


1. ņä£ ļĪĀ
2. ņŗżĒŚś ņĀłņ░©
Table┬Ā1

3. Ļ▓░Ļ│╝ ļ░Å Ļ│Āņ░░
3.1 ņÜ®ņĀæ ĒŖ╣ņä▒ ĒÅēĻ░Ć
3.1.1 ņĀüņĀĢ ņÜ®ņĀæ ĻĄ¼Ļ░ä

3.1.2 ņÜ®ņĀæ ņŗĀĒśĖ ļČäņäØ
Fig.┬Ā4


3.1.3 ņÜ®ņĀæļČĆ ļŗ©ļ®┤ ļČäņäØ

3.2 ņÜ®ņĀæļČĆ ļ¼╝ņä▒ ĒÅēĻ░Ć
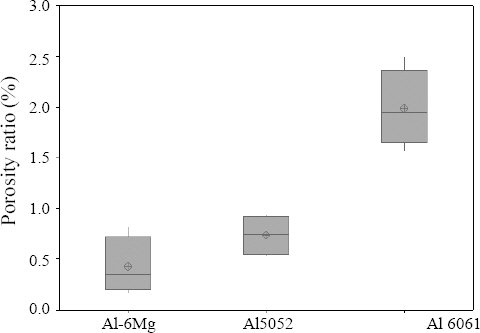
3.2.1 Ļ▓ĮļÅä ļČäņäØ
3.2.2 ņĀäļŗ©ņØĖņןĻ░ĢļÅä ļČäņäØ
Fig.┬Ā9


4. Ļ▓░ ļĪĀ
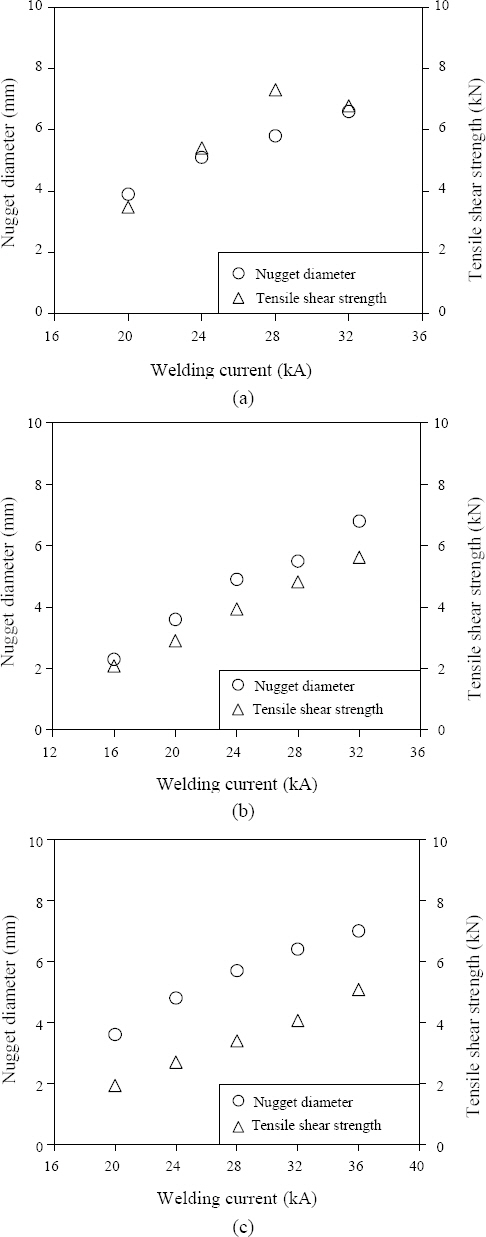
1) Al-6MgņØś ņÜ®ņĀæ ĻĄ¼Ļ░äņØĆ 20kAļČĆĒä░ ņÜ®ņĀæļÉśņ¢┤ 32kAņĪ░Ļ▒┤ņŚÉņä£ ļéĀļ”╝ ļ░£ņāØĒĢśņśĆĻ│Ā, Al5052ļŖö 16kA ļČĆĒä░ ņÜ®ņĀæļÉśņ¢┤ 32kAņĪ░Ļ▒┤ņŚÉņä£ ļéĀļ”╝ņØ┤ ļ░£ņāØĒĢśņśĆļŗż. Al6061ņØĆ 20kAļČĆĒä░ ņÜ®ņĀæļÉśņ¢┤ 36kAņĪ░Ļ▒┤ņŚÉņä£ ļéĀļ”╝ņØ┤ ļ░£ņāØĒĢśņśĆļŗż.
2) ļÅÖņØ╝ ņÜ®ņĀæ ņĪ░Ļ▒┤ņŚÉņä£ 3Ļ░£ ņåīņ×¼ņØś ņÜ®ņĀæ ņżæ ļ░£ņāØļÉ£ ņŚÉļäłņ¦ĆļŖö ļÅÖļō▒ĒĢ£ ņłśņżĆņØ┤ņŚłņ£╝ļ®░, ņØ┤ņŚÉ ļö░ļØ╝ ļäłĻ╣āņØś ņ¦üĻ▓Į ļśÉĒĢ£ 3Ļ░£ ņåīņ×¼ ļ¬©ļæÉ Ēü¼Ļ▓ī ņ░©ņØ┤Ļ░Ć ņŚåņŚłļŗż. ĻĖ░Ļ│Ą ļ®┤ņĀüļ╣äļŖö Al-6Mg, Al5052Ļ░Ć ļÅÖņØ╝ĒĢ£ ņłśņżĆņ£╝ļĪ£ ļéśĒāĆļé¼ņ£╝ļ®░, Al6061ņØ┤ Ļ░Ćņן ļåÆĻ▓ī ļéśĒāĆļé¼ļŗż.
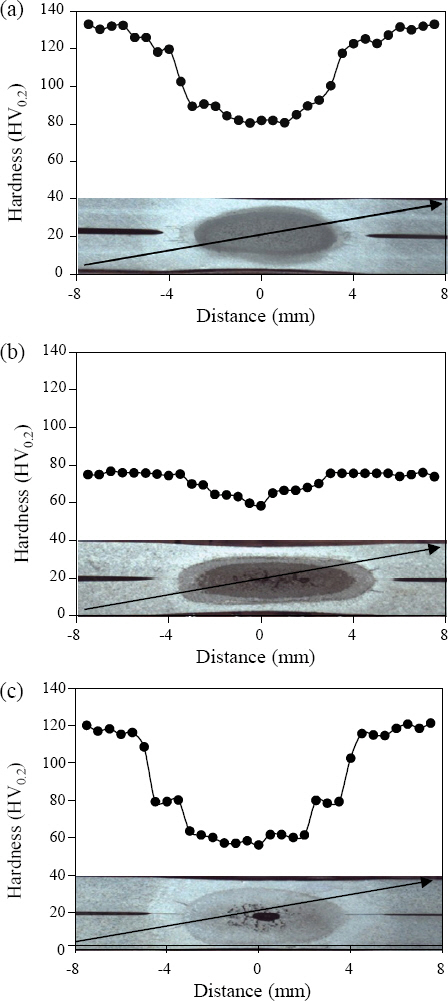
3) Al-6MgļŖö ļ¬©ņ×¼ Ļ▓ĮļÅäĻ░Ć ņĢĮ 130 HV0.2ņłśņżĆņ£╝ļĪ£ Ļ░Ćņן ļåÆņĢśņ£╝ļ®░, ņÜ®ņĀæļČĆņØś Ļ▓ĮļÅä ļśÉĒĢ£ Al-6MgĻ░Ć ņĢĮ 80 HV0.2ļĪ£ Ļ░Ćņן ļåÆĻ▓ī ļéśĒāĆļé¼ļŗż. ļ¬©ņ×¼ Ļ▓ĮļÅäĻ░Ć Ļ░Ćņן ļé«ņØĆ ņåīņ×¼ļŖö Al5052ņśĆņ£╝ļ®░, ņÜ®ņĀæļČĆ Ļ▓ĮļÅäĻ░Ć Ļ░Ćņן ļé«ņØĆ ņåīņ×¼ļŖö Al6061ņØ┤ņŚłļŗż. ļ¬©ņ×¼ņÖĆ ņÜ®ņĀæļČĆņØś Ļ▓ĮļÅä ņ░©ņØ┤ļŖö Al6061ņØ┤ Ļ░Ćņן ļåÆņĢśņ£╝ļ®░, Al5052Ļ░Ć Ļ░Ćņן ļé«Ļ▓ī ļéśĒāĆļé¼ļŗż.
4) ņĀäļŗ©ņØĖņןĻ░ĢļÅäļŖö Al-6MgĻ░Ć Ļ░Ćņן ļåÆĻ▓ī ļéśĒāĆļé¼ņ£╝ļ®░, ņÜ®ņĀæļČĆņØś ĒØĪņłś ņŚÉļäłņ¦Ć ļśÉĒĢ£ Ļ░Ćņן ļåÆĻ▓ī ļéśĒāĆļé¼ļŗż. Al-6Mg ņØś ņĄ£ļīĆ ņĀäļŗ©ņØĖņןĻ░ĢļÅäļŖö Al5052ņØś ņĢĮ 150%, Al6061ņØś ņĢĮ 220%ņśĆĻ│Ā, ĒØĪņłś ņŚÉļäłņ¦ĆļŖö Al5052ņØś ņĢĮ 140%, Al6061ņØś ņĢĮ 250%ļĪ£ ļéśĒāĆļé¼ļŗż. ņØ┤ļ¤¼ĒĢ£ Al-6Mg ņÜ®ņĀæļČĆņØś ļé«ņØĆ ĻĖ░Ļ│Ą ļ®┤ņĀüļ╣äņÖĆ ļåÆņØĆ Ļ▓ĮļÅä ļČäĒżĻ░Ć Al-6Mg ņÜ®ņĀæļČĆņØś ņāüļīĆņĀüņ£╝ļĪ£ ļåÆņØĆ ņĀäļŗ©ņØĖņןĻ░ĢļÅäņÖĆ ĒØĪņłś ņŚÉļäłņ¦Ćļź╝ ņ£Āļ░£ĒĢ£ Ļ▓āņ£╝ļĪ£ ņé¼ļŻīļÉ£ļŗż.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



