


1. ņä£ ļĪĀ
ņĀäĻĖ░ņ░©ņÖĆ ļīĆņ▓┤ ĻĄ¼ļÅÖ ļČĆĒÆłņŚÉ ļīĆĒĢ£ ņłśņÜöĻ░Ć ņ¦ĆņåŹĒĢ┤ņä£ ņ”ØĻ░ĆĒĢśļ®┤ņä£ ĻĖĆļĪ£ļ▓ī ļ¬©ļ╣īļ”¼Ēŗ░ ņĀäĒÖśņØ┤ ļ│ĖĻ▓®ĒÖöļÉśĻ│Ā ņ׳ļŗż. ĒŖ╣Ē׳ e-ļ¬©ļ╣īļ”¼Ēŗ░ļź╝ ņ£äĒĢ£ ļ░░Ēä░ļ”¼, ņĀäĻĖ░ ļ¬©Ēä░, ĒīīņøīņØ╝ļĀēĒŖĖ ļĪ£ļŗēņŖż ņāØņé░ņŚÉ ņ¦üņĀæņĀüņ£╝ļĪ£ ņé¼ņÜ®ļÉśļŖö Ļ│Āņä▒ļŖź ļČĆĒÆłņŚÉ Ļ┤ĆĒĢ£ Ļ┤Ćņŗ¼ņØ┤ ņ¦æņżæļÉśĻ│Ā ņ׳ņ£╝ļ®░, ņāłļĪ£ņÜ┤ ņĀ£ņĪ░ ņåöļŻ©ņģśĻ│╝ ĻĖ░ņłĀņŚÉņä£ Ē¢źņāüļÉ£ ņĀæĒĢ® Ļ│ĄņĀĢņØ┤ ņ׳ņ¢┤ņĢ╝ ĒĢśļŖöļŹ░ ļĀłņØ┤ņĀĆļŖö ņØ┤ļ¤¼ĒĢ£ ņåöļŻ©ņģśņØś ņżæņŗ¼ņŚÉ ņ׳ļŖö ļÅäĻĄ¼ņØ┤ļŗż1-7).
ļ░░Ēä░ļ”¼ Ēī®ņØĆ e-ļ¬©ļ╣īļ”¼Ēŗ░ņØś ĒĢĄņŗ¼ ļČĆĒÆłņ£╝ļĪ£ ļ░░Ēä░ļ”¼ ņĀäĻĖ░ ņ×ÉļÅÖņ░©(Battery Electric Vehicle) ļČĆĻ░ĆĻ░Ćņ╣śņØś ņĢĮ 40%ļź╝ ņ░©ņ¦ĆĒĢśļ»ĆļĪ£, ņ×ÉļÅÖņ░© ņĀ£ņĪ░ņŚģņ▓┤ņŚÉņä£ļŖö ņżæņÜöĒĢ£ Ļ░£ļ░£ ļČäņĢ╝ņØ┤ļŗż. ļ░░Ēä░ļ”¼ Ēī®ņØś ļīĆļ¤ē ņāØņé░ņØ┤ ņśłņāüļÉ©ņŚÉ ļö░ļØ╝ Ļ│ĄĻĖēņŚģņ▓┤ļź╝ ĒżĒĢ©ĒĢ£ ņĀäņ▓┤ ņ×ÉļÅÖņ░© ņŗ£ņןņØĆ ļ│ĆļÅÖņä▒ņØ┤ Ēü░ ņŗ£ņן ĒÖśĻ▓ĮĻ│╝ ĻĖ░ļ░Ćņä▒ ļō▒ ļŗżņ¢æĒĢ£ ĻĖ░ņłĀ ņÜöĻĄ¼ ņé¼ĒĢŁņØä ņĪ░ĒÖöņŗ£ņ╝£ņĢ╝ ĒĢśļŖö ņāłļĪ£ņÜ┤ Ļ│╝ņĀ£ļź╝ ņĢłĻ│Ā ņ׳ļŗż1-5,8,9).
ņĀäļÅÖĒÖö ĒīīņøīĒŖĖļĀłņØĖ ņé░ņŚģņĀü ņłśņÜöņŚÉ ļīĆņØæĒĢśĻĖ░ ņ£äĒĢ┤ņä£ ļŗżņ¢æĒĢ£ ņåīņ×¼ ņĀæĒĢ® ĻĖ░ņłĀņØ┤ ņÜöĻĄ¼ļÉśĻ│Ā ņ׳ņ£╝ļ®░, ļīĆĒæ£ņĀüņØĖ ņåīņ×¼ļĪ£ņä£ ņĢīļŻ©ļ»ĖļŖäĻ│╝ ĻĘĖ ĒĢ®ĻĖł ĻĘĖļ”¼Ļ│Ā ĻĄ¼ļ”¼ņÖĆ ĻĘĖ ĒĢ®ĻĖłņØ┤ ņé¼ņÜ®ļÉśĻ│Ā ņ׳ļŗż. ņĢīļŻ©ļ»ĖļŖä ļśÉļŖö ĻĄ¼ļ”¼ņØś ļÅÖņóģņåīņ×¼(similar material) ņÜ®ņĀæļÅä ļé£ĒĢ┤ĒĢśņ¦Ćļ¦ī, ņØ┤ņóģ ņåīņ×¼(dissimilar material) ņÜ®ņĀæņØĆ ĻĖłņåŹĻ░ä ĒÖöĒĢ®ļ¼╝(Inter-metallic component)ļĪ£ ņØĖĒĢ┤ņä£ ņÜ®ņĀæņØś ņŗĀļó░ņä▒ļÅä ļ¦ÄņØ┤ ņĀĆĒĢśĻ░Ć ļÉśĻ▓ī ļÉ£ļŗż. ĒŖ╣Ē׳ ļĀłņØ┤ņĀĆ ņÜ®ņĀæņØś Ļ▓ĮņÜ░ļŖö Ēæ£ļ®┤ņĖĄņŚÉņä£ņØś ļĀłņØ┤ņĀĆ ļ╣ö ĒØĪņłśļÅäĻ░Ć ļ¦żņÜ░ ļé«ņĢäņä£ Ļ│Āļ░ĆļÅä ņŚÉļäłņ¦ĆĻ░Ć ņåīņ×ģņØ┤ ļÉśņ¢┤ņĢ╝ ĒĢśļ®░, Ēæ£ļ®┤ņØś ņāüĒā£ņÖĆ ņ×ģņé¼ļÉśļŖö ļĀłņØ┤ņĀĆ ļ╣öņØś ĒīīņןņŚÉ ļö░ļØ╝ņä£ ļŗżņ¢æĒĢ£ ĒśĢĒā£ņØś ņåīņ×¼ ņÜ®ņĀæ Ļ▒░ļÅÖņØä ļ│┤ņØ┤Ļ▓ī ļÉ£ļŗż5,12).
ļĀłņØ┤ņĀĆ ĻĖ░ņłĀņØś ļ╣äņĢĮņĀüņØĖ ļ░£ņĀäņ£╝ļĪ£ ņØĖĒĢ┤ņä£ ņÜ®ņĀæĒĢśĻĖ░ ņ¢┤ļĀżņÜ┤ ņåīņ×¼ņŚÉ ļīĆĒĢ£ ļŗżņ¢æĒĢ£ ņŚ░ĻĄ¼Ļ▓░Ļ│╝Ļ░Ć ļ░£Ēæ£ļÉśĻ│Ā ņ׳ļŗż. ņØ╝ļ░śņĀüņ£╝ļĪ£ Ļ░Ćņŗ£Ļ┤æ(Visible) ņśüņŚŁ ļ░Å ĻĘ╝ņĀüņÖĖņäĀ(Near Infra Red) ņśüņŚŁņØś ļĀłņØ┤ņĀĆļ╣öņØĆ ĻĄ¼ļ”¼ļéś ĻĘĖ ĒĢ®ĻĖłņŚÉ ņ׳ņ¢┤ņä£ ĒØĪņłśļÅäĻ░Ć ļ¦żņÜ░ ļé«ņĢäņä£ ņŗĀļó░ņä▒ ņ׳ļŖö ņÜ®ņĀæ Ļ▓░Ļ│╝ļ¼╝ņØä ņ¢╗ĻĖ░Ļ░Ć ņ¢┤ļĀĄļŗż. ĒĢśņ¦Ćļ¦ī, ņ¦¦ņØĆ ĒīīņןļīĆņØś Ļ░Ćņŗ£Ļ┤æņäĀ ņ”ē ĻĘĖļ”░ļĀłņØ┤ņĀĆļéś ļĖöļŻ©ļĀłņØ┤ņĀĆņØś Ļ░£ļ░£ļĪ£ ņØĖĒĢ┤ņä£ ņāüļīĆņĀüņ£╝ļĪ£ ļåÆ ņØĆ ĒØĪņłśņ£©ļĪ£ ņÜ®ņĀæĒĢĀ ņłśĻ░Ć ņ׳ĻĖ░ņŚÉ ņŗĀļó░ļÅä ļåÆņØĆ ņāØņé░ĻĖ░ņłĀņØ┤ ĒĢĀ ņłś ņ׳Ļ▓ī ļÉśĻ▓ī ļÉśņŚłļŗż. ĒĢśņ¦Ćļ¦ī, ņŚ¼ņĀäĒ׳ ņČ£ļĀźļ▓öņ£äĻ░Ć ņłś kW ņĢłņØś ļ▓öņ£äņŚÉ ļ©Ėļ¼┤ļź┤Ļ│Ā ņ׳Ļ│Ā, ņĢäņ¦üņØĆ ļåÆņØĆ ņןļ╣ä Ļ░ĆĻ▓®ņ£╝ļĪ£ ņØĖĒĢ┤ņä£ ņāØņé░ ĒśäņןņŚÉņä£ Ļ┤æļ▓öņ£äĒĢśĻ▓ī ņĀüņÜ®ļÉśĻĖ░ņŚÉ ņ¢┤ļĀżņøĆņØ┤ ņ׳ļŗż3,7-10).
ņØ┤ļ¤¼ĒĢ£ ļ¼ĖņĀ£ļź╝ ĒĢ┤Ļ▓░ĒĢśĻ│Ā ņāüļīĆņĀüņ£╝ļĪ£ ļé«ņØĆ ņāØņé░ņøÉĻ░Ćļź╝ ņ£äĒĢ┤ņä£ ĻĘ╝ņĀüņÖĖņäĀ ņśüņŚŁņØś ļĀłņØ┤ņĀĆ ņåīņŖż(source)ņÖĆ ļŗżņ¢æĒĢ£ ļĀłņØ┤ņĀĆ ļ╣ö ņÜ┤ņÜ®ĻĖ░ņłĀņØä ņé¼ņÜ®ĒĢśņŚ¼ ņāØņé░ļé£ņĀ£ļź╝ ĒĢ┤Ļ▓░ĒĢ┤ ļéśĻ░ĆĻ│Ā ņ׳ļŗż. ļ│Ė ļģ╝ļ¼ĖņŚÉņä£ļŖö ņĄ£ĻĘ╝ņŚÉ ņĀäļÅÖĒÖö ĒīīņøīĒŖĖļĀłņØĖ Ļ┤ĆļĀ© ļČĆĒÆł ļ░Å Ļ│Āļé£ņØ┤ļÅä ņÜ®ņĀæļ¼ĖņĀ£ ĒĢ┤Ļ▓░ņØä ņ£äĒĢ£ ņŚ░ĻĄ¼ļÅÖĒ¢źņØä ņĢīņĢäļ│┤Ļ│Ā Ļ░ü ĻĖ░ņłĀļ│ä ņןļŗ©ņĀÉ ļ░Å ĒĢ┤Ļ▓░ĒĢ┤ņĢ╝ ĒĢĀ ņé¼ĒĢŁļōżņŚÉ ļīĆĒĢ┤ņä£ Ļ┤ĆļĀ© ļ¼ĖĒŚīņØä ĻĖ░ļ░śņ£╝ļĪ£ ņĀĢļ”¼Ļ▓░Ļ│╝ļź╝ ņĀ£ņŗ£ĒĢśĻ│Āņ×É ĒĢ£ļŗż.
2. ļ│Ė ļ¼Ė
2.1 Ēæ£ļ®┤ Ļ│Āļ░śņé¼ ĻĖłņåŹ ņÜ®ņĀæņØä ņ£äĒĢ£ ļĀłņØ┤ņĀĆļ╣ö ļ¬©ļōłļĀłņØ┤ņģś ĻĖ░ņłĀ ļÅÖĒ¢ź
ņØ╝ļ░śņĀüņ£╝ļĪ£ ņÜ®ņĀæņŗ£ Ļ│ĀļĀżĒĢ┤ņĢ╝ ĒĢĀ ļīĆĒæ£ņĀüņØĖ ļ¦żĻ░£ļ│ĆņłśļŖö ņ×ģņŚ┤ļ¤ēĻ│╝ ņÜ®ņĀæņåŹļÅäņØ┤ļŗż. ņØ┤ļ¤¼ĒĢ£ Ļ│ĄņĀĢ ļ¦żĻ░£ļ│Ćņłśļź╝ ņ×ģļĀź Ļ░Æņ£╝ļĪ£ ĒĢśņŚ¼ ņÜ®ņĀæņØ┤ ņŗ£Ē¢ēļÉśļ®┤ ņÜ®ņ£ĄĒÆĆ ļé┤ņŚÉņä£ņØś ņ£Āņ▓┤ņØś Ļ▒░ļÅÖņØ┤ļéś ņŚ┤ņĀäļŗ¼ņŚÉ ņØśĒĢ£ ļāēĻ░üņåŹļÅä ĻĘĖļ”¼Ļ│Ā ņ╣śĻĄ¼ņŚÉ ņØśĒĢ£ ĻĄ¼ņåŹņŚÉ ļö░ļØ╝ņä£ ļŗżņ¢æĒĢ£ ļé┤ļČĆņØæļĀźĻ│╝ ņŚ┤ņĀüļ│ĆĒśĢņØ┤ ņØ╝ņ¢┤ļé£ļŗż 4,11-13). ļĀłņØ┤ņĀĆ ņÜ®ņĀæņŚÉ ņ׳ņ¢┤ņä£ļŖö ņØ┤ļ¤¼ĒĢ£ ļ¦żĻ░£ļ│ĆņłśņÖĆ ļŹöļČłņ¢┤ ņżæņÜöĒĢ£ Ļ│ĄņĀĢļ│Ćņłś ņżæņØś ĒĢśļéśĻ░Ć ņåīņ×¼ņØś ļĀłņØ┤ņĀĆ ļ╣ö ĒØĪņłśņ£©ņØ┤ļŗż. ņØ╝ļ░śņĀüņ£╝ļĪ£ ĒīīņןņØ┤ ņ¦¦ņØäņłśļĪØ ļĀłņØ┤ņĀĆ ļ╣öņØś ĒØĪņłśņ£©ņØ┤ ļåÆņĢäņ¦Ćņ¦Ćļ¦ī, ĻĄ¼ļ”¼ ņåīņ×¼ņØś Ļ▓ĮņÜ░ ņ¦¦ņØĆ Ļ░Ćņŗ£Ļ┤æ ņśüņŚŁņŚÉņä£ ĻĘĖ ļ│ĆĒÖöĻ░Ć Ēü¼ļŗż(Fig. 1). Laserline blue
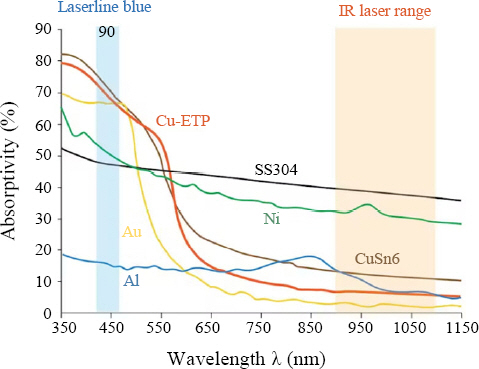
Fig. 1ņŚÉņä£ ņĀ£ņŗ£ļÉ£ ļ░öņÖĆ Ļ░ÖņØ┤ ĻĄ¼ļ”¼ ļ░Å ĻĘĖ ĒĢ®ĻĖłņØĆ ĻĘĖ ļ”░ ņśüņŚŁ(532 nm)ņØä ĻĖ░ņżĆņ£╝ļĪ£ ĻĘĖ ĒØĪņłśņ£© ļ│ĆĒÖöļ¤ēņØ┤ ĻĖēĻ▓®Ē׳ Ēü¼ļ®░, ļĖöļŻ© ņśüņŚŁņØś Ļ▓ĮņÜ░ļŖö ĻĘĖ ĒØĪņłśļÅäĻ░Ć Ļ░Ćņŗ£Ļ┤æ ņśü ņŚŁņØś ļŗżļźĖ ĻĖłņåŹ ņåīņ×¼ņÖĆļÅä ļ╣äĻĄÉĻ░Ć ļÉśņ¦Ć ņĢŖņØä ļ¦īĒü╝ ļåÆļŗż Ļ│ĀĒĢĀ ņłś ņ׳ļŗż. ĒĢśņ¦Ćļ¦ī, ņ¦¦ņØĆ Ļ░Ćņŗ£Ļ┤æ ņśüņŚŁņØś ĒīīņןņØä ļ░£ņ¦äĒĢśļŖö ļĀłņØ┤ņĀĆņØś Ļ▓ĮņÜ░ ņŚ¼ņĀäĒ׳ ņé░ņŚģņĀü ņØ┤ņÜ®ņŚÉ Ļ│ĀĻ░Ć(ķ½śÕā╣)ņØ┤ļ®░ ņČ£ļĀźļÅä 1.5 kW~2.5 kWņØś ļ▓öņ£äņŚÉņä£ Ļ│ĄĻĖēņØ┤ ļÉśĻ│Ā ņ׳ĻĖ░ ļĢīļ¼ĖņŚÉ ņØ┤ņÜ®ņŚÉ ĒĢ£Ļ│äĻ░Ć ņ׳ļŗż3).
ņĄ£ĻĘ╝ņØś ņŚ░ĻĄ¼ļŖö ņŻ╝ļĪ£ ņāüļīĆņĀüņ£╝ļĪ£ Ļ░ĆĻ▓®ņØ┤ ņŗĖĻ│Ā ņé░ņŚģņĀü ņØ┤ņÜ®ņŚÉ Ļ▓Ćņ”ØņØ┤ ļÉ£ NIR ļĀłņØ┤ņĀĆļź╝ ĻĖ░ļ░śņ£╝ļĪ£ ļŗżņ¢æĒĢ£ ļ╣ö ņÜ┤ņÜ®ĻĖ░ņłĀ(beam modulation)ņØ┤ ļ¦ÄņØ┤ ņé¼ņÜ®ļÉśĻ│Ā ņ׳ņ£╝ļ®░ ļŗżņ¢æĒĢ£ ņŚ░ĻĄ¼Ļ▓░Ļ│╝ļōżņØ┤ ļ│┤Ļ│ĀļÉśĻ│Ā ņ׳ļŗż.
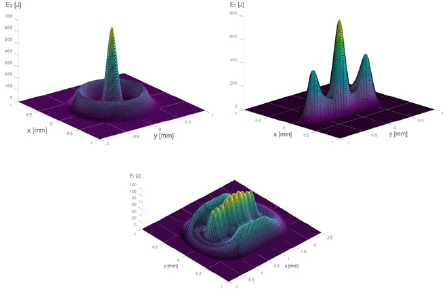
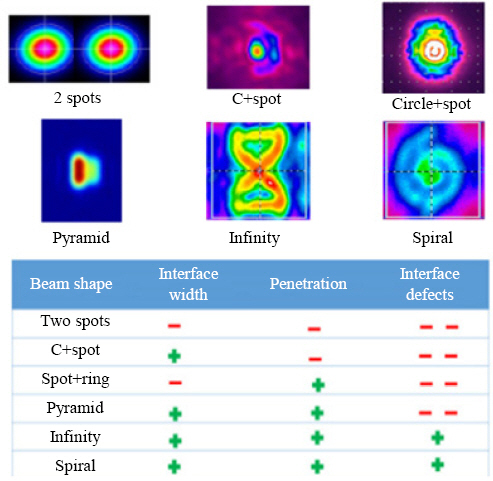
Aregita et al. ņØś Ļ▓ĮņÜ░ Fig. 2ņŚÉ ļéśĒāĆļé£ Ļ▓āņ▓śļ¤╝ ņĢīļŻ©ļ»ĖļŖäĻ│╝ ĻĄ¼ļ”¼ņåīņ×¼ ņØ┤ņóģ ņåīņ×¼ ņÜ®ņĀæņŚÉņä£ ņĄ£ņĀüņØś ņÜ®ņĀæ Ļ▓░Ļ│╝ļ¼╝ņØä ņ¢╗ĻĖ░ ņ£äĒĢ£ ņĀĢņĀü(static) ļĀłņØ┤ņĀĆ ļ╣ö, ņ”ē Ļ░ĆņÜ░ņŗ£ņĢł ļĀłņØ┤ņĀĆ ļ╣öĻ│╝, ļÅÖņĀü(dynamic) ļĀłņØ┤ņĀĆ ļ╣ö, ņ”ē ļ¬©ļōłļĀłņØ┤ņģś ļÉ£ ļŗżņ¢æĒĢ£ ļ╣öņØś ĒÜ©Ļ│╝ņŚÉ ļīĆĒĢ┤ņä£ ņŚ░ĻĄ¼ĒĢ£ Ļ▓░Ļ│╝ļź╝ ļ│┤Ļ│ĀĒĢśņśĆļŗż1). Ļ▓░Ļ│╝ņŚÉ ņØśĒĢśļ®┤ ļÅÖņØ╝ĒĢ£ ĒīīņןņØä Ļ░Ćņ¦ĆļŖö ļĀłņØ┤ņĀĆ ņåīņŖżņŚÉ ļŗżņ¢æĒĢ£ ļ╣ö ļ¬©ļō£ļź╝ ņĀüņÜ®ĒĢ£ Ļ▓░Ļ│╝ ņŚÉļäłņ¦Ć ļČäņé░ĒÜ©Ļ│╝(energy distribution)ļź╝ Ļ▒░ļæś ņłś ņ׳ņŚłļŗż. ĒŖ╣Ē׳ ĒÄäņŖż ļĀłņØ┤ņĀĆ(Pulsed laser)ņÖĆ ņŚ░ņåŹĒīī ļĀłņØ┤ņĀĆ(Continuous Wave)ļź╝ Ēś╝ņÜ®ĒĢśņŚ¼ņä£ ņÜ®ņ£ĄĒÆĆņØä ņĄ£ņĀüņĀ£ņ¢┤ĒĢ£ Ļ▓░Ļ│╝ ņÜ®ņ£ĄĒÆĆņØä ņĢłņĀĢĒÖö ĒĢĀ ņłś ņ׳ņ¢┤ņä£ Ļ│ĀĒÆłņ¦łņØś ļĀłņØ┤ņĀĆņÜ®ņĀæ Ļ▓░Ļ│╝ļ¼╝ņØä ņ¢╗ņØä ņłś ņ׳ņŚłļŗż.
ņ£Āņé¼ĒĢ£ ņé¼ļĪĆĻ░Ć Omlor et al. ņŚÉ ņØśĒĢ┤ņä£ ļ│┤Ļ│ĀļÉśņŚłļŖöļŹ░, ņŚ░ĻĄ¼ņ×ÉļōżņØĆ ļĀłņØ┤ņĀĆ ļ╣öņØś ĒśĢņāüņÖĆ Ļ▓ĮļĪ£ļź╝ ņĄ£ņĀü ņĀ£ņ¢┤ĒĢśņŚ¼ ņĀäĻĖ░ ļ¬©Ēä░ņØś ĒĢĄņŗ¼ ļČĆĒÆłņØĖ ĻĄ¼ļ”¼Ļ▓░ņäĀ ņØ╝ļ¬ģ ĒŚżņ¢┤ĒĢĆ(Hair pin)ņØä ņÜ®ņĀæĒĢśņśĆļŗż. ņÜ®ņĀæļČĆņŚÉ ļĀłņØ┤ņĀĆ ļ╣öņØ┤ ņĪ░ņé¼ļÉĀ ņĄ£ņĀüņØś ĻĖĖņØä ņé¼ņĀäņŚÉ Ļ│äņé░ĒĢśņŚ¼(path geometry dimensions) ņÜ®ņĀæņåŹļÅäļź╝ ņĄ£ļīĆĒÖöĒĢśņŚ¼ ņāØņé░ņä▒ Ē¢źņāüņØä ĻĘ╣ļīĆĒÖö ĒĢśņśĆļŗż2).
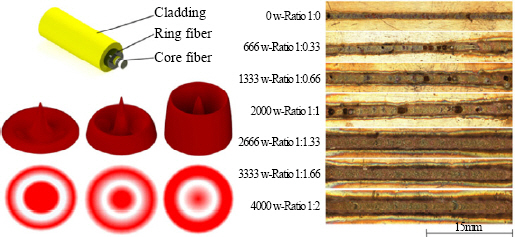
Ļ│ĄņĀĢļ│Ćņłśļź╝ ĒåĄĒĢ®ņĀ£ņ¢┤ĒĢśĻĖ░ ņ£äĒĢ┤ņä£ ļĀłņØ┤ņĀĆ ļ╣öņØś ĒśĢņāüņØä ņĄ£ņĀüĒÖöĒĢśļŖö ņé¼ļĪĆĻ░Ć ļ│┤Ļ│Ā ļÉśņŚłļŖöļŹ░, Rinne et al. ņŚ░ĻĄ¼ņ¦äņØĆ ļÅÖņČĢ(Coaxial)ņØä ņØ┤ļŻ©ļŖö ļæÉ Ļ░Ćņ¦Ć ĒśĢĒā£ņØś ļĀłņØ┤ņĀĆ ļ╣öņØä ņĪ░ĒĢ®ĒĢśņśĆļŗż. ĻĄ¼ņĪ░ļŖö ļé┤ļČĆ Ļ░ĆņÜ░ņŗ£ņĢł ĒśĢĒā£ņØś ļ╣ö(Core)Ļ│╝ ņÖĖļČĆ ļ¦ü ĒśĢĒā£ņØś ļ╣ö(Ring)ņØä ļČäĻĖ░ĒĢśņŚ¼ ļÅÖņØ╝ĒĢ£ ĒīīņןņØä ļŗżļźĖ Ļ░ĢļÅä(intensity)ļĪ£ ņĪ░ņé¼ĒĢśļŖö ņŚ░ĻĄ¼ļź╝ ņłśĒ¢ēĒĢśņśĆļŗż3).
ņØ┤ļ¤¼ĒĢ£ ļģĖļĀźņ£╝ļĪ£ ņØĖĒĢ┤ņä£ ĻĄ¼ļ”¼ ņÜ®ņĀæņŗ£ ļ░£ņāØĒĢśļŖö ņŖżĒī©Ēä░ļź╝ ĒÜŹĻĖ░ņĀüņ£╝ļĪ£ Ļ░Éņåīņŗ£ĒéżĻ│Ā ņÜ®ņĀæņŗ£ ņÜ®ņ£Ą ĒÆĆ ļČĆĒö╝Ļ░Éņåīļź╝ ņĀüĻ▓īĒĢśņśĆļŖöļŹ░, ņØ┤ļŖö ĒéżĒÖĆņØś ņĢłņĀĢĒÖöņÖĆ ĒÜ©Ļ│╝ņĀüņØĖ ņŚÉļäłņ¦Ć ļČäņé░ņØś Ļ▓░Ļ│╝ņśĆļŗż(Fig. 3). Ļ▓░Ļ│╝ņŚÉ ņØśĒĢśļ®┤ ļĀłņØ┤ņĀĆ ļ╣öņØś ņĀäņ▓┤ ņČ£ļĀźļ¦īĒü╝ņØ┤ļéś ņČ£ļĀźņØś ļČäĻĖ░(Power split ratio)Ļ░Ć ņżæņÜöĒĢśņśĆņ£╝ļ®░ ņĄ£ņĀüņØś Ļ▓░Ļ│╝ļŖö ļ╣äņ£©ņØä 1:1.3ņØ┤ļéś 1:1.7ņśĆņØä ļĢī ņ¢╗ņØä ņłś ņ׳ņŚłļŗż. ļŗżļ¦ī, Ļ│ĀņåŹņ╣┤ļ®öļØ╝ņØś Ļ▓░Ļ│╝ņŚÉ ņØśĒĢśļ®┤ ļ¦ü ĒīīņøīņÖĆ ņŖżĒī©Ēä░ņØś ņŚ░Ļ┤Ćņä▒ņØĆ ņ░ŠņĢäļ│┤ĻĖ░ ņ¢┤ļĀżņøĀņ£╝ļ®░ ņÜ®ņ×ģĻ╣ŖņØ┤ ņĪ░ņĀłņØĆ Ēżņ╗żņŖż ņ£äņ╣śļź╝ ļŗżņ¢æĒĢśĻ▓ī ĒĢ©ņ£╝ļĪ£ņä£ ņĪ░ņĀłņØ┤ Ļ░ĆļŖźĒĢ©ņØä ĒÖĢņØĖĒĢśņśĆļŗż.
ņĢīļŻ©ļ»ĖļŖä ĻĖłņåŹņØś ņÜ®ņĀæĒÆłņ¦ł ņĄ£ņĀüĒÖöļź╝ ņ£äĒĢ┤ņä£ ļĀłņØ┤ņĀĆ ļ╣öņØä ļ¬©ļōłļĀłņØ┤ņģśĒĢśļŖö ņŚ░ĻĄ¼Ļ░Ć ņŚ¼ļ¤¼ ņŚ░ĻĄ¼ņ×ÉļōżņŚÉ ņØśĒĢ┤ņä£ ņłśĒ¢ēļÉśņŚłļŗż. Ramiarison et al.ņØś ļģ╝ļ¼ĖņŚÉ ņØśĒĢśļ®┤ ļĀłņØ┤ņĀĆ ļ╣öņØś ļŗżņ¢æĒĢ£ ļ¦żĻ░£ļ│ĆņłśņŚÉ ļö░ļźĖ Ļ▓░Ļ│╝ļź╝ ņłśņ╣śĒĢ┤ņäØņØä ĒåĄĒĢ┤ņä£ ņØ┤ĒĢ┤ĒĢĀ ņłś ņ׳ļŗż. ņäżĻ│ä ņØĖņ×ÉļĪ£ ļĀłņØ┤ņĀĆ ņČ£ļĀź, ņÜ®ņĀæ ņåŹļÅä, ņ¦äĒÅŁ ļ░Å ņ¦äļÅÖņłśņŚÉ ļö░ļØ╝ņä£ ņĢīļŻ©ļ»ĖļŖä ņÜ®ņĀæņØś Ļ▓░Ļ│╝ļź╝ ļŗżņ¢æĒĢśĻ▓ī ņ¢╗ņØä ņłśĻ░Ć ņ׳ļŗż4). ņÜ®ņĀæ ļ¦żĻ░£ļ│Ćņłś ņżæņŚÉņä£ Ļ░Ćņן ņżæņÜöĒĢ£ ņØĖņ×É ņżæņØś ĒĢśļéśļŖö ņÜ®ņĀæņåŹļÅäņÖĆ ļĀłņØ┤ņĀĆ ņČ£ļĀźņØ┤ļŗż. ĒĢśņ¦Ćļ¦ī, ņ¦äĒÅŁņØś ņ”ØĻ░ĆļĪ£ ņØĖĒĢ┤ņä£ ņÜ®ņ×ģ Ļ╣ŖņØ┤Ļ░Ć ņ¢ĢņĢäņ¦ÉņØä ņĢī ņłśĻ░Ć ņ׳ņŚłļŗż. ņ”ē ļĀłņØ┤ņĀĆ ļ╣ö ņ¦äļÅÖņØĆ Ēæ£ļ®┤ņØä ļČĆļō£ļ¤ĮĻ▓ī ĒĢśļŖö ĒÜ©Ļ│╝Ļ░Ć ņ׳ņŚłņ¦Ćļ¦ī, ņ¦äĒÅŁņØ┤ ņ¦Ćļéśņ╣śĻ▓ī ņ╗żņ¦ĆĻ▓ī ļÉśļ®┤ ņÜ®ņĀæ Ļ╣ŖņØ┤Ļ░Ć ņ¢ĢĻ▓ī ļÉśņ¢┤ņä£ ņÜ®ņĀæĻ░ĢļÅäļź╝ ņĢĮĒÖöņŗ£ĒéżļŖö ļ¼ĖņĀ£Ļ░Ć ņ׳ņŚłņ£╝ļ®░, ņØ┤ļŖö Ļ▓ĮļÅäņĖĪņĀĢ Ļ▓░Ļ│╝ņŚÉņä£ļÅä ļ¬©ņ×¼ņÖĆ ņÜ®ņ£ĄļČĆ ļ¬©ļæÉ Ļ▓ĮļÅä ņĀĆĒĢśĻ░Ć ņ׳ņŚłņØīņØ┤ ĒÖĢņØĖ ļÉśņŚłļŗż4).
Jabar et al.ņØĆ ļĀłņØ┤ņĀĆ ļ╣öņØä ļ¬©ļōłļĀłņØ┤ņģśĒĢ£ ļŗżņ¢æĒĢ£ ņé¼ļĪĆņŚÉ ļīĆĒĢ┤ņä£ ņĀĢļ”¼ ļ│┤Ļ│ĀĒĢśņśĆļŖöļŹ░, ĒŖ╣Ē׳ ņĢīļŻ©ļ»ĖļŖäĻ│╝ Ļ░Ģņ▓Ā ņÜ®ņĀæņŚÉ ņ׳ņ¢┤ņä£ ļ░£ņāØĒĢśļŖö IMCņÖĆ ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ņŚÉ ļīĆĒĢ┤ņä£ ņĀĢļ”¼ ļ│┤Ļ│ĀĒĢśņśĆļŗż. Jabar et al. ņØĆ ņĢ×ņä£ ņ¢ĖĻĖē ļÉ£ ņØ┤ņżæ ĻĄ¼ņĪ░ļź╝ Ļ░Ćņ¦ĆļŖö ļĀłņØ┤ņĀĆļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ņÜ®ņĀæņØä ņŗ£Ē¢ēĒĢ£ Ļ▓░Ļ│╝ļź╝ ļ░£Ēæ£ĒĢśņśĆļŖöļŹ░, ņÖĖĻ│ĮņØś ļ¦ü ĒśĢĒā£ņØś ļĀłņØ┤ņĀĆĻ░Ć ņŻ╝ļÉ£ ņŚŁĒĢĀ(dominant)ņØä ĒĢĀ ļĢīņŚÉļŖö ĻĖłņåŹĻ░ä ĒÖöĒĢ®ļ¼╝ņØś ļæÉĻ╗śĻ░Ć ņ¢ćņĢäņĀĖņä£ ĻĖ░Ļ│äņĀü Ļ░ĢļÅäĻ░Ć ņāüļīĆņĀüņ£╝ļĪ£ ņÜ░ņłśĒĢśņ¦Ćļ¦ī, ļé┤ļČĆņØś Ļ░ĆņÜ░ņŗ£ņĢł ļ╣öņØ┤ ņŻ╝ļÉ£ ņŚŁĒĢĀņØä ĒĢĀ ļĢīļŖö ĻĖłņåŹĻ░ä ĒÖöĒĢ®ļ¼╝ņØś ļæÉĻ╗śļÅä ļæÉĻ║╝ņøīņĀĖņä£ ĻĖ░Ļ│äņĀü Ļ░ĢļÅäĻ░Ć ņāüļīĆņĀüņ£╝ļĪ£ ņĘ©ņĢĮĒĢ£ Ļ▓░Ļ│╝ļź╝ ļ│┤Ļ│ĀĒĢśņśĆļŗż5).
ĒŖ╣Ē׳ ĻĖłņåŹ ļé┤ļČĆņØś ņĀäļÅäņŚ┤(Conduction mode)ļĪ£ ņÜ®ņĀæĒĢĀ ļĢī ļ¦üņØ┤ ņŻ╝ļÉ£ ņŚŁĒĢĀ(ņČ£ļĀźļ╣äņ£© 0.2)ņØ╝ ļĢī 71%ņØś Ļ▓░ĒĢ®ĒÜ©ņ£©Ļ│╝ ļŹöļČłņ¢┤ ņĄ£ņĀüņØś Ļ░ĢļÅäļź╝ ļ│┤ņśĆņ¦Ćļ¦ī, ĻĖłņåŹ ļé┤ļČĆņØś Ēś╝ĒĢ®ņØĆ ĒĢ£Ļ│äĻ░Ć ņ׳ļŗż. ļśÉĒĢ£ ļé┤ļČĆ ņĮöņ¢┤ ļ╣öņØĆ ņĀäņ▓┤ ņČ£ļĀźņØś 15%ļ¦ī ļÉśļŹöļØ╝ļÅä Ļ░Ģņ▓Ā ļé┤ļČĆņØś ņČ®ļČäĒĢ£ ņÜ®ņ×ģ Ļ╣ŖņØ┤ļź╝ ņØ┤ļŻ░ ņłś ņ׳ņŚłļŗż. ļ¦üņØś ņČ£ļĀźņØ┤ ņĀäņ▓┤ņØś 85% ņĀĢļÅäļź╝ ņ░©ņ¦ĆĒĢĀ ļĢī ņÜ®ņ£ĄĒÆĆņØś Ēü¼ĻĖ░Ļ░Ć ņČ®ļČäĒ׳ ņ╗żņ¦ĆĻ│Ā IMCņØś ļæÉĻ╗śļÅä ņ¢ćņĢäņ¦ĆļŖö Ļ▓āņØ┤ ĒÖĢņØĖļÉśņŚłļŗż. ņØ┤ļ¤¼ĒĢ£ ņØ┤ņ£ĀļŖö ņāüļīĆņĀüņ£╝ļĪ£ ļé«ņØĆ ņ▓©ļæÉ ņČ£ļĀź(Peak power)ņ£╝ļĪ£ ņØĖĒĢ┤ņä£ ļĀłņØ┤ņĀĆ ļ╣öņØś ņČ£ļĀźņØ┤ ĒÅēļ®┤ņāüņŚÉņä£ ļČäņé░ņØ┤ ļÉśĻĖ░ ļĢīļ¼ĖņØ┤ļØ╝Ļ│Ā Ļ▓░ļĪĀņ¦ĆņŚłļŗż. ļśÉĒĢ£ ļ¦üņØ┤ ņŻ╝ļÉ£ ņŚŁĒĢĀņØä ĒĢĀ ļĢīļŖö ņ×¼ļŻīņØś ņĪ░ņ¦üļÅä ņ╣śļ░ĆĒĢśĻ▓ī ļÉśņŚłļŗż. ļŗżļ¦ī, ĒéżĒÖĆ ļ¬©ļō£ņŚÉņä£ļŖö Ļ╣ŖņØĆ ņÜ®ņ×ģņØä Ļ░Ćņ¦ĆĻ▓ī ļÉśņŚłņ£╝ļ®░, ņØ┤ļĢīļŖö ņĮöņ¢┤ ļ╣öņØ┤ ņŻ╝ļÉ£ ņŚŁĒĢĀņØä ĒĢĀ ļĢī ņ¢╗ņØä ņłś ņ׳ļŖö ņÜ®ņĀæ ĒÆłņ¦łņØ┤ņŚłļŗż5).
Sun et al. ņØĆ ņ╗┤Ēō©Ēä░ ņŗ£ļ«¼ļĀłņØ┤ņģśņØä ĒåĄĒĢ┤ņä£ ļŗżņ¢æĒĢ£ ļ╣ö ņĪ░ĒĢ®ņØä ņØ┤ņÜ®ĒĢśņŚ¼ ņĢīļŻ©ļ»ĖļŖä 6000Ļ│äņŚ┤ņØś ļĀłņØ┤ņĀĆ ņÜ®ņĀæ ņŗ£ĒÄĖņŚÉ ļīĆĒĢ£ ļ»ĖņäĖņĪ░ņ¦üĻ│╝ ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ņŚÉ ļīĆĒĢ£ ļČäņäØ Ļ▓░Ļ│╝ļź╝ ņĀ£ņŗ£ĒĢśņśĆļŗż6). ņŻ╝ņÜö ļ¦żĻ░£ļ│ĆņłśļŖö ņÖĖņĖĪ ļ╣öĻ│╝ ļé┤ņĖĪ ļ╣öņØś ņČ£ļĀź ļ╣äņ£©ņØ┤ņśĆņ£╝ļ®░, ļČäņäØ Ļ▓░Ļ│╝ļź╝ ļ│┤ļ®┤ ņ┤Ø ņČ£ļĀźņØ┤ ņØ╝ņĀĢĒĢ£ Ļ▓ĮņÜ░ņŚÉļŖö ņÜ®ņĀæļČĆ Ēü¼ĻĖ░ ņĪ░ņĀłņŚÉ ņĀ£ĒĢ£ņØ┤ ņ׳ņŚłļŗż. ļĀłņØ┤ņĀĆ ļ╣ö ņ¦äļÅÖņØ┤ 2.5 mmĻ╣īņ¦ĆļŖö ņÜ®ņ£ĄĒÆĆņØ┤ ļäōņ¢┤ņ¦ĆļŖö Ļ▓ĮĒ¢źņØä ļ│┤ņśĆļŗżņ¦Ćļ¦ī, 3.1 mmļź╝ ļäśņ¢┤Ļ░Ćļ®┤ ĻĖłņåŹĻ░äĒÖöĒĢ®ļ¼╝ ļō▒ņŚÉ ĻĖ░ņØĖĒĢśņŚ¼ ņÜ®ņĀæ Ļ│äļ®┤ņØś ņĘ©ņĢĮņä▒ņØä ļ│┤ņśĆļŗż. ĒĢśņ¦Ćļ¦ī ņÜ®ņĀæļČĆ ņØĖņןĻ░ĢļÅäļŖö 170 N/mm ņŚÉņä£ 277 N/mmļĪ£ ņ”ØĻ░ĆĒĢśļŖö Ļ▓ĮĒ¢źņØä ļ│┤ņśĆļŗż. ļ¦żņÜ░ ļåÆņØĆ ņČ£ļĀźņŚÉņä£ļéś ļ¦żņÜ░ ļé«ņØĆ ņČ£ļĀźņŚÉņä£ ļ¦ü ļŗ©ļÅģ ņé¼ņÜ®ņØś Ļ▓ĮņÜ░ļŖö ļé«ņØĆ ņŚ┤ ĻĘĀĒśĢņä▒Ļ│╝ ļāēĻ░ü ņåŹļÅäļź╝ ļ│┤ņŚ¼ņŻ╝ņŚłļŗżĻ│Ā ļ│┤Ļ│ĀĒĢśņśĆļŗż6). Ļ┤ĆļĀ©ļÉ£ ņŚ░ĻĄ¼ļź╝ ņĪ░ĒĢ®ĒĢ┤ ļ│┤ļ®┤ ņĀäņ▓┤ ņČ£ļĀźĻ│╝ ņÖĖĻ│Į ļ╣öĻ│╝ ļé┤ļČĆ ļ╣öņØś ņĀüņĀłĒĢ£ ņĪ░ĒĢ®ņØä ņŗżĒŚśņĀüņØĖ ļ░®ļ▓Ģņ£╝ļĪ£ ņĄ£ņĀüĒÖöĒĢśļ®┤ ņÜ®ņĀæņä▒ņØ┤ ņāüļŗ╣ ļČĆļČä Ļ░£ņäĀļÉ©ņØ┤ ļ│┤Ļ│Ā ļÉśņŚłļŗż3-6).
2.2 ņØ┤ņóģĻĖłņåŹņŚÉņä£ņØś ļĀłņØ┤ņĀĆ ļ╣ö ĒÖ£ņÜ®ĻĖ░ņłĀ
ĻĄ¼ļ”¼ ļśÉļŖö ĻĘĖ ĒĢ®ĻĖłņØĆ ļĀłņØ┤ņĀĆļź╝ Ēæ£ļ®┤ņŚÉņä£ ļ░śņé¼ ļśÉļŖö ņé░ļ×Ćņŗ£ņ╝£ņä£ ņÜ®ņ£ĄĒÆĆņØś ļČłĻĘĀĒśĢņØä ņØ╝ņ£╝ņ╝£ņä£ ņŖżĒī©Ēä░Ļ░Ć Ļ│╝ĒĢśĻ▓ī ļ░£ņāØĒĢśļŖö ļŗ©ņĀÉņØ┤ ņ׳ņ¢┤ Ļ▓░Ļ│╝ņĀüņ£╝ļĪ£ ņÜ®ņĀæļČĆņØś ļČłņĢłņĀĢņØä ņ┤łļלĒĢśĻ▓ī ļÉ£ļŗż1-6). ĻĘĖļ”░ļĀłņØ┤ņĀĆņÖĆ ļĖöļŻ©ļĀłņØ┤ņĀĆņØś Ļ▓ĮņÜ░ ĒØĪņłśņ£©ņØ┤ 6ļ░░ ņĀĢļÅä ņ”ØĻ░ĆĻ░Ć ļÉśļéś ņāüņÜ® ņĀ£ĒÆłņØś Ļ▓ĮņÜ░ ņé░ņŚģņĀü ņØ┤ņÜ®ņŚÉļŖö ņĀ£ĒĢ£ļÉ£ ņČ£ļĀźĻ│╝ ļåÆņØĆ Ļ░ĆĻ▓®ņØ┤ ņŗżņÜ®ĒÖöņŚÉ ĒĢ£Ļ│äņä▒ņØä Ļ░Ćņ¦ĆĻ│Ā ļÉ£ļŗż. ņØ┤ļ¤¼ĒĢ£ ļŗ©ņĀÉņØä ĻĘ╣ļ│ĄĒĢśļŖö ļ░®ļ▓ĢņØś ĒĢśļéśļĪ£ ĻĄ¼ļ”¼ņĖĄņØä ĒØĪņłśņä▒ņØ┤ ņóŗņØĆ Ļ░Ģ(steel) ļō▒ņØä ņØ┤ņÜ®ĒĢśņŚ¼ ņĀæĒĢ®ņä▒ņØä Ļ░£ņäĀĒĢĀ ņłś ņ׳ļŗż. ĒĢśņ¦Ćļ¦ī, ņ×¼ļŻīĻ▓ĮĻ│äļ®┤ņŚÉņä£ Ēü¼ļ×Ö ļō▒ņØś ņÜ®ņĀæļČłļ¤ēņØ┤ ļ¦ÄņØ┤ ļ░£ņāØĒĢĀ ņłś ņ׳ļŖö ļŗ©ņĀÉņØĆ ĻĘ╣ļ│ĄĒĢ┤ņĢ╝ ĒĢĀ ņé¼ĒĢŁņØ┤ļŗż.
Rinne et al.ņØĆ Ļ░Ģņ▓Ā ņåīņ×¼ņÖĆ ĻĄ¼ļ”¼ņåīņ×¼ļź╝ ņØ┤ņÜ®ĒĢ£ ņØ┤ņóģ ņåīņ×¼ ņÜ®ņĀæņŚÉņä£ ĒĢäņÜöĒĢ£ ņ×äĻ│äņĪ░Ļ▒┤ņŚÉ ļīĆĒĢ£ ņŗżĒŚś Ļ▓░Ļ│╝ļź╝ ļ░£Ēæ£ĒĢśņśĆļŗż7). Ļ░Ģņ▓Ā Ēæ£ļ®┤ņØä ņ£Śļ®┤ņ£╝ļĪ£ ĒĢśļ®┤ ļĀłņØ┤ņĀĆļ╣öņØś ņåīņ×ģņØĆ ļŗżņåī ņē¼ņÜ░ļéś Ēü¼ļ×Ö ļō▒ņØś ņÜ®ņĀæ ļČłļ¤ēņØ┤ ļ¦ÄņØ┤ ļ░£ņāØĒĢśĻ▓ī ļÉ£ļŗż. ļ░śļ®┤ ĻĄ¼ļ”¼ļź╝ ņäĀĒ¢ē ļ░░ņ╣śĒĢśņŚ¼ ļĀłņØ┤ņĀĆ Ļ┤æņøÉņØś ņ×ģņé¼ņ▓┤ļĪ£ ĒĢśĻ▓ī ļÉśļ®┤ ņåīņ×ģļÉśņ¢┤ņĢ╝ ĒĢśļŖö ņČ£ļĀźņØĆ ļåÆņ£╝ļéś ņÜ®ņ£ĄĒÆĆņØ┤ ņĢłņĀĢĒÖöļÉśĻ│Ā, Ēś╝ĒĢ®ņØ┤ Ēø©ņö¼ ņēĮĻ▓ī ņØ┤ļŻ©ņ¢┤ņ¦Ćļ®░ ņÜ®ņĀæ ĒÆłņ¦łņØ┤ ņóŗņĢäņ¦ĆļŖö ņןņĀÉņØ┤ ņ׳ļŗż. Ļ▓░Ļ│╝ņŚÉ ņØśĒĢśļ®┤ ĻĄ¼ļ”¼ Ēæ£ļ®┤ņØä ļģ╣ņØ┤ļŖöļŹ░ ĒĢäņÜöĒĢ£ ņĄ£ņåīĒĢ£ņØś ļĀłņØ┤ņĀĆ ņČ£ļĀźņØ┤ ņÜ®ņĀæ ņåŹļÅäļ│äļĪ£ ļŗżļźĖļŹ░, Fig. 4ņÖĆ Ļ░ÖņØ┤ ĻĄ¼ļ”¼ņĖĄņŚÉ ĒØĪņłśļÉśņ¢┤ ņÜ®ņĀæļÉśĻĖ░ ņ£äĒĢ£ ņĄ£ņåī ņČ£ļĀź(Threshold)ņŚÉ ļīĆĒĢ£ Ļ┤ĆĻ│äļź╝ ņĀĢļ”¼ĒĢĀ ņłś ņ׳ļŗż. ļŗżļźĖ ņŚ░ĻĄ¼ņ¦äĻ│╝ ļ¦łņ░¼Ļ░Ćņ¦ĆļĪ£ ļ¦ü ņśüņŚŁņØś ņČ£ļĀźņØĆ ņÜ®ņ×ģ Ļ╣ŖņØ┤ņŚÉ ļŹ£ ļ»╝Ļ░ÉĒĢśĻ▓ī ņśüĒ¢źņØä ņŻ╝ļŖö Ļ▓āņ£╝ļĪ£ ļéśĒāĆļé¼ļŗż7).
ņĀäĻĖ░ņ×ÉļÅÖņ░© ņāØņé░ņŗ£ ĒĢäņÜöĒĢ£ Ļ│ĄņĀĢ ņżæ 60~80%Ļ░Ć ļĀłņØ┤ņĀĆ ņ×¼ļŻīĻ░ĆĻ│Ąņ£╝ļĪ£ Ļ░ĆļŖźĒĢśļŗżļŖö ņŚ░ĻĄ¼ļ│┤Ļ│ĀĻ░Ć ņ׳ļŗż8). ĒŖ╣Ē׳ ļ░░Ēä░ļ”¼ ņÜ®ņĀæņŚÉņä£ļŖö ņÖäņĀ£ĒÆłņØś ļ░śļ│Ą ņ×¼Ēśäņä▒(Repeatability)ņØ┤ ļ¦żņÜ░ ņżæņÜöĒĢ£ļŹ░, ņāØņé░Ļ│ĄņĀĢņØ┤ ņĀäĻĖ░ĒÖöĒĢÖņĀü ĒŖ╣ņä▒ Ļ▓░ņĀĢņŚÉ ļ¦żņÜ░ ņżæņÜöĒĢ£ ņŚŁĒĢĀņØä ĒĢ£ļŗż.

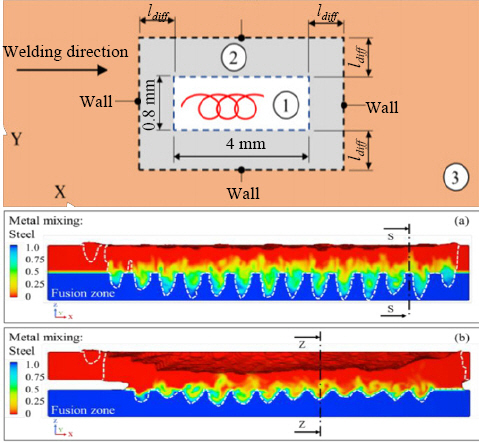
Chianese et al. ņŚ░ĻĄ¼ĒīĆņØĆ ĻĘĖļÅÖņĢł ļ░£Ēæ£ļÉ£ ļŗżņ¢æĒĢ£ ļĀłņØ┤ņĀĆ ļ╣öņØä ņĀüņÜ®ĒĢ£ EV ļČĆĒÆłņŚÉ ļīĆĒĢ£ ĻĖ░Ļ│äņĀü ļ¼╝ļ”¼ņĀü ĒśäņāüņŚÉ ļīĆĒĢ£ ņŗ£ļ«¼ļĀłņØ┤ņģś Ļ▓░Ļ│╝ļź╝ ļ│┤Ļ│ĀĒĢśņśĆļŗż. ņØ┤ļ¤¼ĒĢ£ ĒśäņāüņŚÉ ļīĆĒĢ£ ĻĘ£ļ¬ģņØś ņśłļĪ£ ļæÉĻ╗ś 500 ╬╝mņØś ļ░ĢĒīÉ ĒżņØ╝ņØä ļīĆņāüņ£╝ļĪ£ ņøÉĻ▒░ļ”¼ ņÜ®ņĀæ(Remote Laser Welding)ņØä CFD (Computational Fluid Dynamics)ļĪ£ ĒĢ┤ņäØĒĢ£ Ļ▓░Ļ│╝ļź╝ ļ░£Ēæ£ĒĢśņśĆļŗż. Ļ▓░Ļ│╝ņŚÉ ņØśĒĢśļ®┤ ņÜ®ņĀæ ĒÆłņ¦łņŚÉ Ļ░Ćņן Ļ▓░ņĀĢņĀüņØĖ ņśüĒ¢źņØä ļ»Ėņ╣śļŖö ņÜöņåīļŖö ņåīņ×¼ ņé¼ņØ┤ņŚÉ ļ░£ņāØĒĢśļŖö Ļ░Ł(gap) ņØ┤ļ®░, ĻĘĖ Ēü¼ĻĖ░ņŚÉ ļö░ļźĖ ļ¼╝ļ”¼ņĀü ĒśäņāüņŚÉ ļīĆĒĢ┤ņä£ ņØ┤ĒĢ┤ĒĢśļŖö Ļ▓āņØ┤ ņżæņÜöĒĢśļŗżĻ│Ā ļ│┤Ļ│ĀĒĢśņśĆļŗż8).
ņĄ£ĻĘ╝ņØś ņŚ░ĻĄ¼ ļÅÖĒ¢źņØĆ ļŗ©ņł£ĒĢ£ ņ£ĀļÅÖĒĢ┤ņäØņØ┤ļéś ņŚ┤ĒĢ┤ņäØ ļśÉļŖö Ļ┤æĒĢÖņĀü ĒĢ┤ņäØņØ┤ ņĢäļŗī, ļ¼╝ļ”¼, Ļ┤æĒĢÖ, ĻĖ░Ļ│äĻ│ĄĒĢÖņØä ņóģĒĢ®ĒĢśļŖö ļŗżņżæļ¼╝ļ”¼ĒĢ┤ņäØ(Multi-physics)ņØ┤ļ®░, ņØ┤ļź╝ ĒåĄĒĢ┤ņä£ ņóĆ ļŹö ņŗżņĀ£ ĒśäņāüņŚÉ ĻĘ╝ņĀæĒĢśļŖö ņŚ░ĻĄ¼ Ļ▓░Ļ│╝ļź╝ Ļ░ĆņāüĻ│ĄĻ░äņŚÉņä£ ĻĄ¼ĒśäĒĢĀ ĻĖ░ĒÜīĻ░Ć ļÉśņŚłļŗż6-8). Chianese et al.ņØĆ ņÜ®ņĀæĒĢśļŖö ļæÉ ņåīņ×¼ņØś Ļ░äĻĘ╣ņØä 0ņŚÉņä£ļČĆĒä░ 100 ┬ĄmĻ╣īņ¦Ć ļŗżņ¢æĒĢśĻ▓ī ņäżņĀĢĒĢśĻ│Ā ļæÉĻ╗ś 300 ┬ĄmņØś ĻĄ¼ļ”¼ļź╝ ļæÉĻ╗ś 300 ┬Ąm ļŗłņ╝ł ļÅäĻĖłļÉ£ Ļ░ĢĒīÉņŚÉ ņĀæĒĢ®ĒĢśļŖö ņŚ░ĻĄ¼ļź╝ ĒĢśņśĆļŗż. ņØ┤ļĢī ņé¼ņÜ®ļÉ£ ļĀłņØ┤ņĀĆ ļ╣öņØĆ ņøÉĒśĢņ£╝ļĪ£ ĒÜīņĀäĒĢśļ®┤ņä£ ņ¦äļÅÖĒĢśņśĆĻ│Ā, ļ░£ņāØ ĒĢśļŖö ņ£ĀļÅÖĒśäņāüņŚÉ ļīĆĒĢ┤ņä£ ņŚ░ĻĄ¼ĒĢśņśĆņ£╝ļ®░ ļŗżņØīĻ│╝ Ļ░ÖņØĆ ĒØźļ»ĖļĪ£ņÜ┤ Ļ▓░Ļ│╝ļōżņØä ļÅäņČ£ĒĢśņśĆļŗż8).
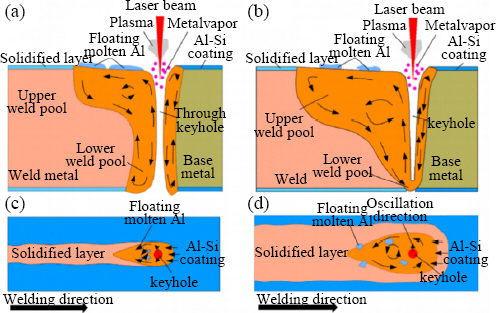
ņÜ░ņäĀ ņåīņ×¼ Ļ░äņØś Ļ░äĻĘ╣ņØś ņ┤łĻĖ░Ļ▓░ĒĢ®ņØĆ Ēæ£ļ®┤ņןļĀź(Surface tension), ņĀÉņä▒ņĀäļŗ©ņØæļĀź(Viscosity stress) ļ░Å ņżæļĀź (Gravity force)ņŚÉ ņśüĒ¢źņØä ļ░øņĢäņä£ ņĀÉņ¦äņĀüņ£╝ļĪ£ ņ¦äĒ¢ēņØ┤ ļÉśļ®░, ņØ┤ļŖö ĻĄ¼ļ”¼ ņåīņ×¼ļĪ£ļČĆĒä░ Ļ░ĢĒīÉņåīņ×¼ļĪ£ņØś ņŚ┤ņĀäļŗ¼ņØ┤ ņØ┤ļŻ©ņ¢┤ņ¦Ćņ¦Ć ņĢŖņĢäņä£ ĻĄ¼ļ”¼ņŚÉļ¦ī ĻĄŁļČĆņĀüņ£╝ļĪ£ ņŚ┤ņśüĒ¢źņØä ļ»Ėņ╣śĻ▓ī ļÉ£ļŗż. Fig. 5ņÖĆ Ļ░ÖņØ┤ Ļ░äĻĘ╣ņØ┤ ļ®öņøīņ¦ĆĻ▓ī ļÉśļ®┤ ļĀłņØ┤ņĀĆ ļ╣ö ņØś ņ¦äļÅÖ(Wobbling cycle)ņ£╝ļĪ£ ņÜ®ņĀæņØ┤ ņŻ╝ĻĖ░ņĀüņ£╝ļĪ£ ņØ┤ļŻ©ņ¢┤ņ¦ĆĻ▓ī ļÉśļ®░ ņāüļČĆ ĻĄ¼ļ”¼ĒīÉ ņÜ®ņ£ĄĻ│╝ ĒĢśļČĆ Ļ░ĢĒīÉĻ│╝ņØś ņŚ░Ļ▓░ ļō▒ņØś ļ¼╝ļ”¼ņĀü Ļ▓░ĒĢ®ņØ┤ ņŻ╝ĻĖ░ņĀüņ£╝ļĪ£ ņØ┤ļŻ©ņ¢┤ņ¦äļŗż8). Ļ│ĄņĀĢ ņāüņŚÉņä£ ņŻ╝ĻĖ░(Period)ļź╝ Ļ▓░ņĀĢĒĢśļŖö ņŻ╝ņÜö ņØĖņ×ÉļŖö ņÜ®ņ×ģĻ╣ŖņØ┤ņÖĆ ļĀłņØ┤ņĀĆ ļ╣ö ņ¦äļÅÖņłśļĪ£ ļ│┤Ļ│Ā ļÉśņŚłļŗż.
2.3 ļÅÖņĀüļĀłņØ┤ņĀĆ ļ╣ö ļ¬©ļōłļĀłņØ┤ņģś
Prieto et al. ņŚ░ĻĄ¼ņ¦äņØĆ ļĀłņØ┤ņĀĆ ļ╣öņØä ļÅÖņĀü ņĀ£ņ¢┤(Dynamic modulation)ĒĢśņŚ¼ ļĀłņØ┤ņĀĆ ļ╣öņØä ļŗżņ¢æĒĢ£ ĒśĢĒā£ļĪ£ ņ¦äļÅÖĒĢśņśĆļŗż9). ņĄ£ĻĘ╝ ļÅÖņĀü ļ╣ö ņēÉņØ┤ĒĢæ(Dynamic beam shaping, DBS)ņŚÉ ļīĆĒĢ┤ ļ¦ÄņØ┤ ņŚ░ĻĄ¼ ļÉśĻ│Ā ņ׳ļŖöļŹ░, ļ░®ļ▓Ģņ£╝ļĪ£ļŖö ļé┤ļČĆņŚÉņä£ ļĀłņØ┤ņĀĆ ļ╣öņØś ĒÜĪļŗ© ļ╣öļ¬©ļō£(TEM)ļĪ£ ļ│ĆĻ▓ĮĒĢśļŖö Ļ▓ĮņÜ░ļÅä ņ׳Ļ│Ā, ļĀłņØ┤ņĀĆ ļ╣öņØä ņÖĖļČĆņØś ĻĖ░Ļ│äņĀü ļśÉļŖö Ļ┤æĒĢÖņĀü ņןņ╣śļź╝ ĒåĄĒĢ┤ņä£ Ē¢ēĒĢśļŖö ņśłļÅä ņ׳ļŗż9,10). ņØ┤ļ¤¼ĒĢ£ ļÅÖņĀü ļ╣öņĀ£ņ¢┤ ĻĖ░ņłĀņØĆ ĒéżĒÖĆ ņāØņä▒ ļ░Å ņĢłņĀĢĒÖöļź╝ ņØ┤ļŻ░ ņłś ņ׳ņ£╝ļ®░, ņŚÉļäłņ¦Ć ļČäņé░ņØä ĒÜ©ņ£©ņĀüņ£╝ļĪ£ ĒĢĀ ņłśĻ░Ć ņ׳ņ¢┤ņä£ ņĀäĻĖ░ ņ×ÉļÅÖņ░©ņØś ĒĢĄņŗ¼ ļČĆĒÆł ņāØņé░ņŚÉ ļé£ņĀ£ļĪ£ ņŚ¼Ļ▓©ņ¦ĆļŖö ņØ┤ņóģ ņåīņ×¼ ņÜ®ņĀæņŚÉ ļ¦ÄņØĆ ĒĢ┤Ļ▓░ņ▒ģņØä ņĀ£ņŗ£ĒĢĀ ņłś ņ׳ņØä Ļ▓āņ£╝ļĪ£ ĻĖ░ļīĆĻ░Ć ļÉ£ļŗż. Wagner et al. ņŚ░ĻĄ¼ĒīĆņØĆ ļÅÖņĀü ļ╣öņĀ£ņ¢┤ ĻĖ░ņłĀņØä ņØ┤ņÜ®ĒĢśņŚ¼ ļĀłņØ┤ņĀĆ ļ╣öņØś ĒÜĪļŗ©ļ®┤(TEM)Ļ│╝ ņóģļŗ©ļ®┤(Longitudinal) ļ░®Ē¢źņ£╝ļĪ£ņØś ļŗżņ¢æĒĢ£ ļ¦żĻ░£ļ│Ćņłśļź╝ ĒÖ£ņÜ®ĒĢśņŚ¼ ņŚ░ĻĄ¼ĒĢśņśĆļŗż10).
ņØ┤ļ¤¼ĒĢ£ ĻĖ░ņłĀņØĆ ņĄ£ĻĘ╝ ņĀäĻĖ░ņ×ÉļÅÖņ░© ļČĆĒÆł ņÜ®ņĀæņŚÉ ņé¼ņÜ®ļÉśļŖö ņĢīļŻ©ļ»ĖļŖä ņåīņ×¼ņŚÉ ņĀüņÜ®ņØ┤ ļ¦ÄņØ┤ ļÉśņŚłļŖöļŹ░ (Fig. 6), CIVAN ńżŠņŚÉņä£ļŖö Ļ░£ļ░£ĒĢ£ Ļ▓░ļ¦×ņØī ļ╣ö ņĪ░ĒĢ®ĻĖ░ņłĀ(Coherent Beam Combining, CBC)Ļ│╝ Ļ┤æĒĢÖņ£äņāüļ░░ņŚ┤(Optical Phase Array, OPA)ĻĖ░ņłĀņØä ņØ┤ņÜ®ĒĢśņśĆļŗż9,10). 0.8 mm ļæÉĻ╗śņØś 3000 Ļ│äņŚ┤ņØś ņĢīļŻ©ļ»ĖļŖä ļ░ĢĒīÉņØä ņé¼ņÜ®ĒĢśņŚ¼ ņÜ®ņĀæņåŹ ļÅä 10 m/min ņØ┤ņāüņØś Ļ│ĀņåŹņ£╝ļĪ£ ļŗżņ¢æĒĢ£ ļ╣ö ĒśĢĒā£ļĪ£ ņŗ£ ĒśäņØä ĒĢśņśĆļŗż. ĒŖ╣ĻĖ░ĒĢĀ ļ¦īĒĢ£ ņé¼ĒĢŁņØĆ ĻĖ░ņĪ┤ ĻĖ░Ļ│äņŗØ ļĀłņØ┤ņĀĆ ļ╣ö ļ¬©ļōłļĀłņØ┤ņģśņØ┤ ņłśļ░▒ HzņØś ņśüņŚŁņŚÉņä£ ņŗ£Ē¢ēņØ┤ ļÉśņŚłļŗżļ®┤, ļ│┤Ļ│ĀļÉ£ ĻĖ░ņłĀņØĆ ņłś MHzņØś ņśüņŚŁņŚÉņä£ ņŗ£Ē¢ēņØ┤ ļÉśņŚłļŗż. ņØ┤ļ¤¼ĒĢ£ ĻĖ░ņłĀņØ┤ ņĀüņÜ®ļÉśņ¢┤ņä£ ņÜ®ņĀæņØä ņłśĒ¢ēĒĢśĻ│Ā Ļ▓░Ļ│╝ļ¼╝ņØä ļČäņäØĒĢ£ ņé¼ļĪĆĻ░Ć ļ│┤Ļ│ĀļÉśņŚłļŗż7).
ņØ┤ļ¤¼ĒĢ£ ļÅÖņĀü ļ╣öņĀ£ņ¢┤ ņŗ£ņŖżĒģ£ņŚÉ ņĀüņÜ®ļÉ£ OPAĻĖ░ņłĀņØĆ ļ╣öņØś ĒśĢņāüņØä ņĄ£ņĀü ņĀ£ņ¢┤ĒĢ©ņ£╝ļĪ£ņä£ 2ņ░©ņøÉņĀüņØĖ ĒśĢņāüļ┐Éļ¦ī ņĢäļŗłļØ╝ 3ņ░©ņøÉņĀüņØĖ ĻĖĖņØ┤ ĒśĢņāüņØś ņĀ£ņ¢┤Ļ░Ć Ļ░ĆļŖźĒĢśņŚ¼ņä£ ĻĘĖ ĒÖ£ņÜ®ļ░®ņĢłņØ┤ ļŗżņ¢æĒĢĀ Ļ▓āņ£╝ļĪ£ ĻĖ░ļīĆĻ░Ć ļÉ£ļŗż.
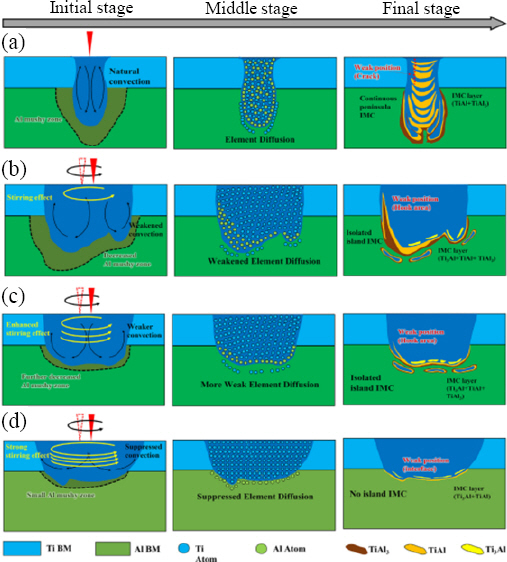
ļĀłņØ┤ņĀĆ ļ╣ö ņ¦äļÅÖņ£╝ļĪ£ ņØĖĒĢ£ ĒÜ©Ļ│╝ļŖö ļÅÖņóģ ĻĖłņåŹ ļ┐Éļ¦ī ņĢäļŗłļØ╝ ņØ┤ņóģ ĻĖłņåŹņŚÉ ļīĆĒĢ£ ņŚ░ĻĄ¼ļÅä ļ¦ÄņØ┤ ļ│┤Ļ│Ā ļÉśņŚłļŗż. Zhou et al.ņØĆ ĒāĆņØ┤ĒāĆļŖä ĒĢ®ĻĖłĻ│╝ ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖł ņÜ®ņĀæņŚÉ ņĀĆ ņŻ╝Ēīīņłś ņ¦äļÅÖņØĆ Ļ▒░ņØś ĒÜ©Ļ│╝Ļ░Ć ņŚåņŚłņ£╝ļ®░, 150 Hz ņĀĢļÅäņØś ņ¦äļÅÖņłśņŚÉņä£ ĒÜ©Ļ│╝Ļ░Ć ņ׳ņØīņØ┤ ļ│┤Ļ│ĀļÉśņŚłļŗż. ņĀäļ░śņĀüņ£╝ļĪ£ ņ¦äļÅÖņłś ņ”ØĻ░ĆņŚÉ ļö░ļØ╝ņä£ ĒÜ©Ļ│╝Ļ░Ć ņĀÉņ░© ņ”ØļīĆļÉśņŚłļŗż12).
ļĀłņØ┤ņĀĆ ļ╣öņŚÉ ņØ╝ņĀĢ ņŻ╝ĒīīņłśļĪ£ ņ¦äļÅÖņØä Ļ░ĆĒĢ©ņ£╝ļĪ£ņŹ© ĻĖłņåŹ Ļ░äĒÖöĒĢ®ļ¼╝ Ļ▓ĮĻ│äņĖĄņŚÉņä£ņØś ĻĘĀņŚ┤ņØ┤ļéś ļ®öņ¦Éņä▒ņØä ņĄ£ņåīĒÖöĒĢśĻ│Ā, ļé┤ļČĆ ĻĖ░Ļ│ĄļÅä ĒśäņĀĆĒ׳ ņżäņ¢┤ļō”ņØ┤ ĒÖĢņØĖļÉśņŚłļŗż(Fig. 7). ļśÉĒĢ£ ĒĢ®ĻĖłņŚÉņä£ ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖł ĒĢ©ļ¤ēņØ┤ ļ¦ÄņØĆ Ļ▓ĮņÜ░Ļ░Ć ĒāĆņØ┤ĒāĆļŖä ĒĢ®ĻĖł ĒĢ©ļ¤ēņØ┤ ļ¦ÄņØĆ Ļ▓ĮņÜ░ļ│┤ļŗż ņÜ®ņĀæļČĆ Ļ▓░ĒĢ©ņØ┤ ĒśäņĀĆĒ׳ ņżäņ¢┤ļō”ņØä ĒÖĢņØĖĒĢśņśĆļŗż12). ņ¦äļÅÖ ņŻ╝Ēīīņłśļź╝ ņ”ØĻ░ĆĒĢśņśĆņØä ļĢī ņ┤łĻĖ░ņŚÉļŖö ņĄ£ļīĆ ņłśņÜ®ĒĢśņżæņØ┤ ļŖśņ¢┤ļéśļŖö Ļ▓ĮĒ¢źņØä ļ│┤ņØ┤ļŗżĻ░Ć ņżäņ¢┤ļō£ļŖö Ļ▓ĮĒ¢źņØä ļ│┤ņśĆļŗż. ņĄ£ļīĆņ╣śļŖö 150 HzņŚÉņä£ 1,852 NņØ┤ Ļ┤ĆņĖĪļÉśņŚłļŖöļŹ░, ņ¦äļÅÖņØä Ļ░ĆĒĢśņ¦Ć ņĢŖņĢśņØä ļĢī ļ╣äĒĢ┤ ņĢĮ 76% Ļ░ĢļÅä Ē¢źņāüņØä ļ│┤ņśĆļŗż12).
ņ£Āņé¼ĒĢ£ ņŚ░ĻĄ¼Ļ░Ć Xu et al. ņŚ░ĻĄ¼ĒīĆņŚÉ ņØśĒĢ┤ņä£ ņŗ£ļÅäļÉśņŚłļŗż13). ņŚ░ĻĄ¼ĒīĆņØĆ 22MnB5 ņåīņ×¼ņŚÉ ļīĆĒĢ┤ ņŚ░ĻĄ¼ĒĢśņśĆļŖöļŹ░, ņŗ£ĒÄĖņ£╝ļĪ£ļŖö Ēæ£ļ®┤ņØ┤ Al-SiļĪ£ ņĮöĒīģļÉ£ 22MnB5 Ļ░ĢĒīÉņØ┤ ņé¼ņÜ®ļÉśņŚłļŗż. ļŗżņ¢æĒĢ£ ļĀłņØ┤ņĀĆ ļ╣ö ņ¦äļÅÖņłśņŚÉ ļīĆĒĢ┤ņä£ ņÜ®ņ£ĄĒÆĆ ļé┤ņŚÉņä£ ╬▒-ferriteņØś ļ╣äņ£©ņØś ļ│ĆĒÖöļź╝ ņČöņĀü Ļ┤Ćņ░░ĒĢśņśĆļŗż (Fig. 8). Ļ▓░Ļ│╝ņĀüņ£╝ļĪ£ ļĀłņØ┤ņĀĆ ļ╣ö ņ¦äļÅÖņØä Ļ░ĆĒĢ£ Ļ▓ĮņÜ░, ĻĘĖļĀćņ¦Ć ņĢŖņØĆ Ļ▓ĮņÜ░ņŚÉ ļ╣äĒĢ┤ņä£ ╬▒-ferriteņØś ļ╣äņ£©ņØ┤ 47.9% ņŚÉņä£ 2.2%ļĪ£ Ļ░ÉņåīĒĢ©ņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņŚłĻ│Ā, ņ¦äļÅÖņłśļź╝ 0 ņŚÉņä£ļČĆĒä░ 320 HzĻ╣īņ¦Ć ņ”ØļīĆņŗ£Ēé© Ļ▓ĮņÜ░ ņ┤łĻĖ░ņŚÉ ņØĖņןĻ░ĢļÅäĻ░Ć ņ”ØĻ░Ć Ēøä Ļ░ÉņåīĒĢśļŖö Ļ▓ĮĒ¢źņØä ļ│┤ņŚ¼ņŻ╝ņŚłļŗż13). ņØĖņן ņŗ£ĒŚś ņŗ£ņŚÉ ņ┤łĻĖ░ ĒīīĻ┤┤ņØś ņŗ£ņ×æņØĆ ╬▒-ferriteĻ░Ć ļ¬░ļĀż ņ׳ļŖö ņÜ®ņĀæ ļČĆ ņāüņĖĄņ£äņ╣śņŚÉņä£ ņŗ£ņ×æņØ┤ ļÉśņŚłĻ│Ā, ņĀÉņ░© ĒĢśļČĆļ░®Ē¢źņ£╝ļĪ£ ņ¦äĒ¢ēņØ┤ ļÉśņŚłļŗż.
Mohan et al. ņØś ņŚ░ĻĄ¼ļŖö ļĀłņØ┤ņĀĆ ļ╣ö ļ¬©ļōłļĀłņØ┤ņģśņØś ĒÜ©Ļ│╝ļź╝ Ļ░ĆņāüĒÖśĻ▓ĮņŚÉņä£ ņØ┤ĒĢ┤ĒĢ£ ļŗżļźĖ ņé¼ļĪĆļĪ£ ņØśļ»ĖĻ░Ć ņ׳ļŗż. ļĀłņØ┤ņĀĆ ņÜ®ņĀæņŗ£ ņÜ®ņ£ĄĒÆĆņØś ņ£ĀļÅÖņŚÉ ļīĆĒĢ┤ņä£ ņØ┤ĒĢ┤ĒĢśļŖö Ļ▓āņØ┤ ņżæņÜöĒĢśļ®░, ņÜ®ņ£ĄĒÆĆņØś Ēü¼ĻĖ░, ņś©ļÅäņØś ļ│ĆĒÖöļ¤ē ļ░Å ļāēĻ░üņåŹļÅäņŚÉ ļīĆĒĢ£ ņØ┤ĒĢ┤ļź╝ ĒåĄĒĢ┤ņä£ ņÜ®ņ£ĄĒÆĆņØś Ļ▒░ļÅÖņØä ņØ┤ĒĢ┤ĒĢĀ ņłś ņ׳ļŗż11). FEMņØä ĒåĄĒĢ┤ņä£ ņÜ®ņ£ĄĒÆĆņØś Ļ▒░ļÅÖĻ│╝ ņŚ┤ņĀäļŗ¼ ĻĘĖļ”¼Ļ│Ā ņøĆņ¦üņØ┤ļŖö ļĀłņØ┤ņĀĆ ļ╣öņØä ĻĄ¼ņä▒ĒĢśĻ│Ā ņ¦äļÅÖĒĢśļŖö ļĀłņØ┤ņĀĆ ļ╣öĻ│╝ ņ¦äļÅÖĒĢśņ¦Ć ņĢŖļŖö ļĀłņØ┤ņĀĆ ļ╣öņØä Ļ░ĆņāüĒĢśņŚ¼ ņŗ£ļ«¼ļĀłņØ┤ņģś ļ╣äĻĄÉĒĢśņśĆļŗż. ļ¼┤ņ░©ņøÉĻ│äņłśļź╝ ņ¦łļ¤ē ļ░Å ņŚ┤ņ£ĀļÅÖņŚÉ ņĀüņÜ®ĒĢśņŚ¼ņä£ Ēæ£ļ®┤ņןļĀźĻ│╝ ļČĆļĀźņŚÉ ņØśĒĢ£ ņśüĒ¢źņØä ļČäņäØĒĢśņśĆņ£╝ļ®░, ļŗżņ¢æĒĢ£ ļĀłņØ┤ņĀĆ ļ╣ö ņ¦äļÅÖņŻ╝Ēīīņłśļź╝ ņĀüņÜ®ĒĢśņśĆļŗż11).
ļĀłņØ┤ņĀĆ ļ╣öņØś ļ¬©ļōłļĀłņØ┤ņģś ĒÜ©Ļ│╝ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ņ×¼ļŻī Ļ▒░ļÅÖņŚÉ Ļ┤Ćņŗ¼ņØä Ļ░Ćņ¦ä ņŚ░ĻĄ¼ļÅä ļ¦ÄņØ┤ ļ│┤Ļ│Ā ļÉśņŚłļŗż. ĒŖ╣Ē׳ ļÅÖņĀü ļ╣ö ņēÉņØ┤ĒĢæ ĻĖ░ņłĀņØ┤ ņĢīļŻ©ļ»ĖļŖä ņÜ®ņĀæņŚÉņä£ Ļ│Āņś© Ļ▓░ĒĢ©ņØä ļ░®ņ¦Ć ĒĢĀ ņłś ņ׳ļŗżļŖö ņŚ░ĻĄ¼ Ļ▓░Ļ│╝Ļ░Ć ļ│┤Ļ│ĀļÉśĻĖ░ ņŗ£ņ×æĒ¢łļŖöļŹ░, ņØ┤ļŖö ņÖĖļČĆ ņÜ®Ļ░Ćņ×¼ļź╝ Ļ│ĄĻĖēĒĢĀ ĒĢäņÜöĻ░Ć ņŚåņ¢┤ņ¦ĆļŖö ņןņĀÉņØä Ļ░Ćņ¦ĆĻ▓ī ļÉ£ļŗż. ņØ┤ļ¤¼ĒĢ£ ņןņĀÉņ£╝ļĪ£ ņØĖĒĢ┤ņä£ ļ”¼ļ¬©ĒŖĖ ņÜ®ņĀæņØ┤ Ļ░ĆļŖźĒĢ┤ ņ¦ĆĻ▓ī ļÉśņŚłĻ│Ā, ļ│Ąņ×ĪĒĢ£ ņ¦ĆĻĘĖņäżĻ│äļéś ņŻ╝ļ│ĆĻĖ░ĻĖ░ņÖĆņØś Ļ░äņäŁļÅä ņĄ£ņåīĒÖö ĒĢĀ ņłś ņ׳ļŖö ņןņĀÉņØä Ļ░Ćņ¦ĆĻ▓ī ļÉśņŚłļŗż14). Dittrich et al.ņØś ņŚ░ĻĄ¼ņŚÉ ņØśĒĢśļ®┤ Ļ│Āņś©ĻĘĀņŚ┤ņŚÉ ĒŖ╣Ē׳ ņĘ©ņĢĮĒĢ£ ņĢīļŻ© ļ»ĖļŖä 2000Ļ│äņŚ┤Ļ│╝ 7000Ļ│äņŚ┤ņØś ņÜ®ņĀæņŚÉ DBS ĻĖ░ņłĀņØä ņØ┤ ņÜ®ĒĢśņśĆļŗż. Ļ▓░Ļ│╝ņŚÉ ļö░ļź┤ļ®┤ ņÜ®ņĀæ Ēøä ļāēĻ░ü Ļ│ĄņĀĢ ņżæ ņś©ļÅäĻĄ¼ļ░░ņØś ļ│ĆĒÖöļĪ£ ņØĖĒĢ┤ņä£ Ļ│Āņś©ĻĘĀņŚ┤ņØ┤ Ļ░ÉņåīĒĢśņśĆņ£╝ļ®░, ņÜ®ņ£ĄĒÆĆ ņŻ╝ņ£äņŚÉ Ļ│äņåŹņĀüņØĖ ņ×ģņŚ┤ņØä ĒåĄĒĢ┤ņä£ Ļ│Āņś©ĻĘĀņŚ┤ņØä ņØ╝ņ£╝ĒéżļŖö ņś©ļÅä ņĪ░Ļ▒┤Ļ│╝ Ļ┤ĆļĀ©ļÉ£ ņØæļĀźņØä ņĀ£Ļ▒░ĒĢĀ ņłś ņ׳ņØīņØ┤ ĒÖĢņØĖļÉśņŚłļŗż14).
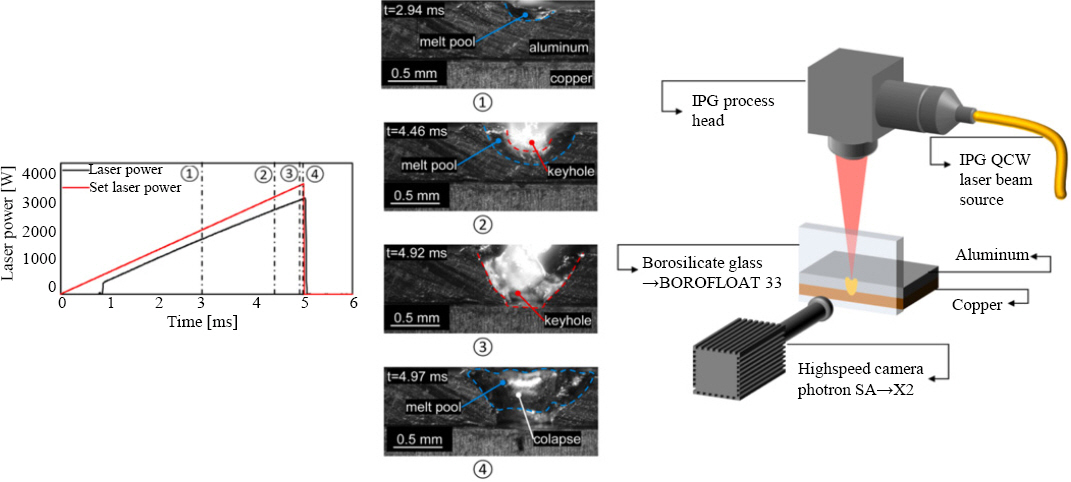
ļĀłņØ┤ņĀĆ ļ╣öņØä ļé┤ņÖĖļČĆņŚÉņä£ ņÜ┤ņÜ®ĒĢśļŖö ĻĖ░ņłĀļĪ£ ņĀäĻĖ░ņ×ÉļÅÖņ░© ļČĆĒÆł ņÜ®ņĀæņŚÉ ļŗ╣ļ®┤ĒĢ£ ļ¼ĖņĀ£ļōżņØä ĒĢ┤Ļ▓░ĒĢśĻ│Āņ×É ĒĢśļŖö ņŚ░ĻĄ¼ Ļ▓░Ļ│╝Ļ░Ć ļ│┤Ļ│ĀļÉśņŚłļŗż10-15). Seibold et al. ņŚ░ĻĄ¼ĒīĆņØĆ ĻĄ¼ļ”¼ņÖĆ ņĢīļŻ©ļ»ĖļŖä ņåīņ×¼ Ļ┤ĆļĀ©ĒĢśņŚ¼ ĒÄäņŖż ņÜ®ņĀæ ņŗ£Ļ░äņØś ņØśņĪ┤ņä▒ņŚÉ ļīĆĒĢ┤ ņŚ░ĻĄ¼ĒĢśņśĆļŗż. ĒŖ╣Ē׳ ņÖĖļČĆ ņĀ£ņ¢┤ņןņ╣śņÖĆ ĒżĒåĀļŗżņØ┤ņśżļō£ļź╝ ņé¼ņÜ®ĒĢśņŚ¼ņä£ ņÜ®ņĀæņŗ£ ļ░£ņāØĒĢśļŖö ļ╣ø ņŚÉļäłņ¦Ćļź╝ ņŗĀĒśĖĒÖöĒĢśņŚ¼ ņŗżņŗ£Ļ░äņ£╝ļĪ£ ļĀłņØ┤ņĀĆ ļ╣ö ņÜ®ņĀæĻ│ĄņĀĢņØä ņĀ£ņ¢┤ĒĢśņśĆļŗż(Fig. 9). ņÜ®ņĀæĻ│ĄņĀĢ ņżæ ļ░®ņé¼ļÉśļŖö ņŚÉļäłņ¦Ćļź╝ ļ¬©ļŗłĒä░ļ¦üĒĢśĻ│Ā ļČäņäØĒĢ©ņ£╝ļĪ£ņŹ© ĒĢśļČĆ ņÜ®ņĀæļČĆņØś ņĄ£ļīĆ ņÜ®ņ×ģļ¤ē ņŗ£ņĀÉņØä ņĢī ņłś ņ׳ņ£╝ļ®░, ņĀ£ņ¢┤ļź╝ ĒåĄĒĢ┤ņä£ ņŗżņŗ£Ļ░äņ£╝ļĪ£ ņÜ®ņĀæ ņŗ£Ļ░äņØä Ļ▓░ņĀĢĒĢĀ ņłś ņ׳ņŚłļŗż15). ĒÄäņŖżņĀ£ņ¢┤ ņŗ£Ļ░äņØĆ ņĢĮ 500~800 ┬ĄsņØ┤ļ®░ ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ļÅä ļ¦ÄņØ┤ Ļ░£ņäĀļÉśņŚłļŗż.
2.4 ļĀłņØ┤ņĀĆ ņÜ®ņĀæ ĒÆłņ¦ł ļ¬©ļŗłĒä░ļ¦ü ļ░Å ļŗżņ¢æĒĢ£ ņŚ░ĻĄ¼ļÅÖĒ¢ź
ņĄ£ĻĘ╝ ņØĖĻ│Ąņ¦ĆļŖźņØä ņØ┤ņÜ®ĒĢ£ Ļ│ĄĒĢÖņĀü ņé░ņŚģņĀü ņØ┤ņÜ®ņé¼ļĪĆĻ░Ć ĻĖēņ”ØĒĢśļ®┤ņä£, ļĀłņØ┤ņĀĆ ņÜ®ņĀæ ĒÆłņ¦ł ļ¬©ļŗłĒä░ļ¦üņŚÉļÅä ļöźļ¤¼ļŗØ ĻĖ░ņłĀņØä ņØ┤ņÜ®ĒĢśļŖö ņé¼ļĪĆĻ░Ć ļ¦ÄņĢäņ¦ĆĻ│Ā ņ׳ļŗż. Walther et al. ņØĆ Ļ│ĀĒĢ®ĻĖłĻ░Ģ ņÜ®ņĀæņŗ£ ņØĖĻ│Ąņ¦ĆļŖź ĻĖ░ļ▓ĢņØä ņØ┤ņÜ®ĒĢśņŚ¼ ņÜ®ņĀæ ļČĆņ£ä Ļ▓░ĒĢ©ņØä ĒāÉņ¦ĆĒĢśļŖö ĻĖ░ņłĀņØä ņåīĻ░£ĒĢśņśĆļŗż (Fig. 10). ņØ┤ ņĀäņŚÉļÅä ņ£Āņé¼ĒĢ£ ņŚ░ĻĄ¼Ļ░Ć ļ¦ÄņØ┤ ņŗ£Ē¢ēļÉśņŚłņ¦Ćļ¦ī ļŗ©Ļ░ĆĻ░Ć ļ╣äņŗĖĻ│Ā ņłśļ░śļÉśļŖö ņ¦ĆĻĘĖĻ░Ć ļ│Ąņ×ĪĒĢśņśĆņ£╝ļ®░ ļĪ£ļ┤ćņŗ£ņŖżĒģ£Ļ│╝ ņŚ░ļÅÖĒĢśļŖö ļŹ░ ņ¢┤ļĀżņøĆņØ┤ ļ│┤Ļ│ĀļÉśņŚłļŗż. Walther ņŚ░ĻĄ¼ņ¦äņØĆ ļ¼┤ņ¦ĆĻĘĖ (Jigless) ņÜ®ņĀæņØä ņŚ░ĻĄ¼ĒĢ£ Ļ▓░Ļ│╝ļź╝ ļ│┤Ļ│ĀĒĢśņśĆļŖöļŹ░16), ņÜ®ņĀæ ļČĆņØś ļČłņŚ░ņåŹņäĀņØä ļĀłņØ┤ņĀĆņÖĆ ņ╣┤ļ®öļØ╝ļĪ£ ņČöņĀüĒĢśņŚ¼ņä£ ņĢĮ 97.4%ņØś ļåÆņØĆ ņĀĢĒÖĢļÅäļĪ£ 0.02 mm ņØ┤ļé┤ņØś ņÜ®ņĀæņäĀ ļČłņŚ░ņåŹņØä Ļ░Éņ¦ĆĒĢśļŖö ĻĖ░ņłĀņØä ņåīĻ░£ĒĢśņśĆļŗż.
Ļ┤æĒĢÖĻ░Éņ¦Ć ņĖĪņĀĢņŗ£ņŖżĒģ£(Optical and tactile measurements)ņØä ņØ┤ņÜ®ĒĢ┤ņä£ ņÜ®ņĀæņŗ¼ ļČłņŚ░ņåŹ ņäĀņŚÉņä£ ļ¦ÄņØĆ Ļ░Łņ£╝ļĪ£ ņØĖĒĢ┤ņä£ ņÜ®ņĀæļČłļ¤ēņØ┤ ņØ╝ņ¢┤ļéśļŖö Ļ▓āņØä Ļ░Éņ¦ĆĒĢśņŚ¼ ņĄ£ļīĆ ĒŚłņÜ® Ļ░Łļ¤ēņØä ņśłņĖĪĒĢĀ ņłś ņ׳ļŖö ņŗ£ņŖżĒģ£ņØä Ļ░£ļ░£ĒĢśņśĆļŗż. ņØ┤ļ¤¼ĒĢ£ Ļ▓░Ļ│╝ļŖö ļČłņŚ░ņåŹļ®┤ņŚÉņä£ ļ░£ņāØĒĢśļŖö ņŗĀĒśĖ ĻĖēĻ░ÉņØä ņØĖĻ│Ą ņ¦ĆļŖź ĻĖ░ļ░ś ņĢīĻ│Āļ”¼ņ”śņŚÉņä£ Ļ░Éņ¦ĆĒĢśļŖö ĒśĢņŗØņØĖļŹ░, ĒÅēĻĘĀ 97.4%ņØś ņĀĢĒÖĢļÅäļź╝ ļ│┤ņśĆļŗż. ņØ┤ļ¤¼ĒĢ£ ĻĖ░ņłĀņØä ņŚŁņØ┤ņÜ®ĒĢśĻ▓ī ļÉśļ®┤ ņÜ®ņĀæļČĆņØś Ļ░ŁņØä ņśłņĖĪĒĢśĻ│Ā ņĄ£ņåīĒÖöĒĢĀ ņłś ņ׳ļŖö ĻĖ░ņłĀņØ┤ ĒÖĢļ│┤ļÉśņ¢┤ņä£ ņÜ®ņĀæ ļČłļ¤ēņØä ņé¼ņĀäņŚÉ ļ░®ņ¦ĆĒĢĀ ņłś ņ׳ļŖö ņŗ£ņŖżĒģ£ ĻĄ¼ņä▒ņØ┤ Ļ░ĆļŖźĒĢ┤ņ¦ł Ļ▓āņ£╝ļĪ£ ļ│┤ņØĖļŗż16).
OCT(Optical Coherence Tomography)ļź╝ ĒÖ£ņÜ®ĒĢ£ ņÜ®ņĀæļČĆ ļČłļ¤ēĻ░Éņ¦ĆļŖö ņĄ£ĻĘ╝ņŚÉ ĒÖ£ļ░£ĒĢśĻ▓ī ņŚ░ĻĄ¼ļÉśņ¢┤ ņÖöļŗż. OCTļŖö ņøÉļל ņāØļ¬ģĻ│ĄĒĢÖņŚÉņä£ ņĢäņŻ╝ ņ¢ĢņØĆ Ēæ£ļ®┤ņØä Ļ┤Ćņ░░ĒĢśĻĖ░ ņ£äĒĢ┤ņä£ Ļ░£ļ░£ļÉ£ 3ņ░©ņøÉ Ļ┤æĒĢÖĻ┤ĆņĖĪ ĻĖ░ņłĀņØĖļŹ░, ņĄ£ĻĘ╝ ĻĖ░ņłĀņØ┤ ļ░£ņĀäĒĢśļ®┤ņä£ ņé░ņŚģ ļČäņĢ╝ņŚÉļÅä ļŗ©Ļ│äņĀüņ£╝ļĪ£ ņĀüņÜ®ņØ┤ ļÉśĻ│Ā ņ׳ļŗż. Werner et al. ņŚ░ĻĄ¼ĒīĆņØĆ OCT ĻĖ░ņłĀņØä ņøÉĻ▓® ļĀłņØ┤ņĀĆ ņÜ®ņĀæņŚÉ ņé¼ņÜ®ĒĢśņśĆņ£╝ļ®░, Ļ▓░Ļ│╝ņĀüņ£╝ļĪ£ ņØ┤ļ¤¼ĒĢ£ ĻĖ░ņłĀņØ┤ ņÜ®ņ£ĄļČĆņØś Ļ▒░ļÅÖņØä ĒÖĢņØĖĒĢśļŖö ļŹ░ ņØ┤ņÜ®ĒĢĀ ņłś ņ׳ņŚłļŗż. ĒŖ╣Ē׳ ĻĖ░ļ░ĆņØ┤ ņÜöĻĄ¼ļÉśļŖö ņÜ®ņĀæņØ┤ļéś ļåÆņØĆ ņÜ®ņĀæ ņŗĀļó░ļÅäĻ░Ć ņÜöĻĄ¼ļÉśļŖö ņØæņÜ® ļČäņĢ╝ņŚÉ ļ¦ÄņØ┤ ņĀüņÜ®ļÉĀ Ļ▓āņ£╝ļĪ£ ĻĖ░ļīĆĻ░Ć ļÉśļ®░ ĒéżĒÖĆ Ļ▒░ļÅÖņØ┤ļéś ņĢłņĀĢņä▒ņØä ņŚ░ĻĄ¼ĒĢśļŖö ļŹ░ ļ¦ÄņØĆ ļÅäņøĆņØ┤ ļÉĀ Ļ▓āņ£╝ļĪ£ ĻĖ░ļīĆĻ░Ć ļÉ£ļŗż17).
Ļ│ĀņĀäņĀüņØĖ ļĀłņØ┤ņĀĆ ļ╣ö ļ¬©ļōłļĀłņØ┤ņģś ĻĖ░ļ▓Ģņ£╝ļĪ£ ņŖżņ║Éļäłļéś ļ░śņé¼Ļ▒░ņÜĖņØä ņØ┤ņÜ®ĒĢśļŖö ļ░®ļ▓ĢņØ┤ ņé¼ņÜ®ļÉÉļŗż. Ļ┤Ćņä▒ņ£╝ļĪ£ ņØĖĒĢ┤ņä£ ĻĘĖ ņåŹļÅäļŖö ņĀ£ĒĢ£ņĀüņØ┤ĻĖ░ļŖö ĒĢśņ¦Ćļ¦ī, Ļ┤æĒĢÖņĀü ņĀ£ņ¢┤ļ░®ļ▓ĢņŚÉ ļ╣äĒĢ┤ņä£ ĻĄ¼ņĪ░Ļ░Ć Ļ░äļŗ©ĒĢśĻ│Ā Ļ│ĀņČ£ļĀźņØś ļ╣öņØä ņĀ£ņ¢┤ĒĢĀ ņłś ņ׳ļŖö ņןņĀÉņØ┤ ņ׳ļŗż16). Mi et al. ņŚ░ĻĄ¼ņŚÉ ļö░ļź┤ļ®┤ Ti64 ņåīņ×¼ļź╝ ņÜ®ņĀæĒĢśļŖöļŹ░, ņĀæņØ┤ņŗØ Ļ▒░ņÜĖņØ┤ ĒÜ©Ļ│╝ņĀüņ£╝ļĪ£ ņé¼ņÜ®ļÉśņŚłņØīņØ┤ ļ│┤Ļ│ĀļÉśņŚłļŗż. ņŻ╝ļĪ£ ņĀäļÅä ņÜ®ņĀæ(Conduction mode welding)ņŚÉ ņØæņÜ®ņØ┤ ļÉśņŚłļŖöļŹ░, ņÜ®ņ£ĄĒÆĆņØ┤ ņóüĻ│Ā ĻĖ┤ ĒśĢĒā£ņØś ņÜ®ņĀæņØ┤ļéś ĻĘĖ ļ░śļīĆņØś ĒśĢĒā£ļĪ£ ņ×Éņ£ĀļĪŁĻ▓ī ļ¬©ļōłļĀłņØ┤ņģśņØ┤ Ļ░ĆļŖźĒĢśĻ│Ā ņłś kWņØś Ļ│ĀņČ£ļĀź ļĀłņØ┤ņĀĆ ļ╣öņØä ņ×Éņ£ĀļĪŁĻ▓ī ņĀ£ņ¢┤ ĒĢĀ ņłś ņ׳ļŖö ņןņĀÉņØ┤ ņ׳ļŗż. ļśÉĒĢ£, ĒÜĪļŗ©ļ®┤ ļ░®Ē¢źņØ┤ļéś ņóģļŗ©ļ®┤ ļ░®Ē¢źņ£╝ļĪ£ņØś ņĀäĒÖśļÅä ņēĮņ¦Ćļ¦ī ņåŹļÅäņØś ĒĢ£Ļ│äĻ░Ć 10 msļĪ£ ņØ╝ļ░ś Ļ┤æĒĢÖ ļ░®ņŗØņØ┤ļéś ļÅÖņĀü ļ╣ö ļ¬©ļōłļĀłņØ┤ņģś ĻĖ░ļ▓ĢņŚÉ ļ╣äĒĢ┤ ļ░śņØæņåŹļÅäĻ░Ć ĒśäņĀĆĒ׳ ļ¢©ņ¢┤ņ¦ĆļŖö ļŗ©ņĀÉņØ┤ ņ׳ļŗż18).
ņĀäĒåĄņĀüņØĖ Ēö╝ļō£ļ░▒ņĀ£ņ¢┤ļź╝ ĒÜ©Ļ│╝ņĀüņ£╝ļĪ£ ņĀüņÜ®ĒĢśņŚ¼ļÅä ņØ╝ņĀĢ ņłśņżĆņØś ņÜ®ņĀæ ĒÆłņ¦ł ņāüņŖ╣ ĒÜ©Ļ│╝ļź╝ Ļ▒░ļæś ņłś ņ׳ļŗż. ļīĆĒæ£ņĀüņØĖ ļ░®ļ▓ĢņØ┤ ņŻ╝Ēīīņłś ļČäņäØ(Frequency analysis)ņØĖļŹ░, ņÜ®ņĀæ ņŗ£ ļ░£ņāØĒĢśļŖö ļŗżņ¢æĒĢ£ ĒśĢĒā£ņØś ļ░®ņé¼ ņŗĀĒśĖļź╝ ņØ┤ņÜ®ĒĢśļ®┤ ņÜ®ņ×ģ Ļ╣ŖņØ┤ļéś ņÜ®ņĀæļČĆņØś Ļ▒░ļÅÖņØä Ļ░äņĀæņĀüņ£╝ļĪ£ ĒÖĢņØĖĒĢĀ ņłśĻ░Ć ņ׳ļŗż 19,20). ņØ┤ļ¤¼ĒĢ£ Ļ▓░Ļ│╝ļŖö ņłśņ╣śĒĢ┤ņäØņØä ņØ┤ņÜ®ĒĢ£ ļĀłņØ┤ņĀĆļ╣öņØś Ļ▒░ļÅÖĻ│╝ ļ╣äĻĄÉĒĢ©ņ£╝ļĪ£ņŹ© ņÜ®ņĀæļČĆņØś ĒśäņāüņØä Ļ░äņĀæņĀüņ£╝ļĪ£ ņ£ĀņČö ĒĢĀ ņłś ņ׳Ļ│Ā, ņÜ®ņ×ģ Ļ╣ŖņØ┤ļéś ņś©ļÅä ļ░Å ņŚ┤ņ£ĀļÅÖ ļō▒ ļŗżņ¢æĒĢ£ ĒśäņāüļōżņØä ņØ┤ĒĢ┤ĒĢĀ ņłś ņ׳ļŗż.
ļĀłņØ┤ņĀĆ ļ╣öņØś ņĄ£ļīĆ ņןņĀÉ ņżæņØś ĒĢśļéśļŖö ņ¦æņżæļÅä(Focusibility) ņØ┤ņ¦Ćļ¦ī ņØæņÜ® ļČäņĢ╝ņŚÉ ļö░ļØ╝ņä£ļŖö ļĀłņØ┤ņĀĆ ļ╣öņØä ļČäņé░ņŗ£ĒéżļŖö ĻĖ░ņłĀļÅä ĒĢäņÜöĒĢśļŗż. ĒŖ╣Ē׳ ĻĖłņåŹĒīīņÜ░ļŹöņ▓śļ¤╝ ņ×ģņ×ÉĻ░Ć ņ×æĻ│Ā ĻĖ░Ļ│ĄņØ┤ ļ¦ÄņØĆ ņĀ£ĒÆłņØś Ļ▓ĮņÜ░ņŚÉļŖö ļĀłņØ┤ņĀĆ ļ╣öņØä ļ¬©ļōłļĀłņØ┤ņģś ņŗ£ņ╝£ņä£ ļäōņØĆ ĒśĢĒā£ļĪ£ ņĪ░ņé¼ĒĢśļŖö Ļ▓āļÅä ĒĢäņÜöĒĢśļŗż21). Bahador et al. ļŖö ĒāĆņØ┤ĒāĆļŖä ĒĢ®ĻĖłņØä ĻĖ░ļ│Ėņ£╝ļĪ£ ĒĢśļŖö ĒśĢņāüĻĖ░ņ¢ĄĒĢ® ĻĖłņØä ĒīīņÜ░ļŹöļĪ£ ļĀłņØ┤ņĀĆļĪ£ ņåīĻ▓░ĒĢśļŖö Ļ│ĄņĀĢņØä ņåīĻ░£ĒĢśņśĆļŗż 21). ĒåĄņāüņĀüņØĖ Ļ░ĆĻ│Ą ļ░®ļ▓Ģņ£╝ļĪ£ļŖö ļģĖ(furnace) ļéś ļ¦łņØ┤Ēü¼ļĪ£Ēīī Ļ│ĄņĀĢņØä ĒåĄĒĢ┤ņä£ Ļ░ĆĻ│Ą ĒĢśņ¦Ćļ¦ī ļĀłņØ┤ņĀĆ ņåīĻ▓░ĻĖ░ļ▓ĢļÅä ņĀüņÜ®ņØ┤ Ļ░ĆļŖźĒĢ©ņØä ļ│┤ņŚ¼ņŻ╝ņŚłļŗż. Ti-Nb ņÖĆ Ti-Ta ņåīĻ▓░ņØś Ļ▓ĮņÜ░ ļ¦łņØ┤Ēü¼ļĪ£ĒīīļĪ£ ņåīĻ▓░ĒĢśļŖö Ļ▓āļ│┤ļŗż ņÜ░ņłśĒĢ£ ņÜ®ņĀæņä▒ņØä ļ│┤ņŚ¼ņŻ╝ņŚłņ£╝ļ®░, ņÜ®ņĀæļČĆņØś ĒÆłņ¦łļÅä ņóŗņĢśļŗż.
ņĀæĒĢ®ņØä ņ£äĒĢ£ ņ£ĀņŚ░ĒĢ£ ļĀłņØ┤ņĀĆ Ēæ£ļ®┤ ņĀäņ▓śļ”¼ļŖö ļĀłņØ┤ņĀĆ ĻĖ░ņłĀņØä ņé¼ņÜ®ĒĢśņŚ¼ ņåīņ×¼ļź╝ ņĀæĒĢ®ĒĢśĻĖ░ ņĀäņŚÉ Ēæ£ļ®┤ņØä ņäĖņĀĢĻ│ĄņĀĢņØ┤ļŗż. ņØ┤ļ¤¼ĒĢ£ ņäĖņĀĢĻ│ĄņĀĢņØä ĒåĄĒĢ┤ņä£ ņ×¼ļŻīĒæ£ļ®┤ņŚÉņä£ņØś ņśżņŚ╝ ļ¼╝ņ¦łņØ┤ļéś ņé░ĒÖöļ¼╝ ņĀ£Ļ▒░ļŖö ļĀłņØ┤ņĀĆ ņÜ®ņĀæļČĆņØś ĒÆłņ¦łņØä ļåÆņØ╝ ņłś ņ׳ļŗż22). ĒåĄņāüņĀüņ£╝ļĪ£ ņåöļ▓żĒŖĖ ņäĖņ▓Ö, ņ┤łņØīĒīī ņäĖņ▓Ö ļśÉļŖö ņŚ░ļ¦ł ņäĖņ▓ÖĻ│╝ Ļ░ÖņØĆ ņäĖņ▓Ö ļ░®ļ▓ĢņØä ĒåĄĒĢ┤ ņłśĒ¢ēĒĢśļŖöļŹ░, ņØ╝ļČĆļŖö ļĀłņØ┤ņĀĆ ņŚ┤ņØä ņØ┤ņÜ®ĒĢśņŚ¼ Ēæ£ļ®┤ņ▓śļ”¼ļź╝ Ē¢ēĒĢśļŖö ļĢīļÅä ņ׳ļŗż. ļĀłņØ┤ņĀĆļŖö Ēæ£ļ®┤ņĖĄ ņĀ£Ļ▒░, ļ»ĖņäĖ ĻĄ¼ņĪ░ ņāØņä▒, ņÜ®ņ£Ą ļśÉļŖö ļ”¼ĒöīļĪ£ņÜ░(Reflow) ņ£ĀļÅä, ĒŖ╣ņĀĢ Ēæ£ļ®┤ ĒÖöĒĢÖ ņāØņä▒ņŚÉ ņé¼ņÜ® ĒĢĀ ņłś ņ׳ņ£╝ļ®░ ņČ£ļĀź, Ļ░ĢļÅä, Ēīīņן ļō▒ ļĀłņØ┤ņĀĆ ĒīīļØ╝ļ»ĖĒä░ņØś ņäĀĒāØņØĆ ņ×¼ļŻī ņ£ĀĒśĢĻ│╝ ņøÉĒĢśļŖö Ēæ£ļ®┤ņŚÉ ļö░ļØ╝ ļŗ¼ļØ╝ņ¦äļŗż.
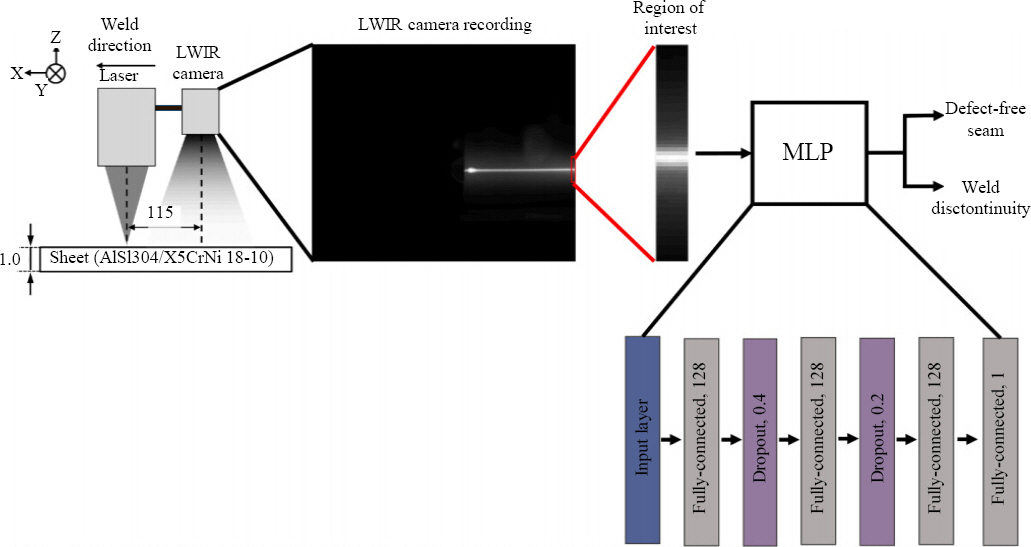
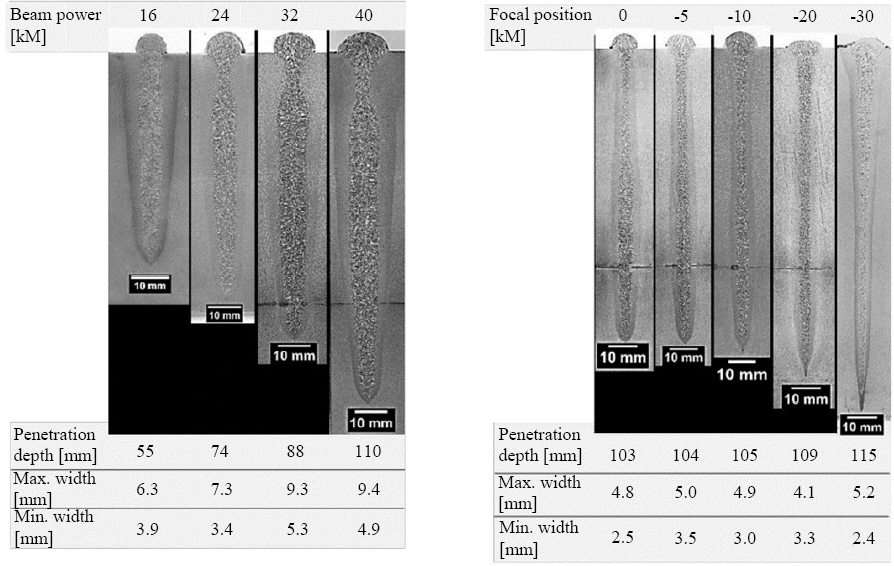
ļĀłņØ┤ņĀĆ ņÜ®ņĀæņä▒ Ļ░£ņäĀņØä ņ£äĒĢ┤ņä£ ņ¦äĻ│ĄņŚÉņä£ ņÜ®ņĀæĒĢśļŖö ņŚ░ĻĄ¼Ļ░Ć ļ│┤Ļ│ĀļÉśĻ│Ā ņ׳ļŗż23-25). ĒøäĒīÉņÜ®ņĀæņØś Ļ▓ĮņÜ░ ņŻ╝ļĪ£ GMAW (Gas Metal Arc Welding)ņØ┤ļéś SAW(Submerged Arc Welding)ņØä ņżæņŗ¼ņ£╝ļĪ£ ņĀüņÜ®ņØ┤ ļÉśņ¢┤ ņÖöņ£╝ļéś, ņĀĆņ¦äĻ│Ą ĒÖśĻ▓ĮĒĢśņŚÉņä£ ļĀłņØ┤ņĀĆ ņÜ®ņĀæņØä ņłśĒ¢ēņŗ£ ĒøäĒīÉ ņÜ®ņĀæņŚÉ ņāüļŗ╣ĒĢ£ ņןņĀÉņØ┤ ņ׳ļŖö Ļ▓āņ£╝ļĪ£ ļ│┤Ļ│ĀļÉśņŚłļŗż23). ņ¦äĻ│ĄĒĢśņŚÉņä£ ņÜ®ņĀæĒĢ£ ņé¼ļĪĆļŖö 40 kWņØś ņČ£ļĀźņ£╝ļĪ£ ņĄ£ļīĆ 115 mmĻ╣īņ¦Ć ļŗ©ņØ╝ ņÜ®ņĀæĻĄ¼Ļ░äņ£╝ļĪ£ ņĀüņÜ®ĒĢ£ ņŚ░ĻĄ¼Ļ░Ć ļ│┤Ļ│Ā ļÉśņŚłļŗż(Fig. 11).
ņÜ®ņĀæ ĒÆłņ¦łĒ¢źņāüņØĆ ņÜ®ņĀæĒøä ņŚ┤ņ▓śļ”¼(Post Weld Heat Treatment)ļź╝ ĒåĄĒĢ┤ņä£ļÅä ņāüļŗ╣ ļČĆļČä ĒÜ©Ļ│╝ļź╝ Ļ▒░ļæś ņłśĻ░Ć ņ׳ļŗż25). Zhao et al.ņØĆ ņøÉņ×ÉļĀź ļ░£ņĀäņåī ņåīņ×¼ļĪ£ ņé¼ņÜ®ļÉś ļŖö ņØ┤ņóģ ņåīņ×¼ ņÜ®ņĀæ ĒøäņŚÉ PWHTļź╝ ņĀüņÜ®ĒĢ©ņ£╝ļĪ£ņä£ ĻĖ░Ļ│ä ņĀü ņä▒ņ¦ł Ē¢źņāü ļ░Å ļČĆņŗØņŚÉ ļīĆĒĢ£ ņĀĆĒĢŁļÅäĻ░Ć ņ”ØĻ░ĆĒĢ©ņØä ĒÖĢņØĖ ĒĢśņśĆļŗż. ļśÉĒĢ£ ļé┤ļČĆ ņ×öļźśņØæļĀźļÅä ņĀ£Ļ▒░ļÉśĻ│Ā ņåīņ×¼ņØś ņØĖņä▒ (Ductility) ņ”ØĻ░ĆņÖĆ ņĘ©ņä▒Ļ░ÉņåīļĪ£ ņĀäļ░śņĀüņ£╝ļĪ£ ņÜ░ņłśĒĢ£ ĻĖ░ Ļ│äņĀü Ļ░ĢļÅäļź╝ Ļ░Ćņ¦ĆĻ▓ī ļÉśņŚłļŗż25).
3. Ļ▓░ļĪĀ ļ░Å Ļ│Āņ░░
ļ│Ė ļģ╝ļ¼ĖņŚÉņä£ļŖö ņĀäļÅÖĒÖö ĒīīņøīĒŖĖļĀłņØĖ ļČĆĒÆłļōżņØś ņÜ®ņĀæ ļé£ĒĢ┤ņä▒ņØä ĒĢ┤Ļ▓░ĒĢśĻĖ░ ņ£äĒĢ┤ ļĀłņØ┤ņĀĆ ļ╣öņØä ņØ┤ņÜ®ĒĢ£ ļŗżņ¢æĒĢ£ ĻĖ░ļ▓ĢņØś ņŚ░ĻĄ¼Ļ▓░Ļ│╝ļź╝ ņĀĢļ”¼ĒĢśņśĆļŗż. ņĢīļŻ©ļ»ĖļŖäĻ│╝ ĻĄ¼ļ”¼ļź╝ ĻĖ░ļ░śņ£╝ļĪ£ ĒĢśļŖö ņåīņ×¼ļź╝ ļÅÖņóģ ņÜ®ņĀæĒĢśĻ▒░ļéś ņØ┤ņóģ ņÜ®ņĀæ ļĢīņŚÉ ļ░£ņāØ ĒĢśļŖö ņŚ¼ļ¤¼ Ļ░Ćņ¦Ć ĻĖłņåŹ ņ£ĀļÅÖĒĢÖņĀüņØĖ ļ¼ĖņĀ£ļōżņØä ĒĢ┤Ļ▓░ĒĢśĻĖ░ ņ£äĒĢ£ ļĀłņØ┤ņĀĆ ļ╣ö ļ¬©ļōłļĀłņØ┤ņģś, ņČ£ļĀźņĀ£ņ¢┤, ļ╣ö ņĀ£ņ¢┤ ļ░Å Ļ│ĄņĀĢ ļ¬©ļŗłĒä░ļ¦üņŚÉ ļīĆĒĢ£ Ļ┤æļ▓öņ£äĒĢ£ ņŚ░ĻĄ¼ Ļ▓░Ļ│╝ļź╝ ņåīĻ░£ĒĢśņśĆļŗż. ļĀłļō£ Ļ░Ćņŗ£Ļ┤æ ņśüņŚŁ ļ░Å ĻĘ╝ņĀüņÖĖņäĀ ņśüņŚŁņØś ļĀłņØ┤ņĀĆļ╣öņØĆ ĻĄ¼ļ”¼ ĒĢ®ĻĖłņŚÉ ņ׳ņ¢┤ņä£ ĒØĪņłśļÅäĻ░Ć ļ¦żņÜ░ ļé«ņĢäņä£ ņŗĀļó░ļÅä ļåÆņØĆ ņÜ®ņĀæ Ļ▓░Ļ│╝ļź╝ ņ¢╗ĻĖ░Ļ░Ć ņ¢┤ļĀżņÜ┤ ļ░śļ®┤, ĻĘĖļ”░ ņśüņŚŁņØ┤ļéś ļĖöļŻ© ņśüņŚŁņØś ļĀłņØ┤ņĀĆļŖö ĒØĪņłśļÅäĻ░Ć ļ¦żņÜ░ ļåÆņØĆ ņןņĀÉņØ┤ ņ׳ļŗż. ĒĢśņ¦Ćļ¦ī, ņé░ņŚģņÜ®ņ£╝ļĪ£ ņĀüņÜ®ĒĢśĻĖ░ņŚÉļŖö ņŚ¼ņĀäĒ׳ ļåÆņØĆ Ļ░ĆĻ▓®ņןļ▓ĮĻ│╝ ļŹöļČłņ¢┤ ņŗĀļó░ļÅä Ļ▓Ćņ”ØņØ┤ ņłÖņĀ£ļĪ£ ļé©ņĢä ņ׳ļŗż. ĒÄäņŖżļĀłņØ┤ņĀĆņÖĆ ņŚ░ņåŹĒīī ļĀłņØ┤ņĀĆļź╝ Ēś╝ņÜ®ĒĢśņŚ¼ņä£ ņÜ®ņ£ĄĒÆĆņØä ņĄ£ņĀüņĀ£ņ¢┤ĒĢśļ®┤ Ļ╣ŖņØĆ ņÜ®ņ×ģĻ│╝ ļŹöļČłņ¢┤ ņÜ®ņ£ĄĒÆĆņØä ņĢłņĀĢĒÖöĒĢĀ ņłś ņ׳ņ£╝ļ®░, ļÅÖņČĢ ĒśĢĒā£ņØś ļé┤ņÖĖļČĆ ļ╣öņØä ĻĄ¼ņä▒ĒĢśņŚ¼ Ļ░ĆņÜ░ņŗ£ņĢł ĒśĢĒā£ļĪ£ Ļ╣ŖņØĆ ņÜ®ņ×ģĻ│╝ ļ¦ü ĒśĢĒā£ņØś Ļ┤æļ▓öņ£äĒĢ£ ņĪ░ņé¼ļĪ£ ņÜ®ņĀæļČĆņØś ļåÆņØĆ ĻĖ░Ļ│äņĀü ņŗĀļó░ņä▒ņØä Ļ░Ćņ¦ł ņłśĻ░Ć ņ׳ļŗż. ņØ┤ļ¤¼ĒĢ£ ĒśĢĒā£ņØś ļ╣ö ļ¬©ļōłļĀłņØ┤ņģśņØś ĒĢĄņŗ¼ņØĆ ļ¦üĻ│╝ ņĮöņ¢┤ņØś ņČ£ļĀź ļČäĻĖ░ļ╣äņ£©ņØ┤ļ®░, ņĄ£ņĀüņØś Ļ▓░Ļ│╝ļŖö 1:1.3ņØ┤ļéś 1:1.7 ņØ┤ņŚłņØä ļĢī ņÜ░ņłśĒĢ£ ĒÆłņ¦łņØä ņ¢╗ļŖö Ļ▓āņ£╝ļĪ£ ļ│┤Ļ│ĀļÉśņŚłļŗż.
ĻĄ¼ļ”¼ņÖĆ ņØ┤ņóģņåīņ×¼ļź╝ ņÜ®ņĀæĒĢĀ ļĢīņŚÉļŖö ĻĄ¼ļ”¼ļ│┤ļŗż ĒØĪņłśļÅäĻ░Ć ņóŗņØĆ ņåīņ×¼ļź╝ ņāüļČĆņŚÉ ļ░░ņ╣śĒĢśļŖö Ļ▓āņØ┤ ļ╣ö ĒØĪņłśņŚÉ ļÅäņøĆņØ┤ ļÉśņ¦Ćļ¦ī, ņŖżĒī©Ēä░Ļ░Ć Ļ│╝ļŗżĒĢśĻ▓ī ļ░£ņāØĒĢśĻ│Ā ĻĘĀņØ╝ĒĢ£ ņÜ®ņĀæ ĒÆłņ¦łņØä ņ¢╗ĻĖ░Ļ░Ć ņ¢┤ļĀżņÜ┤ Ļ▓ĮņÜ░, ĻĄ¼ļ”¼ļź╝ ņāüļ®┤ņŚÉ ļ░░ņ╣śĒĢśļŖö ļ░®ļ▓ĢņØ┤ ņĀ£ņŗ£ļÉśņŚłļŗż. ņČ£ļĀźņØä ļåÆņŚ¼ņĢ╝ ĒĢśļŖö ļŗ©ņĀÉņØ┤ ņ׳ņ£╝ļéś ņÜ®ņ£ĄĒÆĆņØ┤ ņĢłņĀĢĒÖöļÉśĻ│Ā Ēś╝ĒĢ®ļ╣äņ£©ņØ┤ ļåÆņĢäņ¦ĆļŖö ņןņĀÉņØ┤ ņ׳ņŚłļŗż.
ņ╗┤Ēō©Ēä░ ņŗ£ļ«¼ļĀłņØ┤ņģśņØĆ ņÜ®ņ£ĄĒÆĆņØś Ļ▒░ļÅÖņØä ņĢīĻĖ░ ņ£äĒĢ┤ņä£ ņé¼ņÜ®ļÉśļŖö ņ£ĀņÜ®ĒĢ£ ļÅäĻĄ¼ļĪ£ņä£ ņĄ£ĻĘ╝ņŚÉ ņĀüņÜ®ņØ┤ ļÉ£ ļŗżņ¢æĒĢ£ ļĀł ņØ┤ņĀĆ ļ╣ö ļ¬©ļōłļĀłņØ┤ņģśņØś ĒÜ©Ļ│╝ļź╝ ņØ┤ĒĢ┤ĒĢśļŖöļŹ░ ļÅäņøĆņØ┤ ļÉśņŚł ļŗż. ĒŖ╣Ē׳ ļŗżņżæļ¼╝ļ”¼ĒĢ┤ņäØņØĆ ņŗżņĀ£ ĒÖśĻ▓ĮņØä ļŹö ņל ļ¬©ņé¼ĒĢĀ ņłś ņ׳ņ£╝ļ®░, ņŗżņĀ£ ĒÖśĻ▓ĮņŚÉņä£ ĻĄ¼ĒśäņØ┤ ņ¢┤ļĀżņÜ┤ ļé┤ņÜ®ņØä Ļ░ĆņāüĒÖśĻ▓Į ņŚÉņä£ ĻĄ¼ĒśäĒĢ©ņ£╝ļĪ£ņŹ© ņÜ®ņĀæļČĆ ĒÆłņ¦łĒ¢źņāüņŚÉļÅä ļ¦ÄņØĆ ļÅäņøĆņØ┤ ļÉĀ Ļ▓āņ£╝ļĪ£ ĻĖ░ļīĆĻ░Ć ļÉ£ļŗż.
ļĀłņØ┤ņĀĆ ļ╣ö ļÅÖņĀüņĀ£ņ¢┤ņØś ņØ╝ĒÖśņ£╝ļĪ£ ļÅÖņĀü ļ╣ö ņēÉņØ┤ĒĢæ ĻĖ░ņłĀņØĆ ņłś MHz ņśüņŚŁņØś ļ╣ĀļźĖ ņĀäĒÖśņ£╝ļĪ£ ņŗżņŗ£Ļ░ä ļ╣ö ņĀ£ņ¢┤ļź╝ ĒåĄĒĢ£ Ļ│ĀĒÆłņ¦ł ņÜ®ņĀæļČĆļź╝ ņ¢╗ņØä ņłś ņ׳ļŖö ņŗĀĻĖ░ņłĀļĪ£ ņåīĻ░£Ļ░Ć ļÉśĻ│Ā ņ׳ļŗż. ļÅÖņĀü ļ╣ö ņēÉņØ┤ĒĢæ ĻĖ░ņłĀņØĆ ĒÜĪļŗ©ļ®┤ ņĀ£ņ¢┤ļ┐Éļ¦ī ņĢäļŗłļØ╝, ņŗ£Ļ░ä ņČĢ ņĀ£ņ¢┤ļź╝ ĒåĄĒĢ£ ņóģļŗ©ļ®┤ ļ░®Ē¢ź ņĀ£ņ¢┤ļÅä Ļ░ĆļŖźĒĢśņŚ¼ ļŗżņ¢æĒĢ£ ļ¼ĖņĀ£ ĒĢ┤Ļ▓░ņŚÉ ļÅäņøĆņØ┤ ļÉĀ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
ņØĖĻ│Ąņ¦ĆļŖźņØä ņØ┤ņÜ®ĒĢ£ ņÜ®ņĀæ ļČĆņ£ä Ļ▓░ĒĢ©ņØä ĒāÉņ¦ĆĒĢśļŖö ĻĖ░ņłĀļÅä ļ¦ÄņØ┤ ņŚ░ĻĄ¼Ļ░Ć ļÉśĻ│Ā ņ׳ļŖöļŹ░, ņÜ®ņĀæļČĆņØś Ļ▓░ĒĢ©ļ┐Éļ¦ī ņĢäļŗłļØ╝ ņÜ®ņĀæ ļČĆņØś Ļ░äĻĘ╣ļÅä ņé¼ņĀä ņśłņĖĪĒĢĀ ņłś ņ׳ņ£╝ļ®░, OCTņØś ņĀüņÜ®ņØĆ ņÜ®ņĀæļČĆņØś Ļ▒░ļÅÖĻ│╝ ļŹöļČłņ¢┤ ĒÆłņ¦łņØä ĒīÉļ│äĒĢĀ ņłś ņ׳ļŖö ļŗżņ¢æĒĢ£ ĻĖ░ļŖźļōżņØä ņĀ£Ļ│ĄĒĢśĻ│Ā ņ׳ļŗż.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



