

1. Introduction
Friction Stir Welding (FSW) was invented by Wayne Thomas at TWI (The Welding Institute) in the UK in 19911). FSW is a relatively new technique by which similar and dissimilar materials can be joined in the solid state. The process consists of a rotating tool which is plunged into two or three sheets tightly abutted along a line and a continuous welded joint is produced by linear motion along the joint line2). FSW can be used for joining many types of materials and material combinations: aluminum and its alloys, copper and its alloys, lead-magnesium alloys, titanium and its alloys, mild steel, and metal matrix composites3). It can be used for welding 2xxx and 7xxx aluminum alloys because there are neither melting nor shield gas used in this process. Friction stir welded joints have superior mechanical and metallurgical properties4). Quite recently, considerable attention has been paid to FSW process as it has been widely used in several applications such as: aerospace, shipbuilding and automotive industries5). Tool design, rotational speed, welding speed, plunge depth, tool tilt angle and axial force are the important parameters which influence FSW process. Tool design affects the flow and the power required for the process, rotational speed affects the frictional heat, welding speed controls the generated heat, plunge depth produces sound welds, tool tilt angle affects the efficiency of the weld and axial force generates further heating4,6). The microstructure evolutions of friction stir welded aluminum joints were classified by Threadgill7). But this classification cannot be generalized for all materials because there is a difference in behavior between aluminum alloys and other materials8). The aluminum friction stir welded joint is divided into four zones: unaffected zone, heat affected zone (HAZ), thermo mechanically affected zone (TMAZ) and dynamically recrystallized zone (DXZ)8). El_Sayed et al9) had developed finite element model to predict the peak temperature generated during FSW process. They also studied the effect of FSW parameters of the peak temperature and the mechanical properties of AA5083-O friction stir welded. Jesus et al10) had investigated the effect of geometrical parameters on AA5083-H111 friction stir welded T-Joints. Rao et al11) had demonstrated the influence of tool pin profile on the microstructural properties and the corrosion behavior of AA2019 friction stir weld nuggets. Therefore, the main idea of this research work is to study the influence of the welding speeds and changing the tool pin profiles on the friction stir welded aluminum alloys joints.
2. Experimental Investigations
2.1 Welding process and operation conditions
Fig. 1 shows the geometries of two FSW tools which were used in the present study. These tools were fabricated from K720 tool steel according to the required dimensions illustrated in Table 1 and heat treated to achieve the required hardness value 57 HRC. The work piece material is AA5083-O with dimensions of 100├Ś 50├Ś6 mm which is the half of the welded joint. The chemical composition and the mechanical properties of AA5083-O are shown in Tables 2 and 3 respectively. A universal milling machine was used to perform FSW process and a mechanical vice was used to fix the work-pieces in the proper position as shown in Fig. 2 with the schematic view A-A which illustrates the fixing of the plates at the other ends. The various operation conditions of FSW process are summarized in Table 4. The temperature was measured during each operation condition by using the infra-red thermal image camera.
Table┬Ā1
Tools geometries specification
Table┬Ā2
The chemical composition of AA5083-O
| Si | Fe | Cu | Mn | Mg | Zn | Ni | Pb | Sn | Al |
|---|---|---|---|---|---|---|---|---|---|
| 0.1737 | 0.2867 | <0.0010 | 0.4623 | 4.298 | 0.0075 | <0.005 | <0.002 | <0.002 | Balance |
2.2 Material characterization
A rectangular specimen was cut out from each friction stir welded joint perpendicular to the welding line. The samples were ground using emery papers down to 2500 grade followed by polishing using 0.3 ╬╝m alumina suspension solutions. The surfaces of the specimens were etched using PoultonŌĆ▓s reagent [2ml HF, 3ml HCl, 20ml HNO3, 175ml H2O] for examination of both macro- and microstructure evolutions. The microstructure examination was carried out using an OLYMPUS optical metallurgical microscope, equipped with a high resolution digital camera for the investigation of the microstructure.
2.3 Mechanical properties
The mechanical properties (mainly hardness and tensile strength) were measured for each sample.
2.3.1 Microhardness test
A rectangular specimen was cut out from each friction stir welded joint perpendicular to the welding line and prepared for the microhardness test. Hardness measurements were carried out along the line at the mid-thickness position of the cross section which is normal to the welding line under 10 Kgf load.
2.3.2 Tensile strength
Tension test samples were cut out from each friction stir welded joint and then machined according to ASTM E8M-04 standard dimensions as shown in Fig. 3. The tests were performed on computerized universal testing machine and then the tensile strength average value of three specimens was calculated for each welded joint.
3. Results and Discussions
3.1 Effect of FSW parameters on the peak temperature of the welded joints
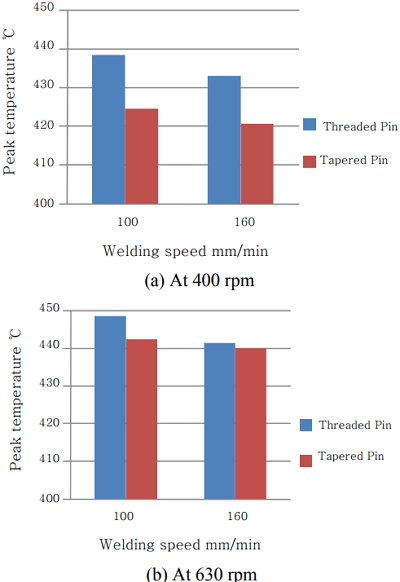
Fig. 4 shows the peak temperature variation due to the variation of FSW parameters. As observed from both Figs. 4.a and b, the welding peak temperature decreases with increasing the welding speed for the same tool and rotational speed, while it increases with increasing the rotational speed for the same tool and welding speed. It is worth nothing that the peak temperatures obtained by the threaded tool are higher than those obtained by the tapered one at the same rotational and welding speed values due to higher stirring action and higher frictional heat resulted from higher contact area in the case of the threaded pin.
3.2 Surface morphology
The upper surfaces macrographs of the welded joints by the threaded tool pin profile at different rotational and welding speeds are shown in Fig. 5. As can be seen from the figure, at lower rotational speed (i.e. 400) the welded joints have an acceptable surface appearance at both welding speed values where there are no grooves or surface-open tunnel defects, while at higher rotational speed (i.e. 630 rpm) surface-open tunnel defect appeared at lower welding speed (i.e.100 mm/min) only. On the other hand Fig. 6 shows the upper surface macrographs of the welded joints by the tapered tool pin profile. It is clear that at lower rotational speed the surfaces appearances are accepted at both welding speed values, while at higher rotational speed, surface- open tunnel defect has been detected at both welding speed values.
3.3 Macro-and microstructure evolutions
Fig. 7 shows the macro- and microstructure evolutions of the welded joints by the threaded tool pin profile at different rotational and welding speed values. As can be seen from the figure at lower rotational speed (i.e. 400 rpm) and both welding speed values, defect-free welds are obtained with onion rings in the nugget zone, while at higher rotational speed (i.e. 630 rpm) and both welding speed values, tunnel defects appeared. On the other hand in the case of the tapered tool pin profile shown in Fig. 8, tunnel defects appeared at all welding conditions. It is noticeable that the tunnel defect size increases with increasing the rotational speed for the same welding speed.


3.4 Effect of FSW parameters on the Mechanical properties of the welded joints
Fig. 9 represents the Vickers microhardness profile of the welded joints by the threaded tool pin profile. It is clear from Figs. 9.a and c that at 400 rpm, the hardness values in the welding zone are greater than that of the base material hardness value due to finer and equiaxed grains as reported by Threadgill et al.8). The same occurred at 630 rpm, 160 mm/min as shown in Fig. 9.d, while at 630 rpm, 100 mm/min the hardness values in the welding zone are lower than the base material due to grains coarsening and growth as shown in Fig. 9.b as mentioned by Mishra et al.4). On the other hand Fig. 10 represents the hardness profile in the case of the tapered tool pin profile. As can be observed from the figure, the hardness values in the welding zone are greater than that of the base material at 400 rpm and both welding speed values as shown in Figs. 10.a and c, while almost hardness values in the welding zone at 630 rpm are lower than the base material for both welding speed values as shown in Figs. 10.b and d. It is worth nothing that the lower hardness values resulted from bigger grains sizes due to the higher heat input and following grain growth during FSW.
Fig.┬Ā9
Vickers microhardness profile of the welded joints by threaded tool pin profile at different rotational and welding speed values

Fig.┬Ā10
Vickers microhardness profile of the welded joints by tapered tool pin profile and at different rotational and welding speeds
Moreover, the tensile strength values of the welded joints were obtained and plotted against the welding speed for both rotational speed values and both tool types. Fig. 11 shows the variation of the tensile strength due to the variation of FSW parameters. It is noticed that the best tensile strength value obtained by the threaded tool at 400 rpm, 100 mm/min. The results show that the rotational speed variation has a great effect on the tensile strength for both tool pin profiles. The fracture positions of all friction stir welded joints samples are presented in Figs. 12 and 13. The specimens show ductile fracture mode with shrinkage in area. The fracture positions of almost specimens is located at the retreating side and in the tunnel defect. It is worth nothing that the higher tensile strength values obtained in the case of defect-free welds and the tensile strength values is affected by the tunnel size where the bigger tunnel size results in lowering the tensile strength value.
4. Conclusions
From the examinations that have been conducted, it is possible to conclude that:
1) The peak temperature during FSW process increases with increasing the rotational speed for the same tool pin profile and the welding speed, while it decreases with increasing the welding speed. Furthermore, the peak temperatures obtained by the threaded tool pin profile are higher than those obtained by the tapered one at the same rotational and welding speed values.
2) The welded joints by the threaded tool pin profile are affected by increasing the rotational speed, where at lower rotational speed the defect-free welds are obtained but at higher rotational speed, tunnel defects are detected. While all the welded joints by the tapered tool pin profile have an internal tunnel defects at all FSW conditions, where the tunnel size is affected by both rotational and welding speed values.
3) The weld zone hardness values of the welded joints by both tool pin profiles are greater than the base material hardness value at lower rotational speed and at both welding speed values.
4) The optimum tensile strength value in this work is obtained by the threaded pin at 400 rpm and 100 mm/min. Tensile strength values of the friction stir welded joints by the threaded tool pin profile decrease with increasing welding speed at both rotational speed values, while in the case of the tapered pin, the tensile strength values decrease with increasing the welding speed at 400 rpm and increase with increasing the welding speed at 630 rpm.
5) The tunnel size has a great effect on the tensile strength values where, the lowest tensile strength value obtained in the case of the biggest tunnel size.
6) The best selection of the tool is the threaded tool pin profile at lower rotational speed in terms of defect-free and tensile strength values, but the tapered tool pin profile is better than the threaded one at higher rotational speed and at higher welding speed in terms of tensile strength values only.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



