


1. ņä£ ļĪĀ
2018ļģä ĻĄŁņĀ£ņøÉņ×ÉļĀźĻĖ░ĻĄ¼(IAEA: International Atomic Energy Agency)ņŚÉ ļö░ļź┤ļ®┤ ņÜ┤ņśü ņżæņØĖ ļ░£ņĀäņåīņØś ņłśļ¬ģņØĆ ņĢĮ 40~60ļģäņ£╝ļĪ£ ņĢīļĀżņĀĖ ņ׳ņ£╝ļ®░, 2023ļģäļÅä IAEA ļ│┤Ļ│ĀņŚÉ ļö░ļź┤ļ®┤, ņøÉņ×ÉļĀź ļ░£ņĀäņåīņØś ņłśļ¬ģņØĆ Ļ░ĆĻ│Ą ņ£Āļ¼┤ņØĖ ĻĖ░ņłĀņĀü Ļ┤ĆņĀÉĻ│╝ ņĀĢņ▒ģņĀü Ļ┤ĆņĀÉņ£╝ļĪ£ ļ│╝ ņłś ņ׳Ļ│Ā, ņĄ£ĻĘ╝ ļōżņ¢┤ ņĀĢņ▒ģņĀü Ļ┤ĆņĀÉņ£╝ļĪ£ ĒÅÉļĪ£ļÉśļŖö ņé¼ļĪĆĻ░Ć ņ”ØĻ░ĆļÉśĻ│Ā ņ׳ļŗż. ņØ┤ļ¤¼ĒĢ£ ņŗ£ņןņĀü ĒØÉļ”äņŚÉņä£ ņøÉņĀäĒĢ┤ņ▓┤ņé░ņŚģņØĆ ņ¦ĆņåŹņĀüņ£╝ļĪ£ ņłśņÜöĻ░Ć ņ”ØĻ░ĆļÉĀ Ļ▓āņ£╝ļĪ£ ļČäņäØļÉ£ļŗż. ļīĆĻĘ£ļ¬© ņøÉņ×ÉļĀź ņŗ£ņäżņØś ĒĢ┤ņ▓┤ļŖö ņØ╝ļ░śņĀüņ£╝ļĪ£ ņāüļŗ╣ĒĢ£ ņŗ£Ļ░äĻ│╝ ņśłņé░ņØ┤ ņåīņÜöļÉśļŖö ļ│Ąņ×ĪĒĢ£ ņ×æņŚģņØ┤ļŗż. ņśłļź╝ ļōżļ®┤ Ļ┤ĆļĀ© ĒÅÉĻĖ░ļ¼╝ Ļ┤Ćļ”¼ ļ╣äņÜ®ņØä ĒżĒĢ©ĒĢśņŚ¼ ņøÉņ×ÉļĪ£ļź╝ ĒĢ┤ņ▓┤ĒĢśļŖöļŹ░ ļō£ļŖö ļ╣äņÜ®ņØĆ ņØ╝ļ░śņĀüņ£╝ļĪ£ 5ņ¢ĄņŚÉņä£ 20ņ¢Ąļŗ¼ļ¤¼ņŚÉ ņØ┤ļź┤ļ®░, ĒÅÉĻĖ░Ļ│╝ņĀĢņØĆ ņØ╝ļ░śņĀüņ£╝ļĪ£ ņĢĮ 15~20ļģäņØ┤ ņåīņÜöļÉ£ļŗżĻ│Ā ņĢīļĀżņĀĖ ņ׳ļŗż. ĒĢśņ¦Ćļ¦ī ņØ┤ļŖö ņäżĻ│äĒŖ╣ņä▒ ļ░Å ņāüĒÖ®ņŚÉ ļö░ļØ╝ ļŹö ļ¦ÄņØĆ ĒĢ┤ņ▓┤ļ╣äņÜ® ļ░Å ņ▓śļ”¼ ņŗ£Ļ░äņØ┤ ņÜöĻĄ¼ļÉśĻĖ░ļÅä ĒĢ£ļŗż. ņé¼ņÜ®Ēøä ĒĢĄņŚ░ļŻī ņ×¼ņ▓śļ”¼ņŚÉ ņé¼ņÜ®ļÉśļŖö ņŗ£ņäżĻ│╝ Ļ░ÖņØĆ ļīĆĻĘ£ļ¬© ņŚ░ļŻīņŻ╝ĻĖ░ ņŗ£ņäżņØä ĒĢ┤ņ▓┤ĒĢśļŖöļŹ░ ļō£ļŖö ļ╣äņÜ®ņØĆ ņØ╝ļ░śņĀüņ£╝ļĪ£ ņĢĮ 40ņ¢Ą ļŗ¼ļ¤¼ņØĖ ļ░śļ®┤, ĻĘĖļ¤¼ĒĢ£ ņŗ£ņäżņØś ĒĢ┤ņ▓┤ļź╝ ņÖäļŻīĒĢśļŖöļŹ░ 30ļģä ņØ┤ņāüņØ┤ ņåīņÜöļÉ£ļŗżĻ│Ā ņĢīļĀżņĀĖ ņ׳ļŗż. ņØ┤ļ¤¼ĒĢ£ ļ╣äņÜ® ļō▒ņØĆ ņøÉņ×ÉļĪ£ņØś Ēü¼ĻĖ░, ļ¬®ņĀü, ņÜ┤ņśü ņØ┤ļĀź ļō▒ņŚÉ ļö░ļØ╝ ļŗżļź┤ļŗż1-3). ĒĢ┤ņ▓┤ņé░ņŚģņŚÉņä£ Ļ░Ćņן Ēü░ Ļ│╝ņĀ£ļŖö ņ¦ĆĻĖłļČĆĒä░ 2050ļģä ņé¼ņØ┤ņŚÉ ņśüĻĄ¼ņĀüņ£╝ļĪ£ ĒÅÉņćäļÉĀ ņøÉņ×ÉļĀź ņŗ£ņäżņØś ņłśĻ░Ć ņ”ØĻ░ĆĒĢĀ Ļ▓āņ£╝ļĪ£ ņśłņāü ļÉ£ļŗżļŖö Ļ▓āņØ┤ļ®░, ĒĢäņÜöĒĢ£ ĒĢ┤ņ▓┤ ĒöäļĪ£ĻĘĖļשņØä ĻĄ¼ĒśäĒĢśĻĖ░ ņ£äĒĢ┤ņä£ļŖö ņāüļŗ╣ĒĢ£ ņØĖņĀü, ņ×¼ņĀĢņĀü ņ×ÉņøÉ ļ░Å ĻĖ░ņłĀņØ╝ ĒĢäņÜöĒĢśļŗżļŖö Ļ▓āņØä ņŗ£ņé¼ĒĢ£ļŗż. ņāüļŗ╣ņłśņØś ņŗ£ņäżņØä ĒÅÉņćäĒĢśļŖö ļŹ░ņŚÉļŖö ņŻ╝ņĀĢļČĆ ņ×ÉņøÉņØ┤ ņ¦üņĀæ Ļ░äņĀæņĀüņ£╝ļĪ£ ņĪ░ļŗ¼ļÉśļ®░ Ē¢źĒøä ĒĢ┤ņ▓┤ ĒöäļĪ£ĻĘĖļשņØä ĻĄ¼ĒśäĒĢśļĀżļ®┤ Ļ│ĀļÅäļĪ£ ņłÖļĀ©ļÉ£ ļīĆĻĘ£ļ¬© ņØĖļĀźļÅä ĒĢäņÜöĒĢśĻ▓ī ļÉĀ Ļ▓āņØ┤ļŗż. ļö░ļØ╝ņä£ ĻĖ░ņłĀņØä Ļ░£ļ░£ĒĢśĻ│Ā ļ│┤ĻĖēĒĢśļ®░ ņĀäļ¼ĖņØĖļĀźņØä ņ¢æņä▒ĒĢśļŖö Ļ▓āņØ┤ Ļ░Ćņן ņŻ╝ņÜöĒĢ£ ņØ┤ņŖłĻ░Ć ļÉśĻ│Ā ņ׳ļŗż.
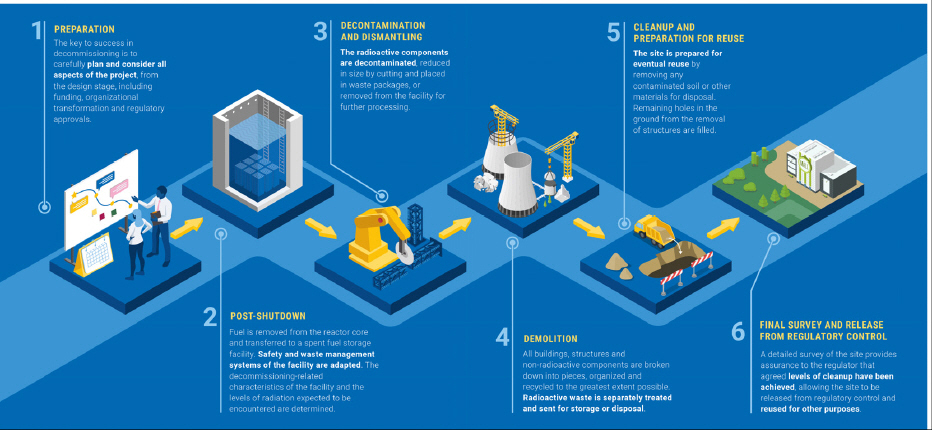
ļśÉĒĢ£, ņ×æņŚģ ņØĖļĀźņØś ņĢłņĀä ļ░Å ĒÜ©ņ£©ņĀüņØĖ ņ×æņŚģņØä ņ£äĒĢśņŚ¼ ļ»ĖļלņŚÉļŖö ĒöäļĪ£ņĀØĒŖĖ ĻĄ¼ĒśäņŚÉ ņāüļŗ╣ĒĢ£ ļ│ĆĒÖöĻ░Ć ņ׳ņØä Ļ▓āņ£╝ļĪ£ ņśłņāüļÉ£ļŗż. ļĪ£ļ┤ćĻ│ĄĒĢÖņØä ĒżĒĢ©ĒĢ£ ņøÉĻ▓® ņ×æņŚģļÅäĻĄ¼ņØś Ļ░£ļ░£ ļ░Å ņé¼ņÜ®ĒÖĢļīĆ, ĒÅÉĻĖ░ļ¼╝ Ļ┤Ćļ”¼ ņ×Éņ×¼ņĘ©ĻĖē, ņĖĪņĀĢ ļō▒ņØä ņ£äĒĢ£ ņØĖĻ│Ąņ¦ĆļŖźņØś ņé¼ņÜ® ļ░Å ņ×ÉļÅÖĒÖöĻ░Ć ĻĘĖņżæ ĒĢśļéśņØ╝ Ļ▓āņØ┤ļŗż. ļö░ļØ╝ņä£ Ē¢źĒøä ĒĢ┤ņ▓┤ ĒöäļĪ£ņĀØĒŖĖĻ░Ć ņĄ£ļīĆĒĢ£ ĒÜ©Ļ│╝ņĀüņØ┤Ļ│Ā ĒÜ©ņ£©ņĀüņ£╝ļĪ£ ĻĄ¼ĒśäļÉśļÅäļĪØ ĒĢśļŖö Ļ▓āņØ┤ ļ¦żņÜ░ ņżæņÜöĒĢśļŗż. ņŗĀĻĖ░ņłĀņŚÉ ļīĆĒĢ£ ņŚ░ĻĄ¼ Ļ░£ļ░£, ņŚöņ¦Ćļŗłņ¢┤ļ¦ü, ĒĢ┤ņ▓┤ ļ░Å ļ░®ņé¼ņä▒ ĒÅÉĻĖ░ļ¼╝ Ļ┤Ćļ”¼ Ļ░ÖņØĆ ļČäņĢ╝ņŚÉņä£ Ļ┤æļ▓öņ£äĒĢ£ ņä£ļ╣äņŖżļź╝ ņĀ£Ļ│ĄĒĢśĻĖ░ ņ£äĒĢ£ Ļ│ĄĻĖēļ¦Ø ņĪ░ņ¦ü ļ░Å ņĀäļ¼Ėņ¦ĆņŗØņØś ĒÖĢļ│┤ ņ░©ņøÉņŚÉņä£ ņŚ░ĻĄ¼Ļ░Ć ņ¦äĒ¢ēļÉśĻ│Ā ņ׳ļŗż. ļ│Ė ļģ╝ļ¼ĖņŚÉņä£ļŖö ĒĢ┤ņ▓┤ Ļ│ĄņĀĢ ņżæ Fig. 1 ņØś step 3ņŚÉ ĒĢ┤ļŗ╣ĒĢśļŖö ņĀłļŗ© Ļ│ĄņĀĢņŚÉ ļīĆĒĢ┤ Ēżņ╗żņŖżļź╝ ļ¦×ņČöņ¢┤ Ēśäņ×¼ ņŚ░ĻĄ¼Ļ░£ļ░£ ĒśäĒÖ® ļ░Å ņĢ×ņ£╝ļĪ£ ļéśņĢäĻ░ĆĻ│Ā ņ׳ļŖö ļ░®Ē¢źņØś ņØ╝ļČĆļź╝ ņĀ£ņŗ£ĒĢśĻ│Āņ×É ĒĢ£ļŗż1-5).
2. ņøÉņĀäĒĢ┤ņ▓┤ņØś ņäĖĻ│ä ļ░Å ĻĄŁļé┤ ļÅÖĒ¢ź
2.1 ņøÉņĀäĒĢ┤ņ▓┤ ņäĖĻ│ä ņŗ£ņןļÅÖĒ¢ź
ņøÉņ×ÉļĪ£ļŖö ņØ╝ļ░śņĀüņ£╝ļĪ£ ļČĆņ¦ĆņäĀņĀĢ, ņäżĻ│ä, Ļ▒┤ņäż, ņŗ£ņÜ┤ņĀä ļ░Å ņÜ┤ņśü ļō▒ņØś ĒØÉļ”äņ£╝ļĪ£ ĒÖ£ņÜ®ļÉśļ®░ ļ¦łņ¦Ćļ¦ē ļŗ©Ļ│äļź╝ ĒÅÉļĪ£ļØ╝Ļ│Ā ĒĢ£ļŗż. ĒÅÉļĪ£(decommiccioning)ļŖö ņŖ╣ņØĖļÉ£ ņøÉņ×ÉļĀź ņŗ£ņäżņØś ņłśļ¬ģ ņżæ ņĄ£ņóģļŗ©Ļ│äļź╝ ņäżļ¬ģĒĢśĻĖ░ ņ£äĒĢ┤ ņøÉņ×ÉļĀź ņé░ņŚģņŚÉņä£ ņØ╝ļ░śņĀüņ£╝ļĪ£ ņé¼ņÜ®ļÉśļŖö ņÜ®ņ¢┤ļĪ£ No. GSR part6[5]ņØś ņĀĢņØśņŚÉ ļö░ļź┤ļ®┤ ņŗ£ņäż(ļ░®ņé¼ņä▒ ĒÄśĻĖ░ļ¼╝ņØ┤ ĒÅÉĻĖ░ļÉśļŖö ņ▓śļČäņŗ£ņäżņØś ņØ╝ļČĆļŖö ņĀ£ņÖĖ)ņŚÉņä£ ļ▓ĢņĀü ļ░®ņĀ£ņØś ņØ╝ļČĆ Ēś╣ņØĆ ņĀäļČĆļź╝ ņĀ£Ļ▒░ĒĢĀ ņłś ņ׳ļÅäļĪØ ņĘ©ĒĢśļŖö Ē¢ēņĀĢ ļ░Å ĻĖ░ņłĀņĀü ņĪ░ņ╣śļź╝ ņØśļ»ĖĒĢ£ļŗż. ņØ┤ ņĀĢņØśņŚÉ ļö░ļź┤ļ®┤ ĒĢ┤ņ▓┤ļŖö ņŻ╝ļ│ĆĒÖśĻ▓ĮņØĆ ļ¼╝ļĪĀ ņ¦üņŚģņØĖļĀźĻ│╝ ļīĆņżæņØś ņĢłņĀäņØä ļ│┤ņןĒĢśĻĖ░ ņ£äĒĢ┤ ĒĢ┤ņ▓┤ ĒÖ£ļÅÖņŚÉ ņĀüĒĢ®ĒĢ£ ņŚäĻ▓®ĒĢ£ ļ░®ņé¼ņäĀ ņĢłņĀäĻĖ░ņżĆņŚÉ ļö░ļØ╝ ņłśĒ¢ēļÉśļŖö Ļ│äĒÜŹļÉ£ ĒÖ£ļÅÖņØ┤ļŗż. 2020ļģäļÅä ĻĖ░ņżĆ ņŚ¼ļ¤¼ ĻĄŁĻ░Ć ĒŖ╣Ē׳ ņןĻĖ░ ņøÉņ×ÉļĀź ļ░£ņĀä ļśÉļŖö ĒĢĄņŚ░ļŻī ņŻ╝ĻĖ░ ĒöäļĪ£ĻĘĖļשņØä ņÜ┤ņśüĒĢśļŖö ĻĄŁĻ░ĆņŚÉņä£ ņØ┤ļ»Ė ņāüļŗ╣ĒĢ£ Ļ▓ĮĒŚśņØä ņ¢╗ņŚłņ£╝ļ®░, ņØ┤ļ¤¼ĒĢ£ ĒöäļĪ£ĻĘĖļשņØ┤ ņØ╝ļ░śņĀüņ£╝ļĪ£ ļ░śņäĖĻĖ░ ņØ┤ņāü ļÅÖņĢł ņĪ┤ņ×¼ĒĢ┤ ņÖöļŗżļŖö ņĀÉņØä Ļ░ÉņĢłĒĢĀ ļĢī ņĀÉņĀÉ ļŹö ļ¦ÄņØĆ ņłśņØś ņøÉņ×ÉļĀź ņŗ£ņäżņØ┤ ņłśļ¬ģņØä ļŗżĒĢ┤ ņä£ļ╣äņŖż ņżæļŗ©ņØä ĒĢĀ ņłś ņ׳ļŗż, ļö░ļØ╝ņä£ Ē¢źĒøä ņłśņŗŁļģä ļÅÖņĢł ĒĢ┤ņ▓┤Ļ░Ć ĒĢäņÜöĒĢ£ ņŗ£ņäżņØś ņłśĻ░Ć Ēü¼Ļ▓ī ņ”ØĻ░ĆĒĢśļŖö Ļ▓āņØĆ ļČłĻ░ĆĒö╝ĒĢśļ»ĆļĪ£ ņøÉņ×ÉļĀź ĒĢ┤ņ▓┤ņŗ£ņןņØ┤ Ēü¼Ļ▓ī ņä▒ņןĒĢĀ ņłś ļ░¢ņŚÉ ņŚåļŗż2-10).
2023ļģäļÅä IAEA ŌĆ£Global status of decommissioning of nuclear InstallationsŌĆØ ļ│┤Ļ│Āņä£ņŚÉ ļö░ļź┤ļ®┤ Ēśäņ×¼ Ļ│ĄņŗØņĀüņ£╝ļĪ£ ņĀäņäĖĻ│äņŚÉņä£ Ļ░ĆļÅÖļÉśĻ│Ā ņ׳ļŖö ņøÉņ×ÉļĀź ņŗ£ņäż ņłśļŖö NPP(Nuclaer power plant) reactor, RRs (Research reactors), FCFs(Fuel cycle facilities)ļź╝ ĒżĒĢ©ĒĢśņŚ¼ ņĪ░ņé¼ļÉśņŚłļŗż. Power Reactor Information System(PRIS) ļŹ░ņØ┤Ēä░ļ▓ĀņØ┤ņŖżļŖö Ēśäņ×¼ Ļ▒┤ņäż Ēś╣ņØĆ ņÜ┤ņśüņżæņØ┤Ļ▒░ļéś ņśüĻĄ¼ņĀüņ£╝ļĪ£ ĒÅÉņćäļÉ£ ņøÉņ×ÉļĪ£ņŚÉ ļīĆĒĢ£ ņĀĢļ│┤ļź╝ ņĀ£Ļ│ĄĒĢ£ļŗż. PRISļŖö Ēśäņ×¼ Ļ░ĆļÅÖņżæņØĖ ņøÉņ×ÉļĪ£ļź╝ 6Ļ░Ćņ¦Ć ņŻ╝ņÜö ņ£ĀĒśĢņ£╝ļĪ£ ņäĖļČäĒĢśņŚ¼ ņŻ╝ņÜö ĒŖ╣ņ¦Ģ ļō▒ņØä Table 1ņŚÉ ņĀĢļ”¼ĒĢśņśĆļŗż.
Table┬Ā1
Main types of power reactors used in the world (2023)
Fig. 2ņŚÉ ļéśĒāĆļéĖ ļ░öņÖĆ Ļ░ÖņØ┤ 2020ļģäļÅä ļ¦É ĻĖ░ņżĆ ņĀä ņäĖĻ│äņĀüņ£╝ļĪ£ 686Ļ░£ņØś ņøÉņ×ÉļĪ£Ļ░Ć ņ׳ņ£╝ļ®░, ĻĘĖ ņżæ 52Ļ░£Ļ░Ć Ļ▒┤ņäżņżæņØ┤Ļ│Ā Ļ░ĆļÅÖņżæņØĖ 442Ļ░£ņÖĆ ņśüĻĄ¼ņĀüņ£╝ļĪ£ ĒÅÉņćäļÉ£ 172Ļ░£ ĻĘĖļ”¼Ļ│Ā ņÖäņĀäĒ׳ ĒĢ┤ņ▓┤ļÉ£ 20ĻĖ░Ļ░Ć ļ│┤Ļ│ĀļÉśņŚłļŗż. ļČēņØĆņāē ņłśņ╣śļŖö IAEA ņ×ÉļŻī ņłśņ¦æņŚÉ ņ░ĖņŚ¼ĒĢ£ ļ╣äņ£©ņØä ļéśĒāĆļéĖļŗż. Fig. 3ņØĆ Ēśäņ×¼ Ļ░ĆļÅÖ ņżæņØĖ ņøÉņ×ÉļĪ£ņØś ņŚ░ņŗØ ĒöäļĪ£ĒĢäņØä ļéśĒāĆļé┤Ļ│Ā ņ׳ļŗż. xņČĢņØś ņłśņ╣śļŖö ņŚ░ņŗØ(age)ņØä ļéśĒāĆļé┤ļ®░ ĻĘĖļלĒöäņŚÉņä£ ļéśĒāĆļé┤ļō»ņØ┤ ņāüļŗ╣ ņłśņØś ņøÉņ×ÉļĪ£ņØś ņé¼ņÜ® ļģäņłśļŖö 30ļģäņØä ļäśņŚłņ£╝ļ®░ ņØ┤ļōż ņżæ ļŗżņłśļŖö 10~20ļģä ļé┤ņŚÉ ņøÉļלņØś ņäżĻ│ä ņłśļ¬ģņØ┤ ļüØļéĀ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ļ¼╝ļĪĀ ņäżĻ│ä ņłśļ¬ģĻ│╝ ņśüĻĄ¼ ņĀĢņ¦Ćņŗ£ĻĖ░ņØś ņŚ░Ļ┤Ćņä▒ņØ┤ Ļ░äļŗ©ĒĢśņ¦ĆļŖö ņĢŖņ¦Ćļ¦ī ļŗżņłśņØś ņøÉņ×ÉļĪ£Ļ░Ć ņĢ×ņ£╝ļĪ£ ļ¬ć ļģäņĢłņŚÉ ņśüĻĄ¼ņĀüņ£╝ļĪ£ ĒÅÉņćäļÉĀ Ļ▓āņ£╝ļĪ£ ņČöļĪĀļÉ£ļŗż. ņäĖĻ│äņĀüņ£╝ļĪ£ ņÖäņĀäĒ׳ ĒĢ┤ņ▓┤ļź╝ ņÖäļŻīĒĢ£ ņé¼ļĪĆ ļ░Å Ļ┤ĆļĀ© ĻĖ░ņłĀņØś Ļ│Ąņ£ĀĻ░Ć ņāüļīĆņĀüņ£╝ļĪ£ ņĀüņ¢┤ Ļ┤ĆļĀ© ņŚ░ĻĄ¼Ļ░Ć ņÜöĻĄ¼ļÉ£ļŗż2-10).


ĻĖ░ņĪ┤ ļ░£Ēæ£ļÉ£ ņŚ░ĻĄ¼(ŌĆ£Status of the Decommissioning of Nuclear Facilities Around the worldŌĆØ, IAEA, Vienna, 2014)ņŚÉ ļö░ļź┤ļ®┤ 2000ļģä ņØ┤Ēøä 2050ļģäĻ╣īņ¦Ć ņĀä ņäĖĻ│äņĀüņ£╝ļĪ£ ļīĆĻĘ£ļ¬©ņØĖ 185ņĪ░ ļŗ¼ļ¤¼ ĻĘ£ļ¬©ņØś ĒĢ┤ņ▓┤ņŗ£ņןņØ┤ ĒśĢņä▒ļÉĀ Ļ▓āņ£╝ļĪ£ ņśłņāüĒĢśĻ│Ā ņ׳ļŗż5).
2.2 ņøÉņ×ÉļĀź ĻĄŁļé┤ ņŗ£ņן ļÅÖĒ¢ź
Table 2ņŚÉ ļéśĒāĆļé┤ļŖö Ļ▓āĻ│╝ Ļ░ÖņØ┤ ņÜ░ļ”¼ļéśļØ╝ļŖö 1978ļģä Ļ│Āļ”¼1ĒśĖĻĖ░ ņāüņŚģņÜ┤ņĀäņŚÉ ļÅīņ×ģĒĢ£ Ļ▓āņØä ņŗ£ņ×æņ£╝ļĪ£ Ēśäņ×¼ ĻĖ░ņżĆņ£╝ļĪ£ Ļ░ĆņĢĢĻ▓ĮņłśļĪ£(PWR) 21ĻĖ░ ļ░Å Ļ░ĆņĢĢņżæņłśļĪ£(PHWR) 3ĻĖ░ļź╝ ņÜ┤ņśüĒĢśĻ│Ā ņ׳ļŗż. Ļ░ĆņĢĢĻ▓ĮņłśļĪ£ ĒśĢņØĖ Ļ│Āļ”¼ 1ĒśĖĻĖ░ļŖö ņĢĮ 40ņŚ¼ļģäņŚÉ Ļ▒Ėņ╣£ ņÜ┤ņśüņØä ļ¦łņ╣śĻ│Ā 2017ļģä 6ņøö ĻĄŁļé┤ ņøÉņ×ÉļĀź ļ░£ņĀäņåī ņżæ ņĄ£ņ┤łļĪ£ ņśüĻĄ¼ņĀĢņ¦Ć ļÉśņŚłņ£╝ļ®░, Ēśäņ×¼ ĒĢ┤ņ▓┤ņ×æņŚģņØ┤ ņ¦äĒ¢ēņżæņŚÉ ņ׳ļŗż. Ļ░ĆņĢĢ ņżæņłśļĪ£ĒśĢņØĖ ņøöņä▒ 1ĒśĖĻĖ░ļŖö 2019ļģä 12ņøö ņśüĻĄ¼ņĀĢņ¦Ć ļÉśņŚłļŗż. ļŗ©Ļ│äņĀü Ļ░ÉņČĢ ļīĆņāü ņøÉņĀäĒśäĒÖ®ņØĆ 2038ļģäĻ╣īņ¦Ć ņĢĮ 14ĻĖ░(Ļ│Āļ”¼ 2~4, ņøöņä▒2~4, ĒĢ£ļ╣ø1~4, ĒĢ£ņÜĖ1~4)ļĪ£ņä£ Ļ│Āļ”¼ 1ĒśĖĻĖ░ ņśüĻĄ¼ņĀĢņ¦Ćļź╝ Ļ│äĻĖ░ļĪ£ 58Ļ░£ ņāüņÜ®ĒÖö ĻĖ░ņłĀ ņżæ ļ»ĖĒÖĢļ│┤ 17Ļ░£ 38Ļ░£ ņøÉņ▓£ĻĖ░ņłĀ ņżæ ļ»ĖĒÖĢļ│┤ 11Ļ░£ ĻĖ░ņłĀĻ░£ļ░£ņØä ņČöņ¦äĒĢśĻ│Ā ņ׳ņ£╝ļ®░, Ē¢źĒøä ņä▒ņןņØ┤ ņśłņāüļÉśļŖö ĒĢ┤ņÖĖ ņøÉņĀäĒĢ┤ņ▓┤ņŗ£ņןņØä ņäĀņĀÉĒĢĀ ņłś ņ׳ļÅäļĪØ ļÅÖļé©ĻČī (ņ×¼)ĒĢ£ĻĄŁņøÉņ×ÉļĀźĒÖśĻ▓Įļ│ĄņøÉņŚ░ĻĄ¼ņåī(ĻĄ¼. ņøÉņĀäĒĢ┤ņ▓┤ņŚ░ĻĄ¼ņåī)Ļ░Ć ņäżļ”ĮļÉśņŚłļŗż. ņāüĻĖ░ņØś ļ»ĖĒÖĢļ│┤ ĻĖ░ņłĀ ņżæ ņŚ┤ņĀü ņĀłļŗ©ĻĖ░ņłĀņØ┤ ĒżĒĢ©ļÉśņ¢┤ ņ׳ņ¢┤, ĻĄŁļé┤ņŚÉņä£ļŖö ņØ┤ļ»Ė ņłśļģä ļÅÖņĢł ļĀłņØ┤ņĀĆ ļ░Å ĒöīļØ╝ņ”łļ¦łļź╝ ņØ┤ņÜ®ĒĢ£ ņŚ┤ņĀü ņĀłļŗ©ĻĖ░ņłĀņØś Ļ░£ļ░£ņØ┤ ņ¦äĒ¢ēļÉśĻ│Ā ņ׳ļŗż. ĻĄŁļé┤ņÖĖ ļīĆĒæ£ņĀüņØĖ ņøÉņ×ÉļĀź ļ░£ņĀäņåī Ļ░ĆļÅÖ ĻĄŁĻ░ĆņØś ĒĢ┤ņ▓┤ļ╣äņÜ®ņØś ņŻ╝ņ▓┤ļŖö Table 3ņŚÉ ļéśĒāĆļé┤ņŚłņ£╝ļ®░, ĒĢ£ĻĄŁņØĆ ĒĢ£ĻĄŁņłśļĀźņøÉņ×ÉļĀźĻ│╝ ņĀĢļČĆņŚÉņä£ ļČĆļŗ┤ĒĢśĻ│Ā ņ׳ļŗż2,11,12).
Table┬Ā2
Current status of nuclear power plant installations in korea
Table┬Ā3
Examples of national financing schemes and funding mechanisms for decommissioning2)
3. ņøÉņĀäĒĢ┤ņ▓┤ņŚÉņä£ņØś ņĀłļŗ©ĻĖ░ņłĀ
3.1 ņøÉņĀäĒĢ┤ņ▓┤ņŚÉ ņĀüņÜ®ļÉśļŖö ņĀłļŗ©ĻĖ░ņłĀ
ņøÉņ×ÉļĪ£ ļ│Ėņ▓┤ ņĀłļŗ© Ļ│Ąļ▓ĢņØś ņäĀņĀĢ ļ░Å ņŚ░ĻĄ¼Ļ░£ļ░£ņŚÉ ņ׳ņ¢┤ņä£ ĻĄŁļé┤ņÖĖ ņøÉņ×ÉļĪ£ ņŗ£ņäżņØś ĒĢ┤ņ▓┤ņŚÉ ĒÖ£ņÜ®ļÉĀ ņŚ┤ņĀü ĻĖ░Ļ│äņĀü ņĀłļŗ© Ļ│Ąļ▓Ģ ļ░Å ĻĘĖ ĒŖ╣ņ¦ĢņØä ĒÖĢņØĖĒĢĀ ĒĢäņÜöĻ░Ć ņ׳ļŗż. Table 4ņŚÉ ĻĄŁļé┤ņÖĖņŚÉņä£ ĒÖ£ņÜ®ļÉśĻ▒░ļéś ņŚ░ĻĄ¼ļÉśļŖö ļīĆĒæ£ņĀüņØĖ ĻĖ░Ļ│äņĀü ņŚ┤ņĀü ņĀłļŗ©ĻĖ░ņłĀņØä ļéśņŚ┤ĒĢśņśĆļŗż. Table 5ņŚÉ ĒĢ┤ņÖĖņŚÉņä£ ņøÉņĀäĒĢ┤ņ▓┤ņŗ£ ņŗżņ¦łņĀüņ£╝ļĪ£ ĒÖ£ņÜ®ļÉ£ ņĀłļŗ© ĻĖ░ņłĀņØś ņĀüņÜ® ņśłņŗ£ļź╝ ņØ╝ļČĆ ļ│┤ņŚ¼ņżĆļŗż. ļīĆļČĆļČä ĻĖ░Ļ│äņĀü ņĀłļŗ©ņØ┤ ļ¦ÄņØ┤ ĒÖ£ņÜ®ļÉśĻ│Ā ņ׳ņ£╝ļ®░ ņŚ┤ņĀü ņĀłļŗ©ņżæņŚÉļŖö ĒöīļØ╝ņ”łļ¦łņĢäĒü¼ ņĀłļŗ©ņØ┤ ņøöļō▒ĒĢśĻ▓ī ļ¦ÄņØ┤ ĒÖ£ņÜ®ļÉśņŚłņØīņØä ņĢī ņłś ņ׳ļŗż2,3,13-46).
Table┬Ā4
Examples of cutting methods applicable to nuclear power plant decommissioning
Table┬Ā5
Examples of cutting methods applicable to nuclear power plant decommissioning
3.2 ņŚ┤ņĀüņĀłļŗ©ĻĖ░ņłĀ ĻĄŁļé┤ņÖĖ Ļ░£ļ░£ļÅÖĒ¢ź
ņŚ┤ņĀüņĀłļŗ©ĻĖ░ņłĀņØś ĒŖ╣ņ¦ĢņØĆ Ļ│ĄĻĄ¼ņÖĆ ņåīņ×¼ņŚÉ ļ¼╝ļ”¼ņĀüņØĖ ņ¦üņĀæņĀü ņĀæņ┤ēņØ┤ ļ¦żņÜ░ ņĀüĻ│Ā ļåÆņØĆ ņŚÉļäłņ¦Ć ļ░ĆļÅäļź╝ ĻĄŁņåīņĀüņ£╝ļĪ£ ņĀäļŗ¼ĒĢśņŚ¼ ņåīņ×¼ļź╝ ņÜ®ņ£Ąņŗ£ĒéżĻ│Ā ņÜ®ņ£ĄļÉ£ ņåīņ×¼ļź╝ ņĀ£Ļ▒░ĒĢ©ņ£╝ļĪ£ ņĀłļŗ©Ļ│ĄņĀĢņØ┤ ņłśĒ¢ēļÉ£ļŗż. ņŚ┤ņĀü ņĀłļŗ©ņØś ļīĆļČĆļČäņØĆ ĻĖłņåŹņ×¼ņØś ņĀłļŗ©ņØä ņ£äĒĢ┤ ņŚ░ĻĄ¼ļÉśĻ│Ā ĒÖ£ņÜ®ļÉśņ¢┤ņśżĻ│Ā ņ׳ļŗż. ņøÉņĀäĒĢ┤ņ▓┤ņŚÉ ņ׳ņ¢┤ņä£ ļ░ĢĒīÉņŚÉņä£ ĒøäĒīÉĻ╣īņ¦Ć Ēś╣ņØĆ ĒīÉĒśĢņŚÉņä£ ĒīīņØ┤Ēöä ĒśĢņāüĻ╣īņ¦Ć ļŗżņ¢æĒĢ£ ņåīņ×¼ ļ░Å ĒśĢņāüņØś ņĀłļŗ©ņØ┤ ņÜöĻĄ¼ļÉśĻ│Ā ņ׳ļŗż. ĒŖ╣Ē׳, ņøÉņĀäĒĢ┤ņ▓┤ņŚÉ ņ׳ņ¢┤ņä£ ĒÅÉĻĖ░ļ¼╝ Ļ░ÉņåīļŖö Ļ┤Ćļ”¼ ļ░Å ļ╣äņÜ®ņĀü ņĖĪļ®┤ņŚÉņä£ ņŻ╝ņÜöĒĢ£ ņØĖņ×ÉņØ┤ļŗż. ļö░ļØ╝ņä£, ĻĖ░ņĪ┤ņŚÉ ĒÖ£ņÜ®ļÉśļŹś Ļ│Ąļ▓Ģ ļ░Å ĒĢ┤ņ▓┤ņŚÉ ņĀüĒĢ®ĒĢ£ ņŗĀĻ│Ąļ▓ĢĻ╣īņ¦Ć ļŗżņ¢æĒĢ£ ņŚ░ĻĄ¼Ļ░Ć ņÜöĻĄ¼ļÉśĻ│Ā ņ׳ļŗż13-46).
ņŚ┤ņĀüņĀłļŗ© ļ░®ļ▓Ģ ņżæ Ļ│Āļ”¼ 1ĒśĖĻĖ░ ņĀüņÜ®ņØä ņĢ×ļæÉĻ│Ā ņ׳ļŖö ĒöīļØ╝ņ”łļ¦ł ņĢäĒü¼ ņĀłļŗ©Ļ│╝ ļ░®ņĀäĻ░ĆĻ│Ą ļ░Å ņĀæņ┤ēņŗØ ņĢäĒü¼ ņĀłļŗ©ĻĖ░ņłĀ Ļ░£ļ░£ ļÅÖĒ¢źņŚÉ ļīĆĒĢśņŚ¼ ņ×ÉņäĖĒ׳ ņĢīņĢäļ│┤ļÅäļĪØ ĒĢśĻ▓Āļŗż.
3.2.1 ĒöīļØ╝ņ”łļ¦ł ņĢäĒü¼ ņĀłļŗ©Ļ│Ąļ▓Ģ(Plasma Arc Cutting)
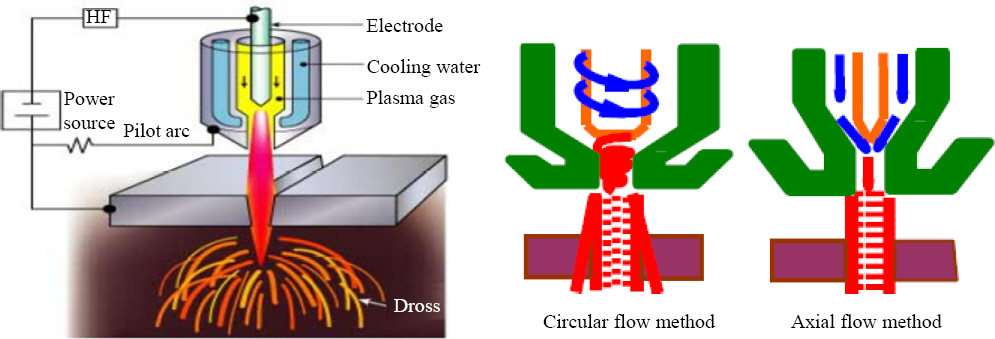
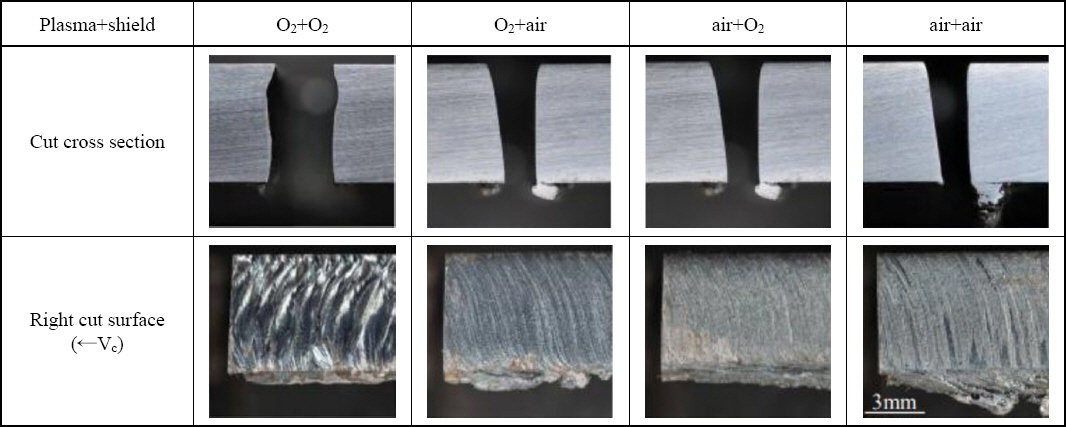
ĒöīļØ╝ņ”łļ¦ł ņĢäĒü¼ ņĀłļŗ©Ļ│Ąļ▓ĢņØä ņ£äĒĢ£ ņןļ╣äļŖö ĒöīļØ╝ņ”łļ¦ł ņĀäņøÉņןņ╣ś, ņĀłļŗ©ĒŚżļō£, ĒöīļØ╝ņ”łļ¦łĻ░ĆņŖż, ņ░©ĒÅÉĻ░ĆņŖż ļ░Å ĒĢäņÜöņŗ£ ļ░®ņłśĻ░ĆņŖżļź╝ ņĪ░ņ×æĒĢśļŖö ņĀ£ņ¢┤ļ░ś, ņĀłļŗ©ĒŚżļō£ ļāēĻ░üņÜ® ļāēĻ░üĻĖ░ ļō▒ņ£╝ļĪ£ ĻĄ¼ņä▒ļÉ£ļŗż. Fig. 4ļŖö ĒöīļØ╝ņ”łļ¦ł ņĢäĒü¼ņĀłļŗ©ņØś Ļ░£ļץļÅä ļ░Å Ļ░ĆņŖżĻ│ĄĻĖēļ▓ĢņŚÉ ļīĆĒĢśņŚ¼ ļ│┤ņŚ¼ņżĆļŗż. ĒöīļØ╝ņ”łļ¦ł ņĢäĒü¼ņĀłļŗ©ņØś ĻĖ░ļ│ĖņøÉļ”¼ļŖö ĒåĀņ╣ś ļé┤ļČĆņŚÉ ņ׳ļŖö ņĀäĻĘ╣Ļ│╝ Ēö╝Ļ░ĆĻ│Ąļ¼╝ ņé¼ņØ┤ņŚÉ ĒśĢņä▒ļÉśļŖö ņĀäĻĖ░ ņĢäĒü¼ļź╝ ĻĖ░ļ░śņ£╝ļĪ£, ĒöīļØ╝ņ”łļ¦ł Ļ░ĆņŖż(ņĢäļź┤Ļ│ż, ņ¦łņåī, ņłśņåī, Ļ│ĄĻĖ░ ļō▒)Ļ░Ć ĒåĀņ╣ś ļé┤ļČĆņØś ņĢäĒü¼ņŚÉ ņŻ╝ņ×ģļÉśņ¢┤ 10,000┬░CņØ┤ņāüņØś ņś©ļÅäļź╝ Ļ░¢ļŖö ĒöīļØ╝ņ”łļ¦łļĪ£ ļ│ĆĒĢśĻ│Ā ļåÆņØĆ ņÜ┤ļÅÖņŚÉļäłņ¦Ćļź╝ Ļ░Ćņ¦ĆĻ│Ā ņ׳ņ¢┤ ļ¬©ļōĀ ĻĖłņåŹņØä ļģ╣ņØ╝ ļ┐Éļ¦ī ņĢäļŗłļØ╝ ļģ╣ņØĆ ņ×¼ļŻīļź╝ ņĀ£Ļ▒░ĒĢĀ ņłś ņ׳ļŖö ņĀ£ĒŖĖĒśĢĒā£ļĪ£ ļģĖņ”ÉņØä ĒåĄĒĢśņŚ¼ ĒåĀņ╣śņŚÉņä£ Ļ│ĄĻĖēļÉ£ļŗż. ĻĘĖ ņåŹļÅäļŖö ņØīņåŹņŚÉ ņ£Īļ░ĢĒĢ£ļŗżĻ│Ā ļ│╝ ņłś ņ׳ļŗż. ņØ┤ Ļ│ĄņĀĢņØĆ ĒöīļØ╝ņ”łļ¦łņØś Ļ│ĄņĀĢņØ┤ ņĢäĒü¼ļź╝ ņé¼ņÜ®ĒĢśņŚ¼ ĻĖłņåŹņØä ņĀ£Ļ▒░ĒĢśļŖö ļ░®ņŗØņ£╝ļĪ£ ņ×æļÅÖĒĢśļŖö ļ░śļ®┤, ņé░ņåī ņŚ░ļŻī Ļ│ĄņĀĢņŚÉņä£ļŖö ņé░ņåīĻ░Ć ĻĖłņåŹņØä ņé░ĒÖöņŗ£ĒéżĻ│Ā ļ░£ņŚ┤ļ░śņØæņŚÉ ņāØņä▒ļÉ£ ņŚ┤ņØ┤ ĻĖłņåŹņØä ļģ╣ņØ┤ļŖö ņĀÉņŚÉņä£ ņł£ņé░ņåī Ļ│ĄņĀĢĻ│╝ ņ░©ļ│äņä▒ņØ┤ ņ׳ļŗż. ļö░ļØ╝ņä£ ņł£ņé░ņåī Ļ│ĄņĀĢĻ│╝ ļŗ¼ļ”¼ ĒöīļØ╝ņ”łļ¦ł ņĢäĒü¼ Ļ│Ąļ▓Ģņ£╝ļĪ£ļŖö ņŖżĒģīņØĖļ”¼ņŖżņŖżĒŗĖ, ņŚ░Ļ░Ģ ņĀĆĒāäņåīĻ░Ģ ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖł ļō▒ ļīĆļČĆļČäņØś ĻĖłņåŹ ņĀłļŗ©ņØ┤ Ļ░ĆļŖźĒĢśļŗż. ļśÉĒĢ£ ņé░ņåīņĀłļŗ©Ļ│╝ ļ╣äĻĄÉĒĢśņŚ¼ ņĢäņŻ╝ ļ╣ĀļźĖ ņĀłļŗ© ņłśĒ¢ēņØ┤ Ļ░ĆļŖźĒĢśļŗż. ņøÉņĀäĒĢ┤ņ▓┤ļź╝ ņ£äĒĢ£ ĒöīļØ╝ņ”łļ¦ł ņĢäĒü¼ ņĀłļŗ© Ļ│Ąļ▓ĢņØĆ ļ░®ņé¼ĒÖöĻ░Ć ņ¦äĒ¢ēļÉ£ Ēö╝ņĀłļŗ©ļ¼╝ņØś ĒÜ©ņ£©ņĀüņØ┤Ļ│Ā ņĢłņĀäĒĢ£ ņĀłļŗ© ņłśĒ¢ēņØä ņ£äĒĢśņŚ¼ ņŚ¼ļ¤¼ ņŚ░ĻĄ¼ņ×ÉļōżņŚÉ ņØśĒĢśņŚ¼ ņłśņżæ ņĀłļŗ© Ļ│Ąļ▓ĢņØ┤ ņŚ░ĻĄ¼ļÉśĻ│Ā ņ׳ļŗż. ļ¼╝ņåŹņŚÉņä£ ĒöīļØ╝ņ”łļ¦ł ņĀłļŗ©ņØä ņ¦äĒ¢ēĒĢśļ®┤ ņĀłļŗ© ĒÜ©ņ£©ņØ┤ Ļ│ĄĻĖ░ņżæņŚÉ ļ╣äĒĢśņŚ¼ ņĢĮ ņĀłļ░śņĀĢļÅä ņĀĆĒĢśļÉśļŖö Ļ▓āņØ┤ ļ│┤Ļ│ĀļÉśĻ│Ā ņ׳ļŗż. ļśÉĒĢ£ ņĀłļŗ©Ļ░ĆņŖżņØś ņóģļźś ļ░Å ņé░ņåīĒĢ©ļ¤ēņŚÉ ļö░ļźĖ ņŚ░ĻĄ¼Ļ░Ć ņ¦äĒ¢ēļÉśņŚłņ£╝ļ®░ ĻĘĖ Ļ▓░Ļ│╝ņØś ņśłņŗ£ļź╝ Fig. 5ņŚÉ ņĀ£ņŗ£ĒĢśņśĆļŗż. ĻĄŁļé┤ ņøÉņĀäĒÖśĻ▓Įļ│ĄņøÉņŚ░ĻĄ¼ņåī ņäżļ”ĮĻ│╝ ĒĢ©Ļ╗ś ĒöīļØ╝ņ”łļ¦łņĢäĒü¼ ņĀłļŗ©ņÜ® ļģĖņ”É ĒåĀņ╣ś Ļ░£ļ░£ ļ░Å ĻĄŁņé░ĒÖö ņŚ░ĻĄ¼ ļō▒ņØ┤ ņ¦äĒ¢ēļÉśĻ│Ā ņ׳ļŗż13-28).
3.2.2 ļ░®ņĀäĻ░ĆĻ│Ą(Electric Discharge Machining)
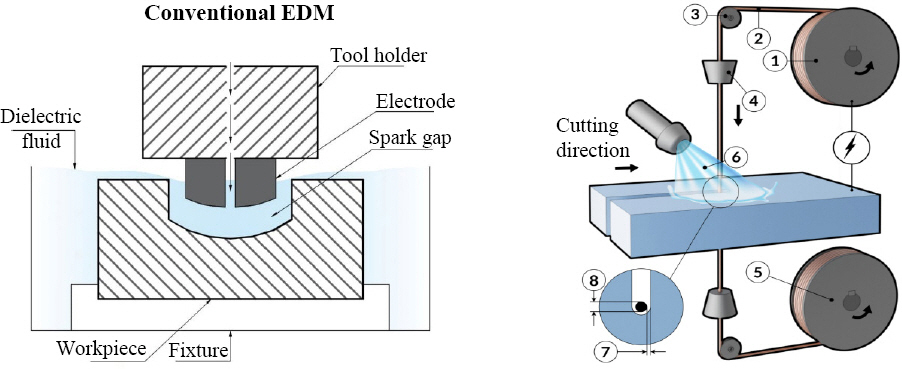
EDM (Electric Discharge Machining)ņØĆ ņŻ╝ļĪ£ ĻĄ¼ļ”¼ļĪ£ ĻĄ¼ņä▒ļÉśņ¢┤ ņ׳ļŖö ņĀäĻĘ╣ņŚÉņä£ ņĀłļŗ© ņåīņ×¼ Ēæ£ļ®┤Ļ╣īņ¦Ć Ļ│ĀņĀäņĢĢ ļ░Å ņĀĆņĀäļźśļź╝ ņ£ĀļÅäĒĢśņŚ¼ ĒāĆĻ▓¤ ņåīņ×¼ļź╝ ņÜ®ņ£Ą ļśÉļŖö ĻĖ░ĒÖö ņŗ£ņ╝£ ņĀłļŗ©ĒĢśļŖö Ļ│ĄņĀĢņØ┤ļ»ĆļĪ£ ņŖżĒīīĒü¼Ļ░Ć ņāØņä▒ļÉ£ļŗż. ļ░®ņĀäĻ░ĆĻ│ĄņØĆ ņĀłļŗ©ļ®┤ņØ┤ ļ╣äĻĄÉņĀü ņĀĢļ░ĆĒĢśĻ│Ā ļ»ĖņäĖĒĢśļŗżļŖö ņןņĀÉņØ┤ ņ׳ņ¦Ćļ¦ī ņĀłļŗ©ņåŹļÅäĻ░Ć ļŖÉļ”¼ļŗż. ņŚ¼ļ¤¼ ņŚ░ĻĄ¼ņ×ÉļōżņØĆ EDM ņØś ņłśņżæ ņĀłļŗ© ņןļ╣äļź╝ Ļ░£ļ░£ĒĢśĻ│Ā ņŚ░ĻĄ¼ĒĢ┤ņÖöļŗż. ņłśņżæ EDM ņØĆ ĒÖĆĻ░ĆĻ│ĄņØ┤ļéś ņĀĢļ░ĆĒĢśĻ│Ā Ļ│ĀĒÆłņ¦ł ņåīņ×¼ņŚÉ ĒÖ£ņÜ®ļÉśĻĖ░ņŚÉ ņĀüĒĢ®ĒĢ£ ĻĖ░ņłĀļĪ£ ļ│┤Ļ│ĀļÉśĻ│Ā ņ׳ļŗż. ņĀäĒåĄņĀüņØĖ EDM ļ¬©ņŗØļÅäļź╝ Fig. 5ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ņØ┤ļ¤¼ĒĢ£ EDMņØĆ ĻĖ░Ļ│äĻ░ĆĻ│ĄņØä ĒåĄĒĢ┤ Ļ░ĆĻ│ĄĒĢĀ ņ×¼ļŻīņŚÉ Ļ╣ŖņłÖĒĢśĻ▓ī ļōżņ¢┤Ļ░ĆļŖö ņĀäĻĘ╣ņØś ĒśĢņāüņØä ļööņ×ÉņØĖĒĢ£ļŗż. ļ│Ąņ×ĪĒĢ£ ņŚöņ¦äļČĆĒÆłņØä ņĀĢĒÖĢĒ׳ ņāØņé░ĒĢśļŖöļŹ░ ļÅäņøĆņØ┤ ļÉ£ļŗż. Fig. 6ņŚÉ ņĀ£ņŗ£ĒĢ£ ņÖĆņØ┤ņ¢┤ EDMņØĆ ņ¢ćņØĆ ņÖĆņØ┤ņ¢┤ ņĀäĻĘ╣ņØä ņé¼ņÜ®ĒĢśļ®░ ņÖĆņØ┤ņ¢┤ņØś ņĀäĻĖ░ ļ░®ņĀäļ¦ī Ļ░ĆĻ│Ąļ¼╝ņŚÉ ļŗ┐Ļ│Ā ņÖĆņØ┤ņ¢┤ ņ×Éņ▓┤ļŖö Ļ│Ąņ×æļ¼╝ņŚÉ ņ¦üņĀæ ļŗ┐ņ¦Ć ņĢŖļŖöļŗż. ņÖĆņØ┤ņ¢┤ņĮöņØ╝(1)ņŚÉņä£ ņÖĆņØ┤ņ¢┤(2)Ļ░Ć ņÖĆņØ┤ņ¢┤Ļ░ĆņØ┤ļō£ ņĮöņØ╝(3)Ļ│╝ ņĀ£ņ¢┤ņןņ╣ś(4)ļź╝ ĒåĄĒĢ┤ Ļ│ĄĻĖēļÉ£ļŗż. ļ¦łļ¬©ņŚÉ ņĀĆĒĢŁĒĢśĻĖ░ ņ£äĒĢ┤ ņĀ£ņ¢┤ņןņ╣śļŖö ņØ╝ļ░śņĀüņ£╝ļĪ£ ļŗżņØ┤ņĢäļ¬¼ļō£ļĪ£ ļ¦īļōżņ¢┤ņ¦ĆĻ│Ā ņÖĆņØ┤ņ¢┤ļŖö ņĄ£ņóģņĀüņ£╝ļĪ£ ņłśņ¦æņĮöņØ╝(5)ņŚÉ ņØśĒĢ┤ ņłśņ¦æļÉ£ļŗż. ņĀäņøÉņØä ĒåĄĒĢ┤ ņŚ░Ļ▓░ļÉśļ®┤ ņÖĆņØ┤ņ¢┤Ļ░Ć ņØīĻĘ╣, Ļ░ĆĻ│Ąļ¼╝ņØ┤ ņ¢æĻĘ╣ņ£╝ļĪ£ ņ×æļÅÖĒĢśĻ│Ā ņÖĆņØ┤ņ¢┤Ļ░Ć Ļ░ĆĻ│Ąļ¼╝ Ļ░ĆĻ╣īņØ┤ ļ░░ņ╣śļÉśļ®┤ ņŖżĒīīĒü¼ ļ░®ņĀäņØ┤ ļ░£ņāØĒĢśņŚ¼ Ļ░ĆĻ│Ąļ¼╝Ļ│╝ ņÖĆņØ┤ņ¢┤ņŚÉ ņØśĒĢ┤ ņĀ£Ļ▒░ļÉ£ļŗż. ļ░®ņĀäņØĆ Ļ│ĄņĀĢņØä ļāēĻ░üĒĢśĻ│Ā ņåīņ×¼ņØś ļ░░ņČ£ņŚÉ ļÅäņøĆņØ┤ ļÉśļŖö ņ£ĀņĀäņ▓┤(6)Ļ░Ć Ļ│ĄĻĖēļÉ£ļŗż. ņŖżĒīīĒü¼ Ļ░äĻ▓®ņ£╝ļĪ£ ņØĖĒĢ┤ Ļ░ĆĻ│ĄļÉśļŖö ņ£żĻ░ü(7)ņØ┤ ņÖĆņØ┤ņ¢┤ ņ¦üĻ▓Į(8) ļ│┤ļŗż ņĢĮĻ░ä ņ╗żņ¦ĆļŖö ĒŖ╣ņ¦ĢņØ┤ ņ׳ļŗż. ņÖĆņØ┤ņ¢┤ EDMņØĆ Ļ░ĢĒĢśĻ│Ā ņĢłņĀĢņĀüņØ┤ļ®░ ņé¼ņÜ®ņ×É ņ╣£ĒÖöņĀü ņä▒ļŖźņØä ņĀ£Ļ│ĄĒĢ£ļŗż. ņāØņé░ņØ┤ ņÜ®ņØ┤ĒĢśĻ│Ā ņåŹļÅäĻ░Ć ņØ╝ļ░ś EDM ļ│┤ļŗż ļ╣Āļź┤ļ®░ ņ£Āņ¦Ćļ│┤ņłśĻ░Ć ņĀüļŗż. ĻĖ░ņĪ┤ EDMņØĆ ņĀäĻĘ╣ ļČĆņŗØņØ┤ ņēĮĻ│Ā ļ¦łļ¬©Ļ░Ć ņē¼ņøī ņĀĢĻĖ░ņĀü ĻĄÉņ▓┤Ļ░Ć ĒĢäņÜöĒĢśļ®░ Ļ░ĆĻ│Ą ņĪ░Ļ▒┤ņŚÉ ļö░ļØ╝ ņĀäĻĘ╣ņØä Ļ░ĆĻ│ĄĒĢ┤ņĢä ĒĢśļŖö ļŗ©ņĀÉņØ┤ ņ׳ļŗż13,14,19,28-32).
3.2.3 ņĀæņ┤ēņŗØ ņĢäĒü¼ ņĀłļŗ©Ļ│Ąļ▓Ģ(Contact Arc Metal Cutting)
CAMC (Contact Arc Metal Cutting)ļŖö ņ¦Ćļé£ 30ļģä ļÅÖņĢł Ļ░£ļ░£ļÉ£ ļ¬©ļōĀ ņĀäĻĖ░ ņĀäļÅäņä▒ ņ×¼ļŻīņØś ņłśņżæ ņĀłļŗ© ņ×æņŚģņØä ņ£äĒĢ£ ņŚ┤ņĀü ņĀłļŗ© ĻĖ░ņłĀ ņżæ ĒĢśļéśņØ┤ļŗż. ņĀłļŗ©ļÉĀ ļīĆņāüņØś ĻĄ¼ņĪ░(ĒŗłņØ┤ļéś ļ╣łĻ│ĄĻ░ä ļō▒)ņÖĆļŖö Ēü¼Ļ▓ī ņśüĒ¢ź ņŚåņØ┤ ņĀłļŗ©ņØ┤ Ļ░ĆļŖźĒĢ£ ĻĖ░ņłĀņØ┤ļŗż. ņØ┤ ĻĖ░ņłĀņØĆ ņäżļ¬ģļÉ£ ļŗżļźĖ ņĀłļŗ© ĻĖ░ņłĀĻ│╝ ļŗ¼ļ”¼ ņŻ╝ļĪ£ ĒĢ┤ņ▓┤ ņ×æņŚģņØä ņ£äĒĢ┤ ņäżĻ│äļÉśņŚłņ£╝ļ®░ ņłśņżæņŚÉņä£ļ¦ī ņé¼ņÜ®ĒĢĀ ņłś ņ׳ļŖö ĒŖ╣ņ¦ĢņØ┤ ņ׳ņ¢┤, ĻĖ░ņżæņŚÉņä£ļŖö ļ¼╝ņØä Ļ│ĄĻĖēņŗ£Ēéżļ®░ ĒÖ£ņÜ®ņØ┤ Ļ░ĆļŖźĒĢśļŗż. CAMCļŖö Fig. 7Ļ│╝ Ļ░ÖņØ┤ ĻĖłņåŹĻ│╝ ĒØæņŚ░ ļō▒ņØä ņĀäĻĘ╣ņ£╝ļĪ£ ņé¼ņÜ®ĒĢśņŚ¼ ļ¦żņÜ░ ļé«ņØĆ ņĀäņĢĢĻ│╝ ļåÆņØĆ ņĀäļźśņŚÉņä£ ņ×æļÅÖļÉśļŖö Ļ│ĄņĀĢņØ┤ļŗż. ņĀäĻĘ╣ņØ┤ Ļ│Ąņ×æļ¼╝ņŚÉ ņĀæĒÅŁņŗ£ ļ░£ņāØļÉśļŖö ļČłĻĘ£ņ╣ÖĒĢ£ short circuits arc effect ļź╝ ĻĖ░ļ░śņ£╝ļĪ£ ņŗżĒ¢ēļÉśļ®░ ņØ┤ ļ░£ņāØņĢäĒü¼ļŖö ļ¦żņÜ░ ļ£©Ļ▒░ņøī ļīĆļČĆļČäņØś ĻĖłņåŹņØä ļģ╣ņØ╝ ņłś ņ׳ņ£╝ļ®░, ļģ╣ņØĆ ĻĖłņåŹņØĆ ļ”░ņŖżĻ│ĄņĀĢņØä ĒåĄĒĢ┤ ļŗ¼ļØ╝ļČÖņ¦Ć ņĢŖĻ│Ā ņĀłļŗ©ļÉ£ļŗż. ņØ┤ Ļ│ĄņĀĢņØĆ ņĀäĻĘ╣ ņåīļ¬©Ļ░Ć ņĀüĻ│Ā ņ×¼ļŻī Ēü¼ĻĖ░ņŚÉ ņĀ£ĒĢ£ņØ┤ ņŚåĻ│Ā ļŗżņ¢æĒĢ£ ļæÉĻ╗śņÖĆ ņŚ¼ļ¤¼ ņ×¼ļŻīĻ░Ć ĒżĒĢ©ļÉ£ ļ│Ąņ×ĪĒĢ£ ĻĄ¼ņĪ░ļź╝ ļåÆņØĆ ņĀłļŗ©ņåŹļÅäļĪ£ ĒĢ£ļ▓łņŚÉ ņĀłļŗ© ĒĢĀ ņłś ņ׳ļŖö ņןņĀÉņØ┤ ņ׳ļŗż. ĒĢśņ¦Ćļ¦ī ņåīļ¬©ļÉ£ ņĀäĻĘ╣ņØś ņłśļÅÖ ĻĄÉņ▓┤ ļ░Å 2ņ░© ĒÅÉĻĖ░ļ¼╝ ļ░£ņāØ ļō▒ņØś ĒĢ┤Ļ▓░ĒĢ┤ņĢ╝ ĒĢĀ Ļ│╝ņĀ£Ļ░Ć ņ׳ļŗż13,14,17-21).

3.2.4 ĻĖ░ĒāĆ ņŚ┤ņĀü ņĀłļŗ© Ļ░ĆĻ│Ąļ▓Ģ
ņāüĻĖ░ņŚÉņä£ ļŗżļŻ©ņ¢┤ņ¦Ćņ¦Ć ņĢŖņØĆ ņĢäĒü¼ņÅśņÜ░ ļ░Å Ļ░ĆņŖż ņĀłļŗ© Ļ│Ąļ▓ĢņŚÉ ļīĆĒĢ£ ĻĖ░ņłĀņØä ņåīĻ░£ĒĢ£ļŗż. ņĢäĒü¼ņÅśņÜ░ņØś Ļ▓ĮņÜ░ ņØ╝ļ│ĖņŚÉņä£ ĒĢ┤ņ▓┤ ņŗ£ ĒÖ£ņÜ®ĒĢ£ ņĀäļĀźņØ┤ ņ׳ņ£╝ļ®░ ņøÉņ×ÉļĪ£ ņĢĢļĀźņÜ®ĻĖ░ļŖö ļæÉĻ║╝ņÜ┤ ĒāäņåīĻ░ĢĒīÉņ£╝ļĪ£ ļ¦īļōżņ¢┤ņ¦ĆĻ│Ā ļé┤ļ®┤ņŚÉ ņŖżĒģīņØĖļ”¼ņŖżĻ░ĢņØ┤ ļé┤ņןļÉśņ¢┤ ņ׳ņŚłņ£╝ļ®░ ņØ┤ļ¤¼ĒĢ£ ĒŖ╣ņ¦Ģņ£╝ļĪ£ ņØ┤ņóģĻĖłņåŹņØä ļÅÖņŗ£ņŚÉ ņĀłļŗ©ĒĢśĻ│Ā ļæÉĻ║╝ņÜ┤ ņåīņ×¼ ņĀłļŗ© ņØ┤ Ļ░ĆļŖźĒĢ£ ĻĖ░ĻĖ░Ļ░Ć ĒĢäņÜöĒ¢łļŗż. ņĢäĒü¼ņÅśņÜ░ ņĀłļŗ©ņØĆ ņØ┤ ņĪ░Ļ▒┤ņØä ļ¦īņĪ▒ĒĢśļŖö ņĀłļŗ©Ļ│Ąļ▓Ģ ņżæ ĒĢśļéśņØ┤ļŗż. ņĢäĒü¼ņåī ņĀłļŗ©ņØĆ ĒÜīņĀäĒĢśļŖö ņøÉĒīÉ ņĀäĻĘ║Ļ│╝ Ļ░ĢņĀ£ņØś ņĀłļŗ© ļīĆņāüļ¼╝ ņé¼ņØ┤ņŚÉ ņ¦üļźś ņĀäņĢĢņØä Ļ░ĆĒĢśņŚ¼ ļīĆņĀäļźśļź╝ ņĢäĒü¼ļ░®ņĀä ņŗ£ĒéżĻ│Ā ņĢäĒü¼ņŚ┤ļĪ£ ļīĆņāüļ¼╝ņØä ņÜ®ņ£Ą ņĀłļŗ©ĒĢśļŖö Ļ│Ąļ▓ĢņØ┤ļŗż. ņØ┤ Ļ│Ąļ▓ĢņØĆ ļ¬©ļōĀ ļÅäņĀäņä▒ ĻĖłņåŹņØä ņĀłļŗ©ĒĢĀ ņłś ņ׳Ļ│Ā ņĀłļŗ© Ļ░ĆļŖź ĒīÉ ļæÉĻ╗śļŖö ņĀäĻĘ╣ ņøÉĒīÉ ņ¦üĻ▓ĮņØś ņĢĮ 3ļČäņØś 1 ņĀĢļÅäĻ╣īņ¦Ć Ļ░ĆļŖźĒĢśļ»ĆļĪ£ ņøÉĒīÉ ņ¦üĻ▓ĮņØä Ēü¼Ļ▓ī ĒĢ©ņ£╝ļĪ£ņŹ© ļæÉĻ║╝ņÜ┤ ĻĄ¼ņĪ░ļ¼╝ņØś ņĀłļŗ©ņŚÉ ņĀüņÜ®ĒĢĀ ņłś ņ׳ļŗż. ĒĢśņ¦Ćļ¦ī ņØ┤ļ¤¼ĒĢ£ ĒŖ╣ņ¦ĢņØĆ Ļ│ĄĻ░äņØś ņĀ£ņĢĮņØ┤ ņ׳ņØä Ļ▓ĮņÜ░ ļŗ©ņĀÉņ£╝ļĪ£ ņ×æņÜ®ĒĢĀ ņłś ņ׳ļŗż13,49).
ņøÉņĀäĒĢ┤ņ▓┤ņŚÉ ĒÖ£ņÜ®ļÉśĻĖ░ ņ£äĒĢ┤ ņŚ░ĻĄ¼ļÉ£ Ļ░ĆņŖżņĀłļŗ©ņØĆ ļīĆļČĆļČä ņé░ņåīļź╝ ĒÖ£ņÜ®ĒĢ£ ņé░ņåīņĀłļŗ©ņØä ļ¦ÉĒĢ£ļŗż. ņØ┤ļŖö ņ▓ĀĻ│╝ ņé░ņåīņØś ĒÖöĒĢÖļ░śņØæņŚ┤ņØä ņØ┤ņÜ®ĒĢśļŖö ņĀłļŗ©ļ▓Ģņ£╝ļĪ£, ņĀłļŗ©ĒĢśĻ│Ā ņŗČņØĆ Ļ░Ģņ×¼ņØś Ēæ£ļ®┤ņØś ņśłņŚ┤ņØä ņØ┤ņÜ®ĒĢśņŚ¼ Ļ│Āņś©ņ£╝ļĪ£ Ļ░ĆņŚ┤ĒĢśĻ│Ā ņĀłļŗ©Ļ░£ņåīņŚÉ ņé░ņåīĻ░ĆņŖżļź╝ ļČäņé¼ĒĢśņŚ¼ ņśłņŚ┤ļČĆņ£äĻ░Ć ņé░ĒÖöņ▓ĀņØ┤ ļÉśļ®░ ņØ┤ļĢīņØś ņé░ĒÖöņ▓ĀņØĆ ņÜ®ņ£ĄņĀÉņØ┤ ļ¬©ņ×¼ļ│┤ļŗż ļé«ņĢäņ¦ĆĻĖ░ ļ¢äļ¼ĖņŚÉ Ļ│äņåŹļÉśļŖö Ļ│ĀņĢĢņé░ņåīņØś ĻĖ░ļźśņŚÉ ņØśĒĢśņŚ¼ ļČłļĀż ņĀ£Ļ▒░ļÉśļ®┤ņä£ ĻĘĖ ņ×Éļ”¼ņŚÉ ļŗżņŗ£ ĒÖöĒĢÖļ░śņØæņŚÉ ņØśĒĢ£ ņĀłļŗ©ņØ┤ ņØ┤ļŻ©ņ¢┤ņ¦ĆļŖö Ļ▓āņØ┤ļŗż. ņØ╝ļŗ© ņĀłļŗ©ņØ┤ ņ¦äĒ¢ēļÉśļ®┤ ļ░śņØæ ņŚ░ņåīņŚ┤Ļ│╝ ņśłņŚ┤ļČłĻĮāņØś Ļ░ĆņŚ┤ļĪ£ ņØĖĒĢśņŚ¼ ņŚ░ņåŹņĀüņØĖ ņĀłļŗ©ņØ┤ Ļ░ĆļŖźĒĢ┤ņ¦äļŗż. ņé░ņåīņÖĆ ņ▓ĀņØś ņŚ░ņåīļ░śņØæņŚÉ ņØśņĪ┤ĒĢśļ®░ ņØ┤ Ļ│ĄņĀĢņØĆ ļæÉĻ║╝ņÜ┤ ļČĆņ×¼ļź╝ ĒÖĢņŗżĒĢśĻ▓ī Ļ┤ĆĒåĄ ņĀłļŗ© ĒĢĀ ņłś ņ׳ļŗżļŖö ĒŖ╣ņ¦ĢņØ┤ ņ׳ļŗż. ņłśņżæ ņĀłļŗ©ņØ┤ Ļ░ĆļŖźĒĢśĻ│Ā ņĢĮ 1m ņØ┤ņāüņØś ļæÉĻ╗ś ņåīņ×¼ļÅä ņĀłļŗ©ņØ┤ Ļ░ĆļŖźĒĢśļŗżļŖö ļ│┤Ļ│ĀĻ░Ć ņ׳ņ£╝ļéś ņĀłļŗ©ņØ┤ Ļ░ĆļŖźĒĢ£ ņåīņ×¼ņØś ņĀ£ĒĢ£ņØ┤ ļÜ£ļĀĘĒĢ£ ļŗ©ņĀÉņØ┤ ņ׳ļŗż13,50).
3.3 ļĀłņØ┤ņĀĆ ņĀłļŗ©ĻĖ░ņłĀ ĻĄŁļé┤ņÖĖ Ļ░£ļ░£ļÅÖĒ¢ź
ļĀłņØ┤ņĀĆ ņĀłļŗ©ĻĖ░ņłĀņØĆ ņāüņŚģņŚÉņä£ ļ¦ÄņØ┤ ĒÖ£ņÜ®ļÉśĻ│Ā ņ׳ņ£╝ļéś, ņøÉņĀäĒĢ┤ņ▓┤ļź╝ ņ£äĒĢ£ ĒøäĒīÉ ļ░Å ņłśņżæ ņĀłļŗ©ĻĖ░ņłĀĻ░£ļ░£ņØĆ ļ╣äĻĄÉņĀü ņāłļĪ£ņÜ┤ Ļ│ĄņĀĢņ£╝ļĪ£ ņøÉņ×ÉļĪ£ ĒĢ┤ņ▓┤ņŚÉņä£ ņĢäņ¦üĻ╣īņ¦ĆļŖö ņŗżņĀ£ļĪ£ ņĀüņÜ®ĒĢ£ ņé¼ļĪĆņŚÉ ļīĆĒĢ£ ļ│┤Ļ│ĀĻ░Ć ņŚåļŗż. ĒĢśņ¦Ćļ¦ī, Fig. 8ņØś ļīĆĒæ£ņĀüņØĖ ņŚ┤ņĀüņĀłļŗ© Ļ░ĆĻ│ĄņŚÉ ļö░ļźĖ ņĀłļŗ©ĒÅŁ ļ╣äĻĄÉ ņśłņŗ£ņÖĆ Ļ░ÖņØ┤ ļĀłņØ┤ņĀĆ ņĀłļŗ©ņØś Ļ▓ĮņÜ░ ļ╣äĻĄÉņĀü ņĀłļŗ© ņ╗żĒöäĒÅŁņØ┤ ņóüņĢä 2ņ░© ĒÅÉĻĖ░ļ¬░ ņāØņä▒ ļ░Å Ļ│ĄņĀĢ ņåŹļÅä ļō▒ņØś ņןņĀÉĻ│╝ ņøÉĻ▓®ņĀ£ņ¢┤ņŚÉ ņ£Āļ”¼ĒĢ£ ĒŖ╣ņä▒ņ£╝ļĪ£ ĻĄŁļé┤ņÖĖņŚÉņä£ ĒÖ£ļ░£ĒĢśĻ▓ī ņŚ░ĻĄ¼Ļ░Ć ņ¦äĒ¢ēļÉśĻ│Ā ņ׳ļŗż. ņżæņżĆņ£ä ņØ┤ņāüņØś ĒÅÉĻĖ░ļ¼╝ ņĀłļŗ©ņŚÉ ņ׳ņ¢┤ņä£ ņłśņżæņŚÉņä£ Ļ░ĆĻ│ĄĒĢĀ Ļ▓ĮņÜ░ ņ░©ĒÅÉ ĒÜ©Ļ│╝Ļ░Ć Ēü¼ļ»ĆļĪ£ ņłśņżæ ņĀłļŗ©ņØ┤ ņÜöĻĄ¼ļÉśĻ│Ā ņ׳ļŗż. ņĄ£ĻĘ╝ ĒÖ£ļ░£Ē׳ ņ¦äĒ¢ēļÉśĻ│Ā ņ׳ļŖö ļīĆļČĆļČäņØś ņŚ░ĻĄ¼ļŖö ņøÉņ×ÉļĪ£ ĒĢ┤ņ▓┤ļź╝ ņ£äĒĢ£ ņłśņżæ ņĀłļŗ©ņŚÉ ņżæņĀÉņØä ļæÉĻ│Ā ņ׳ņ£╝ļ®░, ļ¬©ņ×¼ņØś ļæÉĻ╗ś, ņłśņżæ ļ░Å ĻĖ░ņżæņØś Ļ░ĆĻ│Ąļ╣äĻĄÉ, ĒĢśņØ┤ļĖīļ”¼ļō£ Ļ│ĄņĀĢĻ░£ļ░£ ļō▒ņŚÉ ļīĆĒĢ£ ņŚ░ĻĄ¼Ļ░Ć ņ¦äĒ¢ēļÉśĻ│Ā ņ׳ļŗż13,14,33-49).
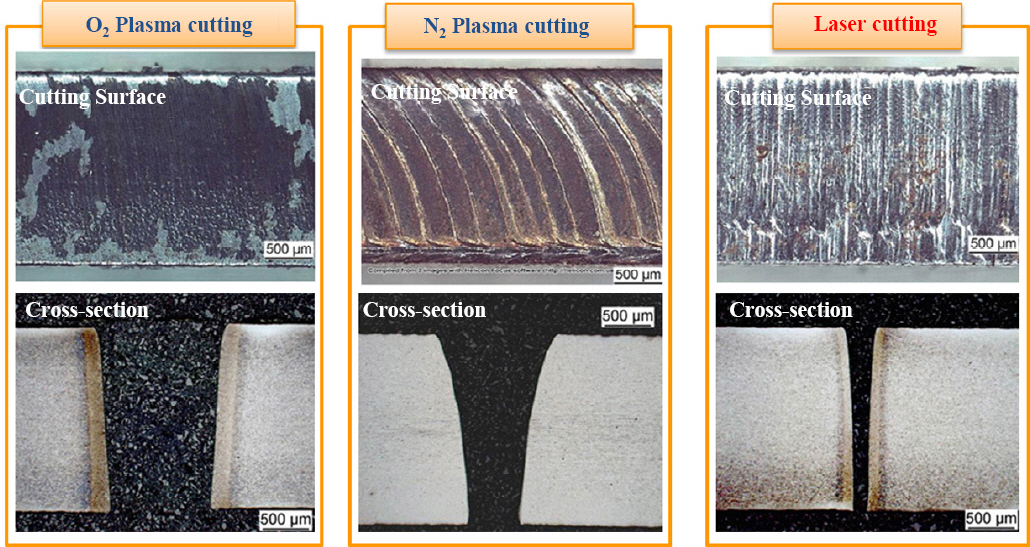
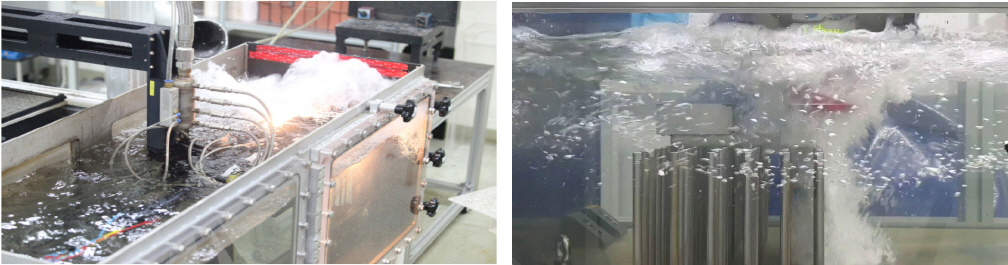
Fig. 9ļŖö ļĀłņØ┤ņĀĆ ņłśņżæņĀłļŗ©ņØś Ļ░äļץĒĢ£ ļ¬©ņŗØļÅäļź╝ ļéśĒāĆļéĖļŗż. ņłśņżæ ļĀłņØ┤ņĀĆ ņĀłļŗ©Ļ│ĄņĀĢņŚÉņä£ ļĀłņØ┤ņĀĆļ╣öņØ┤ ņåīņ×¼Ļ╣īņ¦Ć ļÅäļŗ¼ĒĢśĻĖ░Ļ╣īņ¦Ć ļ¼╝ņŚÉ ņØśĒĢ£ ņé░ļ×ĆņØä ļ░®ņ¦ĆĒĢśĻĖ░ ņ£äĒĢ£ ņŚÉņ¢┤ Ēżņ╝ōņØ┤ ņ£Āņ¦ĆļÉśņ¢┤ņĢ╝ ĒĢ£ļŗż. ņĀłļŗ© Ļ░ĆĻ│ĄņŚÉņä£ ļĀłņØ┤ņĀĆ ņČ£ļĀź, ļ╣öņØś Ēü¼ĻĖ░, ņ┤łņĀÉņ£äņ╣ś, ņĀłļŗ©ņåŹļÅä, ļ│┤ņĪ░ Ļ░ĆņŖż, ņĀłļŗ©Ļ░ĆņŖż ņóģļźś ļ░Å ņĢĢļĀź, ņåīņ×¼ņÖĆņØś Ļ▒░ļ”¼ ļō▒ ļŗżņ¢æĒĢ£ ļ│ĆņłśĻ░Ć ņĪ┤ņ×¼ĒĢ£ļŗż. ļĀłņØ┤ņĀĆ ņĀłļŗ©ņŚÉ ņ׳ņ¢┤ņä£ ĻĄŁļé┤ņŚÉņä£ļŖö ĒĢ£ĻĄŁņøÉņ×ÉļĀźņŚ░ĻĄ¼ņøÉĻ░Ć ĒĢ£ĻĄŁĻĖ░Ļ│äņŚ░ĻĄ¼ņøÉņŚÉņä£ ĒøäĒīÉ ņĀłļŗ© ļ░Å ņłśņżæ ļĀłņØ┤ņĀĆ ņĀłļŗ©ņŚÉ ļīĆĒĢśņŚ¼ ņŻ╝ļÅäņĀüņ£╝ļĪ£ ņŚ░ĻĄ¼ĒĢśĻ│Ā ņ׳ļŗż(Fig. 10).
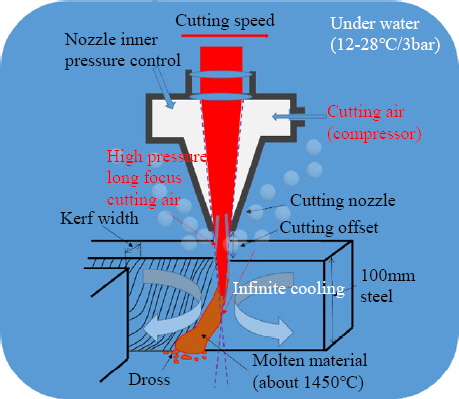
Fig.┬Ā10
Example of domestic research environment for underwater laser cutting47). (left: Korea atomic energy research institute, right: korea institute of machinery and materials)
ĒĢ┤ņÖĖņØś ņäĀņ¦ä ņŚ░ĻĄ¼ ņé¼ļĪĆļź╝ ļ│┤ļ®┤ TWI (The welding Institute, ņśüĻĄŁ)ļŖö 1967ļģä ļĀłņØ┤ņĀĆ ņĀłļŗ© ĻĖ░ņłĀņØä ļ░£ļ¬ģĒĢśņśĆĻ│Ā 2010ļģäļīĆļČĆĒä░ ņøÉņĀäĒĢ┤ņ▓┤ņÖĆ Ļ┤ĆļĀ©ļÉ£ ņłśņżæņĀłļŗ©, ĒøäĒīÉņĀłļŗ© ļō▒ņØś ņŚ░ĻĄ¼ļź╝ ņłśĒ¢ēĒĢśĻ│Ā ņ׳ļŗż. LASER-X(ņØ╝ļ│Ė)ļŖö ņłśņżæ ņøÉņ×ÉļĪ£ ņĀłļŗ©ņØä ņ£äĒĢ£ ļĀłņØ┤ņĀĆ ņĀłļŗ© ĒŚżļō£ ļ░Å ļģĖņ”ÉņØä ņäżĻ│äĒĢśņŚ¼ 50 mmļæÉĻ╗śņØś ņŖżĒģīņØĖļ”¼ņŖż ņŖżĒŗĖņØä 50 mm/minņØś ņĀłļŗ© ņåŹļÅäļĪ£ ņłśņżæ ņĀłļŗ©ņØä ņłśĒ¢ēĒĢśņśĆĻ│Ā, LZH(Laser Zentrum Hannover, ļÅģņØ╝)ļŖö 0.5 mm/sņØś ņåŹļÅäļĪ£ 50 mm ļæÉĻ╗śņØś ĒøäĒīÉņØä ņłśņżæņŚÉņä£ ņĀłļŗ©ĒĢśņśĆņ£╝ļ®░ ņĀłļŗ©ņÜ® Ļ░ĆņŖżļĪ£ļŖö ņé░ņåīļź╝ ņé¼ņÜ®ĒĢśņŚ¼ ņé░ĒÖöņŚ┤ ļ░śņØæņØä ņØ┤ņÜ®ĒĢ┤ ņĀĆņČ£ļĀź ļĀłņØ┤ņĀĆļĪ£ ĒøäĒīÉ ņĀłļŗ©ņØ┤ Ļ░ĆļŖźĒĢśļŗżļŖö ņŚ░ĻĄ¼Ļ▓░Ļ│╝ļź╝ ļ│┤Ļ│ĀĒĢśņśĆļŗż. ļĀłņØ┤ņĀĆ ņĀłļŗ©ņÜ® ĒŚżļō£ļŖö ļÅģņØ╝ Precitecņé¼ļŖö Ļ│ĀļÅäĒÖöļÉ£ ņä╝ņä£ ĻĖ░ņłĀņØä ĻĖ░ļ░śņ£╝ļĪ£ WIFIņÖĆ ņŚ░Ļ▓░ ĒĢśņŚ¼ Smart Factoryļź╝ ĻĄ¼ņČĢĒĢśļŖö ņłśņżĆņØś ĻĖ░ņłĀņØä Ļ░Ćņ¦ĆĻ│Ā ņ׳ņ£╝ļ®░, Beam Spot ņ£äņ╣ś Ļ░Ćļ│Ć ĻĖ░ņłĀņØä ņØ┤ņÜ®ĒĢśņŚ¼ Ļ│ĀņČ£ļĀź ĒøäĒīÉ ņĀłļŗ© ņŗ£ņןņØś ĒīīņØ┤ļź╝ ļäōĒ׳Ļ│Ā ņ׳ļŗż. ņżæĻĄŁ RAYTOOLSļŖö Ļ│ĀņČ£ļĀź Ļ░ĆĻ│Ą ĒŚżļō£ņØś Ēøäļ░£ ņŻ╝ņ×ÉņØ┤ņ¦Ćļ¦ī, Ļ┤æĒĢÖ ņäżĻ│ä ĻĖ░ņłĀņØä ņŖżņ£äņŖż ļ│Ėņé¼ļĪ£ļČĆĒä░ ņØ┤Ļ┤Ćļ░øņĢä Ļ│ĀņČ£ļĀź ĒŚżļō£ ņś©ļÅä ņä╝ņä£ ĻĖ░ņłĀĻ│╝ Ļ░ÖņØĆ ĻĖ░ļ░ś ĻĖ░ņłĀņØä ļ│┤ņ£ĀĒĢśĻ│Ā ņ׳ņ£╝ļ®░ ļ╣Āļź┤Ļ▓ī ņČöĻ▓®ĒĢśĻ│Ā ņ׳ļŗż. ļīĆĒæ£ņĀüņØĖ ņøÉņĀäĒĢ┤ņ▓┤ļź╝ ņ£äĒĢ£ ļĀłņØ┤ņĀĆ ņĀłļŗ© ņŚ░ĻĄ¼ņé¼ļĪĆļź╝ Table 6ņŚÉ ņĀĢļ”¼ĒĢśņśĆļŗż13,14,33-48).
Table┬Ā6
Development trends of laser cutting process for nuclear power plant decommissioning in korea and abroad
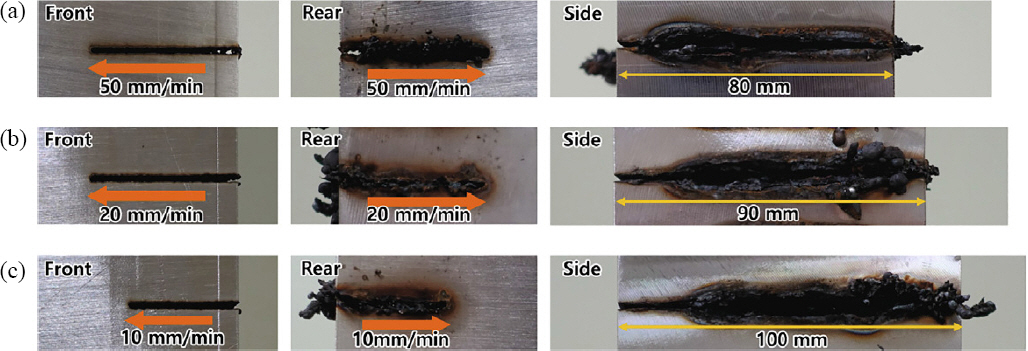
ņłśņżæņĀłļŗ© ņŚ░ĻĄ¼ņØś ļīĆĒæ£ņĀüņ£╝ļĪ£ ļ│┤Ļ│ĀļÉ£ ņé¼ļĪĆļź╝ Fig. 11ņŚÉ ņĀ£ņŗ£ĒĢśņśĆļŗż. ļĀłņØ┤ņĀĆ ņČ£ļĀź 9kW ĻĖ░ņżĆ ņłśņżæ(ņłśņŗ¼ 1m ņØ┤ļé┤)ņŚÉņä£ 100 mm ļæÉĻ╗śĻ╣īņ¦Ć ņĀłļŗ©ņØ┤ Ļ░ĆļŖźĒĢśņśĆļŗż. ņĀĆņ×ÉļŖö ļĀłņØ┤ņĀĆ ņČ£ļĀźņØä ļåÆņØ┤ļ®┤ ņåŹļÅä ļ░Å ņĀłļŗ©Ļ░ĆļŖź ļæÉĻ╗śļź╝ ņāüņŖ╣ ņŗ£Ēé¼ ņłś ņ׳ņØä Ļ▓āņ£╝ļĪ£ ĻĖ░ļīĆĒĢśņśĆļŗż. ĻĄŁļé┤ņŚÉņä£ļŖö ņżæņłśļĪ£ ļ░Å Ļ▓ĮņłśļĪ£ņŚÉ ļīĆĒĢ£ ļĀłņØ┤ņĀĆ ņĀłļŗ©Ļ░ĆĻ│ĄĻĖ░ņłĀ Ļ░£ļ░£ņØ┤ ņøÉņ×ÉļĀźĒÖśĻ▓Įļ│ĄņøÉņŚ░ĻĄ¼ņåī ņżæņŗ¼ņ£╝ļĪ£ ņ¦äĒ¢ēļÉśĻ│Ā ņ׳ņ¢┤, Ē¢źĒøä ĻĄŁļé┤ ņŚ░ĻĄ¼Ļ▓░Ļ│╝Ļ░Ć ĒĢ┤ņÖĖņŚÉņä£ ĒÖ£ņÜ®ļÉĀ ņłś ņ׳ņØä Ļ▓āņ£╝ļĪ£ ĻĖ░ļīĆļÉ£ļŗż.
Fig.┬Ā11
Front, back, and side surfaces of specimens cut underwater using dual nozzles at maximum cutting speed, (a) 80 mm thick, (b) 90 mm thick, (c) 100 mm thickness48)
4. Ļ▓░ ļĪĀ
ļ│Ė ļ”¼ļĘ░ļģ╝ļ¼ĖņŚÉņä£ļŖö ņøÉņĀäĒĢ┤ņ▓┤ ņŗ£ņןņØś ņä▒ņן Ļ░ĆļŖźņä▒ ļ░Å ĻĄŁļé┤ņÖĖ ņĀłļŗ©ĻĖ░ņłĀ ņŚ░ĻĄ¼Ļ░£ļ░£ ņé¼ļĪĆļź╝ ņåīĻ░£ĒĢśņśĆļŗż. 2020ļģäļÅä ļ¦É ļ│┤Ļ│Āņä£ ĻĖ░ņżĆ ņĀä ņäĖĻ│äņĀüņ£╝ļĪ£ 686Ļ░£ņØś ņøÉņ×ÉļĪ£Ļ░Ć ņ׳ņ£╝ļ®░, ĻĘĖ ņżæ 52Ļ░£Ļ░Ć Ļ▒┤ņäżņżæņØ┤Ļ│Ā Ļ░ĆļÅÖņżæņØĖ 442Ļ░£ņÖĆ ņśüĻĄ¼ņĀüņ£╝ļĪ£ ĒÅÉņćäļÉ£ 172Ļ░£ ĻĘĖļ”¼Ļ│Ā ņÖäņĀäĒ׳ ĒĢ┤ņ▓┤ļÉ£ 20ĻĖ░Ļ░Ć ļ│┤Ļ│ĀļÉśĻ│Ā ņ׳ļŗż. ņĀä ņäĖĻ│äņĀüņ£╝ļĪ£ ņøÉņ×ÉļĀźļ░£ņĀäņåīņØś ņäżĻ│äņłśļ¬ģņØ┤ ļÅäļŗ¼ļÉśĻ│Ā ņ׳ņ£╝ļ®░, Ļ▓ĮņĀ£ņĀü ņĀĢņ╣śņĀü ņé¼ņ£ĀļĪ£ ņØĖĒĢśņŚ¼ ĒÅÉņćäļÉśĻ│Ā ņ׳ļŖö ĒÅÉļĪ£ņØś ņłśĻ░Ć ņāüņŖ╣ļÉĀ Ļ▓āņ£╝ļĪ£ ļ│┤Ļ│ĀļÉśĻ│Ā ņ׳ļŗż. ļö░ļØ╝ņä£ ĻĄŁļé┤ņÖĖņŚÉņä£ņØś ĒĢ┤ņ▓┤ņŗ£ņןņØś ņä▒ņןņØĆ ļČłĻ░ĆĒö╝ĒĢśļŗż.
ņøÉņĀäņØś ĒĢ┤ņ▓┤ņŚÉļŖö ļŗżņ¢æĒĢ£ ļŗ©Ļ│ä ļ░Å Ļ│ĄņĀĢņØ┤ ņÜöĻĄ¼ļÉśĻ│Ā ņ׳ņ£╝ļéś, ļ│Ė ļ¼ĖĒŚīņŚÉņä£ļŖö ņĀłļŗ©Ļ│ĄņĀĢņØä ņżæņŗ¼ņ£╝ļĪ£ ņåīĻ░£ĒĢśņśĆļŗż. ĻĖ░ņĪ┤ņŚÉ ņØ┤ļ»Ė ņĀüņÜ®ļÉ£ ņĀłļŗ© Ļ│ĄņĀĢ ļ░Å Ē¢źĒøä ņĀüņÜ®ļÉĀ Ļ▓āņ£╝ļĪ£ ĻĖ░ļīĆļÉśļŖö ņĀłļŗ© Ļ│ĄņĀĢņØä Table 4ņŚÉ ņĀĢļ”¼ĒĢśņśĆļŗż. ņĀüņÜ®ļÉ£ ņĀłļŗ© Ļ│ĄņĀĢ ņżæ ĻĖ░Ļ│äņĀü ņĀłļŗ©ņØ┤ ļīĆļŗżņłśļź╝ ņ░©ņ¦ĆĒĢśņ¦Ćļ¦ī, ļ░®ņé¼ĒÖöĻ░Ć ņ¦äĒ¢ēļÉ£ ņżæņżĆņ£ä ņØ┤ņāüņØś ĻĄ¼ņĪ░ļ¼╝ņŚÉ ļīĆĒĢśņŚ¼ņä£ļŖö ņ░©ĒÅÉņØś ļ¬®ņĀü ļō▒ņ£╝ļĪ£ ņłśņżæ Ļ░ĆĻ│ĄņØ┤ ņÜöĻĄ¼ļÉśļ®░ ĻĘĖņŚÉ ļö░ļØ╝ ņŚ┤ņĀüņĀłļŗ©ņØś Ļ│ĄņĀĢĻ░£ļ░£ņØ┤ ĒÖ£ļ░£ĒĢśĻ▓ī ņ¦äĒ¢ēļÉśĻ│Ā ņ׳ļŗż. ļīĆĒæ£ņĀüņØĖ ņŚ┤ņĀüņĀłļŗ© Ļ│ĄņĀĢņŚ░ĻĄ¼ļź╝ ņĀĢļ”¼ĒĢśņśĆņ£╝ļ®░ ĻĘĖ ņżæ ļĀłņØ┤ņĀĆ ņĀłļŗ©Ļ│ĄņĀĢņØś Ēśäņ×¼ ĻĖ░ņłĀĻ░£ļ░£ ņłśņżĆņØä ņåīĻ░£ĒĢśņśĆņ£╝ļ®░, ņŻ╝ņÜö ņøÉņĀäĒĢ┤ņ▓┤ļź╝ ņ£äĒĢ£ ļĀłņØ┤ņĀĆ ņĀłļŗ©ņØś ĻĄŁļé┤ņÖĖ ĻĖ░ņłĀĻ░£ļ░£ ņłśņżĆņØä Table 5ņŚÉ ņĀĢļ”¼ĒĢśņśĆļŗż.
ļŗżņ¢æĒĢ£ ņĀłļŗ© Ļ│ĄņĀĢĻ░£ļ░£ņØ┤ ņ¦äĒ¢ēļÉ©Ļ│╝ ļÅÖņŗ£ņŚÉ Ļ░ĆĒś╣ĒĢ£ ĒÖśĻ▓ĮņŚÉņä£ņØś ņĀłļŗ©ņØ┤ ņÜöĻĄ¼ļÉśĻ│Ā ņ׳ļŗż. ņØ┤ļŖö ņĀłļŗ©Ļ│ĄņĀĢĻ░£ļ░£ ļ┐É ņĢäļŗłļØ╝ ņłśņżæ ļ░Å Ļ│Āļ░®ņé¼ņäĀ ĒÖśĻ▓ĮņŚÉņä£ņØś ņןļ╣ä ļ░Å ņ×æņŚģņ×É ļ│┤ĒśĖļź╝ ņ£äĒĢ£ ņøÉĻ▓®ņĀ£ņ¢┤ ĻĖ░ņłĀ, ļ¬©ļŗłĒä░ļ¦üĻĖ░ņłĀ, ņØĖļĀźĒÖĢļ│┤ ļō▒ ļŗżņ¢æĒĢ£ ņŗ£ņĀÉņŚÉņä£ņØś Ļ░£ļ░£ņØ┤ ĒĢ©Ļ╗ś ņłśĒ¢ēļÉśņ¢┤ņĢ╝ ĒĢ£ļŗż.
ļ│Ė ļ”¼ļĘ░ ļģ╝ļ¼ĖņØĆ Ē¢ź Ēøä ņŚ░ĻĄ¼ņ×ÉļōżņŚÉĻ▓ī ņĄ£ņŗĀ ĒĢ┤ņ▓┤ ņŗ£ņן ļÅÖĒ¢ź ļ░Å ņŚ░ĻĄ¼Ļ░Ć ĒĢäņÜöĒĢ£ ņĀłļŗ©Ļ│ĄņĀĢĻ░£ļ░£ ĒŖĖļĀīļō£ļź╝ Ļ│Ąņ£ĀĒĢśļŖö Ļ▓āņØä ļ¬®ņĀüņ£╝ļĪ£ ĒĢ£ļŗż.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



