņ£╝ļĪ£ ņĪ┤ņ×¼ĒĢśņśĆļŗż. Cu/Sn/AgņŚÉņä£ Cu-Sn ĻĖłņåŹĻ░ä ĒÖöĒĢ®ļ¼╝Ļ│╝ Ag-Sn ĻĖłņåŹĻ░ä ĒÖöĒĢ®ļ¼╝ņØś ļæÉĻ╗śĻ░Ć ļ╣äņŖĘĒĢśņśĆļŗż. ņØ┤ļŖö CuņÖĆ AgņØś ĒÖĢņé░Ļ│äņłśĻ░Ć ņ£Āņé¼ĒĢśĻĖ░ ļĢīļ¼ĖņØ┤ļŗż. ĒĢśņ¦Ćļ¦ī Ni/Sn/AgņŚÉņä£ Ag- Sn ĻĖłņåŹĻ░ä ĒÖöĒĢ®ļ¼╝ņØ┤ Ni-Sn ĻĖłņåŹĻ░ä ĒÖöĒĢ®ļ¼╝ ļæÉĻ╗śļ│┤ļŗż ļŹö ļæÉĻ║╝ņøĀļŗż. ņØ┤ļŖö AgņØś D0 (D0(Ag in Sn)=2.60 ├Ś 10-8 m2s-1)ņÖĆ NiņØś D0 (D0(Ni in Sn)=2.30 ├Ś 10-8 m2s-1)Ļ░Ć ņ£Āņé¼ĒĢśņ¦Ćļ¦ī ĒÖĢņé░ņŚÉ ļīĆĒĢ£ ĒÖ£ņä▒ĒÖö ņŚÉļäłņ¦ĆļŖö Ni (Q(Ni in Sn)=4530 cal/mole)Ļ░Ć Ag(Q(Ag in Sn)= 4200 cal/mole)ļ│┤ļŗż Ēü¼ĻĖ░ ļĢīļ¼ĖņØ┤ļŗż. Lap-shear test Ļ▓░Ļ│╝ Cu/Sn/AgļŖö ņĄ£ņåī 1ņŗ£Ļ░ä Ni/Sn/AgņØś Ļ▓ĮņÜ░ ņĄ£ņåī 2ņŗ£Ļ░äņØś ņĀæĒĢ® ņŗ£Ļ░äņØ┤ ņÜöĻĄ¼ļÉ©ņØä ņĀäļŗ© Ļ░ĢļÅä Ļ░ÆņØä ĒåĄĒĢ┤ ĒīÉļŗ©ĒĢśņśĆļŗż. Ni/Sn/AgņØś ņĀæĒĢ®ļČĆ Ēīīļŗ©ļ®┤ņØĆ shear bandĻ░Ć Ļ┤Ćņ░░ļÉśļŖö Ag3SnĻ│╝ ņĘ©ņä▒ņØ┤ Ļ░ĢĒĢ£ Ni3Sn4ļĪ£ ĒÖĢņØĖļÉśņŚłļŗż. Cu/Sn/AgņØś ņĀæĒĢ®ļČĆ Ēīīļŗ©ļ®┤ņØĆ Ag3Snņ£╝ļĪ£ļ¦ī ĻĄ¼ņä▒ļÉśņŚłņ£╝ļ®░ shear bandĻ░Ć Ļ┤Ćņ░░ļÉśņŚłļŗż. ļö░ļØ╝ņä£ ņĘ©ņä▒ņØ┤ Ļ░ĢĒĢ£ Ni3Sn4ņÖĆ ņāüļīĆņĀüņ£╝ļĪ£ ņŚ░ĒĢ£ Ag3SnņØ┤ Ļ│ĄņĪ┤ĒĢśļŖö ņĖĄņŚÉņä£ Ēīīļŗ©ņØ┤ ļ░£ņāØĒĢśļŖö Ni/Sn/Ag ņĀæĒĢ®ļČĆĻ░Ć Cu/Sn/Ag ņĀæĒĢ®ļČĆļ│┤ļŗż ļŹö ļåÆņØĆ Ļ░ĢļÅäĻ░ÆņØä ļéśĒāĆļé┤ļŖö Ļ▓ĮĒ¢źņØä ļ│┤ņśĆļŗż.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



