1. ņä£ ļĪĀ
ņøÉņĀä ĻĖ░ĻĖ░ņØś ņĢĢļĀźņÜ®ĻĖ░ ņĀ£ņ×æņŚÉļŖö Ļ│ĀļÅäņØś ņŗĀļó░ņä▒ņØ┤ ņ׳ļŖö ņĀ£ņ×æ ĻĖ░ņłĀĻ│╝ Ļ│ĄņĀĢ ņĀłņ░©Ļ░Ć ņĀüņÜ®ļÉ£ļŗż. ņĢĢļĀźņÜ®ĻĖ░ņØś ņĀ£ņ×æ Ļ│╝ņĀĢņØĆ ņåīņ×¼ ņĀ£ņ×æ, Ļ░ĆĻ│Ą, ņÜ®ņĀæ ļō▒ņ£╝ļĪ£ ņØ┤ļŻ©ņ¢┤ņĀĖ ņ׳ļŗż. ņåīņ×¼ļŖö ņŻ╝ļĪ£ ļŗ©ņĪ░(forging)ĒĢśņŚ¼ ņĀ£ņ×æĒĢśļ®░ ĒÖ®ņéŁ ļ░Å ņĀĢņéŁ Ļ░ĆĻ│ĄņØä ĒĢ£ Ēøä ņØ┤ņØī ņÜ®ņĀæņØä ņłśĒ¢ēĒĢ£ļŗż. Ļ░ü ļŗ©Ļ┤ĆņØś ņøÉņŻ╝ ņØ┤ņØī(circumferential joint)ņØĆ ņÜ®ņĀæ Ļ│ĄņĀĢņØä ĒåĄĒĢ┤ ņØ┤ļŻ©ņ¢┤ņ¦Ćļ®░ ņØ┤Ļ▓āņØĆ ĒÆłņ¦łņŚÉ Ēü¼Ļ▓ī ņśüĒ¢źņØä ļ»Ėņ╣śļŖö Ļ│ĄņĀĢņØ┤ļŗż. ļö░ļØ╝ņä£ ņĄ£ņĀüņØś ņÜ®ņĀæ ĻĖ░ņłĀņØä ĒÖĢļ│┤ĒĢśĻ│Ā ņĀüĒĢ®ĒĢ£ ņłśĒ¢ē ņĀłņ░©ļź╝ ņäżņĀĢĒĢśļŖö Ļ▓āņØĆ ņøÉņĀäĻĖ░ĻĖ░ ņĀ£ņ×æĻĖ░ņłĀņØś ĒĢĄņŗ¼ ņé¼ĒĢŁņØ┤ļŗż.
ņ¦ĆĻĖłĻ╣īņ¦Ć ĻĄŁļé┤ņØś ļīĆĒśĢ ņøÉņĀä ņŻ╝ĻĖ░ĻĖ░ ņĀ£ņ×æņŚÉļŖö ņĢäĒü¼ņÜ®ņĀæņØä ņĀüņÜ®ĒĢśĻ│Ā ņ׳ļŗż. ĻĘĖņżæņŚÉņä£ļÅä ņä£ļĖīļ©Ėņ¦Ćļō£ ņĢäĒü¼ ņÜ®ņĀæ(submerged arc welding, SAW) ļ░®ņŗØņØ┤ ņŻ╝ļĪ£ ņé¼ņÜ®ļÉśņŚłļŗż. SAW ļ░®ņŗØņØĆ ņłśņŗŁ ļģäĻ░äņØś ņé¼ņÜ® ņŗżņĀüĻ│╝ ņĢłņĀĢļÉ£ Ļ│ĄņĀĢ ņĀłņ░©(process procedure)ļź╝ Ļ░¢Ļ│Ā ņ׳ļŗż. ĒøäĒīÉņØś Ļ▓ĮņÜ░ ņÜ®ņĀæ ĻĘĖļŻ©ļĖī ļé┤ņŚÉ ņłśņŗŁ Ēī©ņŖżņØś ļ¦ÄņØĆ ņÜ®ņ░®ļ¤ēņØ┤ ĒĢäņÜöĒĢśļ®░ ņןņŗ£Ļ░äņØś ņÜ®ņĀæ ņ×æņŚģņØ┤ ņÜöĻĄ¼ļÉ£ļŗż.
ņ¦ĆĻĖłĻ╣īņ¦Ć ņøÉņĀäņØĆ ĻĘ£ļ¬©ņØś ņØ┤ņĀÉņ£╝ļĪ£ ļīĆĒśĢ ņÜ®ļ¤ēņØ┤ ņŻ╝ļĪ£ Ļ▒┤ņäżļÉśņŚłļŗż. ņĄ£ĻĘ╝ņŚÉļŖö ĒÄĖņØśņä▒ ļ░Å ņĢłņĀĢņä▒ ļō▒ņØś ņØ┤ņ£ĀļĪ£ ņåīĒśĢ ĒśĢĒā£ļĪ£ ļ░öļĆīņ¢┤ Ļ░ĆļŖö ņČöņäĖņØ┤ļŗż. SMR(small modular reactor)ņØĆ ņŻ╝ĻĖ░ĻĖ░ļź╝ ĒĢśļéśļĪ£ ĒåĄĒĢ®ĒĢśņŚ¼ ņØ╝ņ▓┤ĒÖöĒĢ£ Ļ▓āņ£╝ļĪ£ 300 MWe ņØ┤ĒĢśņØś ņåīĒśĢ ņøÉņ×ÉļĪ£ņØ┤ļŗż. ĻĄŁļé┤┬ĘņÖĖņŚÉņä£ ļŗżņłśņØś ļ¬©ļŹĖņØ┤ Ļ░£ļ░£ļÉśĻ│Ā ņ׳ņ£╝ļ®░ ĻĖ░ĻĖ░ ņĀ£ņ×æĻ│╝ ņäżņ╣ś ĻĖ░Ļ░äņØś ļŗ©ņČĢņØä ņ£äĒĢ┤ ĒĢ┤ņÖĖ ņé¼ņŚģņ×ÉļŖö ņāłļĪ£ņÜ┤ ņĀ£ņ×æ ļ░®ņŗØ ĒŖ╣Ē׳ ĒśüņŗĀņĀüņØĖ ņÜ®ņĀæ ļ░®ņŗØņØä Ļ░£ļ░£ĒĢśĻ│Ā ņ׳ļŗż
1).
ņĀäņ×Éļ╣öņÜ®ņĀæ(electron beam welding, EBW)ņØĆ ĒśüņŗĀņĀüņØĖ ņÜ®ņĀæ ļ░®ņŗØ ņżæņŚÉ ĒĢśļéśļĪ£ņä£ ĒøäĒīÉ ļæÉĻ╗śņØś ņØ┤ņØī ņÜ®ņĀæņØä ĒĢ£ļ▓łņŚÉ ĒĢĀ ņłś ņ׳ļŗż. ļö░ļØ╝ņä£ ņŻ╝ĻĖ░ĻĖ░ņØś ņĀ£ņ×æĻĖ░Ļ░ä ļŗ©ņČĢņØä ņ£äĒĢ┤ņä£ļŖö ņĀäņ×Éļ╣öņÜ®ņĀæņØ┤ ĒĢäņłśņĀüņØ┤ļŗż. ņØ┤ļ¤¼ĒĢ£ ĒśüņŗĀņĀü ņÜ®ņĀæ ļ░®ņŗØņØĆ ņĀ£ņ×æ Ļ▓Įņ¤üļĀź ņĖĪļ®┤ņŚÉ Ēü░ ņØ┤ņĀÉņØä Ļ░¢Ļ│Ā ņ׳ņ£╝ļéś ņĀ£ĒÆłņŚÉ ņĀüņÜ® Ļ░ĆļŖźĒĢ£ ņäżļ╣äļź╝ ĻĄ¼ņČĢĒĢśĻ│Ā Ļ│ĄņĀĢ ĻĖ░ņłĀņØä Ļ░£ļ░£ĒĢśĻĖ░ Ļ╣īņ¦ĆļŖö ņāüļŗ╣ĒĢ£ ĻĖ░ņłĀĻ░£ļ░£ Ļ│╝ņĀĢĻ│╝ ļ╣äņÜ® ļ░Å ņŗ£Ļ░äņØ┤ ņåīņÜöļÉ£ļŗż. ĒĢ┤ņÖĖņØś EPRI(Electric Power Research Institute (US)), N-AMRC(Nuclear-Advanced Manufacturing Research Center (UK)), CVE(Cam- bridge Vacuum Engineering (UK)) ļō▒ņØś ņŚ░ĻĄ¼ĻĖ░Ļ┤ĆņŚÉņä£ļŖö SMR ņĀ£ņ×æņŚÉ ņĀüņÜ®ĒĢśĻĖ░ ņ£äĒĢ┤ ņøÉĒåĄĒśĢ ņ¦äĻ│Ąņ▒öļ▓ä ļśÉļŖö ĻĄŁļČĆņ¦äĻ│Ą ĒśĢĒā£ņØś ņĀäņ×Éļ╣ö ņÜ®ņĀæ ņןļ╣ä ļ░Å Ļ│ĄņĀĢ ĻĖ░ņłĀņØä Ļ░£ļ░£ĒĢśĻ│Ā ņ׳ļŗż
2,3).
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö SMR ņĀ£ņ×æņŚÉ ņĀüņÜ®ĒĢśĻĖ░ ņ£äĒĢ£ ņĀäņ×Éļ╣öņÜ®ņĀæņØś ĒŖ╣ņä▒ņØä ļ¬ģņŗ£ĒĢśņśĆĻ│Ā ņŗżņĀ£ĒÆł ņĀüņÜ®ņØä ņ£äĒĢ┤ Ļ│ĀļĀżĒĢ┤ņĢ╝ ĒĢĀ ņŻ╝ņÜöĒĢ£ ņé¼ĒĢŁņØä ĒīīņĢģĒĢśņśĆļŗż. ņØ┤ļź╝ ĒåĄĒĢ┤ ĻĄŁļé┤ ņĀäņ×Éļ╣ö ņÜ®ņĀæĻĖ░ņłĀņØä Ļ░£ļ░£ĒĢśņŚ¼ SMR ņĢĢļĀźņÜ®ĻĖ░ņŚÉ ļīĆĒĢ£ ņĀ£ņ×æ ņŗĀļó░ņä▒ņØä ļåÆņØ┤Ļ│Ā ļīĆņÖĖ ņłśņŻ╝ Ļ▓Įņ¤üļĀźņØä ļåÆņØ┤Ļ│Āņ×É ĒĢ£ļŗż.
2. ļ│Ė ļĪĀ
2.1 Ļ░£ņÜö
ņøÉņĀäĻĖ░ĻĖ░ņØś ņÜ®ņĀæņŚÉļŖö ņŻ╝ļĪ£ ņĢäĒü¼ ņÜ®ņĀæņØä ņĀüņÜ®ĒĢśĻ│Ā ņ׳ļŗż, ņĢäĒü¼ ņÜ®ņĀæņØĆ ņåīļ¬©ņä▒ ļ░Å ļ╣äņåīļ¬©ņä▒ ņĀäĻĘ╣, ņ░©ĒÅÉļ░®ņŗØ ļō▒ņŚÉ ļö░ļØ╝ ņÜ®ņĀæ ļ░®ņŗØņØä ĻĄ¼ļČäĒĢśĻ│Ā ņ׳ļŗż. ņĢäĒü¼ ņÜ®ņĀæņØĆ ņĀäĻĖ░ ļ░®ņĀäņŚÉ ņØśĒĢ£ ņŚ┤ņØä ņé¼ņÜ®ĒĢśļ»ĆļĪ£ ņ×ģņŚ┤ļ¤ēņØ┤ļéś ņÜ®ņĀæ ļ╣äļō£ņØś Ēü¼ĻĖ░ņŚÉ ļö░ļØ╝ ņĢĮĻ░äņØś ņ░©ņØ┤Ļ░Ć ņ׳ņ¦Ćļ¦ī ļÅÖņØ╝ ņåīņ×¼ņŚÉ ļīĆĒĢ┤ņä£ļŖö ņ£Āņé¼ĒĢ£ ĒŖ╣ņä▒ņØä ļéśĒāĆļéĖļŗż. ņĢäĒü¼ ņÜ®ņĀæņØĆ ņÜ®Ļ░Ćņ×¼ļź╝ ņé¼ņÜ®ĒĢśņŚ¼ ĒøäĒīÉ ņØ┤ņØī ņÜ®ņĀæņØä ĒĢśļ»ĆļĪ£ ņÜ®ņĀæļČĆļŖö ļ¬©ņ×¼ņÖĆ ĒÖöĒĢÖņĪ░ņä▒ņØ┤ ļÅÖņØ╝ĒĢśņ¦Ć ņĢŖņ£╝ļ®░ ņĀüņĀłĒĢ£ ĒĢ®ĻĖł ņ▓©Ļ░Ćļź╝ ĒåĄĒĢ┤ ņÜ®ņ░®ĻĖłņåŹņØś ļ¼╝ņä▒ņØä Ē¢źņāüņŗ£Ēé¼ ņłś ņ׳ļŖö ņØ┤ņĀÉņØ┤ ņ׳ļŗż.
ņĢĢļĀźņÜ®ĻĖ░ņØś ņØ┤ņØī ņÜ®ņĀæņŚÉļŖö SAW ļ░®ņŗØņØ┤ ņŻ╝ļĪ£ ņĀüņÜ®ļÉ£ļŗż. ņØ┤Ļ▓āņØĆ ņÖĆņØ┤ņ¢┤ ņÜ®Ļ░Ćņ×¼Ļ░Ć ņåīļ¬©ņä▒ ņĀäĻĘ╣ņ£╝ļĪ£ ņé¼ņÜ®ļÉśļ®░ Ēöīļ¤ŁņŖżņŚÉ ņØśĒĢ£ ņ░©ĒÅÉļĪ£ņä£ ņĢäļלļ│┤ĻĖ░ ņ×ÉņäĖņŚÉņä£ ņÜ®ņĀæņØ┤ ņłśĒ¢ēļÉ£ļŗż. ļåÆņØĆ ņÜ®ņ░®ĒÜ©ņ£©ņØä Ļ░Ćņ¦Ćļ®░ ņÜ®Ļ░Ćņ×¼ņÖĆ Ēöīļ¤ŁņŖżņØś ņĪ░ĒĢ®ņ£╝ļĪ£ ņĀüņĀĢĒĢ£ ņÜ®ņĀæļČĆ ļ¼╝ņä▒ņØä ņĀ£ņ¢┤ĒĢĀ ņłś ņ׳ļŗż. ĒøäĒīÉ ņÜ®ņĀæņŚÉņä£ļŖö ĒśæĻ░£ņäĀ(narrow gap)ņØä ņĀüņÜ®ĒĢśņŚ¼ ņÜ®ņ░®ļ¤ēņØä ņĄ£ņåīĒÖöĒĢśĻ│Ā ņ׳ļŗż.
ņĀäņ×Éļ╣öņÜ®ņĀæņØĆ Ļ│ĀņŚÉļäłņ¦Ć ļ╣öņØä ņŚ┤ņøÉņ£╝ļĪ£ ņé¼ņÜ®ļÉśļ®░ ņĢäĒü¼ ņÜ®ņĀæĻ│╝ļŖö ļŗżļźĖ ņÜ®ņĀæ ĒŖ╣ņä▒ņØä Ļ░¢ļŖöļŗż. ņØ┤Ļ▓āņØĆ ņĀäņ×ÉņØś ņČ®ļÅī ņŚÉļäłņ¦Ćļź╝ ņé¼ņÜ®ĒĢśļ»ĆļĪ£ Ē£Āņö¼ ļåÆņØĆ ņś©ļÅäņÖĆ Ļ░ĢĒĢ£ ņŚÉļäłņ¦Ć ļ░ĆļÅä(energy density)ļź╝ Ļ░¢Ļ│Ā ņ׳ļŗż. ņĢäĒü¼ ņÜ®ņĀæņŚÉ ļ╣äĒĢ┤ ņäĖļ░ĆĒĢ£ ņÜ®ņĀæļ│Ćņłś ņäżņĀĢņØ┤ ņÜöĻĄ¼ļÉśļ®░ ņןļ╣äņØś ņä▒ļŖźņŚÉ Ēü¼Ļ▓ī ņóīņÜ░ļÉ£ļŗż. Ēśäņ×¼Ļ╣īņ¦Ć ņøÉņĀäĻĖ░ĻĖ░ņØś ņĀ£ņ×æņŚÉļŖö ņøÉņ×ÉļĪ£ ļé┤ļČĆ ĻĄ¼ņĪ░ļ¼╝ ļō▒ ņåīĒśĢ ņĀĢļ░Ć ļČĆĒÆłņØś ņÜ®ņĀæņŚÉ ņĀüņÜ®ļÉśņŚłļŗż. SMRņØś ņØ┤ņØī ņÜ®ņĀæņŚÉ ņĀüņÜ®ĒĢśĻĖ░ ņ£äĒĢ┤ņä£ļŖö ņäżĻ│ä ĻĖ░ņżĆņ£╝ļĪ£ 150~250 mm ļæÉĻ╗śļź╝ ņÜ®ņ×ģ(penetration)ĒĢĀ ņłś ņ׳ļŖö Ļ│ĀņČ£ļĀźņØś ņĀäņ×Éļ╣ö ņÜ®ņĀæņןļ╣äĻ░Ć ĻĄ¼ņČĢļÉśņ¢┤ņĢ╝ ĒĢśļ®░ Ļ┤ĆļĀ©ĒĢ£ Ļ│ĄņĀĢ ĻĖ░ņłĀņØä ĒÖĢļ│┤ĒĢśņŚ¼ņĢ╝ ĒĢ£ļŗż.
2.2 ņĀäņ×Éļ╣öņÜ®ņĀæ ņŗ£ņŖżĒģ£
ņĀäņ×Éļ╣ö ņÜ®ņĀæņØĆ ņ¦äĻ│Ą ĒĢśņŚÉņä£ ņĀäņ×Éļź╝ ĻĖłņåŹĒæ£ļ®┤ņŚÉ ņČ®ļÅīņŗ£ņ╝£ ņÜ®ņ£Ą ņĀæĒĢ®ņŗ£ĒéżļŖö ņÜ®ņĀæ ļ░®ņŗØņØ┤ļŗż. ņĀäņ×Éņ┤Ø(electron beam gun) ļé┤ņØś ņØīĻĘ╣ņØä Ļ░ĆņŚ┤ņŗ£ņ╝£ ļ░£ņāØļÉśļŖö ņĀäņ×ÉļōżņØä ņ¢æĻĘ╣Ļ│╝ņØś ņłśņŗŁ kVņØś ņĀäņĢĢņ░©ņØ┤ļĪ£ Ļ░ĆņåŹĒĢśĻ│Ā ņ×ÉļĀźņ£╝ļĪ£ ņ¦æņåŹĒÄĖĒ¢ź ņŗ£ņ╝£ ļ¬©ņ×¼ņŚÉ ņĪ░ņé¼ĒĢ©ņ£╝ļĪ£ņŹ© ņĀäņ×ÉņØś ņČ®ļÅī ņŚÉļäłņ¦Ćļź╝ ņŚ┤ņŚÉļäłņ¦ĆļĪ£ ņĀäĒÖśņŗ£ņ╝£ ņÜ®ņ£Ą ņĀæĒĢ®ņŗ£Ēé©ļŗż. ņł£Ļ░äņĀüņ£╝ļĪ£ ņĀæĒĢ®ļČĆļź╝ ņÜ®ņ£ĄĒĢ©ņŚÉ ļö░ļØ╝ ĻĘ╣Ē׳ ņóüņØĆ ņÜ®ņĀæļČĆļź╝ ĒśĢņä▒ĒĢśļ®░ ņŚ┤ļ│ĆĒśĢņØä ĻĘ╣ņåīĒÖöĒĢĀ ņłś ņ׳Ļ│Ā ņÜ®Ļ░Ćņ×¼ ņŚåņØ┤ 100 mm ņØ┤ņāü ļæÉĻ╗śņØś ĒøäĒīÉņÜ®ņĀæņØä ņłśĒ¢ēĒĢĀ ņłś ņ׳ļŖö Ļ│ĀĒÆłņ¦ł ņÜ®ņĀæļ░®ļ▓ĢņØ┤ļŗż. ļ│┤ĒåĄ 60~70 kVļŖö ņĀĆņĀäņĢĢņÜ®, 120 kV ņØ┤ņāüņØä Ļ│ĀņĀäņĢĢņÜ®ņ£╝ļĪ£ ļČäļźśĒĢ£ļŗż. ļīĆņÜ®ļ¤ē ņĀäņøÉņ£╝ļĪ£ļŖö 60~120 kWĻ░Ć ņŻ╝ļĪ£ ņé¼ņÜ®ļÉśļŖöļŹ░ ņĢäĒü¼ ņÜ®ņĀæ ļīĆļ╣ä ņŚÉļäłņ¦Ć ļ░ĆļÅäĻ░Ć ņłśļ░▒ ļ░░ ņØ┤ņāü ļåÆļŗż. ņĀäņ×Éļ╣ö ņÜ®ņĀæņŗ£ņŖżĒģ£ņØĆ
Fig. 1Ļ│╝ Ļ░ÖņØ┤ ņĀäņ×Éņ┤Ø(electron beam gun), Ļ│ĀņĀäņĢĢņןņ╣ś(high voltage power), ņ¦äĻ│Ąņ▒öļ▓ä(vacuum chamber), ņ¦äĻ│ĄĒÄīĒöä(vacuum pumps) ļ░Å ņĀ£ņ¢┤ļČĆ(system control) ļō▒ņ£╝ļĪ£ ĻĄ¼ņä▒ļÉśņ¢┤ ņ׳ļŗż.
Fig.┬Ā1
Layout of electron beam welding system

ņĀäņ×Éņ┤ØņØĆ ļ╣ö ņāØņä▒ņןņ╣śļĪ£ņä£ ņØīĻĘ╣Ļ│╝ ņ¢æĻĘ╣, ņ¦æņåŹļĀīņ”ł(focusing lens), ĒÄĖĒ¢źļĀīņ”ł(deflection lens) ļō▒ņ£╝ļĪ£ ĻĄ¼ņä▒ļÉśņ¢┤ ņ׳ļŗż. Ļ│ĀņĀäņĢĢ ņןņ╣śļŖö ņĀäņ×Éļ╣öņØä ņāØņä▒ ļ░Å ņĀ£ņ¢┤ĒĢśļŖö ņĀäņøÉņ£╝ļĪ£ņä£
Fig. 2 ņÖĆ Ļ░ÖņØ┤ ņĀäņ×Éļ╣ö ļ░®ņČ£ ļ░Å Ļ░ĆņåŹ ņĀäņøÉ(cathode power supply), ņŚ┤ņĀäņ×É ļ░®ņČ£ņĀäņøÉ(filament power supply), ņŚ┤ņĀäņ×É Ļ░ĆņåŹņĀäņøÉ(bombardment power supply), ļ╣öņĀäļźś ņĀ£ņ¢┤ņĀäņøÉ(beam current controller)ņ£╝ļĪ£ ĻĄ¼ņä▒ļÉ£ļŗż. Ļ░ĆņåŹ ņĀäņĢĢ(accelerating voltage)ņØĆ ņØĖļ▓äĒä░ļź╝ ĒåĄĒĢ£ ļ░░ņĀäņĢĢ ļ░®ņŗØņ£╝ļĪ£ ņŖ╣ņĢĢĒĢśļ®░ SMR ĒøäĒīÉņÜ®ņĀæņŚÉļŖö 120~170 kV ņØ┤ņāüņØś Ļ░ĆņåŹņĀäņĢĢņØä Ļ░¢ļŖö ņĀäņøÉņןņ╣śĻ░Ć ĒĢäņÜöĒĢśļŗż. ņØ┤ņÖĖņŚÉ ņĢäĒü¼ ļ│┤ĒśĖ(arc protection) ĻĖ░ļŖź, ņÜ®ņĀæņäĀ ņČöņĀü(seam tracking) ĻĖ░ļŖź ļō▒ ņĀäņ×Éļ╣öņÜ®ņĀæņŚÉ ĒĢäņÜöĒĢ£ ĻĖ░ļŖźņØ┤ ĒżĒĢ©ļÉśņ¢┤ ņ׳ļŗż.
Fig.┬Ā2
Diagram of power supply and electron beam gun
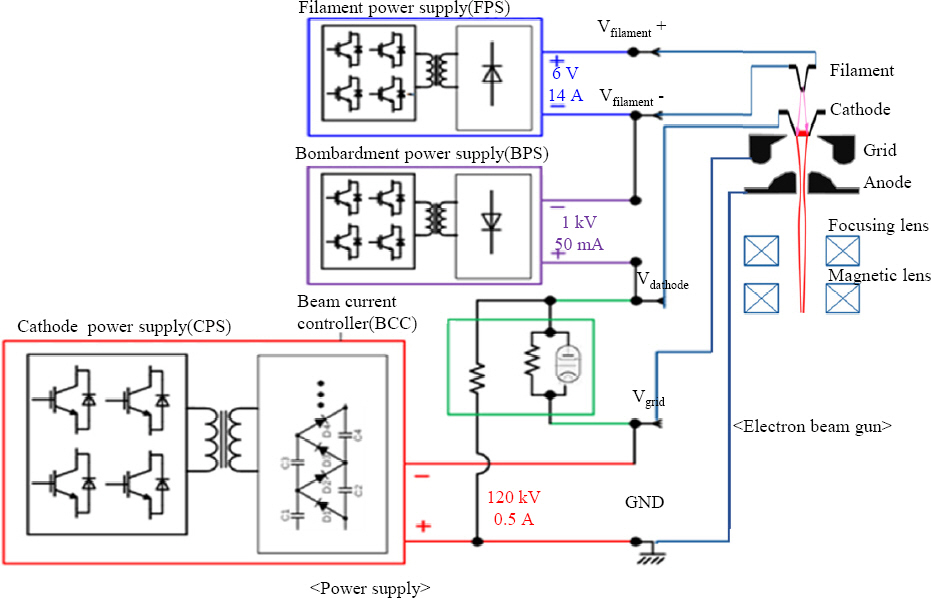
ņĀäņ×Éļ╣öņØä ņāØņä▒ĒĢśĻĖ░ ņ£äĒĢ£ ņŚ┤ņĀäņ×É ļ░®ņČ£ ņ×¼ļŻīļĪ£ņä£ LaB6, ĒģģņŖżĒģÉ ņåīņ×¼Ļ░Ć ņŻ╝ļĪ£ ņé¼ņÜ®ĒĢ£ļŗż. LaB6ļŖö ņØ╝ĒĢ©ņłś(work function)Ļ░Ć ļé«ņĢä ņŚ┤ņĀäņ×ÉĻ░Ć ņēĮĻ▓ī ļ░®ņČ£ĒĢĀ ņłś ņ׳ļŖö ļ░śļ®┤ņŚÉ ĒģģņŖżĒģÉņØĆ ņÜ®ņ£ĄņĀÉņØ┤ ļåÆņĢä ņןņŗ£Ļ░ä ņé¼ņÜ®ņØś ņØ┤ņĀÉņØ┤ ņ׳ļŗż. ņØ┤Ļ▓āņØĆ ĒāĆļĖöļĀø(tablet) ĒśĢĒā£ļĪ£ ņØīĻĘ╣ ļČĆĒÆł(cathode assembly)ņŚÉ ņןņ░®ļÉśļ®░ ņé¼ņÜ® ņŗ£Ļ░äņØ┤ ņ¦Ćļé©ņŚÉ ļö░ļØ╝ ņä▒ļŖźņØ┤ ņŚ┤ĒÖöļÉ£ļŗż. ņ¢ćņØĆ ļæÉĻ╗śņØś ņÜ®ņĀæ ĒīÉņ×¼ļŖö ņĢłņĀĢļÉ£ ņä▒ļŖźņ£╝ļĪ£ ņłśņŗŁ ņŗ£Ļ░ä ņé¼ņÜ®ņØ┤ Ļ░ĆļŖźĒĢśļéś ĻĘ╣ĒøäĒīÉņØś ņĢĢļĀźņÜ®ĻĖ░ ņģĆņØä ņןņŗ£Ļ░ä ņÜ®ņĀæĒĢśļŖö Ļ▓āņØĆ ļ╣ĀļźĖ ņä▒ļŖź ņŚ┤ĒÖöļź╝ Ļ░ĆņĀĖņś¼ ņłś ņ׳ļŗż. ņØ┤ļ¤¼ĒĢ£ ņāüĒÖ®ņŚÉņä£ ļé┤ĻĄ¼ņä▒ņŚÉ ļīĆĒĢ£ ņä▒ļŖź Ļ▓Ćņ”ØņØĆ ņÜ®ņĀæ ĒÆłņ¦łņØś ņŗĀļó░ņä▒ ĒÖĢļ│┤ņŚÉ ņżæņÜöĒĢ£ ņé¼ĒĢŁņØ┤ļŗż. ņŗżņĀ£ļĪ£ ņĢĮ 250 mmņØś ļæÉĻ╗śļź╝ ĒĢ£ļ▓łņŚÉ ņĀäņ×Éļ╣öņÜ®ņĀæņØä ĒĢĀ ņłś ņ׳ļŖö ņāüņÜ®ĒÖö ņןļ╣äļŖö Ļ░£ļ░£ņØ┤ ņÜöĻĄ¼ļÉ£ļŗż. ņ┤łĻ│ĀņĀäņĢĢņØś Ļ░ĆņåŹņĀäņĢĢņØä Ļ░Ćņ¦ĆļŖö ļÅÖņŗ£ņŚÉ 150 kW ņØ┤ņāüņØś Ļ│ĀņČ£ļĀź ļ╣öņĀäļźśļź╝ Ļ░¢ļŖö ņןļ╣äĻ░Ć ĒĢäņÜöĒĢśļ®░ ņןņŗ£Ļ░ä ļ╣ö ņä▒ļŖź ņ£Āņ¦ĆĻ░Ć ņÜöĻĄ¼ļÉśĻĖ░ ļĢīļ¼ĖņØ┤ļŗż. ņØ┤ļ¤¼ĒĢ£ ļīĆņÜ®ļ¤ēņØä Ļ░¢ļŖö ņןļ╣äņŚÉ ņāØņä▒ļÉśļŖö ņĀäņ×Éļ╣öņØś ņĢłņĀĢņä▒ņØĆ ņÜ®ņĀæ ĒÆłņ¦łĻ│╝ ņ¦üĻ▓░ļÉśļ»ĆļĪ£ ņäĖļ░ĆĒĢ£ ņä▒ļŖź Ļ▓Ćņ”ØņØ┤ ĒĢäņłśņĀüņØ┤ļŗż.
2.3 ņ▒öļ▓ä ņ¦äĻ│Ą ļ░®ņŗØ
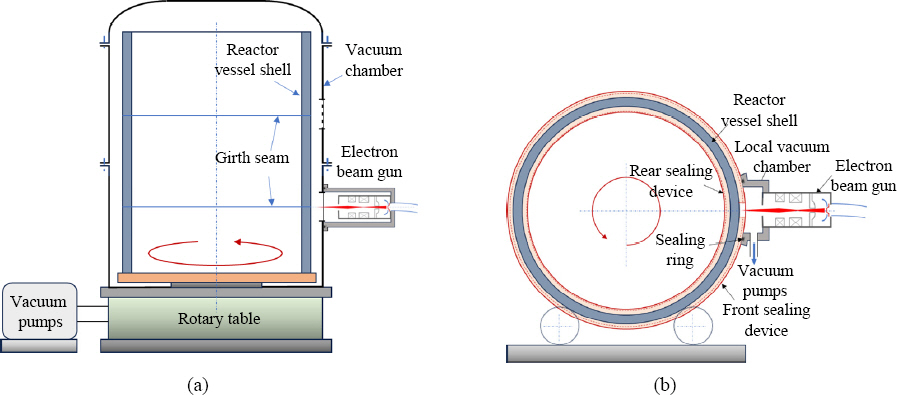
ņåīĒśĢņøÉņĀäņØś ņĢĢļĀźņÜ®ĻĖ░ļŖö 150~250 mmņØś ļæÉĻ╗śņÖĆ ņ¦üĻ▓Į 4~5 m ļź╝ Ļ░Ćņ¦ä ļīĆĒśĢ ņģĆ ĒśĢĒā£ņØ┤ļŗż. ņĀäņ×Éļ╣öņÜ®ņĀæņØĆ ņ¦äĻ│ĄņØ┤ ņÜöĻĄ¼ļÉśļ»ĆļĪ£ ņØ┤ļ¤¼ĒĢ£ Ēü¼ĻĖ░ņØś ņĢĢļĀźņÜ®ĻĖ░ļź╝ ņłśņÜ®ĒĢĀ ļīĆĒśĢ ņ¦äĻ│Ąņ▒öļ▓äļŖö ņé¼ņÜ®ĒĢśĻĖ░ ņ¢┤ļĀĄļŗż. ļö░ļØ╝ņä£
Fig. 3(a)ņÖĆ Ļ░ÖņØ┤ ņøÉĒåĄ ĒśĢĒā£ņØś ļ¦×ņČżĒśĢ ņ▒öļ▓ä ĒśĢĒā£ļĪ£ņä£ ņĢĢļĀźņÜ®ĻĖ░ ĻĖĖņØ┤ņŚÉ ļö░ļØ╝ Ļ░ü ļŗ©ņØä ņČöĻ░ĆĒĢśļŖö ļ░®ņŗØņ£╝ļĪ£ ņĀüņÜ®ĒĢĀ ņłś ņ׳ļŗż. ņĀäņ×Éņ┤ØņØĆ Ļ│ĀņĀĢĒśĢņØ┤ļ®░ ņĢĢļĀźņÜ®ĻĖ░ ņģĆņØ┤ ĒÜīņĀäĒĢśļ®┤ņä£ ņÜ®ņĀæņØ┤ ņ¦äĒ¢ēļÉ£ļŗż. ĒĢ£ĒÄĖ, ņĀäņ×ÉĻ░Ć ņøĆņ¦üņØ┤ļŖö Ļ│ĄĻ░ä ļ¦īņØä ņ¦äĻ│Ąņŗ£ĒéżļŖö ĻĄŁņåīņ¦äĻ│Ą(local vacuum) ļ░®ņŗØņØä Ļ│ĀļĀżĒĢĀ ņłś ņ׳ļŗż. ņØ┤Ļ▓āņØĆ
Fig. 3(b)ņÖĆ Ļ░ÖņØ┤ ņĢĢļĀźņÜ®ĻĖ░ņØś ņÜ®ņĀæļČĆ(weld seam)ņÖĆ ņĀäņ×Éņ┤Ø(electron beam gun) Ļ│ĄĻ░äņØä ĻĄŁļČĆņĀüņ£╝ļĪ£ ņ¦äĻ│Ąņŗ£ĒéżļŖö ļ░®ņŗØņØ┤ļŗż. ņÜ®ņĀæ ņŗ¼ņØä ĻĖ░ņżĆņ£╝ļĪ£ ņŗżļ¦ü ļööļ░öņØ┤ņŖż(sealing device)Ļ░Ć ļŗżņ¢æĒĢ£ ĒśĢĒā£ļĪ£ ļČĆņ░®ļÉĀ ņłś ņ׳ņ£╝ļ®░ ņĀüĒĢ®ĒĢ£ ņŗżļ¦ü ļ¦ü(sealing ring)ņØś ĒśĢĒā£ ļ░Å ņ×¼ņ¦ł ņäĀĒāØņØ┤ ņżæņÜöĒĢśļŗż. ņÜ®ņĀæ ņŗ£ ņĀæņ┤ē ļČĆļČäņØĆ ņŖ¼ļØ╝ņØ┤ļö® ļÉśļ»ĆļĪ£ ņ¦äĻ│Ąņ▒öļ▓äļź╝ ņé¼ņÜ®ĒĢĀ ļĢīņØś ņ¦äĻ│ĄļÅä 10
-4 torr ļ│┤ļŗżļŖö ņĢĮĻ░ä ļé«ņØĆ 10
-2~10
-3 torrĻ░Ć ĒśĢņä▒ļÉ£ļŗż. ņÜ®ņĀæ ņŗ£ņŚÉ ņØ╝ņĀĢĒĢ£ ņ¦äĻ│ĄļÅä ņ£Āņ¦ĆĻ░Ć ņżæņÜöĒĢśļ»ĆļĪ£ ņĀæņ┤ē Ēæ£ļ®┤ņØĆ Ļ░ĆĻ│ĄļÉśņ¢┤ņĢ╝ ĒĢśļ®░ ņĀüņĀĢĒĢ£ ņĀæņ┤ē ņĢĢļĀźņØ┤ ĒĢäņÜöĒĢśļŗż. ļé«ņØĆ ņ¦äĻ│ĄļÅäņŚÉņä£ ņĀüĒĢ®ĒĢ£ ņĀäņ×Éļ╣ö Ļ░ĢļÅäļź╝ ņ£Āņ¦ĆĒĢśĻĖ░ ņ£äĒĢ┤ņä£ļŖö 150 kV ņØ┤ņāüņØś Ļ│ĀņĀäņĢĢņØ┤ ņÜöĻĄ¼ļÉśļ®░ ņØ┤ņŚÉ ļö░ļźĖ Ļ│ĀņĀäņĢĢ ņĀłņŚ░Ļ│╝ X-ņäĀ ņ░©ĒÅÉņŚÉ ļīĆĒĢ£ Ļ│ĀļĀżĻ░Ć ĒĢäņÜöĒĢśļŗż.
Fig.┬Ā3
Schematic concept for shell welding by electron beam: (a) Vacuum chamber type and (b) Local vacuum type
2.4 ņĀäņ×Éļ╣öņÜ®ņĀæļČĆ ļ¼╝ņä▒
ņĀäņ×Éļ╣öņÜ®ņĀæņØś ņŚÉļäłņ¦Ć ļ░ĆļÅä(energy density)ļŖö 103~ 106 W/mm2 ņ£╝ļĪ£ņä£ ļ¬©ļōĀ ņÜ®ņĀæ ļ░®ņŗØ ņżæņŚÉ Ļ░Ćņן ļåÆņ£╝ļ®░ ĒøäĒīÉ ņåīņ×¼ļź╝ ĒĢ£ļ▓łņŚÉ ņÜ®ņĀæņØ┤ Ļ░ĆļŖźĒĢśļŗż. ņÜ®ņ×ģĻ╣ŖņØ┤(D)ļŖö ļ╣öņĀäļźś(I)ņÖĆ Ļ░ĆņåŹņĀäņĢĢ(V)ņŚÉ ļö░ļØ╝ ļŗżņØī ņŗØ(1)Ļ│╝ Ļ░ÖņØ┤ ņ¦ĆņłśņĀüņ£╝ļĪ£ ņ”ØĻ░ĆĒĢśļ®░ ņĀäņĢĢņØ┤ ļåÆņØäņłśļĪØ ņÜ®ņĀæ ļŗ©ļ®┤ļČĆļŖö ņÉÉĻĖ░(wedge) ĒśĢņāüņØä Ļ░¢ļŖöļŗż.
ņĀäņ×Éļ╣ö ņÜ®ņĀæņØĆ ņÜ®Ļ░Ćņ×¼ļź╝ ņé¼ņÜ®ĒĢśņ¦Ć ņĢŖļŖö ņĀ£ņé┤ ņÜ®ņĀæ(autogenous welding)ņ£╝ļĪ£ņä£ ņÜ®ņĀæļČĆņØś ĒÖöĒĢÖņä▒ļČä ņĪ░ņä▒ņØ┤ ļ¬©ņ×¼ņÖĆ ļÅÖņØ╝ĒĢśļŗż. ņØ┤ļ¤¼ĒĢ£ ĒŖ╣ņä▒ņ£╝ļĪ£ ņĀäņ×Éļ╣ö ņÜ®ņĀæļČĆļŖö Ļ│ĀņÜ®ĒÖö ļ░Å ņøÉņåīņ×¼ ņŚ┤ņ▓śļ”¼ļź╝ ĒåĄĒĢ┤ ļ¬©ņ×¼ĒÖöĻ░Ć Ļ░ĆļŖźĒĢśļŗż. ņĀäņ×Éļ╣ö ņÜ®ņĀæņØĆ ņĢäĒü¼ņÜ®ņĀæĻ│╝ ļ╣äĻĄÉĒĢśņŚ¼ ņÜ®ņĀæ ņ×ģņŚ┤ņØĆ ļé«ņ¦Ćļ¦ī ļåÆņØĆ ņŚÉļäłņ¦Ć ļ░ĆļÅäļź╝ Ļ░Ćņ¦ä ļ╣öņŚÉ ņØśĒĢ┤ ļ¬©ņ×¼ņØś ĻĖēņŚ┤ ĻĖēļףņØś ņŚ┤ ņØ┤ļĀźņØ┤ ļČĆĻ░ĆļÉśļ»ĆļĪ£ ņĢäĒü¼ņÜ®ņĀæĻ│╝ ļŗżļźĖ ņÜ®ņĀæĒŖ╣ņä▒ņØä Ļ░Ćņ¦ł ņłś ņ׳ļŗż.
ņøÉņ×ÉļĪ£ ņĢĢļĀźņÜ®ĻĖ░ Ļ░ĢņØĆ SA508 Gr.3 ņåīņ×¼ļź╝ ņé¼ņÜ®ĒĢ£ļŗż
4). ņØ┤ļ¤¼ĒĢ£ ņĀĆĒĢ®ĻĖłĻ░ĢņØś Ļ▓ĮņÜ░ ņĀäņ×Éļ╣öņÜ®ņĀæļČĆļŖö ņØ╝ļ░śņĀüņ£╝ļĪ£ Ļ░ĢļÅäņÖĆ Ļ▓ĮļÅäļŖö ļ¬©ņ×¼ļ│┤ļŗż ļåÆņ£╝ļ®░ ļ¬©ņ×¼ņŚÉņä£ ņØĖņן Ēīīļŗ©ņØ┤ ņØ╝ņ¢┤ļé£ļŗż. ņÜ®ņĀæļČĆņÖĆ HAZņØś ņØĖņä▒ņØĆ ļ¬©ņ×¼ļ│┤ļŗż ņĪ░ĻĖł ļé«ņØĆ ĒÄĖņØ┤ļ®░ ņĢäĒü¼ņÜ®ņĀæņØś ņØĖņä▒Ļ│╝ ļ╣äĻĄÉĒĢśļ®┤ ņ¢æĒśĖĒĢśļŗż. ļ░śļ®┤ņŚÉ ņŚ┤ņ▓śļ”¼ļéś ņĢĢņŚ░Ļ░ĆĻ│Ą ļō▒ņØä ĒåĄĒĢ┤ Ļ░ĢļÅäļź╝ ļåÆņØĖ Ļ│ĀņןļĀźĻ░ĢņØ┤ļéś ņĢīļŻ©ļ»ĖļŖä ļō▒ ļ╣äņ▓ĀĻĖłņåŹņØĆ ņÜ®ņĀæļČĆ Ļ░ĢļÅäĻ░Ć ļé«ņØĆ Ļ▓ĮņÜ░Ļ░Ć ļ¦Äņ£╝ļ®░ ņÜ®ņĀæļČĆņŚÉņä£ Ēīīļŗ©ņØ┤ ņāØĻĖ┤ļŗż. ņåīņ×¼ņŚÉ ļö░ļØ╝ ņÜ®ņĀæ ĒŖ╣ņä▒ņØ┤ ļŗżļź┤ļ»ĆļĪ£ Ļ░ü ļ¼╝ņä▒ ņŗ£ĒŚśņØä ĒåĄĒĢ┤ ņĀĢĒÖĢĒĢ£ ĒŖ╣ņä▒ ĒīīņĢģņØ┤ ĒĢäņÜöĒĢśļŗż.
Fig. 4ļŖö 2.25Cr-1Mo Ļ░ĢņØś ņĀäņ×Éļ╣ö ņÜ®ņĀæļČĆļĪ£ņä£ ļ▓ĀņØ┤ļéśņØ┤ĒŖĖ ņĪ░ņ¦üņØä ļéśĒāĆļé┤ļ®░ Ļ│ĀĻ▓ĮļÅäĻ░ÆņØä Ļ░¢ļŖöļŗż. ņØ┤ļ¤¼ĒĢ£ ņĪ░ņ¦üņØĆ ņØæļĀźņĀ£Ļ▒░ļź╝ ņ£äĒĢ£ ņÜ®ņĀæĒøäņŚ┤ņ▓śļ”¼(post weld heat treatment, PWHT)ļź╝ ĒåĄĒĢ┤ ņØ╝ļ░śņĀüņ£╝ļĪ£ ņØĖņןĻ░ÆĻ│╝ Ļ▓ĮļÅäĻ░ÆņØĆ ņĢĮĻ░ä ļé«ņĢäņ¦ĆĻ│Ā ņČ®Ļ▓®ņ╣śļŖö ņĢłņĀĢĒÖöļÉśļ®┤ņä£ ņ”ØĻ░ĆļÉ£ļŗż.
Fig.┬Ā4
Optical micrograph showing the microstructure of electron beam welded zone in 2.25Cr-1Mo steel : (a) base metal and (b) HAZ and (c) weld metal

Table 1ņØĆ ņĀĆĒĢ®ĻĖłĻ░Ģ ņåīņ×¼ņŚÉ ļīĆĒĢ£ EBWņÖĆ ĻĖ░ņĪ┤ņØś SAWņØś ņÜ®ņĀæļČĆ ļ¼╝ņä▒ņØä ņŗ£ĒŚśĒĢ£ Ļ▓░Ļ│╝ļź╝ ļéśĒāĆļéĖ Ļ▓āņØ┤ļŗż
5). PWHTļŖö 690┬░CņŚÉņä£ ĒĢśņśĆĻ│Ā ņāüņś© ņØĖņןĻ░Æ, ņČ®Ļ▓®Ļ░Æ, Ļ▓ĮļÅäĻ░ÆņØä Ļ░£ļץņĀüņ£╝ļĪ£ ļ╣äĻĄÉĒĢśņśĆļŗż. ņØĖņןņŗ£ĒÄĖņØĆ ļ¬©ņ×¼ņŚÉņä£ Ēīīļŗ©ļÉśņŚłņ£╝ļ®░ EBWļŖö SAWļ│┤ļŗż ņĢĮĻ░ä ņÜ░ņłśĒĢ£ ĒŖ╣ņä▒ņØä ļéśĒāĆļéĖļŗż. ļö░ļØ╝ņä£ SMRņØś ņĀĆĒĢ®ĻĖłĻ░Ģ ņåīņ×¼ņŚÉ ļīĆĒĢ£ ņĀäņ×Éļ╣öņÜ®ņĀæņØĆ ņÜ®ņĀæļ¼╝ņä▒ ņĖĪļ®┤ņŚÉņä£ ņĀüņÜ® Ļ░ĆļŖźĒĢ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
Table┬Ā1
Weld properties of 2.25Cr-1Mo steel
|
Method |
Tensile strength (kg/mm2) |
Impact value (Joule) |
Hardness (Hv) |
|
Value |
Rupture |
Weld metal |
HAZ |
Base metal |
Weld metal |
HAZ |
|
EBW*
|
60.5 |
base metal |
364Ōł╝475 |
240Ōł╝268 |
370~428 |
204Ōł╝220 |
163Ōł╝218 |
|
SAW**
|
53.5 |
base metal |
150 |
203 |
195Ōł╝205 |
168Ōł╝200 |
2.5 ņĀäņ×Éļ╣öņÜ®ņĀæ Ļ│ĄņĀĢ
ņĀäņ×Éļ╣öņÜ®ņĀæņØś ļ│ĆņłśļŖö ņĀäņ×Éļ╣öņØś ņāØņä▒Ļ│╝ Ļ▒░ļÅÖņŚÉ Ļ┤ĆļĀ©ļÉ£ ļ│ĆņłśļĪ£ņä£ Ļ░ĆņåŹņĀäņĢĢ, ļ╣öņĀäļźś, ņ┤łņĀÉņĀäļźś, ņÜ®ņĀæņåŹļÅä, ļ╣öņ¦äļÅÖ, ņ¦äĻ│ĄļÅä ļō▒ņØ┤ ņ׳ļŗż. ņĢäĒü¼ņÜ®ņĀæĻ│╝ļŖö ļŗ¼ļ”¼ ņäżņĀĢļÉ£ ļ│Ćņłś Ļ░ÆņŚÉņä£ Ļ░ĆņÜ® ļ▓öņ£äĻ░Ć ļ¦żņÜ░ ņ×æņ£╝ļ®░ ņŗżņĀ£ļĪ£ ņäżņĀĢļÉ£ Ļ░Æņ£╝ļĪ£ļ¦ī ņÜ®ņĀæņØä ņłśĒ¢ēĒĢśĻ│Ā ņ׳ļŗż. ņןļ╣äļź╝ ĒżĒĢ©ĒĢ┤ņä£ ļīĆļČĆļČä ņÜ®ņĀæņĪ░Ļ▒┤ņØ┤ ASME Sec.IXņØś ĒĢäņłśļ│Ćņłś(essential variable)ļĪ£ ļÉśņ¢┤ ņ׳ļŗż. ņĮöļō£ ĻĘ£ņĀĢņŚÉ ļö░ļź┤ļ®┤ ļ╣öņĀäļźśļŖö ┬▒5%, ņĀäņĢĢĻ│╝ ņåŹļÅäļŖö ┬▒2% ļ▓öņ£äņŚÉņä£ ĒŚłņÜ®ļÉśĻ│Ā ņ׳ņ£╝ļ®░ ņŗżņĀ£ ņÜ®ņĀæ ņŗ£ņŚÉ PQR(procedure qualification record)ņØś ņÜ®ņĀæļ│Ćņłś ņĪ░Ļ▒┤ņØä ļ│ĆĻ▓ĮĒĢśļŖö Ļ▓ĮņÜ░ļŖö Ļ▒░ņØś ņŚåļŗż.
ņĀäņ×Éļ╣öņÜ®ņĀæ ĒÆłņ¦łņØś ĻĖ░ļ│ĖņØĆ ņ▓ŁņĀĢ(cleaning)Ļ│╝ Ļ░Ł(gap) Ļ┤Ćļ”¼ņØ┤ļŗż. ņÜ®ņĀæļČĆļŖö ņĢīņĮ£, ņĢäņäĖĒåż ļō▒ņØś ņ▓ŁņĀĢ ņäĖņĀ£ļĪ£ ņ▓ĀņĀĆĒ׳ Ēü┤ļ”¼ļŗØĒĢśĻ│Ā ņÜ®ņĀæ ņ¦üņĀäĻ╣īņ¦Ć ņ£Āņ¦Ć ļ│┤ĒśĖļÉśņ¢┤ņĢ╝ ĒĢ£ļŗż. ņÜ®ņĀæļČĆ Ļ░ŁņØĆ 0 mm ņØ┤ļŗż. ļæÉĻ╗śĻ░Ć Ēü┤ Ļ▓ĮņÜ░ ņĢĮĻ░äņØś ņŚ¼ņ£Ā(allowance)ļź╝ Ļ░¢Ļ│Ā ņ׳ņ£╝ļéś Ļ░ŁņØ┤ ņ╗żņ¦łņłśļĪØ ņÜ®ļØĮ ļō▒ ĒÆłņ¦ł ļ¼ĖņĀ£ņØś ļ░£ņāØ Ļ░ĆļŖźņä▒ņØ┤ Ēü¼ļŗż. ļö░ļØ╝ņä£ Ļ│ĀĒÆłņ¦ł ņÜ®ņĀæņØä ņ¢╗ĻĖ░ ņ£äĒĢ┤ņä£ļŖö ņ▓ŁņĀĢĒĢ£ ņĪ░Ļ▒┤Ļ│╝ ļ░Ćņ░®ļÉ£ ĒĢÅņŚģ(fit-up)ņØ┤ ņÜ░ņäĀņĀüņ£╝ļĪ£ ņżæņÜöĒĢśļŗż. ņĀäņ×Éļ╣öņÜ®ņĀæ Ļ│ĄņĀĢ ņ×Éņ▓┤ļŖö ĒöäļĪ£ĻĘĖļשņŚÉ ņØśĒĢ┤ ņĀ£ņ¢┤ļÉ£ ņĢłņĀĢĒĢ£ ņ×ÉļÅÖ ņÜ®ņĀæņ£╝ļĪ£ ņłśĒ¢ēļÉśņ¦Ćļ¦ī ņØ┤ļ¤¼ĒĢ£ ņżĆļ╣ä ņ×æņŚģņŚÉļŖö ņØĖļĀźņŚÉ ņØśņĪ┤ĒĢśļ»ĆļĪ£ Ļ░ü Ļ│ĄņĀĢļ¦łļŗż ņ▓ĀņĀĆĒĢ£ Ļ▓Ćņé¼Ļ░Ć ĒĢäņÜöĒĢśļŗż.
ņĀäņ×É(electron)ļŖö ĻĘ╣ņä▒ņØä Ļ░¢ĻĖ░ ļĢīļ¼ĖņŚÉ ņ×Éņן ļ░®Ē¢źņŚÉ ļö░ļØ╝ ņøĆņ¦üņØĖļŗż. ņĀäņ×Éļ╣öņØś ņÜ®ņ£ĄļČĆļŖö ļ¦żņÜ░ ņóüņĢäņä£
Fig. 5ņÖĆ Ļ░ÖņØ┤ ĒøäĒīÉ ņÜ®ņĀæņŚÉņä£ ļ╣öņØś Ē£©ņØ┤ ļ░£ņāØļÉśļ®┤ ņÜ®ņĀæņäĀņ£╝ļĪ£ ļČĆĒä░ ņēĮĻ▓ī ņØ┤ĒāłļÉ£ļŗż. ņÜ®ņĀæĒĢĀ ņåīņ×¼ļéś ļ│┤ņĪ░ ĻĖ░ĻĄ¼ņŚÉ ņ×ÉņןņØä ļØĀĻ│Ā ņ׳ņ£╝ļ®┤ ņĀäņ×Éļ╣öņØ┤ ĒÄĖĒ¢źļÉśņ¢┤ ņÜ®ņĀæļČĆ ņŗ¼(seam)ņ£╝ļĪ£ļČĆĒä░ ņ¢┤ĻĖŗļéśĻ▓ī ļÉśņ¢┤ ņÜ®ņĀæņ£äņ╣ś ņśżļźśĻ░Ć ņāØĻĖ┤ļŗż. ļ│┤ĒåĄ 3 Ļ░ĆņÜ░ņŖż ļ»Ėļ¦īņØ┤ ļÉśļÅäļĪØ Ļ┤Ćļ”¼ĒĢśļ®░ ĻĘĖ ņØ┤ņāüņØ┤ ļÉśļŖö Ļ▓ĮņÜ░ Ē׳ņŖżĒģīļ”¼ņŗ£ņŖż(hysteresis) ņøÉļ”¼ļź╝ ņØ┤ņÜ®ĒĢ£ Ēāłņ×ÉĻĖ░(demagnetazer)ļĪ£ņä£ ņ×ÉņןņØä ņĀ£Ļ▒░ĒĢ£ļŗż. ņ×ÉņןņØ┤ ņēĮĻ▓ī ņĀ£Ļ▒░ļÉśņ¦Ć ņĢŖņØä ļĢīļŖö ņŚ┤ņ▓śļ”¼ĒĢśņŚ¼ ņĀ£Ļ▒░ĒĢśĻĖ░ļÅä ĒĢ£ļŗż. ņĀäņ×Éļ╣öņÜ®ņĀæ ņĀ£ĒÆłņØĆ ņ×ÉņןņØ┤ ĒśĢņä▒ļÉśļŖö Ļ│ĄņĀĢņØä ņŚåĻ▓ī ĒĢśĻ│Ā ņ×ÉĻĖ░ ļ░£ņāØ ĻĖ░ĻĄ¼ļĪ£ļČĆĒä░ Ļ▓®ļ”¼ĒĢśņŚ¼ņĢ╝ ĒĢ£ļŗż.
Fig.┬Ā5

ņĀäņ×Éļ╣öņØĆ ļæÉĻ╗śĻ░Ć ņ¢ćņØĆ ņåīņ×¼ļŖö ņĀĢĻĄÉĒĢ£ ņÜ®ņĀæļČĆ ņØ┤ļ®┤ ļ╣äļō£(rear bead)ļź╝ ĻĄ¼ĒśäĒĢ£ļŗż. ĻĘĖļ¤¼ļéś ņłśņŗŁ mm ņØ┤ņāüņØś ļæÉĻ╗śļź╝ Ļ░Ćņ¦ä ĒīÉņ×¼ņØś Ļ▓ĮņÜ░ Ļ╣©ļüŚĒĢ£ ņØ┤ļ®┤ ļ╣äļō£ļź╝ Ļ░¢ĻĖ░ ņ¢┤ļĀĄļŗż. ņØ┤Ļ▓āņØĆ ņÜ®ņ░®ļČĆņØś ļ╣äļō£ ļüØņØ┤ ļ»ĖņäĖĒĢśĻ▓ī ļ│ĆļÅÖ(fluctuation) ĒĢśĻĖ░ ļĢīļ¼ĖņØ┤ļŗż. ļö░ļØ╝ņä£ ņØ┤ļ®┤ ĒīÉņ×¼(back plate)ļź╝ ļČĆņ░®ĒĢśņŚ¼ ņĀäņ×Éļ╣öņØś ņÜ®ņ£ĄļČĆ ļ╣äļō£ ļüØņØä ņØ┤ļ®┤ ĒīÉņ×¼ņŚÉ ļæĀņ£╝ļĪ£ņä£ ļ¬©ņ×¼ ļČĆņ£äņØś ņÜ®ņĀæ Ļ▒┤ņĀäņä▒ņØä ĒÖĢļ│┤ĒĢĀ ņłś ņ׳ļŗż. ņÜ®ņĀæņØ┤ ļüØļé£ Ēøä ņØ┤ļ®┤ ĒīÉņ×¼ļŖö ņäżĻ│äņāü ĒŚłņÜ®ļÉśņ¦Ć ņĢŖņ£╝ļ®┤ Ļ░ĆĻ│ĄņØä ĒåĄĒĢ┤ ņÖäņĀäĒ׳ ņĀ£Ļ▒░ĒĢ£ļŗż.
Fig. 6ņØĆ ņģĆ ņÖĖļ®┤Ļ│╝ ļé┤ļ®┤ņŚÉņä£ ņ¢æļ®┤ ņÜ®ņĀæ(double-sided welding)ņØä ĒĢśĻ│Ā Ēæ£ļ®┤ņØĆ ļ®┤ņéŁ Ļ░ĆĻ│ĄĒĢ£ ņŗ£ĒÄĖņØ┤ļŗż. ņØ┤ Ļ▓ĮņÜ░ņŚÉļŖö ņØ┤ļ®┤ ĒīÉņ×¼Ļ░Ć ļČłņÜöĒĢśļ®░ ļŹö ļæÉĻ║╝ņÜ┤ ĒīÉņ×¼ ņÜ®ņĀæņØ┤ Ļ░ĆļŖźĒĢśļŗż. ļČĆņĀüņĀłĒĢ£ Ļ│ĄņĀĢņĪ░Ļ▒┤ņØś Ļ▓ĮņÜ░ ņżæņ▓® ļüØ(overlap end) ļČĆļČäņŚÉ ņŖżĒīīņØ┤Ēü¼(spike) ĒśäņāüņŚÉ ļö░ļźĖ ļ»ĖņäĖ ĻĖ░Ļ│Ą(pore) ĒśĢņāüņØś Ļ▓░ĒĢ©ņØ┤ ĒīīĒśĢņäĀ(fluctuated line) ĒśĢĒā£ļĪ£ ņÜ®ņ£ĄļČĆ ļé┤ļČĆņŚÉ ļé©ņĢä ņ׳ņØä ņłś ņ׳ļŗż.
Fig.┬Ā6
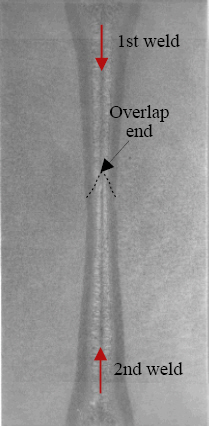
SMR ņĢĢļĀźņÜ®ĻĖ░ņØś ņøÉņŻ╝ņØ┤ņØī(circumferential joint) ņÜ®ņĀæņŚÉļŖö
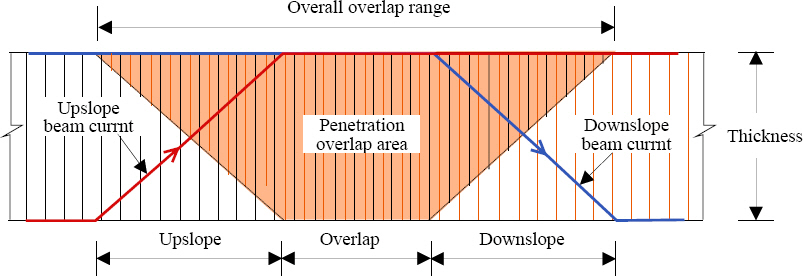
Fig. 7Ļ│╝ Ļ░ÖņØ┤ ņÜ®ņĀæ ņŗ£ņ×æ ņ£äņ╣śņÖĆ ļüØ ņ£äņ╣śņŚÉņä£ ņżæņ▓®ĻĄ¼Ļ░äņØ┤ ņāØĻĖ┤ļŗż. ņØ┤ ĻĄ¼Ļ░äņØĆ ļ╣öņĀäļźśņØś ņāüņŖ╣(upslope)Ļ│╝ ĒĢśĻ░Ģ(downslope)ņ£╝ļĪ£ ņśżļ▓äļ×®(overlap)ĒĢśņŚ¼ ļ│Ćņłś ņĀ£ņ¢┤Ļ░Ć ĒĢäņÜöĒĢśļŗż. ņØ┤ Ļ▓ĮņÜ░ ņÜ®ņ×ģĻ╣ŖņØ┤ņØś ļ│ĆļÅÖņ£╝ļĪ£ ņÜ®ņ£ĄļČĆņŚÉ Ļ▓░ĒĢ© ļ░£ņāØ Ļ░ĆļŖźņä▒ņØ┤ Ēü¼ļ»ĆļĪ£ ŌæĀņ┤łņĀÉņĀäļźś, ŌæĪļ╣öņ¦äļÅÖ ĒśĢĒā£, ĒÅŁĻ│╝ ņŻ╝Ēīīņłś, Ōæóņśżļ▓äļ×® ĻĄ¼Ļ░äĻ▒░ļ”¼ ļō▒ņØś ļ│Ćņłś ņĪ░ņĀłņØä ĒåĄĒĢ┤ ļ¼┤Ļ▓░ĒĢ© ļ│Ćņłś ņĪ░Ļ▒┤ņØä ņäżņĀĢĒĢ┤ņĢ╝ ĒĢ£ļŗż. ņØ┤Ļ▓āņØĆ ņ×¼ņ¦ł, ļæÉĻ╗ś, ņåīņ×¼ ņĀ£ņ×æļ░®ņŗØ ļō▒ņŚÉ ļö░ļØ╝ ļŗżļź┤ļ»ĆļĪ£ SMR ņĀäņ×Éļ╣ö Ļ│ĄņĀĢĻĖ░ņłĀ Ļ░£ļ░£ņŚÉ ņżæņÜöĒĢ£ ņÜöņåīļĪ£ņä£ Ļ░äņŻ╝ļÉ£ļŗż. ļŗ©ņĪ░ņ×¼ļŖö PM-HIP(powder metallurgy-hot isostatic press)ņ£╝ļĪ£ ņĀ£ņ×æļÉ£ ņåīņ×¼ņŚÉ ļ╣äĒĢ┤ ņĀäņ×Éļ╣öņÜ®ņĀæņØ┤ ņÜ®ņØ┤ĒĢśļŗż.
Fig.┬Ā7
Weld profile of circumferential joint
2.6 ņÜ®ņĀæņäĀ ņČöņĀü ļ░Å ņĢäĒé╣Ēśäņāü
ņĀäņ×Éļ╣ö ņØ┤ļÅÖņŚ┤ņøÉņŚÉ ļīĆĒĢ£ ņÜ®ņĀæņäĀ(weld seam)ņØś ņČöņĀüļ░®ļ▓ĢņØĆ Ļ┤æĒĢÖ ļ░®ņŗØĻ│╝ ņĀäņ×Éļ╣ö ļ░®ņŗØņØ┤ ņĀüņÜ®ļÉ£ļŗż. Ļ┤æĒĢÖņŗØņØĆ CCD ņ╣┤ļ®öļØ╝ļź╝ ņØ┤ņÜ®ĒĢśļŖö ļ░®ņŗØņ£╝ļĪ£ ĻĖłņåŹņ”ØĻĖ░ņŚÉ ļīĆĒĢ┤ ņĘ©ņĢĮĒĢśļ»ĆļĪ£ ņŻ╝ĻĖ░ņĀüņØĖ ļ»Ėļ¤¼ ĻĄÉņ▓┤ļź╝ ĒĢśĻ▒░ļéś ļ░®ņ¦ĆĻĖ░ĻĄ¼ļź╝ ļČĆņ░®ĒĢśņŚ¼ņĢ╝ ĒĢ£ļŗż. ņĀäņ×Éļ╣ö ļ░®ņŗØņØĆ ņĀäņ×Éļ╣ö ņ×Éņ▓┤ļź╝ ĒāÉņ╣©ņ£╝ļĪ£ ĒĢśĻ│Ā ņÜ®ņĀæņäĀņŚÉ ļīĆĒĢ£ ļ╣ö ņĪ░ņé¼ņĀÉņŚÉ ļīĆĒĢ£ ņāüļīĆ ņ£äņ╣śļź╝ Ļ▓ĆņČ£ĒĢśļŖö ļ░®ļ▓ĢņØ┤ļŗż. ņĀäņ×Éļ╣öņØ┤ ņÜ®ņĀæļ¼╝ņŚÉ ņČ®ļÅīĒĢśņŚ¼ ļ░£ņāØļÉ£ XņäĀņØ┤ļéś ņØ┤ņ░© ņĀäņ×É(secondary electron)ļź╝ ņØ┤ņÜ®ĒĢśļŖö ļ░®ļ▓Ģņ£╝ļĪ£ ņŻ╝ņé¼ņĀäņ×É Ēśäļ»ĖĻ▓Į ļśÉļŖö XņäĀ ļ¦łņØ┤Ēü¼ļĪ£ ļČäņäØĻĖ░ņØś ņøÉļ”¼ņÖĆ ņ£Āņé¼ĒĢśļŗż.
ņÜ®ņĀæļ¼╝ņŚÉ ņŚ┤ļ│ĆĒśĢņØ┤ļéś Ēæ£ļ®┤ņÜ®ņ£ĄņØ┤ ņāØĻĖ░ņ¦Ć ņĢŖņØä ņĀĢļÅäļĪ£ ņłś mA ņĀĢļÅäņØś ļ»ĖņĢĮĒĢ£ ņĀäņ×Éļ╣öņØä ņÜ®ņĀæņäĀņØś ņ¦üĻ░üļ░®Ē¢źņ£╝ļĪ£ ņÜ®ņĀæļ¼╝ņØś Ēæ£ļ®┤ņŚÉ ņĪ░ņé¼ĒĢ£ļŗż. ņĀäņ×Éļ╣öņØś ņĪ░ņé¼ņĀÉņŚÉņä£ļŖö ļ░śņé¼ņĀäņ×ÉņÖĆ 2ņ░©ņĀäņ×É, XņäĀņØ┤ ļ░®ņé¼ļÉśļ®░ ĒŖ╣ņĀĢļ░®Ē¢źņŚÉ ļ░®ņé¼ļÉśļŖö Ļ░ĢļÅäļŖö ņĀäņ×Éļ╣ö ņĪ░ņé¼Ēæ£ļ®┤ņØś ņÜöņ▓ĀņŚÉ ļö░ļØ╝ ļ│ĆĒÖöļÉ£ļŗż. ņä╝ņä£ļŖö ĻĘĖ ņ¢æņØä ņĖĪņĀĢĒĢśļ®░ ņŗĀĒśĖļ│ĆĒÖöļĪ£ļČĆĒä░ ņÜ®ņĀæņäĀņØś ņ£äņ╣śņĀĢļ│┤ļź╝ ņ¢╗ņØä ņłś ņ׳ļŗż. ņä╝ņä£ļĪ£ļČĆĒä░ņØś ņŗĀĒśĖļŖö ņŚ¼ļ¤¼ ņóģļźśņØś ņÜöņØĖņŚÉ ņØśĒĢ┤ ņ×ĪņØīņØ┤ Ēś╝ņ×ģļÉśļ»ĆļĪ£ ņÜ®ņĀæņäĀ ņ£äņ╣śļź╝ Ļ│ĀļČäĒĢ┤ļŖźņ£╝ļĪ£ Ļ▓ĆņČ£ĒĢśĻĖ░ ņ£äĒĢ┤ ņĢäļéĀļĪ£ĻĘĖ ļśÉļŖö ļööņ¦ĆĒäĖ ļ░®ņŗØņØś ņŗĀĒśĖņ▓śļ”¼ņŚÉ ņØśĒĢ£ ņ×ĪņØī ņĀĆĻ░ÉņØ┤ ĒĢäņÜöĒĢśļŗż. ņŗĀĒśĖņ▓śļ”¼ ĒÜīļĪ£ņØś ņČ£ļĀźņØĆ ņ╗┤Ēō©Ēä░ņŚÉ ņ×ģļĀźļÉśņ¢┤ ņÜ®ņĀæļ¼╝ņØś ņ×ÉļÅÖ ņ£äņ╣śĻ▓░ņĀĢņŚÉ ņØ┤ņÜ®ļÉ£ļŗż. ņĀäņ×Éļ╣ö ņĪ░ņé¼ņ£äņ╣śņŚÉ ļīĆņØæĒĢśļŖö ĒÄĖĒ¢źņĮöņØ╝ņØś ņĀäļźśņ╣śļź╝ ņśżņŗżļĪ£ņŖżņĮöĒöäņØś XņČĢņŚÉ, ņä╝ņä£ņØś Ļ▓ĆņČ£Ļ░ĢļÅäļź╝ YņČĢņŚÉ ņ×ģļĀźĒĢśļ®┤ ņÜ®ņĀæļ¼╝ ĒśĢņāüņŚÉ ļīĆņØæĒĢśļŖö ļÅäĒśĢņØä ņ¢╗ņØä ņłś ņ׳ļŗż. ĒÄĖĒ¢źļÉśņ¦Ć ņĢŖņØĆ ņĀäņ×Éļ╣öņØś ņ£äņ╣śĻ░Ć ņśżņŗżļĪ£ņŖżņĮöĒöä ņāüņŚÉ ļéśĒāĆļéśļ®░ ņ£ĪņĢłņāü ņÜ®ņĀæņäĀņØś ņĪ░ņé¼ ņ£äņ╣śņÖĆņØś ĒÄĖņ░©ļ¤ēņØä ĒÖĢņØĖĒĢ£ļŗż. ĒÄĖņ░©ņŚÉ ļīĆĒĢ£ ļ│┤ņĀĢņØĆ ņ¦üņĀæ ņĪ░ņ×æĒĢśĻ▒░ļéś CNCņÖĆ ņŚ░ļÅÖĒĢśņŚ¼ ņ×ÉļÅÖņ£╝ļĪ£ ņČöņĀüĒĢĀ ņłś ņ׳ļŗż.
ņĀäņ×Éļ╣ö ņÜ®ņĀæņŗ£ ņŻ╝ņÜö ļ¼ĖņĀ£ņĀÉņ£╝ļĪ£ Ļ│ĀļĀżļÉśĻ│Ā ņ׳ļŖö ņĢäĒé╣(arcing)ņØĆ ņÜ®ņĀæ ņżæņŚÉ ĻĖłņåŹņ”ØĻĖ░(metal vapor)ņŚÉ ņØśĒĢ┤ ļ░£ņāØļÉśļŖö Ļ▒┤ ļ░®ņĀä(gun discharge) ĒśäņāüņØ┤ļŗż. ņØ┤ Ļ▓ĮņÜ░ ņÜ®ņĀæļČĆņŚÉļŖö ņŗ¼Ļ░üĒĢ£ Ļ▓░ĒĢ©ņØ┤ ņ£Āļ░£ļÉ£ļŗż. ļ╣ö ņĀĢņ¦Ć(beam stop) ļ░®ņĀäņŚÉņä£ļŖö ņÜ®ņĀæ ļ╣äļō£ņŚÉ 5Ōł╝10 mmņØś Ļ┤ĆĒåĄ ĒÖĆņØ┤ ĒśĢņä▒ļÉśļ®░ ļ»ĖņäĖ ļ░®ņĀä ņŗ£ņŚÉļŖö ņÖĖĻ┤Ćņāüņ£╝ļĪ£ļŖö ņĀĢņāüņØ┤ļéś ļé┤ļČĆņŚÉļŖö ņ×æņØĆ ĻĖ░Ļ│ĄņØ┤ ļé┤ņ×¼ļÉĀ ņłś ņ׳ļŗż. ņØ┤Ļ▓āņØĆ ņĢäĒé╣ ļ░£ņāØ ņŗ£ Ļ│╝ņĀäļźś, Ļ│╝ņĀäņĢĢņØ┤ Ļ▓ĆņČ£ļÉśņ¢┤ ņןņ╣śņØś ņĀäņøÉņØ┤ ņ░©ļŗ©ļÉśĻĖ░ ļĢīļ¼ĖņØ┤ļŗż. Ļ│ĀņČ£ļĀźņØś Ļ▓ĮņÜ░ ņØ┤ļ¤¼ĒĢ£ ņĀäņøÉņ░©ļŗ©ņØä ļ░®ņ¦ĆĒĢśĻĖ░ ņ£äĒĢ┤ ņĢäĒé╣ ļ░£ņāØ ņŗ£ ņĀäņøÉņØä ņĀ£ņ¢┤ĒĢśĻ│Ā ņ׳ļŗż. ņĢäĒé╣ņØä ņĀ£ņ¢┤ĒĢśļŖö ļ░®ļ▓Ģņ£╝ļĪ£ ņĀäĒÖś(shunt) ņĀäņ×ÉņŗØĻ│╝ ĒŖ£ļĖī(tube) ņ¦äĻ│ĄĻ┤ĆņŗØņØ┤ ņ׳ņ£╝ļ®░ ņĀäņ×ÉņŗØņØĆ ļ│ĄĻĘĆņŗ£Ļ░äņØ┤ ļŖ”ņ£╝ļéś ņłśļ¬ģņØ┤ ĻĖĖĻ│Ā ņ¦äĻ│ĄĻ┤ĆņŗØņØĆ ņłśļ¬ģņØ┤ ņ¦¦ņØĆ ļ░śļ®┤ ļ╣ĀļźĖ ļ│ĄĻĘĆņŗ£Ļ░äņØä Ļ░Ćņ¦ł ņłś ņ׳ļŗż. ņĢīļŻ©ļ»ĖļŖäĻ│╝ Ļ░ÖņØĆ ĻĖłņåŹņ”ØĻĖ░Ļ░Ć ļ¦ÄņØĆ ņåīņ×¼ ļ░Å ĒøäĒīÉ ņÜ®ņĀæņŚÉņä£ ņŻ╝ļĪ£ ļ░£ņāØļÉśļ»ĆļĪ£ ņĀäņ×Éļ╣ö ņןļ╣äņŚÉ ļīĆĒĢ£ ņĢäĒé╣ ņĀ£ņ¢┤ņØś ĒŖ╣ņä▒ņØä ĒīīņĢģĒĢ┤ņĢ╝ ĒĢ£ļŗż.
2.7 XņäĀ ņ░©ĒÅÉ
ņĀäņ×Éļ╣öņØĆ ĻĖłņåŹņ×¼ļŻīņÖĆ ņČ®ļÅīĒĢśļ®┤ 2ņ░© ņĀäņ×Éļź╝ ļ╣äļĪ»ĒĢśņŚ¼ Ēøäļ░®ņé░ļ×ĆņĀäņ×É, ĒśĢĻ┤æļ¼╝ņ¦ł ļō▒ ļŗżņ¢æĒĢ£ ĒīīņןņØś ņĀäņ×ÉĻĖ░ĒīīĻ░Ć ņāØņä▒ļÉ£ļŗż. ĻĘĖņżæ ĒĢśļéśļŖö XņäĀņØ┤ļ®░ ņØ┤Ļ▓āņØĆ ņ£äĒĢ┤ĒĢ£ ļ░®ņé¼ņäĀņ£╝ļĪ£ņä£ ņ░©ĒÅÉĻ░Ć ĒĢäņÜöĒĢśļŗż. XņäĀņØĆ Ļ│ĀņĀäņĢĢņØ╝ņłśļĪØ ļåÆņØĆ ņäĀļ¤ēņØ┤ ļ░£ņāØļÉśļ»ĆļĪ£ ņ░©ĒÅÉ ņäżĻ│äļź╝ ĒåĄĒĢ┤ ņ¦äĻ│Ąņ▒öļ▓ä ļ░Å ņĀäņ×Éņ┤Ø ļō▒ņØĆ ņĀüņĀĢ ļæÉĻ╗śņØś ļé® ņåīņ×¼ļĪ£ ņ░©ĒÅÉĒĢśņŚ¼ņĢ╝ ĒĢ£ļŗż. ņØ┤ņØīļ¦ż ļČĆļČäņØĆ ņżæņ▓®ĒĢśļ®░ Ļ│Īļ®┤ļČĆļČäņØĆ ļé® ļŗ┤ņÜö ļō▒ņ£╝ļĪ£ Ļ░ÉņŗĖņä£ XņäĀņØ┤ ņāłņ¢┤ ļéśņśżņ¦Ć ņĢŖļÅäļĪØ ĒĢ£ļŗż. ņĄ£Ļ│Ā ņČ£ļĀź ļ╣ö ņĪ░Ļ▒┤ņ£╝ļĪ£ Cu ļĖöļĪØņŚÉ ļ╣öņØä ņĪ░ņé¼ĒĢśņŚ¼ ņśżĒŹ╝ļĀłņØ┤Ēä░ ņ£äņ╣śņŚÉņä£ ņäĀļ¤ēņØä ņĖĪņĀĢĒĢśĻ│Ā ĻĘ£ņĀĢļÉ£ 0.5╬╝ Sv/h Ļ░Æ ļ»Ėļ¦īņØ┤ ļÉśļŖöņ¦Ć ĒÖĢņØĖĒĢśņŚ¼ņĢ╝ ĒĢ£ļŗż. ņĀäņ×Éļ╣ö ņÜ®ņĀæņןļ╣äļŖö ĻĄŁļé┤ ņøÉņ×ÉļĀźņĢłņĀäļ▓ĢņŚÉ ļö░ļØ╝ ņןļ╣äņØś ņé¼ņÜ® ļ░Å ņĀ£ņĪ░ņŚÉ Ļ┤ĆĒĢ£ ļō▒ļĪØ ļ░Å ĒŚłĻ░Ćļź╝ ļōØĒĢ┤ņĢ╝ ĒĢ£ļŗż.
3. Ļ▓░ ļĪĀ
ņåīĒśĢņøÉņĀäņŚÉ ņĀäņ×Éļ╣öņÜ®ņĀæņØä ņĀüņÜ®ĒĢśĻĖ░ ņ£äĒĢ£ ņןļ╣ä ļ░Å ņĀ£ļ░ś ĻĖ░ņłĀņĀü ņé¼ĒĢŁņŚÉ ļīĆĒĢ┤ Ļ│Āņ░░ĒĢśņśĆĻ│Ā ĻĘĖ Ļ▓░Ļ│╝ ļŗżņØīņØś Ļ▓░ļĪĀņØä ļÅäņČ£ĒĢśņśĆļŗż.
1) SMR ĒøäĒīÉ ņĢĢļĀźņÜ®ĻĖ░ņŚÉ ņĀüņÜ®ĒĢśĻĖ░ ņ£äĒĢ£ ņĀäņ×Éļ╣ö ņÜ®ņĀæņןļ╣äļŖö 150 kW ņØ┤ņāüņØś Ļ│ĀņČ£ļĀźņØä Ļ░¢ļŖö ļīĆņÜ®ļ¤ē ņןļ╣äĻ░Ć ņÜöĻĄ¼ļÉśļ®░ ņ¦äĻ│Ąņ▒öļ▓äļŖö ņøÉĒåĄĒśĢĒā£ņØś ļ¦×ņČżĒśĢ ņ▒öļ▓äļź╝ ņé¼ņÜ®ĒĢśĻ▒░ļéś ņĀäņ×Éņ┤Ø ļČĆņ£äļ¦ī ņ¦äĻ│Ąņŗ£ĒéżļŖö ĻĄŁņåīņ¦äĻ│Ą ļ░®ņŗØņØ┤ ņĀüņÜ®ļÉĀ ņłś ņ׳ļŗż.
2) ņĀĆĒĢ®ĻĖłĻ░ĢņØś ņĀäņ×Éļ╣ö ņÜ®ņĀæļČĆņØś Ļ░ĢļÅä ļ░Å ņØĖņä▒Ļ░ÆņØĆ ņĢäĒü¼ņÜ®ņĀæņŚÉ ļ╣äĒĢ┤ ņÜ░ņłśĒĢśĻ│Ā Ļ▓ĮļÅäĻ░ÆņØĆ ļåÆņØĆ ĒŖ╣ņä▒ņØä Ļ░Ćņ¦Ćļ®░ ņĀ£ņé┤ņÜ®ņĀæņØ┤ļ»ĆļĪ£ ņÜ®ņĀæļČĆņÖĆ ļ¬©ņ×¼ņØś ĒÖöĒĢÖņĪ░ņä▒ņØ┤ Ļ▒░ņØś ļÅÖņØ╝ĒĢśļŗż.
3) ņÜ®ņĀæļ│Ćņłś ņäżņĀĢ, ņÜ®ņĀæļČĆ ņ▓ŁņĀĢĻ│╝ Ļ░Ł Ļ┤Ćļ”¼, ņ×Éņן ņĀ£Ļ▒░, ĒĢ£ļ®┤ ļ░Å ņ¢æļ®┤ņÜ®ņĀæ ļō▒ņŚÉ Ļ┤ĆĒĢ£ ņĀĢļ░ĆĒĢ£ Ļ│ĄņĀĢņĪ░Ļ▒┤ņØ┤ ņäżņĀĢļÉśņ¢┤ņĢ╝ ĒĢśļ®░ ņøÉņŻ╝ņØ┤ņØīņØĆ ņŗ£ņ×æņĀÉĻ│╝ ļüØņĀÉņŚÉņä£ņØś ņÜ®ņ×ģĻ╣ŖņØ┤ ļ│ĆļÅÖņŚÉ ļö░ļźĖ ņĀĢļ░ĆĒĢ£ ļ│Ćņłś ņĀ£ņ¢┤Ļ░Ć ĒĢäņÜöĒĢśļŗż.
4) ņÜ®ņĀæņäĀ ņČöņĀüļ░®ņŗØņØĆ Ļ┤æĒĢÖ, 2ņ░© ņĀäņ×É ļ░Å XņäĀ Ļ▓ĆņČ£ ļō▒ņØ┤ ņ׳ņ£╝ļ®░ ņĢäĒé╣ ĒśäņāüņØś ļ░®ņ¦Ćļź╝ ņ£äĒĢ£ ņĀäĻĖ░ņĀü ņĀ£ņ¢┤ ļ░Å Ļ│ĀņĀäņĢĢņŚÉ ņØśĒĢ£ XņäĀ ņ░©ĒÅÉĻ░Ć ĒĢäņÜöĒĢśļŗż.
SMR ņĢĢļĀźņÜ®ĻĖ░ ņĀ£ņ×æņŚÉ ņĀäņ×Éļ╣öņÜ®ņĀæņØä ņĀüņÜ®ĒĢśĻĖ░ ņ£äĒĢ┤ņä£ļŖö ļīĆņÜ®ļ¤ēņØś ņāüņÜ®ĒÖö ņĀäņ×Éļ╣ö ņןļ╣äņÖĆ Ļ│ĄņĀĢĻĖ░ņłĀ Ļ░£ļ░£ņØ┤ ĒĢäņÜöĒĢśļŗż. ņĀäņ×Éļ╣öņÜ®ņĀæņØś Ļ│ĄņĀĢĻĖ░ņłĀ Ļ░£ļ░£ņØä ņ£äĒĢ┤ņä£ļŖö ņŗ£ĒÄĖ ņŗ£ĒŚśņŚÉņä£ ņĄ£ņóģ mock-up Ļ▓Ćņ”ØņŚÉ ņØ┤ļź┤ĻĖ░Ļ╣īņ¦Ć ļ¦ÄņØĆ ņŗ£Ļ░äņØ┤ ņåīņÜöļÉśļ®░ ĻĄŁļé┤ SMR ņĀ£ņ×æ Ļ▓Įņ¤üļĀźņØä Ļ░¢ĻĖ░ ņ£äĒĢ┤ņä£ļŖö ņØ┤ļ¤¼ĒĢ£ Ļ░£ļ░£ņØ┤ ņŗ£ĻĖēĒ׳ ņ¦äĒ¢ēļÉśņ¢┤ņĢ╝ ĒĢĀ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
Ļ░Éņé¼ņØś ĻĖĆ
ņØ┤ ņŚ░ĻĄ¼ļŖö 2020ļģäļÅä ņé░ņŚģĒåĄņāüņ×ÉņøÉļČĆ(Ļ│ĄĻ│Āļ▓łĒśĖ: ņĀ£2020-341ĒśĖ)ņØś ŌĆśņ▓©ļŗ©ņåīņ×¼ļČĆĒÆłņÜ® ņĀĢļ░Ć ņĀäņ×Éļ╣ö ņÜ®ņĀæņןļ╣ä Ļ░£ļ░£ŌĆÖ Ļ│╝ņĀ£ (Ļ│╝ņĀ£ļ▓łĒśĖ: 20012381)ņŚÉ ļīĆĒĢ£ ņŚ░ĻĄ¼ļ╣ä ņ¦ĆņøÉņŚÉ ņØśĒĢ£ Ļ▓░Ļ│╝ņ×ģļŗłļŗż.
References
1. D. Gandy and M. Albert, Small modular reactor vessel manufacture and fabrication:phase 1-progress, Electric Power Research Institute, (2020) 6.1ŌĆō6.17.
3. D. W. Gandy, C. Stover, K. Bridger, S. Lawler, M. Cusworth, V. Samarov, and C. Barre, Small Modular Reactor Vessel Manufacture/Fabrication Using PM-HIP and Electron Beam Welding Technologies,
Mater. Res. Proc. 10 (2019) 224ŌĆō234.
https://doi.org/10.21741/9781644900031-29
[CROSSREF] 4. M. C. Kim and B. S. Lee, Comparison of SA508 Gr.3 and SA508 Gr.4N low alloy steels for reactor pressure vessel steel, Korea Atomic Energy Research Institute, (2009)
5. J. O. Kim and I. C. Jung, Electron beam weldability test of 2.25Cr-1Mo steel, J. Korean Weld. Join. Soc. 2 (1997) 139ŌĆō141.



 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



