


1. ņä£ ļĪĀ
ņĀä ņäĖĻ│ä ņ×ÉļÅÖņ░© ņé░ņŚģņŚÉņä£ ņŚ░ļŻī ĒÜ©ņ£©ņØä ļåÆņØ┤Ļ│Ā ļŹö ļéśņØĆ ņČ®ļÅīņĢłņĀäņä▒ņØä ļ│┤ņןĒĢśĻĖ░ ņ£äĒĢ┤ ņ░©ļ¤ēņÜ® Ļ│Āņä▒ļŖź ņ╣£ĒÖśĻ▓Į ņåīņ×¼ņŚÉ ļīĆĒĢ£ ņłśņÜöĻ░Ć Ēü¼Ļ▓ī ņ”ØĻ░ĆĒĢśņśĆļŗż. ļ»ĖĻĄŁņŚÉ ņłśņČ£ĒĢśļŖö ĻĖĆļĪ£ļ▓ī ņ×ÉļÅÖņ░© ņĀ£ņĪ░ņŚģņ▓┤ļōżņØĆ ļ¬®Ēæ£ ņŚ░ļ╣ä ļ░Å ņśżņŚ╝ ļ¼╝ņ¦ł Ļ░ÉņåīņŚÉ ļÅäļŗ¼ĒĢśĻĖ░ ņ£äĒĢ┤ ņ×ÉļÅÖņ░©ņØś ņŗżņ¦łņĀüņØĖ ļ│ĆĒÖöļź╝ Ļ░ĢņĀ£ĒĢśļŖö ĻĖ░ņŚģĒÅēĻĘĀ ņŚ░ļ╣ä(CAFE, Corporate Average Fuel Economy) Ēæ£ņżĆņŚÉ ļö░ļØ╝ ņĀ£ņĀĢļÉ£ ļ¬®Ēæ£ļź╝ ņČ®ņĪ▒ĒĢ┤ņĢ╝ ĒĢ£ļŗż1-3). Fig. 1ņŚÉ ņĀ£ņŗ£ļÉ£ ļ░öņÖĆ Ļ░ÖņØ┤ ņØ┤ ļ¬®Ēæ£ ņŚ░ļ╣äļŖö Ļ│äņåŹ ņ”ØĻ░ĆĒĢĀ ņČöņäĖņØ┤ļ»ĆļĪ£ ņ×ÉļÅÖņ░© ņĀ£ņĪ░ņŚģņ▓┤ņØś Ļ│ĀĻ░ĢļÅä Ļ▓Įļ¤ēņåīņ×¼ ņÜöĻĄ¼ ļśÉĒĢ£ ņ”ØĻ░ĆĒĢśĻ▓ī ļÉĀ Ļ▓āņØ┤ļŗż. ĒĢ£ĒÄĖ, ņĢīļŻ©ļ»ĖļŖä, ļ¦łĻĘĖļäżņŖśĒĢ®ĻĖł, Ēāäņåīņä¼ņ£ĀĻ░ĢĒÖö ĒöīļØ╝ņŖżĒŗ▒ ļō▒ ļŗżņ¢æĒĢ£ ņóģļźśņØś Ļ▓Įļ¤ēņ×¼ļŻīĻ░Ć ĒÖ£ļ░£Ē׳ Ļ░£ļ░£ļÉ©ņŚÉļÅä ļČłĻĄ¼ĒĢśĻ│Ā, ņ×ÉļÅÖņ░©ņŚÉ ņé¼ņÜ®ļÉśļŖö ņ▓ĀĻ░Ģņ×¼ļŖö ļ╣äņÜ®ņĀüņØĖ ņÜ░ņ£äļĪ£ ņØĖĒĢ┤ ņāüļŗ╣ĒĢ£ ņ¢æņØ┤ ņé¼ņÜ®ļÉśĻ│Ā ņ׳ļŗż. ņ×ÉļÅÖņ░© Ļ░ĢĒīÉņØĆ ļŹö ļé«ņØĆ ļ░ĆļÅäļĪ£ ļŹö ļéśņØĆ ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ņØä Ļ░¢ļÅäļĪØ Ļ░£ļ░£ļÉśĻ│Ā ņ׳ņ£╝ļ®░, ņØ┤ļ¤¼ĒĢ£ ļ░£ņĀäĻ│╝ ĒĢ©Ļ╗ś ņ┤łĻ│ĀņןļĀźĻ░Ģ(AHSS, Advanced High Strength Steel)ņØĆ ņ░©ļ¤ēņÜ® Ļ▓Įļ¤ēņåīņ×¼ļĪ£ņØś ĒÖ£ņÜ®ņØ┤ ĻĖ░ļīĆļÉśĻ│Ā ņ׳ļŗż4).

Fig. 2ļŖö ļŗżņ¢æĒĢ£ ņ×ÉļÅÖņ░©ņÜ® Ļ░ĢĒīÉņØś ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ņØä ļ│┤ņŚ¼ņŻ╝ļŖö ļīĆĒæ£ņĀüņØĖ ļÅäĒæ£ņØ┤ļŗż5,6). ņØ┤ ĻĘĖļ”╝ņŚÉņä£ 1ņäĖļīĆ AHSSļŖö ņØĖņן ĒØĪņłś ņŚÉļäłņ¦ĆĻ░Ć ņĢĮ 20 GPa-% ņØĖ Ļ░Ģņ×¼ ĻĘĖļŻ╣ņ£╝ļĪ£ 1970ļģäļīĆ ņäØņ£Ā ĒīīļÅÖ ņØ┤Ēøä ĻĖ░ņĪ┤ņØś ņŚ░Ļ░Ģ ļ░Å Ļ│ĀĻ░ĢļÅäĻ░ĢņØä ļīĆņ▓┤ĒĢśĻĖ░ ņ£äĒĢ┤ Ļ░£ļ░£ļÉśņŚłļŗż. DP(Dual Phase)Ļ░Ģ ļ░Å TRIP(Transformation-induced Plasticity)Ļ░ĢņØ┤ ņØ┤ ļ▓öņŻ╝ņŚÉ ņåŹĒĢ£ļŗż7,8). ņĄ£ĻĘ╝Ļ╣īņ¦ĆļÅä ņ┤łļ»ĖņäĖļ”ĮņØś ĻĖ░ņ¦ĆņĪ░ņ¦üĻ│╝ ļåÆņØĆ ļČäņ£©ņØś ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖļź╝ ĒÖ£ņÜ®ĒĢśļŖö ĻĖ░Ļ░ĆĻĖē ņØĖņןĻ░ĢļÅäņØś AHSSĻ░Ģņ×¼Ļ░Ć Ļ░£ļ░£ļÉśĻ│Ā ņ׳ņ¦Ćļ¦ī, Ļ▓Įņ¦ł ļ░Å ņŚ░ņ¦łņØś ņāüņØ┤ ļ│ĄĒĢ®ņĪ░ņ¦üņØä ņØ┤ļŻ©ļŖö ļ»ĖņäĖņĪ░ņ¦üņĀü ĒŖ╣ņ¦Ģņ£╝ļĪ£ ņØĖĒĢśņŚ¼ ņØĖņן ĒØĪņłś ņŚÉļäłņ¦Ćļź╝ ņ”ØĻ░Ćņŗ£ĒéżļŖö ļŹ░ņŚÉ ĒĢ£Ļ│äĻ░Ć ņ׳ļŗż9). 2ņäĖļīĆ AHSSņŚÉļŖö ļīĆĒæ£ņĀüņ£╝ļĪ£ 700MPa ņØ┤ņāüņØś Ļ░ĢļÅäņÖĆ 50% ņØ┤ņāüņØś ļåÆņØĆ ņŚ░ņä▒ņØä Ļ░Ćņ¦ĆļŖö Ļ│Āļ¦ØĻ░äTWIP (Twinning-induced Plasticity)Ļ░ĢņØä ļōż ņłś ņ׳ļŗż10). Ļ░Ģņ×¼ņØś ņÜ░ņłśĒĢ£ ņŚ░ņŗĀņ£©ņØĆ ļ│ĆĒśĢ ņżæ ņĀäņāü ņśżņŖżĒģīļéśņØ┤ĒŖĖ ĻĖ░ņ¦ĆļĪ£ļČĆĒä░ ņīŹņĀĢņØ┤ ĒśĢņä▒ļÉ©ņŚÉ ļö░ļØ╝ ĻĘĖļĪ£ ņØĖĒĢ£ ļÅÖņĀü Hall- PetchĒÜ©Ļ│╝ļź╝ ĻĖ░ļ░śņ£╝ļĪ£ ĒĢ£ļŗż. ĻĘĖļ¤¼ļéś TWIPĻ░ĢņØĆ ĒĢ©ņ£ĀĒĢśļŖö ĒĢ®ĻĖłņøÉņåī ĒĢ©ļ¤ēņØ┤ ņāüļīĆņĀüņ£╝ļĪ£ ļåÆņĢä ņÜ®ņĀæņä▒ņØ┤ ņĀĆĒĢśļÉśĻ│Ā ņøÉļŻīļ╣äĻ░Ć ļåÆņØĆ ļŗ©ņĀÉņØ┤ ņ׳ļŗż11). 3ņäĖļīĆ AHSSļŖö Ļ│Āļ¦ØĻ░äTWIPĻ░ĢņŚÉ ļ╣äĒĢ┤ ņāüļīĆņĀüņ£╝ļĪ£ ļé«ņØĆ ņØĖņן ĒØĪņłś ņŚÉļäłņ¦Ćļź╝ Ļ░¢ņ¦Ćļ¦ī ņżæļ¤ēņØä ļé«ņČöĻ▒░ļéś ĒĢ®ĻĖł ņøÉņåīļź╝ ņżäņØ┤ļŖö ļ░®Ē¢źņ£╝ļĪ£ Ļ░£ļ░£ļÉśņŚłļŗż. ņØ┤ Ļ░£ļģÉņØä ļ░öĒāĢņ£╝ļĪ£ ņäżĻ│äļÉ£ Ļ░Ģņóģņ£╝ļĪ£ļŖö Ļ│Āļ¦ØĻ░äĻ│ä Ļ▓Įļ¤ēņ▓ĀĻ░Ģ(Lightweight steel)Ļ│╝ ņżæļ¦ØĻ░äTRIPĻ░ĢņØ┤ ņ׳ļŗż. ņŚ¼ļ¤¼ ņŚ░ĻĄ¼ņŚÉņä£ ņÜ®ņĀæņä▒ ņĀĆĒĢśĻ░Ć ļ│┤Ļ│ĀļÉśņŚłņ¦Ćļ¦ī12-15), ņøÉņØĖĻ│╝ ĒĢ┤Ļ▓░ņ▒ģņŚÉ ļīĆĒĢ£ ļŹö ļ¦ÄņØĆ ņŚ░ĻĄ¼Ļ░Ć ĒĢäņÜöĒĢĀ Ļ▓āņ£╝ļĪ£ ļ│┤ņØĖļŗż.
Fig.┬Ā2
Schematic diagram showing the relationship between elongation and tensile strength for automotive steels5)
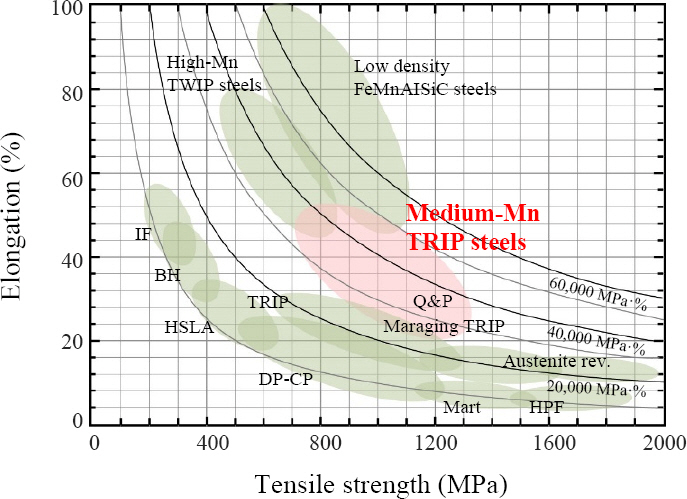
ļ│Ė ļģ╝ļ¼ĖņØĆ ņ░©ņäĖļīĆ ņ×ÉļÅÖņ░©ņÜ® Ļ░ĢĒīÉņ£╝ļĪ£ ĒÖ£ņÜ®ļÉĀ Ļ▓āņ£╝ļĪ£ ĻĖ░ļīĆļÉśļŖö ņżæļ¦ØĻ░äTRIPĻ░ĢņØś ņÜ®ņĀæņä▒ņŚÉ Ļ┤ĆĒĢ£ ļŗżņ¢æĒĢ£ ņŚ░ĻĄ¼ ļ░Å ļ”¼ļĘ░ ļ¼ĖĒŚī16)ņØä ņ░ĖĻ│ĀĒĢśņŚ¼ ļ│Ė ĒÜīņ¦ĆņØś ļÅģņ×ÉļōżņØä ņ£äĒĢśņŚ¼ ļ▓łņŚŁ ļ░Å ņ×¼Ļ░ĆĻ│ĄĒĢśņśĆņ£╝ļ®░, ņżæļ¦ØĻ░äTRIPĻ░Ģ ņĀĆĒĢŁņĀÉņÜ®ņĀæļČĆņŚÉ ļéśĒāĆļéśļŖö ņŻ╝ņÜö ĒŖ╣ņ¦ĢņŚÉ ļīĆĒĢ┤ ļ¬©ņ×¼, ņÜ®ņĀæ Ēøä, Ēøäņ▓śļ”¼ ņżæņŚÉņä£ņØś ļ»ĖņäĖņĪ░ņ¦üņĀü ļ│ĆĒÖöņØś Ļ┤ĆņĀÉņŚÉņä£ ņä£ņłĀĒĢśĻ│Āņ×É ĒĢ£ļŗż.
2. ņżæļ¦ØĻ░äTRIPĻ░Ģ ļ¬©ņ×¼ ĒŖ╣ņä▒
ņżæļ¦ØĻ░äTRIPĻ░ĢņØĆ ļé«ņØĆ ĒöäļĀłņŖżĻ░ĆĻ│Ą ņś©ļÅäņÖĆ ļø░ņ¢┤ļé£ ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ņ£╝ļĪ£ ņØĖĒĢ┤ ņ×ÉļÅÖņ░©ņØś ņČ®ļÅīņä▒ļŖźņØä Ē¢źņāüņŗ£Ēé¼ ņłś ņ׳ļŗżļŖö ņĀÉņŚÉņä£ Ļ┤æļ▓öņ£äĒĢśĻ▓ī ņŚ░ĻĄ¼ļÉ£ Ļ░Ģņ×¼ņØ┤ļŗż6,17). Ļ░ĢņØś ĒĢ®ĻĖł ņäżĻ│ä ņĀäļץņØĆ ĻĖ░ļ│ĖņĀüņ£╝ļĪ£ 3-10 wt.%ņØś ļåÆņØĆ ĒĢ©ļ¤ēņØś ļ¦ØĻ░äņØä ĒÖ£ņÜ®ĒĢśņŚ¼ ņżĆņĢłņĀĢ ņśżņŖżĒģīļéśņØ┤ĒŖĖņØś TRIP ĒÜ©Ļ│╝ļź╝ ņØ┤ņÜ®ĒĢśļÅäļĪØ ņäżĻ│äļÉśņŚłļŗż. ņØ┤ Ļ░Ģņ×¼ļŖö ņāüņś©ņŚÉņä£ ņØ╝ļČĆ ņśżņŖżĒģīļéśņØ┤ĒŖĖņÖĆ ĒÄśļØ╝ņØ┤ĒŖĖņØś ņØ┤ņāüņĪ░ņ¦üņØä Ļ░Ćņ¦ĆļŖöļŹ░, ņżĆņĢłņĀĢņĀüņØĖ ņśżņŖżĒģīļéśņØ┤ĒŖĖļŖö Ļ░Ģņ×¼ņŚÉ ļø░ņ¢┤ļé£ ņŚ░ņŗĀņ£©ņØä ļČĆĻ│╝ĒĢśļŖö ļÅÖņŗ£ņŚÉ ļ»ĖņäĖļ”Įņ£╝ļĪ£ņŹ© ĒĢŁļ│Ą ļ░Å ņØĖņן Ļ░ĢļÅäļź╝ Ē¢źņāüņŗ£ĒéżļŖö ņÜöņØĖņ£╝ļĪ£ ņ×æņÜ®ĒĢ£ļŗż6). ņØ┤ ļĢī, ļæÉ ņāü Ļ░ä Ļ│äļ®┤ņŚÉņä£ņØś ļ¦ØĻ░ä ņ×¼ļČäļ░░ļŖö ņØ┤ņāüņśüņŚŁņåīļæö(intercritical annealing) Ļ│ĄņĀĢņØä ĒåĄĒĢ£ ĒĢ®ĻĖłņøÉņåī ņ×¼ļČäļ░░Ļ░Ć ĒĢäņłśņĀüņ£╝ļĪ£ ņäĀĒ¢ēļÉśņ¢┤ņĢ╝ ĒĢśļŖöļŹ░, ņżæņÜöĒĢ£ Ļ▓āņØĆ ņØ┤ņÖĆ Ļ░ÖņØĆ ņŚ┤ņ▓śļ”¼ Ēøä ņāüņś©ņ£╝ļĪ£ņØś ĒøäņåŹļāēĻ░üĻ│╝ņĀĢ ņżæņŚÉ Ļ░Ģņ×¼ ļé┤ņŚÉļŖö ĻĖ░ņĪ┤ņŚÉ ĒśĢņä▒ļÉ£ ņśżņŖżĒģīļéśņØ┤ĒŖĖ ņāüņØ┤ ļŗżņŗ£ ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖļĪ£ ļ│ĆĒā£ĒĢśņ¦Ć ņĢŖļŖöļŗżļŖö ņĀÉņØ┤ļŗż.
ļ¦ØĻ░äņØś ņ▓©Ļ░ĆļŖö Ļ│ĀņÜ®Ļ░ĢĒÖö ļ░Å ņśżņŖżĒģīļéśņØ┤ĒŖĖ ņĢłņĀĢĒÖö ĒÜ©Ļ│╝ņÖĆ ĒĢ©Ļ╗ś Fig. 3ņŚÉ ņĀ£ņŗ£ļÉ£ ļ░öņÖĆ Ļ░ÖņØ┤ ņĀüņĖĄĻ▓░ĒĢ©ņŚÉļäłņ¦Ć(Stacking fault energy, SFE)ļź╝ ļ│ĆĒÖöņŗ£ņ╝£ Ļ░Ģņ×¼ņØś Ļ│Āņ£ĀĒĢ£ ļ│ĆĒśĢ ļ¬©ļō£ļź╝ ļČĆņŚ¼ĒĢ£ļŗż10,18,19). ĻĖ░ņĪ┤ TRIPĻ░ĢņŚÉ ļ╣äĒĢ┤ ņżæļ¦ØĻ░äTRIPĻ░ĢņØś ļ╣äĻĄÉņĀü ļåÆņØĆ ļ¦ØĻ░ä ĒĢ©ņ£ĀļŖö ņÜ░ņłśĒĢ£ ĻĖ░Ļ│äņĀü ļ¼╝ņä▒ņØä ņ¢╗ĻĖ░ ņ£äĒĢ┤ ĒĢäņłśņĀüņØĖ TRIP ĒśäņāüņØä ņ£Āļ░£ĒĢĀ ņłś ņ׳ņØä ņĀĢļÅäņØś ļé«ņØĆ SFEļź╝ Ļ░Ćņ¦Ćļ®┤ņä£ļÅä ļŗżļ¤ēņØś ņżĆņĢłņĀĢņĀüņØĖ ņśżņŖżĒģīļéśņØ┤ĒŖĖļź╝ Ļ░¢Ļ▓ī ĒĢ£ļŗż. ĻĘĖļ¤¼ļéś ļ¼ĖņĀ£ļŖö, ņØ┤ļ¤¼ĒĢ£ ļ¦żņÜ░ ņל ņĀ£ņ¢┤ļÉ£ ļ¬©ņ×¼ņØś ļ»ĖņäĖĻĄ¼ņĪ░ļŖö ņÜ®ņĀæĻ│ĄņĀĢņØä Ļ▒░ņ╣śĻ│Ā ļéśļ®┤ ļČłĻ░ĆĒö╝ĒĢśĻ▓ī As-cast ņāüĒā£ņÖĆ ņ£Āņé¼ĒĢ£ ļ»ĖņäĖņĪ░ņ¦üņ£╝ļĪ£ ļ│ĆĒÖöĒĢśņŚ¼ ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ņØä ņĀĆĒĢśņŗ£Ēé©ļŗżļŖö Ļ▓āņØ┤ļŗż.
Fig.┬Ā3
Phase equilibrium after quenching from annealing temperature of 700 ┬░C and stacking fault energy according to main alloying elements of high Mn TWIP steel present at room temperature10)

ļŗżļźĖ Ļ│Āļ¦ØĻ░ä ĒĢ©ņ£ĀņØś AHSSņÖĆ ļ¦łņ░¼Ļ░Ćņ¦ĆļĪ£, ņżæļ¦ØĻ░äTRIPĻ░ĢņØś ņÜ®ņĀæņä▒ ņĀĆĒĢś ļ¼ĖņĀ£ļŖö ņÜ®ņĀæ ņżæ ļ╣ĀļźĖ ņŚ┤-ĻĖ░Ļ│äņĀü ņé¼ņØ┤Ēü┤ļĪ£ ņØĖĒĢ£ ņāüļ│ĆĒā£ņŚÉ ĻĖ░ļ░śĒĢ£ļŗż. ņżæļ¦ØĻ░äTRIPĻ░ĢņØś ņÜ®ņĀæņä▒ņŚÉ ļīĆĒĢ£ ņäĀĒ¢ēņŚ░ĻĄ¼ņŚÉņä£ ņØ╝ļ░śņĀüņ£╝ļĪ£ ņÜ®ņĀæļ¼╝ņØś ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ ņĀĆĒĢśĻ░Ć ņŻ╝ļĪ£ ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖņØś ņĘ©ņä▒Ļ│╝ Ļ┤ĆļĀ©ņ׳ļŗżĻ│Ā ļ│┤Ļ│ĀĒĢśĻ│Ā ņ׳ļŗż12). ņ×ÉļÅÖņ░©Ļ░ĢĒīÉ ņĀæĒĢ®ņØä ņ£äĒĢ£ ļīĆļČĆļČäņØś ņÜ®ņĀæ ļ░®ļ▓ĢņØĆ ņØ╝ļ░śņĀüņ£╝ļĪ£ ņŚ┤ ņ£Āņ×ģņØ┤ ņĀüņ¢┤ ļāēĻ░üņåŹļÅäĻ░Ć ļ╣ĀļźĖ ļŹ░ļŗżĻ░Ć, Ļ░Ģņ×¼ņØś ļåÆņØĆ ĒĢ®ĻĖłņøÉņåī ļ╣äņ£©ļĪ£ ņØĖĒĢ£ ļé«ņØĆ ņ×äĻ│ä ļāēĻ░üņåŹļÅäļĪ£ ņØĖĒĢ┤ ņÜ®ņĀæ ĒøäņŚÉ ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ ĒśĢņä▒ņØĆ Ēö╝ĒĢĀ ņłś ņŚåĻĖ░ ļĢīļ¼ĖņØ┤ļŗż.
3. AHSS ņĀĆĒĢŁņĀÉņÜ®ņĀæņä▒
ņØ╝ļ░śņĀüņ£╝ļĪ£ Ļ│ĀĒĢ®ĻĖłĻ░ĢņØĆ ņĀĆĒĢŁņĀÉņÜ®ņĀæņŚÉņä£ ņĀĆĒĢ®ĻĖłĻ░Ģļ│┤ļŗż ņĀüņØĆ ņĀäļźśļź╝ ĒĢäņÜöļĪ£ ĒĢśļŖö Ļ▓āņ£╝ļĪ£ ņĢīļĀżņĀĖ ņ׳ļŗż. ĒĢ®ĻĖłņøÉņåīņØś ņ▓©Ļ░ĆļŖö BulkņĀĆĒĢŁņØä ņ”ØĻ░Ćņŗ£ņ╝£ ņÜ®ņĀæ Ļ│ĄņĀĢņŚÉņä£ ļŹö ļ¦ÄņØĆ ņŚ┤ņØä ļ░£ņāØņŗ£ĒéżļŖö ņÜöņØĖņØ┤ĻĖ░ ļĢīļ¼ĖņŚÉ, Ļ│ĀĒĢ®ĻĖłĻ░ĢņØĆ ņŚ░Ļ░ĢņŚÉ ļ╣äĒĢ┤ ļÅÖņØ╝ĒĢ£ ņÜ®ņĀæ ļäłĻ╣ā Ēü¼ĻĖ░ļź╝ ņ¢╗ĻĖ░ ņ£äĒĢ£ ņĀäļźśĻ░ÆņØ┤ ņ×æļŗż. ņ”ē, ņāüļīĆņĀüņ£╝ļĪ£ ļ¦ÄņØĆ ĒĢ®ĻĖłņøÉņåīĻ░Ć ņ▓©Ļ░ĆļÉ£ TRIP ļśÉļŖö DPĻ░ĢņØĆ BulkņĀĆĒĢŁņØä ĻĖ░ņżĆņ£╝ļĪ£ ļŗżļźĖ ņĀĆĒāäņåīĻ░Ģļ│┤ļŗż ņĀäņ▓┤ņĀüņ£╝ļĪ£ ļé«ņØĆ ņÜ®ņĀæ ņĀäļźś ļ▓öņ£äļź╝ Ļ░¢ļŖöļŗż.
ņØ╝ļ░śņĀüņØĖ ņĀĆĒĢŁņĀÉņÜ®ņĀæ Ļ│ĄņĀĢņØĆ ņłśļāēņŗØ ĻĄ¼ļ”¼ ņĀäĻĘ╣ņØś ĻĖēļāē ĒÜ©Ļ│╝ļĪ£ ņØĖĒĢ┤ 1000-10000 K/sņØś ļ¦żņÜ░ ļ╣ĀļźĖ ļāēĻ░üņåŹļÅäļź╝ Ļ░Ćņ¦äļŗż. ĻĘĖ Ļ▓░Ļ│╝ ņÜ®ņ£ĄņŚŁ ļśÉļŖö ņŚ┤ņśüĒ¢źļČĆ ņśüņŚŁņŚÉļŖö ļīĆņ▓┤ļĪ£ Ļ▓ĮĒĢ£ ņāüņØ┤ ĒśĢņä▒ļÉ£ļŗż. Ļ▓░Ļ│╝ņĀüņ£╝ļĪ£ ņÜ®ņĀæļ¼╝ņØś Ļ▓ĮļÅäļŖö ļ¬©ņ×¼ņŚÉ ļ╣äĒĢ┤ ņ”ØĻ░ĆĒĢśļ®░, ņÜ®ņĀæļČĆ ņŻ╝ļ│ĆņØś Ļ▓ĮĒÖöņä▒ņØĆ Ēāäņåī ļŗ╣ļ¤ē(Carbon Equivalent, Ceq)Ļ│╝ ļ░ĆņĀæĒĢ£ Ļ┤ĆļĀ©ņØ┤ ņ׳ļŗż. Ēāäņåīļŗ╣ļ¤ēņØĆ ņ▓ĀĻ░Ģņ×¼ļŻīņØś Ļ▓ĮĒÖöļŖźņŚÉ ļīĆĒĢ£ Ļ░ü ĒĢ®ĻĖłņøÉņåīņØś ĒÜ©Ļ│╝ņŚÉ ļīĆĒĢ┤ ĒāäņåīņØś ĒÜ©Ļ│╝ļź╝ 1ļĪ£ ļæÉņŚłņØä ļĢīņØś ļ╣äņ£©ņØä ĒÖśņé░ĒĢśņŚ¼ ļŹöĒĢ£ Ļ▓āņØ┤ļŗż. ņØ╝ļ░śņĀüņ£╝ļĪ£ Ēāäņåīļŗ╣ļ¤ēņØ┤ ļåÆņ£╝ļ®┤ Ļ▓ĮĒĢ£ ņāüņØ┤ ņāØĻĖ░ĻĖ░ ņēĮĻ│Ā ņÜ®ņĀæņä▒ņØ┤ ļé«ņĢäņ¦ĆĻĖ░ ļĢīļ¼ĖņŚÉ ņÜ®ņĀæņä▒ Ē¢źņāüņØä ņ£äĒĢ┤ņä£ļŖö ņØ┤ļź╝ ļé«ņČöļŖö Ļ▓āņØ┤ ņżæņÜöĒĢśļŗż. ĒĢ£ĒÄĖ, ņĀĆĒĢŁņĀÉņÜ®ņĀæņŚÉņä£ņØś ļ╣ĀļźĖ ļāēĻ░üņåŹļÅäļŖö ņÜ®ņĀæļČĆņØś Ļ▓ĮĒĢ£ ņāü ĒśĢņä▒ņØä ņ£Āļ░£ĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ, ņĀĆĒĢŁņĀÉņÜ®ņĀæļČĆņØś ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ņØĆ Ēāäņåī ļŗ╣ļ¤ēĻ│╝ ļ¦żņÜ░ ļ░ĆņĀæĒĢ£ Ļ┤ĆĻ│äņŚÉ ņ׳Ļ▓ī ļÉ£ļŗż.
ņĀÉņÜ®ņĀæļČĆņØś ņÜ®ņĀæ Ļ░ĢļÅäļŖö ņØ╝ļ░śņĀüņ£╝ļĪ£ ņ░©ļ¤ē ņāØņé░ņŚÉ ņĀüĒĢ®ĒĢ£ ļ░®ņŗØņ£╝ļĪ£ ĒÅēĻ░ĆļÉ£ļŗż. ņÜ®ņĀæ Ļ░ĢļÅäļź╝ ĒÅēĻ░ĆĒĢśĻĖ░ ņ£äĒĢ┤ņä£ļŖö Fig. 4ņŚÉ ņĀ£ņŗ£ļÉ£ ņäĖ Ļ░Ćņ¦Ć ņ£ĀĒśĢņØś ņØĖņן ņŗ£ĒŚś ļ░®ļ▓ĢņØ┤ ņŻ╝ļĪ£ ņé¼ņÜ®ļÉśļ®░, ĻĘĖ ņżæņŚÉņä£ ņŗŁņ×ÉņØĖņןņŗ£ĒŚś(Cross-tension test)ņØĆ ĒīÉņ×¼ņØś ĒÅēļ®┤ņŚÉ ņłśņ¦üņ£╝ļĪ£ ļŗ╣Ļ▓©ņ¦ĆļŖö ņÜ®ņĀæļČĆņØś ņŗŁņ×ÉņØĖņןĻ░ĢļÅä(Cross-tension strength, CTS)ļź╝ ĒÅēĻ░ĆĒĢśļŖö Ļ▓āņ£╝ļĪ£, ņÜ®ņĀæ Ēīīļŗ©ļ®┤ņØś ļ¬©ņ¢æņØĆ ņÜ®ņĀæļ¼╝ņØś Ēīīļŗ©ļ¬©ļō£ļź╝ Ļ▓░ņĀĢĒĢ£ļŗż20). ņśłļź╝ ļōżņ¢┤, Ēöīļ¤¼ĻĘĖĒīīļŗ©ņØĆ ņØ╝ļ░śņĀüņ£╝ļĪ£ CrackņØ┤ ņĀäĒīīļÉĀ ļĢī ļäłĻ╣ā ņŻ╝ļ│ĆņŚÉņä£ ĒĢśņżæņØä ņČ®ļČäĒ׳ Ļ▓¼ļööĻ│Ā Ēīīļŗ©ļÉ©ņØä ņØśļ»ĖĒĢ£ļŗż. ļČĆļČäĒöīļ¤¼ĻĘĖĒīīļŗ©ņØś Ļ▓ĮņÜ░ļŖö Ēöīļ¤¼ĻĘĖĒīīļŗ©ļ¦īĒü╝ ņóŗņ¦ĆļŖö ņĢŖņ¦Ćļ¦ī ņČ®ļČäĒ׳ Ļ▓¼ļö£ ņłś ņ׳ņØīņØä ņØśļ»ĖĒĢ£ļŗż. ļ░śļīĆļĪ£, ņÜ®ņĀæ ļäłĻ╣āņØ┤ ņĀäĒśĆ Ļ░ĢĒĢśņ¦Ć ņĢŖņØĆ Ļ▓ĮņÜ░ļŖö InterfacialĒīīļŗ©ņØ┤ ļ░£ņāØĒĢśĻ│Ā ņŻ╝ļĪ£ ļäłĻ╣ā Ēü¼ĻĖ░Ļ░Ć ņČ®ļČäĒĢśņ¦Ć ņĢŖņØä ļĢī ļéśĒāĆļé£ļŗż. Ļ░ĢļÅä ņĖĪļ®┤ņŚÉņä£ Ļ│äļ®┤Ēīīļŗ©ņØĆ Ēö╝ĒĢ┤ņĢ╝ĒĢśļ®░ Ēöīļ¤¼ĻĘĖĒīīļŗ© ļ¬©ļō£Ļ░Ć Ļ░Ćņן ņØ┤ņāüņĀüņØĖ Ļ▓ĮņÜ░ņØ┤ļŗż. Ļ▓░Ļ│╝ņĀüņ£╝ļĪ£ ļäłĻ╣ā Ēü¼ĻĖ░ļŖö ņĀĆĒĢŁņĀÉņÜ®ņĀæļČĆ Ļ░ĢļÅäņŚÉ ņżæņÜöĒĢ£ ņÜöņåīļĪ£ ņ×æņÜ®ĒĢ£ļŗż.
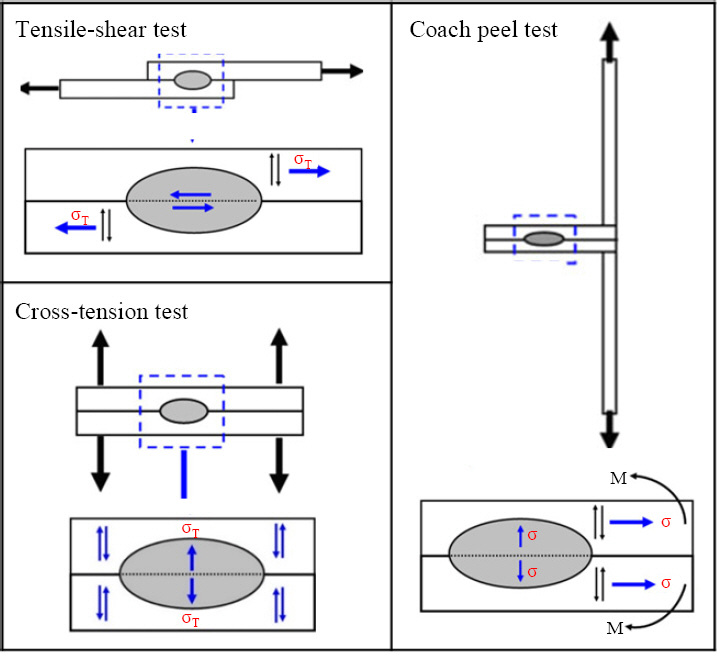
Fig. 5ļŖö Ļ░ĢĒīÉņØś ņØĖņןĻ░ĢļÅäņÖĆ ņÜ®ņĀæļČĆņØś ņØĖņןņĀäļŗ©Ļ░ĢļÅä(Tensile-Shear Strength, TSS) ļ░Å ņŗŁņ×ÉņØĖņןĻ░ĢļÅä(CTS)Ļ░äņØś Ļ┤ĆĻ│äļź╝ ļ│┤ņŚ¼ņżĆļŗż. TSSļŖö Ļ░ĢĒīÉņØś Ļ░ĢļÅäņŚÉ ļö░ļØ╝ ļ╣äļĪĆĒĢśņ¦Ćļ¦ī CTSļŖö Ļ░ĢĒīÉņØś Ļ░ĢļÅäĻ░Ć 800 MPaņØĖ ņśüņŚŁņŚÉņä£ ņĄ£Ļ│ĀņĀÉņŚÉ ļÅäļŗ¼ĒĢ£ ļŗżņØī ņĀÉņ░© Ļ░ÉņåīĒĢ£ļŗż. ņŻ╝ļ¬®ĒĢĀ ņĀÉņØĆ Ļ│ĀĻ░ĢļÅä Ļ░ĢĒīÉņØś CTS Ļ░ÉņåīņŚÉ Ļ┤ĆĒĢ£ Ļ▓āņ£╝ļĪ£, Oikawa ļō▒19)ņØĆ ņØ┤ļź╝ Ļ░Ģņ×¼ņØś ļåÆņØĆ Ēāäņåī ļŗ╣ļ¤ēņŚÉ ņØśĒĢ£ Ļ▓āņ£╝ļĪ£ ĒĢ┤ņäØĒĢśņśĆļŗż. ņ”ē, Ēāäņåī ļŗ╣ļ¤ēņØ┤ ļåÆņØäņłśļĪØ ņŚ┤ņśüĒ¢źļČĆ ņżæ ņĪ░ļ”ĮņŚŁņØ┤ļéś ņÜ®ņ£ĄļČĆ ļō▒ņŚÉņä£ņØś Ļ▓ĮļÅä ņāüņŖ╣ņØ┤ Ēü¼Ļ▓ī ļÉśļ»ĆļĪ£, ņŗ£ĒŚś ņżæ ņŻ╝ļĪ£ ĻĘĀņŚ┤ ņĀäĒīīĻ░Ć ņØ┤ļżäņ¦ĆļŖö ļ¬©ņ×¼ ļśÉļŖö ņŚ░ĒÖöņŚŁņØ┤ ņĢäļŗī ņĘ©ņä▒ņØś ņŚ┤ņśüĒ¢źļČĆ ļśÉļŖö ņÜ®ņ£ĄļČĆ ņ¬Įņ£╝ļĪ£ ņ£Āļ░£ļÉśņ¢┤ CTSļź╝ Ļ░Éņåīņŗ£Ēé¼ ņłś ņ׳ļŗż.
Fig.┬Ā5
Tensile shear and cross tension strengths as a function of tensile strength of steel sheets21)

4. ņżæļ¦ØĻ░äTRIPĻ░Ģ ņĀĆĒĢŁņĀÉņÜ®ņĀæņä▒
ņżæļ¦ØĻ░äTRIPĻ░ĢņØś ļåÆņØĆ ļ¦ØĻ░ä ĒĢ©ļ¤ēņØĆ Ēāäņåī ļŗ╣ļ¤ēņØä ļåÆņØ┤Ļ│Ā Ms ņś©ļÅäļź╝ ļé«ņČśļŗż. ļśÉĒĢ£ ņĀäņłĀĒĢ£ ļ░öņÖĆ Ļ░ÖņØ┤ Ēāäņåī ļŗ╣ļ¤ēņØ┤ ļåÆņØäņłśļĪØ AHSSņØś ņĀĆĒĢŁņĀÉņÜ®ņĀæļČĆ CTSĻ░Ć ļé«ņĢäņ¦Ćļ»ĆļĪ£, ņØ┤ Ļ░Ģņ×¼ņØś CTSĻ░Ć ļåÆņ¦Ć ņĢŖņØä Ļ▓āņØä ņśłņāüĒĢĀ ņłś ņ׳ļŗż. Fig. 6ļŖö ņżæļ¦ØĻ░äTRIPĻ░ĢĻ│╝ DPĻ░ĢņØś ļÅÖņóģ ļ░Å ņØ┤ņóģ ņÜ®ņĀæļČĆņØś CTS ļ░Å ļ▓äĒŖ╝ Ēü¼ĻĖ░ļź╝ ļ╣äĻĄÉĒĢ£ļŗż. ņØ┤ ĻĘĖļלĒöäņØś Solid markļŖö ISO18278-2ņŚÉ ļö░ļźĖ ņÜ®ņĀæ ĒŖ╣ņä▒ņØä ļéśĒāĆļé┤Ļ│Ā, Open markļŖö ļÅäņןņŚ┤ņ▓śļ”¼ Ēøä ĒŖ╣ņä▒ņØä ļéśĒāĆļéĖļŗż (Ēøäņ×ÉļŖö ļŗżņØī ņä╣ņģśņŚÉņä£ ņäżļ¬ģĒĢśĻĖ░ļĪ£ ĒĢ£ļŗż). ņżæļ¦ØĻ░äTRIPĻ░ĢņØś ļÅÖņóģ ļ░Å ņØ┤ņóģņÜ®ņĀæļČĆ CTSĻ░ÆņØĆ ĻĖ░ņĪ┤ņØś TRIPĻ░Ģ ņÜ®ņĀæļČĆņŚÉ ļ╣äĒĢ┤ ļ¦żņÜ░ ļé«ņØĆļŹ░, ņśłļź╝ ļōżļ®┤, ĻĖ░ņĪ┤ņØś TRIPĻ░ĢĻ│╝ DPĻ░ĢņØś ļÅÖņóģ ļ░Å ņØ┤ņóģņÜ®ņĀæļČĆņØś CTSĻ░ÆņØĆ 7.0kA ņÜ®ņĀæ ņĀäļźśņØ╝ ļĢī ļ¬©ļæÉ 5kN ņØ┤ņāüņØ┤ļŗż12). Fig. 7ņØĆ ņżæļ¦ØĻ░äTRIPĻ░ĢņØś ļÅÖņóģ ļ░Å ņØ┤ņóģņÜ®ņĀæļČĆņŚÉņä£ņØś Ēīīļŗ© ļ¬©ļō£ļź╝ ļ¬©ņŗØļÅäļĪ£ ļéśĒāĆļéĖ Ļ▓āņØ┤ļŗż. ņĀĆĒĢŁņĀÉņÜ®ņĀæļČĆļŖö ļäłĻ╣ā Ēü¼ĻĖ░ļĪ£ ļīĆĒæ£ļÉśļŖö ņÜ®ņ£ĄļČĆņØś Ēü¼ĻĖ░ņŚÉ ļö░ļØ╝ ļŗżņ¢æĒĢ£ Ēīīļŗ©ļ¬©ļō£ļź╝ Ļ░Ćņ¦ł ņłś ņ׳ņ¦Ćļ¦ī, ņżæļ¦ØĻ░äTRIPĻ░ĢņØś ņÜ®ņĀæ ĒŖ╣ņä▒ņØś ņŚ┤ĒÖö(Fig. 6ņŚÉņä£ ņØ┤ņóģņÜ®ņĀæļČĆņØś ļé«ņØĆ CTS ļō▒)ļŖö ņÜ®ņ£ĄļČĆņØś ņżæņŗ¼ņäĀ ļśÉļŖö CGHAZļĪ£ņØś ĻĘĀņŚ┤ ņĀäĒīīļĪ£ ņØĖĒĢ£ Ļ▓āņØ┤ļØ╝ ļ│╝ ņłś ņ׳ļŗż. Fig. 8Ļ│╝ 9ļŖö ņżæļ¦ØĻ░äTRIPĻ░ĢņØś ļ¬©ņ×¼ņÖĆ CGHAZņØś ļ»ĖņäĖņĪ░ņ¦üņØä Ļ░üĻ░ü ļéśĒāĆļé┤ļŖö SEMĻ│╝ TEM imageņØ┤ļŗż. ņÜ░ņäĀ (a)ņØś SEM ļ»ĖņäĖņĪ░ņ¦üņØä ļ╣äĻĄÉĒĢ┤ļ│┤ļ®┤ ļ¬©ņ×¼ņØś ņ┤łņäĖļ”ĮņØś Ļ▓░ņĀĢļ”ĮļōżņØĆ ņÜ®ņĀæ ņŚ┤ņŗĖņØ┤Ēü┤ Ēøä CGHAZņŚÉņä£ ņłśņŗŁļ░░ņØś Ļ▓░ņĀĢļ”Įņä▒ņןņØ┤ ļ░£ņāØĒĢśņśĆņØīņØä ņĢī ņłś ņ׳ļŗż. ļśÉĒĢ£ (b)ņØś TEM ļČäņäØĻ▓░Ļ│╝ļĪ£ļČĆĒä░ ĒĢ®ĻĖłņä▒ļČäņØś ņØ┤ņāüņśüņŚŁņåīļæö Ļ│ĄņĀĢņŚÉņä£ ņ¢╗ņ¢┤ņ¦ä ĒĢ®ĻĖłņøÉņåī ņ×¼ļČäļ░░ņØś ņŚ┤ņŚŁĒĢÖņĀü ĻĘĀĒśĢņØ┤ Ļ╣©ņ¦äļŗżļŖö Ļ▓āņØä ņĢī ņłś ņ׳ļŗż. ļ¬©ņ×¼ņØś ņśżņŖżĒģīļéśņØ┤ĒŖĖņŚÉ ņČĢņĀüļÉ£ ļ¦ØĻ░äņØĆ ņÜ®ņĀæ ņżæ Ac3 ņś©ļÅäļ│┤ļŗż Ēø©ņö¼ ļåÆņØĆ CGHAZņØś Ēö╝Ēü¼ ņś©ļÅäņŚÉņä£ ņŚ┤ņŚŁĒĢÖņĀü ĒÅēĒśĢņØä ņØ┤ļŻ©ĻĖ░ ņ£äĒĢ┤ ņĀäņ▓┤ ņśżņŖżĒģīļéśņØ┤ĒŖĖ ĻĖ░ņ¦ĆņŚÉ ĻĘĀņØ╝ĒĢśĻ▓ī ļČäĒżļÉ£ļŗż. ņżæļ¦ØĻ░äTRIPĻ░ĢņØś ļ¦żņÜ░ ļé«ņØĆ ņ×äĻ│ä ļāēĻ░ü ņåŹļÅäņÖĆ ņĀĆĒĢŁņĀÉņÜ®ņĀæņØś ļ╣ĀļźĖ ļāēĻ░ü ņåŹļÅäļź╝ ļ¬©ļæÉ Ļ│ĀļĀżĒĢĀ ļĢī ņÜ®ņĀæļČĆņŚÉņä£ ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ ĒśĢņä▒ņØĆ ļČłĻ░ĆĒö╝ĒĢśļŗż. ļö░ļØ╝ņä£, CGHAZņØś ĻĖ░ņ¦ĆņĪ░ņ¦üņØĆ ņÜ®ņĀæ Ēøä ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖļĪ£ ļ│ĆĒā£ļÉśļ»ĆļĪ£ ļ¬©ņ×¼Ļ░Ć Ļ░Ćņ¦ĆļŖö ņżĆņĢłņĀĢ ņśżņŖżĒģīļéśņØ┤ĒŖĖņØś ļ│ĆĒśĢ ņżæņŚÉņä£ņØś TRIPĒśäņāüņØä ĻĖ░ļīĆĒĢĀ ņłś ņŚåņ£╝ļ®░, ņØĖņן ĒŖ╣ņä▒ņØś ņŚ┤ņ£äĻ░Ć ļ░£ņāØĒĢśļŖö Ļ▓āņØ┤ļŗż. ņØ┤ļ¤¼ĒĢ£ ņŚ┤ĒÖöļŖö ņÜ®ņĀæ ļ░®ļ▓ĢņŚÉ Ļ┤ĆĻ│äņŚåņØ┤ ļ¦ÄņØĆ ņżæļ¦ØĻ░äTRIPĻ░ĢņØś ņÜ®ņĀæļ¼╝ņŚÉņä£ ņŻ╝ņÜö ņÜ®ņĀæņä▒ ļ¼ĖņĀ£ļĪ£ ņ¦ĆņĀüļÉśĻ│Ā ņ׳ļŗż12,13).



5. ļÅäņןņŚ┤ņ▓śļ”¼ļĪ£ ņØĖĒĢ£ ĒŖ╣ņä▒ Ļ░£ņäĀ ĒÜ©Ļ│╝
ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖņØś ņĘ©ņä▒ ļ░Å ĻĘĖņŚÉ ļö░ļźĖ CTSņĀĆĒĢśļŖö ļČłņČ®ļČäĒĢ£ ņ×ÉĻĖ░ Ēģ£ĒŹ╝ļ¦ü (Self/Auto tempering)Ļ│╝ Ļ┤ĆļĀ©ņØ┤ ņ׳ņØä ļ┐Éļ¦ī ņĢäļŗłļØ╝ ļÅäņןņŚ┤ņ▓śļ”¼(Paint-baking, PB)ņŚÉ ņØśĒĢ┤ Ļ░£ņäĀļÉĀ ņłś ņ׳ļŗż. ļÅäņןņŚ┤ņ▓śļ”¼ļŖö ņÜ®ņĀæ Ļ│ĄņĀĢ Ēøä ņ×ÉļÅÖņ░© ņ░©ņ▓┤(Body-in White, BIW) Ēæ£ļ®┤ņŚÉ ņ׳ļŖö ĒÄśņØĖĒŖĖļź╝ Ļ▓ĮĒÖöņŗ£ĒéżĻĖ░ ņ£äĒĢ£ ņĀłņ░©ļĪ£, ņ×ÉļÅÖņ░© ņāØņé░ Ļ│ĄņĀĢņŚÉ ņ׳ņ¢┤ņä£ ĒĢäņłśņĀüņØ┤ļŗż24,25). ņŚ┤ņ▓śļ”¼ļŖö ņĢĮ 130-170ļÅäņØś ņś©ļÅäņŚÉņä£ ņĢĮ 10-20 ļČä ļÅÖņĢł 3ĒÜī ņłśĒ¢ēļÉ£ļŗż26). ņØ┤ļŖö Clear, base coat ļō▒ 3Ļ░Ćņ¦Ć ņĮöĒīģņØä Ļ░üĻ░ü Ļ▓ĮĒÖöņŗ£ĒéżļŖö Ļ│╝ņĀĢņØ┤ļŗż. ņØ┤ ļĢī ņ×æņŚģņś©ļÅäĻ░Ć ņāüļīĆņĀüņ£╝ļĪ£ ļé«ņØĆ ņś©ļÅäņ×äņŚÉļÅä ļČłĻĄ¼ĒĢśĻ│Ā Ļ░Ģņ×¼ ņ×Éņ▓┤ Ēś╣ņØĆ ņÜ®ņĀæļ¼╝ņØś ĻĖ░Ļ│äņĀü ļ¼╝ņä▒ņØ┤ Ē¢źņāüļÉśļŖö ĒÜ©Ļ│╝Ļ░Ć ļŗżņ¢æĒĢ£ ļ¼ĖĒŚīņ£╝ļĪ£ļČĆĒä░ ņĀ£ņŗ£ļÉśĻ│Ā ņ׳ļŗż. ņåīļČĆĻ▓ĮĒÖö (Bake hardening, BH)Ļ░ĢņØĆ ņØ┤ļ¤¼ĒĢ£ ĒśäņāüņØä ņØ┤ņÜ®ĒĢ£ ļīĆĒæ£ņĀüņØĖ Ļ░Ģņ×¼ņØ┤ļŗż.
BHļŖö ļ╣äĻĄÉņĀü ļé«ņØĆ ņś©ļÅäņŚÉņä£ņØś ņŚ┤ņ▓śļ”¼ļĪ£ ņØĖĒĢ£ Strain aging ĒśäņāüņŚÉ ņØśĒĢ┤ Ļ░ĢĒīÉņØś ĒĢŁļ│Ą Ļ░ĢļÅäļź╝ Ē¢źņāüļÉśļŖö Ļ▓āņØä ļ¦ÉĒĢ£ļŗż. Ļ░ĢļÅä ņ”ØĻ░Ć ņøÉņØĖņ£╝ļĪ£ļŖö, Ēāäņåī ļ░Å ņ¦łņåīņÖĆ Ļ░ÖņØĆ ņ╣©ņ×ģĒśĢņøÉņ×ÉĻ░Ć ņĀäņ£ä ņŻ╝ļ│ĆņŚÉ ĒÖĢņé░ļÉśņ¢┤ Cottrell ļČäņ£äĻĖ░ļź╝ ĒśĢņä▒ĒĢśņŚ¼ ņØæļĀźņØ┤ ņÖäĒÖöļÉśĻ│Ā ņĀäņ£ä ņŚÉļäłņ¦Ćļź╝ ļé«ņČ░ ļ│ĆĒśĢ ņżæ ņĀäņ£äņØś ņØ┤ļÅÖņØä ļ░®ņ¦ĆĒĢśĻĖ░ ļĢīļ¼ĖņØ┤ļŗż27).
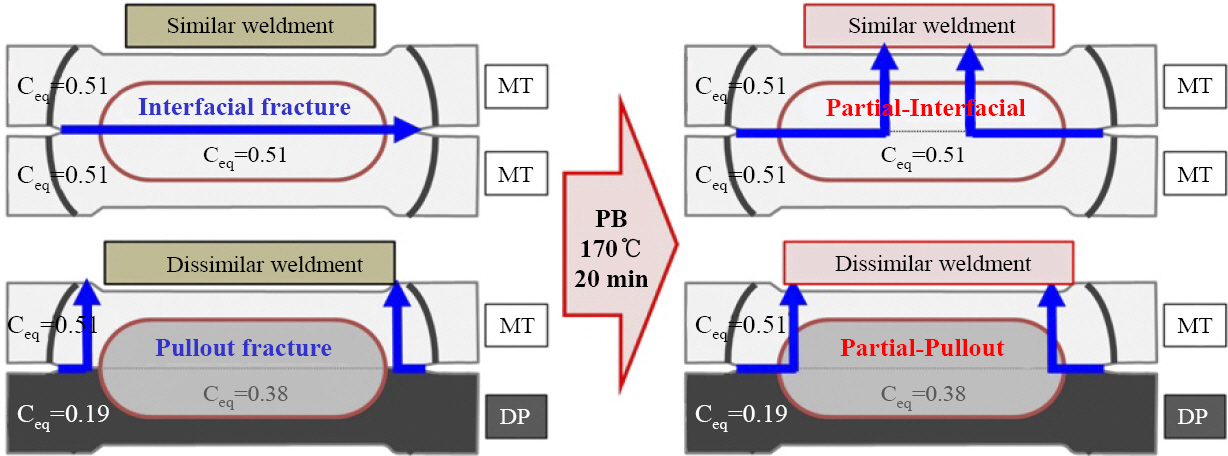
Fig. 6Ļ│╝ 7ņŚÉņä£ ņĀ£ņŗ£ļÉ£ ņżæļ¦ØĻ░äTRIPĻ░Ģ ņÜ®ņĀæļ¼╝ņØś ļÅäņןņŚ┤ņ▓śļ”¼ņŚÉ ņØśĒĢ┤ Ē¢źņāüļÉ£ CTS ļ░Å Ēīīļŗ© Ļ▒░ļÅÖņØś ļ│ĆĒÖöļŖö CGHAZņŚÉņä£ ņĀĆņś© Ēģ£ĒŹ╝ļ¦üņØ┤ Ļ░ĆļŖźĒĢ©ņØä ņØśļ»ĖĒĢ£ļŗż. 170ļÅä ļ»Ėļ¦īņØś ņś©ļÅäņŚÉņä£ļŖö ņ╣©ņ×ģĒśĢņøÉņ×É(ņØ┤ Ļ▓ĮņÜ░ņŚÉņä£ļŖö ļīĆņ▓┤ļĪ£ ĒāäņåīņøÉņ×É)ļ¦ī lath ļśÉļŖö Ļ▓░ņĀĢļ”ĮĻ│äļź╝ ļö░ļØ╝ ĒÖĢņé░ņØä ĒĢśĻ▓ī ļÉśļŖöļŹ░, ņØ┤ ļĢī ļéśļģĖ ļ»ĖĒä░ ņØ┤ļé┤ņØś Ļ▒░ļ”¼ ļé┤ņŚÉņä£ ĒāäņåīĒÖĢņé░ņŚÉ ņØśĒĢ£ ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖņØś ņśżņŖżĒģīļéśņØ┤ĒŖĖļĪ£ņØś ņŚŁļ│ĆĒā£Ļ░Ć ļ░£ņāØļÉ£ļŗż22). ņØ╝ļ░śņĀüņØĖ Ēģ£ĒŹ╝ļ¦ü Ļ│ĄņĀĢ Ēøä Ļ░Ģņ×¼ ļé┤ņŚÉ ĒāäĒÖöļ¼╝ņØ┤ ĒśĢņä▒ļÉśļŖö Ļ▓āņØä Ļ│ĀļĀżĒĢĀ ļĢī ņØ┤ļ¤¼ĒĢ£ ņŚŁļ│ĆĒā£ļŖö ĒŖ╣ņØ┤ĒĢ£ ĒśäņāüņØ┤ļØ╝ ĒĢĀ ņłś ņ׳ļŗż. ņØ┤ļŖö ņżæļ¦ØĻ░äTRIPĻ░ĢņØś ņśżņŖżĒģīļéśņØ┤ĒŖĖ ņĢłņĀĢĒÖö ņøÉņåīņØĖ ļ¦ØĻ░äņØś ļåÆņØĆ ĒĢ©ļ¤ēņŚÉ ņØśĒĢ┤ ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ ļé┤ņŚÉņä£ņØś ĻĘ╣ļ»Ėļ¤ēņØś Ēāäņåī ĒÖĢņé░ņŚÉļÅä ņŚ┤ņŚŁĒĢÖņĀü(ĒÅēĒśĢ)ņ£╝ļĪ£ ņśżņŖżĒģīļéśņØ┤ĒŖĖ ļ│ĆĒā£Ļ░Ć Ļ░ĆļŖźĒĢśĻĖ░ ļĢīļ¼ĖņØ┤ļŗż. ņØ┤ļ¤¼ĒĢ£ ņĀĆņś©Ēģ£ĒŹ╝ļ¦üņŚÉ ņØśĒĢ£ CGHAZ Ļ░ĢĒÖö ĒÜ©Ļ│╝ļŖö Ļ░ĢĒīÉņØś ņŖżĒā¼ĒĢæ Ļ│ĄņĀĢņŚÉņä£ ņāØņä▒ļÉśļŖö ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖņŚÉļÅä ļÅÖņØ╝ĒĢśĻ▓ī ņĀüņÜ®ļÉśļŖö Ļ▓āņ£╝ļĪ£ ņĢīļĀżņĀĖ ņ׳ļŗż28). ĻČüĻĘ╣ņĀüņ£╝ļĪ£, ņÜ®ņĀæ Ēøä CGHAZ ņĘ©ņä▒Ļ│╝ ļÅäņןņŚ┤ņ▓śļ”¼ Ēøä Ļ░£ņäĀļÉ£ CTSļŖö ļ¬©ļæÉ ĻĄŁļČĆņĀüņØĖ ņśüņŚŁņŚÉņä£ņØś ņŚ┤ņŚŁĒĢÖņĀü ĒÅēĒśĢņØä ņØ┤ļŻ©ļŖö ņ×öļźś ņśżņŖżĒģīļéśņØ┤ĒŖĖļōżņØś ļČäņ£© ņ”ØĻ░ÉĻ│╝ Ļ┤ĆļĀ©ņØ┤ ņ׳ļŗż.
6. Ļ▓░ ļĪĀ
ļ│Ė ļ”¼ļĘ░ņŚÉņä£ļŖö ņżæļ¦ØĻ░äTRIPĻ░ĢņØś Ļ░£ļ░£Ļ│╝ ņĀĆĒĢŁņĀÉņÜ®ņĀæņŚÉ ņØśĒĢ£ ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ ņĀĆĒĢś ņÜöņØĖ ļ░Å ņØ┤ņŚÉ ļīĆĒĢ£ Ļ░£ņäĀņŚÉ Ļ┤ĆļĀ©ĒĢ£ ņŚ░ĻĄ¼ ļÅÖĒ¢źņØä ņĢīņĢäļ│┤ņĢśļŗż. ņżæļ¦ØĻ░äTRIPĻ░ĢņØś ļåÆņØĆ ĒĢ®ĻĖłĒĢ©ļ¤ēĻ│╝ ņĀĆĒĢŁņĀÉņÜ®ņĀæļČĆņØś ļ╣ĀļźĖ ļāēĻ░üņåŹļÅäļĪ£ ņØĖĒĢ┤ ĒśĢņä▒ļÉ£ CGHAZ ļé┤ ņĘ©ņä▒ņØś ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖļŖö ņÜ®ņĀæļ¼╝ņØś CTSļź╝ ņĀĆĒĢśņŗ£ĒéżļŖö ņÜöņØĖņ×äņØä ĒÖĢņØĖĒĢśņśĆļŗż. Ļ░Ģņ×¼ņØś ņ×ÉļÅÖņ░© ņåīņ×¼ļĪ£ņØś ņØæņÜ®ņØä ņ£äĒĢ┤ņä£ ĒĢäņłśņĀüņØĖ ņĀĆĒĢŁņĀÉņÜ®ņĀæļČĆ CTSĻ░ĢļÅäļŖö ļÅäņןņŚ┤ņ▓śļ”¼ Ļ│ĄņĀĢ Ēøä ņØ╝ļČĆ Ļ░£ņäĀņØ┤ Ļ░ĆļŖźĒĢśļ®░, ņØ┤ļŖö ņ╣©ņ×ģĒśĢņøÉņ×ÉņØĖ ĒāäņåīņØś ĒÖĢņé░Ļ│╝ ņ×öļźś ņśżņŖżĒģīļéśņØ┤ĒŖĖ ļ│ĆĒÖöņÖĆ Ļ┤ĆļĀ© ņ׳ļŗż.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



