


1. Introduction
Exhaust gas emission regulations and the need for energy saving are contributing to an increased demand for weight-reduction and better fuel-efficiency in transportation industries. As a promising method to solve these issues, the application of light-weight materials is desired. Among the various light-weight materials, aluminum alloys are an appropriate material due to their features of light weight, corrosion resistance, specific strength, good formability, and recycling efficiency1-4). In particular, the 5xxx series of aluminum alloys with magnesium have reasonable strength and good formability. For this reason, studies on the application of the 5xxx series aluminum for strengthening parts of auto bodies have been performed5). In this case, new and reliable welding and joining processes are required because the Al alloys are generally classified as difficult materials to weld due to the solidification of cracks, segregation, and porosities in the fusion zone during conventional fusion welding.
In recent years, friction stir welding (FSW), invented by the welding Institute (TWI)6) has attracted attention as a promising alternative joining method. FSW is a solid-state joining method that involves a rotating, non-consumable tool with a specific design. The tool is plunged into the materials, and makes local changes in the stirred zone due to both the mechanical deformation and the frictional heat. This method leads to fewer metallurgical defects and less distortion, compared with conventional fusion welding, because it is conducted under the melting temperature of the base metal7). Due to its many advantages, FSW has attracted a great deal of attention in various industrial fields.
Many studies8-11) of FSW for 5xxx series aluminum have been performed. However, most of these focus on mechanical properties such as tensile strength, hardness, and formability. The microstructure in the welding region should be controlled to obtain better mechanical properties. The microstructural evolution in the stir zone (SZ) should be investigated to control the microstructure.
In the present study, 1mm-thick AA5052-H32 butt joints are manufactured by FSW. The microstructures of the welding region are precisely investigated. In particular, microstructural changes in the stir zone after the FSW are evaluated and discussed on the basis of electron back-scattered diffraction (EBSD) measurement and transmission electron microscopy (TEM) observations. Additionally, the hardness test in the mid-cross-section is also conducted to investigate the change of mechanical properties.
2. Experimental procedures
As a base metal, commercial AA5052-H32 alloy of 1mm in thickness was used in this study. The chemical composition of the base metal is shown in Table 1. Rectangular strips (100 mmL ├Ś 50 mmW) were prepared from the base metal sheets. The strip surface subjected to the butt welding was cleaned with alcohol and dried before FSW. The tool for FSW was made of high-speed tool steel (SKD61). The shoulder and pin diameter of the tool are 8 mm and 2.5 mm, respectively. The pin length was 0.8 mm. The tool was traversed parallel to the rolling direction of the base metal with a 2┬░ tilt from the vertical axis.
Table┬Ā1
Chemical composition of the base metal AA5052- H32
| Alloying element (wt%) | |||||||
|---|---|---|---|---|---|---|---|
| Si | Fe | Cu | Mn | Mg | Cr | Zn | Al |
| 0.21 | 0.27 | 0.02 | 0.03 | 2.25 | 0.18 | 0.02 | Bal. |
For generating sufficient frictional heat, the dwell time of the tool was 5 sec before starting FSW. A backing plate made of structural mild steel was used.
FSW was performed at tool rotation speed ranges and traverse welding speed ranges of 600~2000 RPM and 8~12 mm/s, respectively. After evaluating the mechanical properties of FSW joints, the optimized condition was selected to 1500RPM and 12 mm/s. Sound joints without defects were obtained.
After FSW, the transverse cross-sections of the joints were observed with an optical microscope (Olympus, GX51). The samples for optical microscopy were prepared according to the standard procedures including grinding polishing, and then etched using a solution of 15 ml HF + 10 ml H3PO4 + 75 ml H2O. For electron backscattered diffraction (Zeiss, SUPRA 40VP) investigation, the specimens were electro-polished at 253 K and 30 V in a solution containing 2 vol% nitric acid, 5 vol% perchloric acid, and methanol in order to remove the deformed layer. The EBSD investigation was performed on the normal-direction plane of the base metal and the central region of the stir zone with the TSL- OIM package. For precise investigation, 2 ╬╝m and 0.5 ╬╝m step sizes were used for the base metal and the stir zone, respectively. The grains were identified from the presence of continuous boundaries of above 15┬░ misorientation. For TEM (FEI, TECNAIF-20), specimens of 3mm in diameter were cut from the base metal and the stir zone using an electrical discharging method. The thin foils were prepared by a precision ion polishing system. A VickersŌĆÖ micro-hardness test (Mitutoyo, HM- 112) was performed in the mid-thickness region across the cross-section under a load of 100g for a 10s dwell time at room temperature.
3. Results and discussion
Fig. 1 shows a low magnification overview of the cross-section of the friction-stir-welded AA5052-H32 joint. Defect-free joints were obtained; cracks or porosities were not observed in the stir zone. Also, thermal distortion did not occur. The bowl-shaped stir zone is clearly visible. Distinct regions were observed in the typical friction stir weld, which indicate different microstructures.

Fig. 2 indicates the optical microstructures at locations ŌĆśAŌĆÖ, ŌĆśBŌĆÖ, and ŌĆśCŌĆÖ shown in Fig. 1. The ŌĆśAŌĆÖ region is termed the base metal, which did not undergo plastic deformation and thermal effect with the FSW process. In the ŌĆśAŌĆÖ region, a rolling structure is observed in the center region and a recrystallized structure in both the surface and bottom regions. It is considered that the partially recrystallized microstructure in the ŌĆśAŌĆÖ region resulted from the insufficient stabilizing process after cold rolling. However, the microstructures in ŌĆśBŌĆÖ and ŌĆśCŌĆÖ differ to that of ŌĆśAŌĆÖ. Location ŌĆśBŌĆÖ, known as the thermo- mechanically affected zone (TMAZ), has morphological changes in the grain structure. This zone is found in close vicinity to the stir zone, where the region experiences metal flow as well as thermal cycling during the FSW process. However, this region has not undergone recrystallization. Location ŌĆśCŌĆÖ shows the stir zone, which has a fine and equiaxed grains structure, compared with that of the base metal. This region has experienced direct frictional heat and plastic deformation through the rotation and travel of the tool. Consequently, recrystallization has occurred in this region. This recrystallized area is occupied by the rotating tool pin. For a more detailed examination of the microstructures, EBSD and TEM analyses were performed.
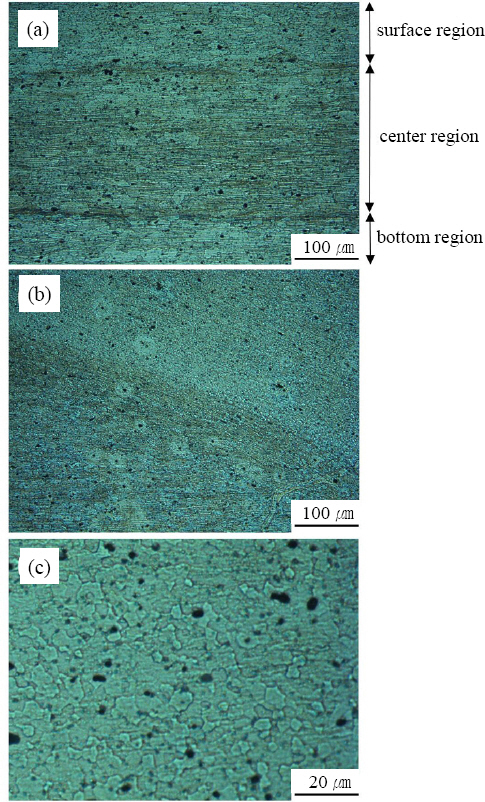
Fig. 3 shows the EBSD inverse pole figure (IPF) maps for the normal direction plane (ND-P) of the base metal and stir zone, respectively. The microstructural characterization differs somewhat between the base metal and the stir zone. The base metal has textures corresponding to {001}ŌŖźND, while the center of the stir zone shows {111}ŌŖźND. This change results from the intense shear deformation by tool rotation during FSW. The grains in the stir zone were more refined than those of the base metal.
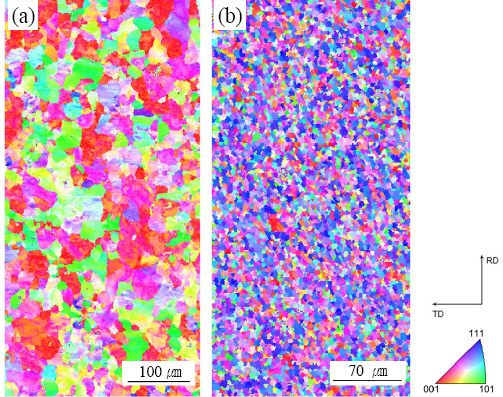
Fig. 4 shows the considerable difference in grain size and misorientation angle distribution between the base metal and the stir zone. The base metal region exhibits a relative coarse grain structure with an average grain size of 28 ╬╝m, while the stir zone consists of fine grains with an average grain size of 6 ╬╝m, as shown in Fig 4(a). This grain refinement is due to the breakup of the original grain structure because of the intense plastic deformation and frictional heat by the rotation and travel of the tool during FSW. Fig. 4(b) shows the misorientation angle distribution of the base metal and the stir zone. In general, the grain boundaries can be classified into high or low angle grain boundaries, as those having misorientation of more than 15┬░ and those having misorientation less 15┬░, respectively. From the comparison of misorientation angle distribution between the base metal and stir zone, it is seen that the fraction of high angle grain boundaries (HAGB) is much higher in the stir zone. The higher fraction of HAGB in the stir zone is connected with the development of recrystallized grains during the FSW. During the plastic deformation, subgrains are formed by recovery. The subgrain boundaries change to a high angle, and consequently those grains having HAGB are formed by the process of recrystallization12).

Fig. 5 shows (111) pole figures for the base metal and stir zone. The base metal takes a component containing {001}<100> Cube orientation. The Cube orientation is known as a typical recrystallized texture in the cubic structured materials. In addition, the base metal indicates a component with {112}<111> Copper orientation. This is a typical rolling deformation texture of the materials have face-centered cubic crystal (FCC) similar to Al and Cu. The textures of the base metal show they are manufactured with H32-temper. The H32 condition involves both strain hardening such as cold rolling and stabilizing by relatively low temperature heating to obtain 1/4 hard of the material. On the other hand, a very different texture was formed in the stir zone. The {112} <110> texture was mainly confirmed in the stir zone. This is the simple shear deformed texture. The formation of the {112}<110> texture in the stir zone is attributed to the severe shear deformation during FSW. For FCC metals, the common plane and the common direction are {111} and <110>, respectively. A shear deformation in Al occurs by slip in the <110> direction on {111} planes. For this reason, two partial fiber textures develop after the shear deformation: {111}<uvw> (called ╬▒ fiber) and {hkl}<110> (called ╬▓ fiber). Also, a metastable texture C is formed, which takes a component with a {110}<001> texture. From these results and discussion, it was clearly revealed that a {112}<110> ╬▓/-╬▓ fiber texture is developed in the stir zone.
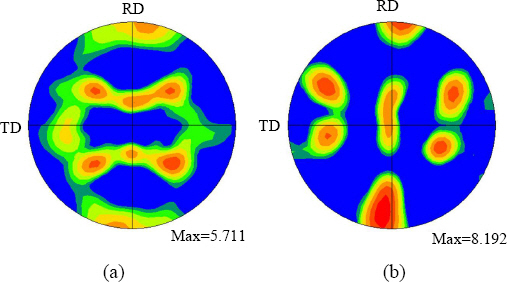
Fig. 6 shows transmission electron micrographs of the base metal and the stir zone after FSW. The corresponding selected area diffraction pattern (SADP) of the stir zone indicates the Debye ring pattern as shown in Fig. 6(b). This means that the stir zone consists of ultra-fine grains, the result of which tends to agree well with the results of the EBSD data shown in Fig. 3(b) and Fig. 4(a). Also, a high density of dislocation was observed in the base metal. It was considered that these dislocations had been introduced by the manufacturing process of cold rolling. On the other hand, the TEM observation in the stir zone shows a markedly lower density of dislocations compared with that of the base metal. One of the possible reasons for this result is the occurrence of recrystallization due to the severe shear plastic deformation and frictional heat by the rotation and travel of the tool during FSW. Fig. 7 shows the hardness profile in the mid cross-section of the friction stir welding region. The hardness in the base metal is approximately 67 Hv. On the other hand, the hardness of the stir zone varies from 53 to 57 Hv. It was revealed that the stir zone becomes softer than the base metal. Several factors such as dislocations, precipitates, and grain refining affect the hardness value of Al alloys. The 5xxx series Al alloys are classified as a group of non-heat treatable alloys. Therefore, the precipitates have little or no effect on hardness change in the stir zone. During FSW, the dislocations could be removed by both recovery and recrystallization, as shown in Fig 6. As a result, it is considered that the extinction of dislocation contributed to the decrease of hardness in the stir zone. The grain size of the stir zone was much smaller than that of the base metal. However, the hardness value of the stir zone was lower than that of the base metal. Based on these results, in the case of work-hardened non-heat treatable 5xxx series Al alloys, the dominant factor affecting the hardness distribution in the stir zone is the density of dislocation, not the grain size.


4. Conclusions
Friction stir welding of AA5052-H32 thin sheets was successfully performed without defects in the welding region. The microstructural evolutions in the stir zone are precisely examined by EBSD investigation and TEM observation. Many useful results were obtained and observations were made. The stir zone forms an ultra-fine grain microstructure consisting of equiaxed and recrystallized grains. The microtexture analysis by EBSD clearly revealed that the {112}<110> ╬▓/-╬▓ simple shear deformation texture forms in the central region of the stir zone. The TEM observation for the stir zone shows relatively lower density of dislocations compared with that of the base metal. This is believed to be caused by the recovery and recrystallization due to the severe shear plastic deformation and sufficient frictional heat by the rotation and travel of the tool during FSW. In the case of work-hardened non-heat treatable 5xxx series Al alloys, it was revealed that the dominant factor affecting hardness distribution in the stir zone is the density of dislocation, not the grain size.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



