


1. Introduction
In present environmental issues, the reduction of CO2 emissions is a major concern for the automotive industries1). Automotive manufacturers are trying to reduce vehicle weight in order to minimize fuel consumption and emissions. Generally, a typical car body contributes approximately 30% of the total weight of a car2), and about 10% weight reduction of a car results in 5.5% improvement in fuel economy3,4). Consequently, the application of lightweight materials for car body manufacturing has been highly promising to reduce vehicle weight. Car body manufacturing needs lightweight materials which also can ensure high mechanical performance and satisfactory protection from corrosion5). Since no single available material can satisfy all these requirements, a variety of dissimilar materials combination is applied. In 2005, the project named as SuperLIGHT- CAR (SLC) was initiated by 38 leading European organizations for weight reduction of a compact class passenger car body. The project aimed to reduce the weight of body-in-white (BIW) by at least 30% through the application of multi-material structures6). Fig. 1 presents the weight and material distribution of the final concept of the SLC project. It seems that automotive industries have been very keen to replace conventional steels with lightweight materials, such as aluminum alloys, magnesium alloys, advanced high strength steels, and composites.

Though multi-materials integration has great importance in car body manufacturing, but the joining of different materials is very challenging because of their inherent disparate properties. Furthermore, the technological, economic, and ecological factors need to be carefully considered for the joining processes8). In dissimilar metal welding, the mutual solid solubility and the formation of the intermetallics are significantly influenced by welding process9). The formation of a weak and brittle intermetallic zone is the main drawback. The intermetallic zone formed in dissimilar metal welding is highly susceptible to cracks and corrosion10). The thermal cycle of the welding process changes the properties of the weld zone and adjacent base metals. The difference in thermal properties of dissimilar metals induces the thermal stresses and forms cavities and cracks. Moreover, dissimilar metal welds form galvanic couples and may initiate galvanic corrosion in aggressive environments. The formation of thick intermetallic compounds (IMCs) layer in dissimilar metal welds can increase the possibility of cracks formation and the corrosion rate. Therefore, the thickness of the intermetallics layer can be considered as one of the important quality indexes for mechanical and corrosion performance of dissimilar metal welds. The controlling or reducing of intermetallics formation is the key factor to achieve a good weld quality. This paper aims to focus on the metallurgical challenges in dissimilar metal welding and systematically presents the key aspects of various approaches attempted by many researchers to reduce the brittle intermetallics in the welds. It also describes the important factors of dissimilar metal welding that needs to be considered for automotive applications, and investigates the most feasible approaches to overcome the present challenges.
2. Materials in Car Body
Material selection is one of the most important stages of the vehicle design. Several important factors including lightweight, safety, durability, manufacturability, recyclability, environmental effects, and economic issues must be considered for proper material selection. Steels, aluminum alloys, magnesium alloys, and fiber-reinforced composites are the mostly applied materials in car body production.
Steel is widely used in the car body because of its inherent capability to absorb shock energy in a crash situation. In the past several decades, there were many developments that made the steel stronger, stiffer and lightweight. Particularly, low strength steels (interstitial free and mild steels), high strength steels (carbon-manganese, bake hardenable and high strength low alloy steels) and advanced high strength steels (dual-phase, complex phase, transformation induced plasticity and twinning induced plasticity) are very common for automotive applications11). Presently, aluminum alloys are broadly used for car body production. The high strength and stiffness to weight ratio, formability and corrosion resistance make aluminum as a good candidate to replace heavier materials. The application of aluminum alloys is highly promising for car body parts such as roof, doors, and hood12). Presently, the highly formable 5XXX series alloys for inner panels and the heat-treatable 6XXX series alloys for outer panels are extensively used. Magnesium is another promising lightweight metal for automotive industries. Magnesium alloys are used for a variety of automotive applications including body, chassis, instrument panels, seat frames, steering structures, air-bag housings, and transmission system casings13-15). Though magnesium is the lightest engineering metals being 35% lighter than aluminum, its application is limited due to higher cost, low strength, low heat resistance, and poor wear and corrosion resistance16). Table 1 presents the various properties of pure iron, aluminum, and magnesium17). The incompatibility in their various properties makes it very difficult to produce sound welds. Polymer-based composites such as carbon fiber reinfor- ced polymers (CFRP) and glass fiber reinforced polymer (GFRP) have the potential to reduce the weight of automotive structures because of their low density, and high strength and stiffness18). But the higher manufacturing cost and complexity in joining restrict their wide applications.
Table┬Ā1
Properties of Fe, Al and Mg
3. Dissimilar Materials Welding Processes
A variety of welding processes for steel-Al alloy, Al alloy-Mg alloy and steel-Mg alloy dissimilar combinations can be broadly classified as fusion welding and solid-state welding. In the fusion welding, faying surfaces of base metals along with filler metal or without filler metal are melted to form the weld. On the other hand, when base metals are heated to an elevated temperature less than the melting point and pressure is applied to form the weld, it is termed as solid-state welding. Low dilution welding is also one kind of fusion welding. It can be classified as the relatively less melting of base metals during welding19). The widely studied dissimilar metal welding processes are resistance spot welding20), friction welding21), friction stir welding22), friction stir spot welding23,24), laser brazing25), diffusion welding26), explosive welding27-29), impact welding30), ultrasonic welding31-33) and magnetic pressure seam welding34). Fig. 2. shows the various welding processes for dissimilar metals.

The fusion welding, solid-state welding, and mechanical joining processes are being extensively investigated for dissimilar metal joining. But, there are some key factors including the present infrastructures of automotive industries, joint performance, speed of the joining process, and manufacturing cost need to be considered for the selection of the joining process. The requirements of costly investment for complex equipment and the new layout of the plant, and longer processing time can intervene in the wide application of the solid-state welding and mechanical joining processes. In the present infrastructures of the industries, the application of fusion welding processes can be most convenient and economic. Resistance spot welding (RSW) is the most used welding process in automotive sectors35,36). RSW is cheap and high-speed joining process that also provides dimensional accuracy10). Electric arc welding is also very popular. Shielded metal arc welding (SMAW), gas metal arc welding (GMAW) and gas tungsten arc welding (GTAW) are the three common types of electric arc welding processes. Formation of the large heat- affected zone (HAZ) and brittle IMCs are the main challenges of electric arc welding37). Friction welding is one broadly investigated solid-state welding process in multi-material structures. Friction welding can reduce thermal and metallurgical mismatch and brittle IMC phases. But the longer processing time of friction welding makes it costly and difficult to adapt in the manufacturing process. Research on laser welding has been grown gradually in the past years. Laser welding sets low heat input by localized fusion that reduces HAZ and IMC layer thickness38). But, laser welding also needs huge investment for a change or modification of the present infrastructures. Recently, hybrid welding has also drawn great attention from researchers and manufacturers. Hybrid welding is a joining method that combines two different welding processes simultaneously to form the same weld pool39). Furthermore, the hybridization of welding and mechanical joining is being investigated. Resistance element welding and friction element welding are the combinations of fusion welding and mechanical joining technologies which produce a fusion bond between an auxiliary element and the bottom sheet, and a mechanical locking between the element and the top sheet. From industrial point of view, the further development of resistance spot welding and electric arc welding for dissimilar metal joining can be the most convenient to avoid extra investment and higher manufacturing cost.
Achieving a good weld quality of dissimilar metal welding is not easy due to the formation of cracks and corrosion sensitive intermetallics. Various approaches were attempted by the many researchers to achieve good weld quality. The notable approaches are the application of interlayer, cover plate, low heat input, combination of welding and mechanical joining, and appropriate alloying of filler metals. Table 2 presents some of the attempts taken by different researchers to enhance the performance of dissimilar metal welds of steel-aluminum40-62), aluminum-magnesium63-69), and steel-magnesium70-79). In terms of present infrastructures in automotive industries, manufacturing cost, and weld quality the application of the least amount of heat input and appropriate filler metal alloys were identified as the most significant approaches. Though the application of cover plate, and interlayer or transition material can reduce the IMC layer thickness, but the addition of extra weight and cost can limit their applications. The resistance element welding facilitates welding between the element and the bottom sheet of similar materials, and can be a promising joining process in future automotive industries with the least modification of present infrastructures.
Table┬Ā2
Various research approaches to enhance the performance of dissimilar metal welds
| Welding | Steel - Aluminum | Aluminum - Magnesium | Steel - Magnesium | Approaches | ||||
|---|---|---|---|---|---|---|---|---|
| Metal inert gas (MIG) welding | Nguyen et al.40) | Shah et al.41) | Zhang et al.63) | Wang et al.70) | Liu et al.71) | Minimizing heat input | ||
| Tungsten inert gas (TIG) welding | Borrisutthekul et al.42) | Song et al.43) | Liu et al.64) | Wang et al.72) | Alloying of Filler metal | |||
| Resistance spot welding (RSW) | Pouranvari et al.44) | Qui et al.45) Satonaka et al.46) | Winnicki et al.47) Baskoro et al.48) Su et al.49) Ibrahim et al.50) Oikawa et al.51) Sun et al.52) | Zhang et al.65) Sun et al.66) | Min et al.73) | Feng et al.74) | Applying cover plate | |
| Laser welding | Torkamany et al.53) | Dharmendra et al.54) | Chang et al.67) | Liu et al.64) | Li et al.75) | Applying interlayer | ||
| Cold metal transfer (CMT) | J├Īcome et al.55) Kang et al.56) | Shang et al.68) | Ren et al.76) | Resistance element welding | ||||
| Friction stir welding (FSW) | Watanabe et al.57) | Morishige et al.69) | Chang et al.67) | Czerwinski et al.77) | Friction element welding | |||
| Element welding | Meschut et al.58) Qui et al.59) Ling et al.60) Ling et al.61) | Meschut et al.58) Absar et al.62) | Manladan et al.78) Manladan et al.79) | Not investigated | ||||
4. Steel-Aluminum Welding
Steels and aluminum alloys are the extensively used metals for automotive body manufacturing. Because of the unique combination of high strength and toughness of steels, and lightweight and formability of aluminum alloys, they are the most investigated dissimilar combinations38). But the welding between steel and aluminum offers several metallurgical challenges due to their inherent incompatibility in mechanical, thermal and electrical properties80,81). There are large differences in their melting temperatures, thermal and electrical conductivities, expansion coefficients, heat capacities, specific heats, and lattice transformation. Consequently, the weld quality is extremely influenced by this properties82). Aluminum has nearly six times the thermal conductivity, three times the modulus of elasticity, twice the specific heat and thermal expansion than those of steel. Steel-aluminum alloy forms a weld-brazing joint as the welding temperature is more than the melting point of aluminum (660┬░C, welding joint), but less than the melting point of steel (1538┬░C, brazing joint)38). Furthermore, the nearly zero solid solubility of Fe in Al forms a range of martensitic IMCs including FeAl3 and Fe2Al5 which are highly susceptible to low-strength, brittleness, cracks, and corrosion11,52,83-85). As the steel-aluminum welding does not create homogenous microstructures, at least three different microstructural zones can be distinguished: a) fusion zone (FZ) or nugget formed by melting and re-solidifying of the metals, b) heat-affected zone (HAZ) which does not melt but changes microstructure and c) base metal (BM) does not show any significant metallurgical changes. Mismatching of strength amongst these three zones results in strain concentration at the weakest microstructure. In the atomic scale, the atoms of steel and aluminum can be interchanged during the welding process as diffusion of micro-solutes, movement of the grain boundaries and number of vacancies. The formation of intermetallic compounds basically depends on three thermodynamic factors including the chemical potential of the elements, mobility of the elements and nucleation of the phases at the starting of diffusion82,86).
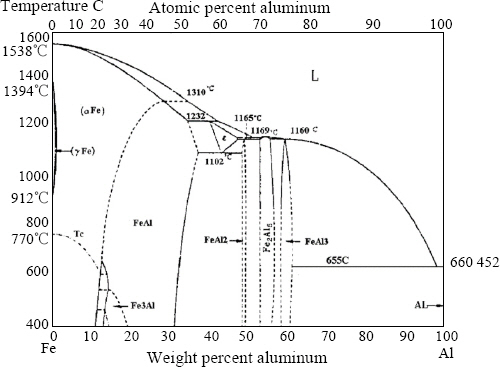
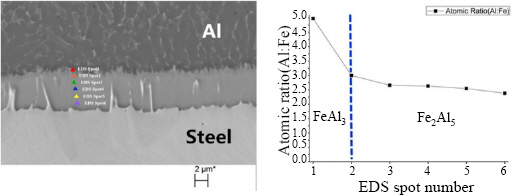
A wide range of IMCs is possible to be formed in the Fe-Al system. The Fe-Al phase diagram (Fig. 3) is characterized by an iron-based solid solution and five intermetallic compounds of FeAl, FeAl2, FeAl3, Fe2Al5, and Fe3Al. In several studies, the higher amount of Fe2Al5 and less amount of FeAl3 phases were most importantly reported for fusion and solid-state welding88), even for the application of Al/Fe clad materials89). Furthermore, the minor amount of FeAl2 was also found in some studies45). The formation of FeAl and Fe3Al phases are difficult and not very common for their higher free energy90). The formation and growth of FeAl3 and Fe2Al5 IMCs can be discussed in several steps with respect to time. Fig. 4 shows the schematic diagram of the four stages for formation and growth sequences of FeAl3 and Fe2Al5 IMC layer. As soon as welding begins the temperature reaches the liquidus line of Al while the steel remains in solid-state. At first, Al atoms start to diffuse to the steel and plate-like Fe2Al5 IMCs start to nucleate in the interface between steel and Al. It forms an IMC layer sandwich between steel and Al which creates two new interfaces, one interface between Fe2Al5 IMC layer and steel, and another interface between Fe2Al5 IMC layer and Al. The growth of the Fe2Al5 IMCs is anisotropic, and preferably along the c-axis of the Fe2Al5 unit cell as Fe2Al5 crystalline lattice has 30% vacancies along the c-axis91). Then, Fe and Al atoms migrate through the IMC layer associated with solid-state diffusion. The higher diffusivity of Al atoms in the Fe2Al5 IMC layer along this c-axis direction makes faster growth rates of Fe2Al5. The growth of the Fe2Al5 IMC layer functions as a barrier in the middle of solid steel and liquid Al. Gradually Fe2Al5 IMC layer becomes enough thicker that it almost entirely stops the coalescence between solid steel and liquid Al. As the Fe atoms are bigger than Al atoms, the diffusion of Fe atoms decreases through the Fe2Al5 IMC layer. It forms needle-like FeAl3 IMCs in the interface between Al and Fe2Al5 IMC layer. Fig. 5 shows the energy-dispersive X-ray spectroscopy (EDS) analysis of the steel-Al IMC layer. Here, the atomic ratio of Al and Fe explicates the presence of FeAl3 and Fe2Al5 in accordance with the formation mechanism of the IMC layer. The faster cooling of molten Al forms FeAl3 which interrupts the diffusion of Al atom to steel and changes the morphology and crystal orientation of Fe2Al5. When the temperature is below 450┬░C, the diffusion coefficient of DFe-Al (Fe in Al) and DAl-Fe (Al in Fe) are negligible, and when the temperature reaches at 450┬░C, the diffusion coefficient of DFe-Al (8.95*10-11 cm2/s) is 106 times higher than DAl-Fe (1.21*10-16 cm2/s)92).

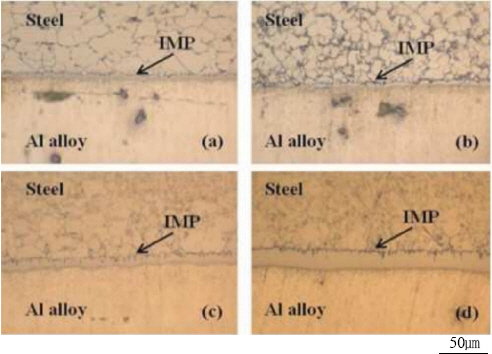
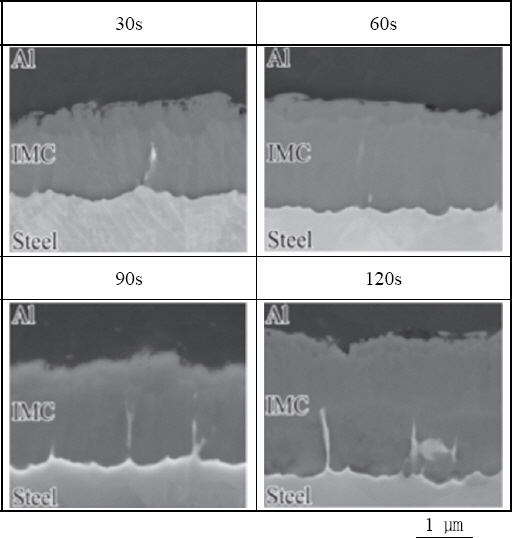
The intermetallic compounds significantly contribute to the mechanical properties of the welds. It is evident from most of the previous studies that the fractures mainly occurred through the IMC layers during the tensile test. The micro-cracks in the Fe2Al5 and FeAl3 layer dominated the location of the fractures. Internal micro-cracks may form in the IMC layers due to the mismatch of the thermal expansion coefficients between the materials89). Furthermore, the hardness of the interfacial region increases because of the work hardening effect during the recrystallization of deformed plasticized zone93). Table 3 presents the hardness values of Fe-Al intermetallic phases at room temperature94), and it was found that the hardness of Fe-Al intermetallics was much higher than that of base metals. Fig. 6 shows a schematic diagram of a typical hardness profile for steel-Al welding. The hardness decreases from the fusion zone (FZ) to base metal (BM). The FZ exhibits the maximum hardness, and in the heat-affected zone (HAZ), there is a gradual decrease in hardness from FZ to BM. In a previous study, it was found that the higher tensile strength can be obtained by reducing the amount of IMCs53), and particularly Al-rich IMCs. The Al-rich intermetallics are more brittle in nature. When the amount of Al-rich IMCs increases, the IMC layer becomes thicker and the weld zone becomes more brittle52). As a result, the strength of the weld reduces significantly. Therefore, the IMC layer thickness is one of the important factors to determine the bond strength of weld91). A thinner IMC layer can improve the strength of the weld38). Table 4 shows filler metal, intermetallic compounds, IMC layer thickness and fracture location of different steel and aluminum welding81,85,95-102). The brittle intermetallics are formed in the weld zone. The weld zone becomes weaker than the base metals and leads to fracture through the interfacial layer of the fusion zone or the heat-affected zone. The IMC layer thickness varies for different material grades, sheet thickness, and surface coatings, alloying elements of filler metal, and welding processes. Moreover, IMC layer thickness also varies with different welding conditions. The IMC is thick at the center and gradually decreases in its thickness from the center to the periphery because of high temperature at the central region and low temperature at the peripheral region. Heat is one of the most important input parameters of welding, and the thickness of the IMC layer significantly increases with increasing heat input20,45). Heat input increases with an increase of welding current. Therefore, the thickness of the IMC layer considerably depends on the welding current. Fig. 7 displays the relation between the welding current and IMC layer thickness. The IMC layer thickness gradually increases with the rising of welding current. The microstructure in HAZ of Al alloy becomes coarser when heat input increases. Thus, it can be said that the lower heat input obtains finer grain in HAZ of Al alloys. Fig. 8 presents the change of microstructure in HAZ of Al alloy when welding current rises from 100 A to 130 A. It is found that the microstructure in HAZ of Al alloy is coarser for 130 A welding current. Heat input also increases with an increase in welding time or cycle. Therefore, the welding time can also influence IMC layer thickness. A study reported the effect of different dwell time of welding on IMC layer thickness. IMC layer thickness increases with dwell time. Fig. 9 presents the growth of the IMC layer with an increase in dwell time. During lower heat input the IMC layer entirely consists of Fe2Al5. But when heat input increases, the IMC layer consists of FeAl2 and FeAl3. FeAl2 and FeAl3 are formed near the steel side and towards to weld zone, respectively96). In another study, the microhardness of FeAl3 was found higher than that of Fe2Al5. Consequently, more cracks were formed in FeAl3 due to stresses generated during intermetallic reaction and cooling to room temperature87). Another study also reported that the crack formation tendency was higher during higher heat input40). Fig. 10 exhibits the formation of the cracks in the IMC layer during a higher amount of heat input. Therefore, controlling heat input is essential to reduce the number of intermetallic compounds, IMC layer thickness, and susceptibility of crack formation in the IMC layer.
Table┬Ā3
Hardness of Fe-Al intermetallic phases94)
| Phases | Vickers Hardness (9.8 N) |
|---|---|
| Fe (Steel) | 180 - 480 |
| FeAl | 491 - 667 |
| FeAl2 | 1058 - 1070 |
| FeAl3 | 772 - 1017 |
| Fe2Al5 | 1000 - 1158 |
| Fe3Al | 344 - 368 |
| Al(5xxx, 6xxx) | 35 - 150 |

Table┬Ā4
Filler metal, IMCs, IMC layer thickness and fracture location of steel and aluminum welding
| Welding process | Materials (aluminum alloy/steel) & Thickness | Filler metal | IMC layer thickness(┬Ąm) | IMC | Fracture zone/type | Ref. |
|---|---|---|---|---|---|---|
| Metal Inert Gas (MIG) Welding | Al 2B50 1.0mm/ 1Cr18Ni9Ti 1.0 mm (aluminized with 50┬Ąm coating) | 4043 Al-Si | 10 (with micro-cracks) | Al86Fe14 Al0.7Fe3Si0.3 | Between fusion zone and steel base metal | 95) |
| Al 1060 1.0 mm/ Hot-dip galvanized steel 1.0 mm | Al-Si | 10 (sample A) 40-50 (sample B) | Fe2Al5 FeAl2, FeAl3 | HAZ of Al | 96) | |
| 6K21 Al 1.6 mm/ SPRC440 1.4 mm | 4043 Al-Si | 3.2 (maximum) | FeAl3 Fe2Al5 | HAZ of Al | 97) | |
| Tungsten Inert Gas (TIG) Welding | Al 5A06 3.0 mm/ SUS321 austenite stainless 3.0 mm | 4047 Al-Si | 20-35(top) 12(corner) <5(middle) | Al7.2Fe2Si Fe2Al5 FeSi2 | Welded seam and steel interface | 85) |
| Resistance Spot Welding (RSW) | A5052 1.5 mm/ DP 600 1.2 mm | - | 3.3 (Fe2Al5) 0.67-15.8 (Fe4Al13) | Fe4Al13 Fe2Al5 | Elongated dimple and cleavage | 98) |
| EN AW 6008-T66 Al 1.5 mm/ Galvanized HSS 1.0 mm | - | 5 (lathlike) 2.5-8 (needle-like) | Fe2Al5 Fe4Al13 | Interfacial layer | 99) | |
| Laser Welding | Al 6016 T4 1.2 mm/ low carbon DP600 steel 0.77 mm | Zn-15%Al | 3-23 | 48% Al, 31% Fe 21% Zn | Welded seam and steel interface | 100) |
| Cold Metal Transfer (CMT) | Al 6061-T6 2.0mm/ zinc coated low-carbon steel 1.2mm | ER 4043 | - | - | HAZ close to weld | 81) |
| AA6061T6 1.0mm/ galvanized mild steel 1.0mm | Al 4043 | - | Fe3Al, FeAl2 FeAl3, Fe2Al5 | - | 101) | |
| Friction Stir Welding | Al 6016 1.2mm/ IF-steel 2 mm | - | 8 | FeAl3 Fe2Al5 FeAl2 | - | 102) |
Fig.┬Ā7
IMC layer thickness at different welding current (a) 90 A (b) 110 A (c) 130 A and (d) 150 A42)


The alloying elements of filler material is another important input parameter to determine the quality of the dissimilar metal weld. In previous work, the weld strengths were evaluated using two different Al-12Si and Al-6Cu filler metals. Table 5 shows that the Al-6Cu filler metal can reduce the IMC layer thickness and subsequently improve the weld strength than that of Al- 12Si filler metal43). The IMC layers formed by Al-12Si filler metal shows high brittleness, while the IMC layer formed by Al-6Cu filler metal presents high crack resistance. The Cu atoms replaced Fe in IMC which may have reduced its hardness. Hence, the brittleness of IMC reduced and it resulted in the higher strength of weld with Al-6Cu filler metal. Therefore, the appropriate alloying elements in filler material effectively reduce the formation of brittle intermetallic compounds. In addition, the application of zinc coating as a sacrificial layer improves the weldability and fracture strength of steel-Al welds103).
Table┬Ā5
IMC and mechanical property of steel-Al welds using Al-12Si and Al-6Cu filler metals43)
5. Aluminum-Magnesium Welding
Aluminum and Magnesium is two of the lightest structural metals. The application of aluminum alloys and magnesium alloys are increasing in automotive industries because of their high strength to weight ratio. From several studies, it is found that the formation of brittle IMCs is inevitable in Al-Mg welding under all conditions. Therefore, Al-Mg welding is also very challenging because of the formation of hard and brittle IMCs such as Al3Mg2 and Al12Mg17. The higher hardness value of these IMCs results in a low strength of the weld. Fig. 11 shows the binary phase diagram of Al-Mg which consists of Al3Mg2 and Al12Mg17 IMCs and microhardness distribution of Al-Mg weld. The hardness is higher in the weld zone, and particularly, maximum at close to welding zone and magnesium interface.
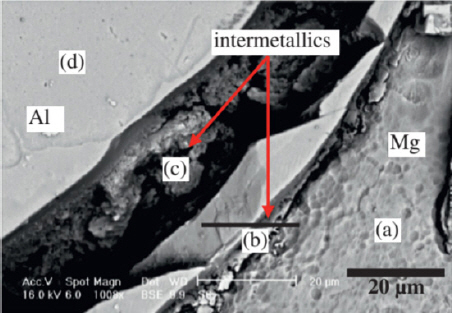
In a study, the friction stir welding between Al alloy 1050 and Mg alloy AZ31 formed the IMC layer of Al12Mg17, and the hardness value of the IMC layer was measured between 150 HV and 250 HV104). The hardness of Al12Mg17 was mentioned higher than those of base metals Al (27 HV) and Mg (55 HV). In another study, the brittleness of both Al3Mg2 and Al12Mg17 intermetallic compounds was reported as the main reason for weld cracks for friction stir welding of Al 5083 and Mg AZ31. Fig. 12 shows the scanning electron microscopic (SEM) observation of Al-Mg interfaces with brittle intermetallic compounds105). The weld joint of A5052H Al alloy and AZ31B Mg alloy by friction stir welding was investigated in a previous study. The formation of Al12Mg17 intermetallic compounds was evident which led to a brittle fracture in the stir zone (SZ). The hardness of the Al12Mg17 was measured 200-300 HV which was higher than those of base metals. The study also revealed that the formation of Al12Mg17 IMCs and the value of microhardness of the Al12Mg17 IMC can be decreased by reducing heat input69).

Elements of filler metal can significantly influence the hardness value of the intermetallic compounds. A study investigated the welding between Al 6061 and Mg AZ31B by cold metal transfer (CMT) process. Pure copper (HS201) was used as filler metal. A variety of Al-Cu IMCs (AlCu, Al2Cu, and Al4Cu9) formed in the fusion zone of the Al side, while Cu2Mg and Al-Cu-Mg ternary eutectic structure formed in the fusion zone and Mg side. The microhardness value of the Al side and Mg side were measured as 260 HV and 362 HV, respectively. The hardness value of IMCs was measured much higher than those of Al substrate (35-40 HV) and Mg substrate (50-55 HV). During the tensile strength test, fracture occurred in the fusion zone of the Mg side. The fracture mode was found as a brittle fracture. A large amount of Cu2Mg IMCs with maximum hardness value in the fusion zone was reported as the reason for the brittle fracture68). In other work, an appreciable increase of tensile strength was found by the application of Ni foil filler metal for hybrid laser-friction stir welding between AA6061-T6 Al alloy and AZ31 Mg alloy. The presence of NiAl and Ni2Mg was reported as the reason for less amount of Al12Mg17 formation. The strength was enhanced because of the formation of less-brittle Ni- based IMCs instead of the entire amount of Al12Mg17 brittle IMC67).
6. Steel-Magnesium Welding
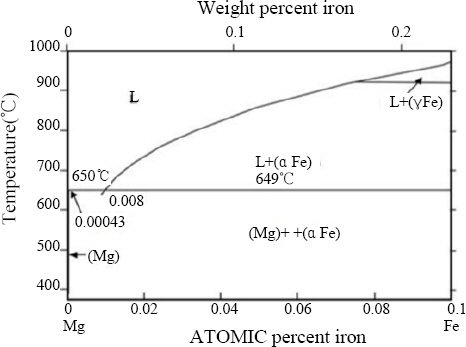
Welding of magnesium to steel is a challenging task because of the large differences in their melting points, thermal and electrical conductivities, and thermal expansion coefficients106). The melting point of Mg and Fe are 650┬░C and 1538┬░C, respectively. Moreover, a low boiling point (1090┬░C) of Mg causes severe vaporization of Mg alloy when both the steel and Mg are heated to melt simultaneously. In these circumstances, the metallurgical bonding of Mg and steel is possible if an intermediate reaction layer is formed107). Fig. 13 shows a phase diagram of Mg-Fe system. From the Mg-Fe binary phase diagram, it is evident that the less reactivity between these two metals makes it difficult to weld them directly. Moreover, the presence of oxide film on the Mg surface makes the welding more difficult108). Therefore, two different approaches may be executed to weld Mg to steel. First, the alloying elements of Mg and steel can assist to form the intermetallic compounds in order to create the bond. Second, the addition of an interlayer between the base metals of Mg and steel can improve the mutual diffusion of alloying elements. But the same as the steel-Al and the Al-Mg welding, the formation of brittle IMCs can be detrimental for the weld quality of steel-Mg.
The alloying elements, particularly Al in Mg alloy can significantly increase the weldability of Mg to steel. The Fe-Al system can form several intermetallic compounds. Consequently, the joint strength increases with the increase of Al content in the Mg alloy. It happens due to the depletion of Al at the Mg side of the IMC layer. The joint strength also increases with the decreasing of IMC layer thickness109). Therefore, magnesium welding needs low and controlled heat input. The lower heat input can restrain the growth of the IMC layer.
The application of thin interlayers has been attempted to bond Mg to steel in some previous studies. HSLA steel and AZ31B-H24 Mg alloy were welded using an interlayer of Sn by ultrasonic spot welding110). Fig. 14 (a) shows the weld without application of any interlayer where only some hydroxides are present. After the application of the Sn interlayer, the interlayer forms the Sn-Mg2Sn eutectic structure. Fig. 14 (b) exhibits the eutectic Sn-Mg2Sn layer between steel and Mg base metals. Fe was not observed in the IMC layer because of higher solubility of Sn in Mg than Sn in Fe. The lap shear strength of the Mg-steel joint with Sn interlayer was found higher than that of a similar joint without any interlayer.

7. Corrosion of Dissimilar Metal Weld
A dissimilar metal weld experiences physical, chemical and metallurgical changes. Accordingly, the corrosion properties of the weld and the heat-affected zone vary considerably. The thermal cycle of the welding process affects the microstructure and surface composition of welds and the adjacent base metals. The dissimilar metal welds of steel-Al, Al-Mg, and steel-Mg in car bodies often experience humid environments which may lead to corrosion damages. The dissimilar metal welds are vulnerable to galvanic corrosion, pitting corrosion, intergranular corrosion, hydrogen cracking and stress corrosion. In particular, the welds are highly prone to galvanic corrosion in several corrosive environments such as seawater, CO2 or moist air. The impact of galvanic corrosion is higher in a salt environment111). Galvanic corrosion happens when two or more dissimilar materials are electrically connected in the same electrolyte112). Several previous studies reported that the corrosion commenced from the weld zone because of its higher negative corrosion potential value over the base metals. There are several factors greatly affect the corrosion resistance of dissimilar metal welds. The number of intermetallic compounds and filler metals are the key factors of corrosion resistance for dissimilar metal weld.
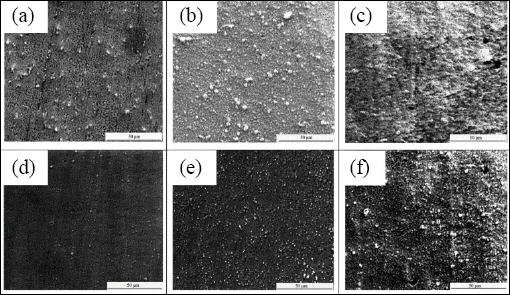
A study investigated the corrosion properties of steel- Al weld-brazing (pulsed double-electrode gas metal arc welding) lap joint with Al-5%Mg filler metal112). The IMCs formed at the interface of the weld led to the dissolution of the adjacent weld seam metals and accelerated the galvanic corrosion. The corrosion resistance of the weld decreased with an increase in IMC layer thickness. The heat input increased with the decrease of bypass current and resulted in a higher corrosion current density. Fig. 15 shows potentiodynamic polarization curves under various bypass current with the same total current of 64 A. Fig. 15 indicates an increase in current density with increasing heat input (or decreasing bypass current). Furthermore, the corrosion products of the steel side and the weld seam side increased with the increase of heat input. Fig. 16 presents the scanning electron microscopic images of the welds after 48 hours of immersion test at different bypass current of 40 A, 30 A and 24 A, with same total current of 64 A. The result disclosed that the amount of corrosion products reduced in both steel and weld seam side when the heat input was lower (or bypass current is higher).
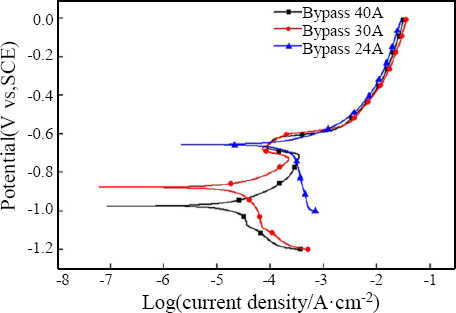
Fig.┬Ā16
Corrosion products of weld seam side at bypass current (a) 40 A, (b) 30 A, (c) 24 A, and corrosion products of steel side at bypass current (d) 40 A, (e) 30 A and (f) 24 A112)
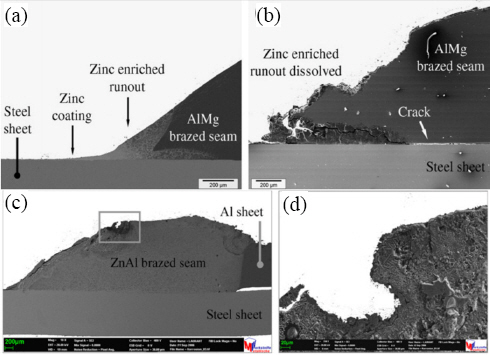
Alloying elements of filler metals play an important role to determine the corrosion resistance of dissimilar metal welds. In a study, the corrosion resistance of hot- dip galvanized steel-aluminum laser beam welds with AlMg6Mn and ZnAl2 filler metals were investigated113). Fig. 17 shows scanning electron microscopic images of before and after the 192 hours of salt spray test for AlMg6Mn and ZnAl2 filler metals. In both cases, the Zn-Al has the most negative corrosion potential. Thus, the forming Zn-enriched runout corrodes first in the salt spray test of the weld joint with AlMg6Mn filler metal and the Zn-Al microstructure forming in the runout of the brazed seam dissolve first in the salt spray test of the weld joint with ZnAl2 filler metal. The ZnAl2 filler metal weld displays higher corrosion resistance than that of AlMg6Mn filler metal weld. Another study evaluated the corrosion performance of steel-Al weld-brazing (gas metal arc welding) lap joints with Al-5%Mg and Al-5%Si filler metals112). The polarization curves of welds are presented in Fig. 18. The corrosion current density of Al-5%Si weld (4.863x10-5 A/cm2) is higher than that of Al-5%Mg weld (4.540x10-5 A/cm2). As a result, compared to the Al-5%Si filler metal, Al-5%Mg filler metal enhanced the corrosion resistance of the steel-Al weld-brazing joints. Moreover, alloying and coating elements of metals also can remarkably change the corrosion resistance of welds. A study observed that the Zn-Al-Mg coatings on steel improved the corrosion resistance compared with conventional hot-dip and electro-galvanized coatings114).
Fig.┬Ā17
(a) & (b) before and after corrosion test of weld joint by AlMg6Mn filler metal, and (c) & (d) before and after corrosion test of the weld joint by ZnAl2 filler metal113)

8. Conclusion
Recent developments of various lightweight materials have rejuvenated the automotive industry. But the joining of these dissimilar materials is still challenging for the manufacturers. The most promising steel-Al alloy, Al alloy-Mg alloy, and steel-Mg alloy dissimilar combinations and their metallurgical challenges to welding have been discussed throughout the paper. In the industrial point of view, the improvement of resistance spot welding and electric arc welding for multi-materials integration was realized as the most convenient and economical because of their established infrastructures. Minimizing intermetallic compounds were identified as a significant factor to enhance the weld quality of dissimilar metal welds. The control of heat input and the selection of alloying elements for filler metal can effectively reduce the amount of intermetallic compounds as well as the growth of IMC layer thickness. As a consequence, the brittle IMCs formation and the corrosion susceptibility of the weld zone can be considerably mitigated that can enhance the weld quality. The optimization of the welding process parameters for the least amount of heat input, selection of alloying elements for filler metals, base metals, and base metal coatings remain as leading issues for onward researches.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



