3.1 Analysis of deformation characteristics through the SDB method
As a result of analysis ŌæĀ, shown in
Fig. 11, the out-of- plane angular deformation of the top and bottom plates was large, as mentioned earlier. The gap between the top and bottom plates was reduced by 17.7 mm from the original, exceeding the allowable installation tolerance of 6 mm for the quarter pipe insertion, which required welding correction work.
Fig.┬Ā11
Analysis result of SDB without constraint (Scale factor = 10)

As a result of analysis ŌæĪ, shown in
Fig. 12, steel constraints were applied to the area where the quarter pipe was inserted, and as a result, the gap between the top and bottom plates was reduced by 5.2 mm compared to the original, allowing the quarter pipe to be inserted.
Fig.┬Ā12
Analysis result of SDB with constraint (Scale factor = 10)

In analysis ŌæĀ, the maximum gap contraction occurred at the free edge of the plate, but in analysis ŌæĪ, the effect of the constraint shifted the location to the inside of the plate. This means that when the steel constraint that constrains the deformation of the upper and lower plates is removed, the deformation due to the spring- back phenomenon can recur. However, it solves the most difficult part of manufacturing a bearing node, as it allows the quarter pipe to be inserted, and the inserted quarter pipe acts as a constraint. The spring-back phenomenon will be discussed in the results of the analysis using the TEP method.
3.2 Analysis of deformation characteristics through the TEP method
The effect of flame straightening and steel constraints was confirmed by comparing the deformation behavior of different scenarios through the analysis using the TEP method.
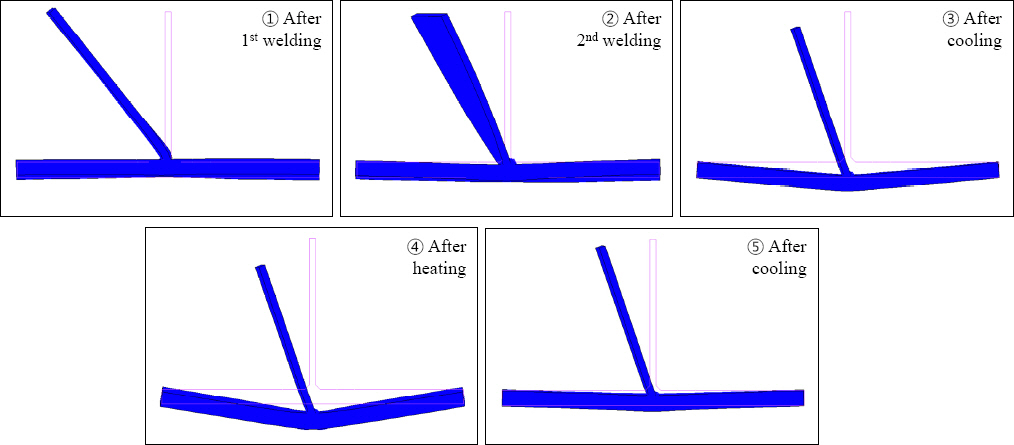
The step-by-step behavior of scenario 1 with typical welding and flame straightening conditions is shown in
Fig. 13.
Among the overall behaviors, the behavior related to out-of-plane angular deformation is examined step by step as follows:
ŌæĀ During 1st bead welding, shrinkage of the bead causes angular deformation of the web in the direction of the 1st bead.
ŌæĪ During 2nd bead welding, shrinkage of the bead causes angular deformation of the web in the direction of the 2nd bead, with some recovery.
Ōæó While cooling after welding, shrinkage of the base metal received by the 1st and 2nd weldings causes angular deformation of the main plate in the direction of the welding seam.
ŌæŻ Angular deformation of the main plate deepens due to expansion of the base metal due to heat input from the back side of the weld during flame straightening.
Ōæż Angular deformation is recovered due to shrinkage of the back side of the weld that received heat input during cooling after flame straightening.
Fig.┬Ā13
Staged deformation behavior during fillet welding and line heating of SC 1 (Scale factor = 30)
The step-by-step behavior outlined above is typical of the behavior that predominates at each stage of the analytical model used in this study.
In an actual phenomenon, beads are cooled down at the same time when heat input is received, resulting in shrinkage behavior, and the base material is conducted with heat, resulting in expansion behavior as opposed to beads. Additionally, the behavior may vary depending on the length of the welding seam. For example, if the welding seam is quite short, the base metal may be heated and expand later due to heat conduction caused by the time difference during cooling after welding. Conversely, if the welding seam is very long, even during welding, the weld start position may have been cooled significantly, resulting in a deformation close to the final state, and at the same time, the recovery of stiffness as temperature drops may affect the deformation of the still high temperature region.
The step-by-step behavior of scenario 16 with steel constraints applied at all step is shown in
Fig. 14 below.
Scenario 16 shows a much different behavior than scenario 1 due to the effect of constraints. While the heat input part of the welding to shrink as it cools down, the out-of-plane angular deformation at the free end is suppressed by the steel constraints, resulting in an arch-like bend in the main plate on the left and right sides of the web, unlike in scenario 1.
Fig.┬Ā14
Staged deformation behavior during fillet welding and line heating of SC 16 (Scale factor = 30)

Comparing the results of cooling after welding and cooling after flame straightening in scenarios 1 and 16, flame straightening affects the out-of-plane angular deformation offset of the main plate. In particular, in scenario 16, the effect of constraints has caused the final state with the constraints removed to deform in the opposite direction to the angular deformation seen upon completion of cooling after welding.
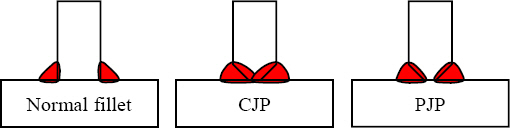
As mentioned earlier, this is a result of applying an idealized TEP model for the purposes of the case study. If CJP or PJP had been applied, the amount of out-of -plane angular deformation caused by the weld would have been greater due to the higher heat input, and the result of the correction work may not have been in the reverse direction of the out-of-plane angular deformation caused by welding. These, however, can vary considerably depending on the conditions of welding and flame straightening, and it is significant that this study has focused on verifying the effects of flame straightening and constraints and verified them.
Table 3 shows the out-of-plane angular deformation results of the main plate for each scenario at the end of cooling after welding and at the end of cooling after flame straightening. Since the deformation of the main plate does not maintain perfect straightness, it is divided into the radian value in the section where the straightness is maintained and the maximum deviation in the out-of-plane direction of the lower surface of the main plate after deformation. Scenarios 12 and 16 were excluded from the analysis as the steel constraints were not removed until just before the end of cooling after welding.
Table┬Ā3
Angular deformation of each scenario at after weld / heat cooling
|
Scenario |
After weld cooling |
After heat cooling |
Difference |
|
╬Ė1 [rad] |
dZ1 [mm] |
╬Ė2 [rad] |
dZ2 [mm] |
╬Ė2 - ╬Ė1 [rad] |
dZ2 - dZ1 [mm] |
|
1 |
3.103E-03 |
1.485 |
1.158E-03 |
0.645 |
-1.945E-03 |
-0.840 |
|
2 |
3.052E-03 |
1.453 |
1.097E-03 |
0.605 |
-1.955E-03 |
-0.848 |
|
6 |
2.895E-03 |
1.382 |
8.981E-04 |
0.515 |
-1.997E-03 |
-0.868 |
|
12 |
- |
- |
-4.734E-04 |
-0.202 |
- |
- |
|
16 |
- |
- |
-7.968E-04 |
-0.344 |
- |
- |
The results in
Table 3 show that the later removal of the constraints lowers the angular deformation. The difference between the angular deformation at the end of cooling after welding and at the end of cooling after flame straightening shows that the later removal of the constraints greatens the effect of flame straightening.
The graphs in
Fig. 15 show the deformation of the main plate at the end of cooling after welding and at the end of cooling after flame straightening at the weld start, middle, and end positions of each scenario.
Fig.┬Ā15
Deformation behavior at after-weld-cooling completion time and after-heat-cooling completion time for each scenario at weld start, middle and end positions

Looking at the deformation at the end of cooling after welding, shown as a dashed line in the graph, relatively large angular deformation is shown in scenarios 1, 2, and 6, which is due to the absence or removal of steel constraints, exhibiting a gentle bending behavior around the center line. On the other hand, in scenarios 12 and 16, with steel constraints still applied, deformation is suppressed at the weld middle position where steel constraints are applied, resulting in a inflection zone in the area off the center line. This can be confirmed through the deformation curve of the weld start and end positions, which also affects the deformation of the weld start and end positions that have no constraint.
Looking at the deformation at the end of cooling after flame straightening, shown as the solid line in the graph, the amount of angular constraints caused by the weld is relieved after flame straightening in scenarios 1, 2, and 6. In scenarios 12 and 16, the steel constraints are removed, and the opposite angular deformation is observed, as previously mentioned.
The spring-back phenomenon mentioned earlier occurs instantaneously with the removal of the steel constraints by the residual stress, and the state of the residual stress changes simultaneously. Where, as the structure has reached thermal equilibrium prior to the removal of the steel constraints, there is little change in deformation and residual stress from the time the steel constraints are removed until further cooling.
Fig. 16 shows the deformation just before and after removing the steel constraints at the end of cooling after welding in scenario 6.
Fig.┬Ā16
Deformation behavior with and without constraint at weld-cooling finish time (Scale factor = 30)

Fig. 17 shows the deformation just before and after removing the steel constraints at the end of cooling after flame straightening in scenario 16.
Fig.┬Ā17
Deformation behavior with and without constraint at heat-cooling finish time (Scale factor = 30)

In all scenarios, the deformation at the end of cooling after flame straightening can be seen that the deformation of the mid-weld point rises downward from the left and right of the center line. This is a sign of the expansion of the flame straightening region, with a relatively short heat input time and a wider heat dissipation area, which tends to be more gentle toward the start and end positions of the welding.
The results summarized in the tables and figures above show that in all scenarios, the shrinkage after heat input of the flame-straightened part offsets the welding-induced deformation, and the steel constraints help control the deformation.









 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



