


1. ņä£ ļĪĀ

2. ņĀäņ×Éļ╣öņÜ®ņĀæ
2.1 ĻĄŁļČĆņ¦äĻ│Ą ņĀäņ×Éļ╣ö ĻĖ░ņłĀ
Fig.┬Ā2
2.2 ņĀäņ×Éļ╣öņÜ®ņĀæĻ│╝ ņĢäĒü¼ņÜ®ņĀæ ĒŖ╣ņä▒ ļ╣äĻĄÉ
Fig.┬Ā3
Table┬Ā1
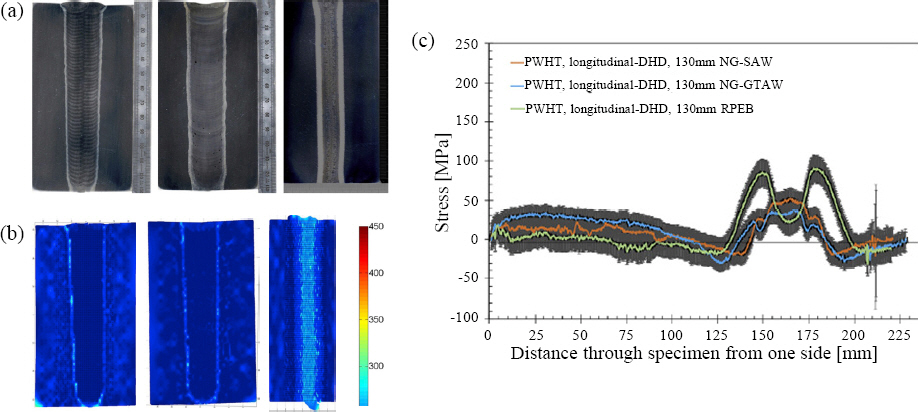
Fig.┬Ā5

Fig.┬Ā6
Table┬Ā2
| C | Si | Mn | Cr | Co | Ni | Mo | S | P | Fe | |
|---|---|---|---|---|---|---|---|---|---|---|
| SA508 Gr.3 Cl.1 | 0.16 | 0.27 | 1.43 | 0.23 | 0.004 | 0.77 | 0.52 | 0.002 | 0.005 | Bal. |
| SA508 Gr.2 | 0.20 | 0.24 | 0.61 | 0.32 | 0.12 | 0.68 | 0.59 | 0.009 | 0.01 | Bal. |
Table┬Ā3
2.3 ļĀłņØ┤ņĀĆ ņÜ®ņĀæ ĒŖ╣ņä▒
Fig.┬Ā7
3. ļŗżņØ┤ņśżļō£ ļĀłņØ┤ņĀĆ Ēü┤ļלļö® ĻĖ░ņłĀ
3.1 ļŗżņØ┤ņśżļō£ ļĀłņØ┤ņĀĆ Ēü┤ļלļö®
Fig.┬Ā8

Fig.┬Ā9

3.2 ņĀäņ×Éļ╣ö Ēü┤ļלļö®
Fig.┬Ā11

4. Ļ▓░ ļĪĀ
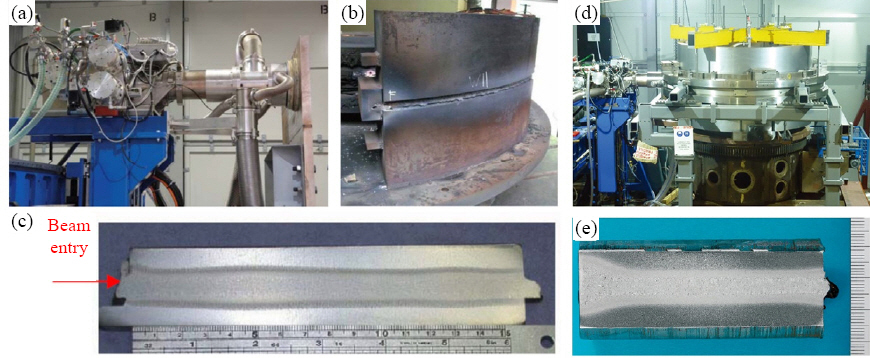
1) ņśüĻĄŁņŚÉņä£ļŖö ņ░©ņäĖļīĆ ņøÉņĀä ņĢĢļĀźņÜ®ĻĖ░ ņĀ£ņ×æņØä ņ£äĒĢ£ ņÜ®ņĀæ ĻĖ░ņłĀļĪ£ ĻĄŁļČĆņ¦äĻ│ĄņĀäņ×Éļ╣ö(LVEB) ĻĖ░ņłĀņØä ņĀüņÜ®ĒĢśļĀżĻ│Ā ĒĢśļ®░, Ļ┤ĆļĀ©ļÉ£ ņןļ╣ä ĻĖ░ņłĀņØä ĒÖĢļ│┤ĒĢśņśĆļŗż. LVEB ĻĖ░ņłĀņØä ĻĄ¼ņä▒ĒĢśļŖö ĒĢĄņŗ¼ ĻĖ░ņłĀņØĆ Ļ│ĀņČ£ļĀź ņĀäņ×Éņ┤Ø(EB gun) Ļ│╝ sealing system ņØ┤ļŗż.
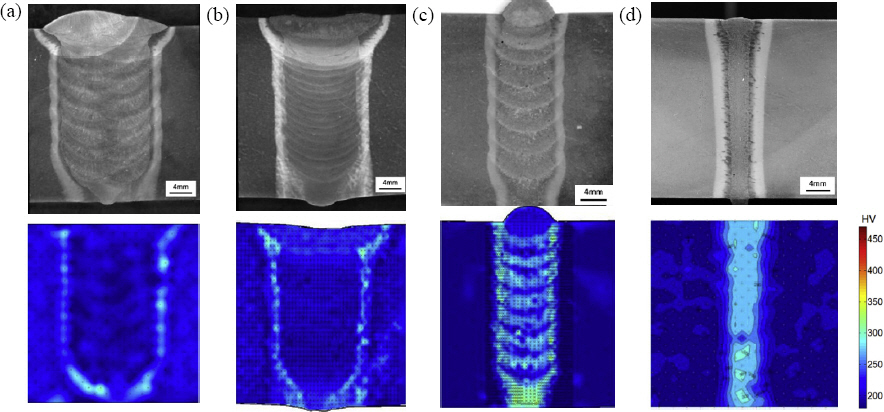
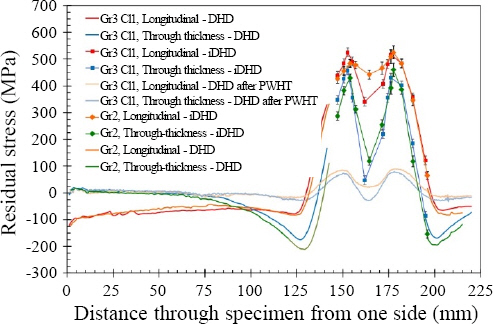
2) LVEB ĻĖ░ņłĀņØ┤ ņŗżņĀ£ļĪ£ ņĀüņÜ®ļÉśļĀżļ®┤, ņĀĆņ¦äĻ│ĄņŚÉņä£ ņÜ®ņĀæ ĒÆłņ¦łņØ┤ Ļ▓Ćņ”ØņØ┤ ļÉśņ¢┤ņĢ╝ ĒĢ£ļŗż. ļö░ļØ╝ņä£, ņäĀĒ¢ēņŚ░ĻĄ¼ļĪ£ ņĀĆņ¦äĻ│Ą ņĀäņ×Éļ╣ö(RPEB) ņÜ®ņĀæ ņŚ░ĻĄ¼ņÖĆ ĻĖ░ņĪ┤ņØś ņĢäĒü¼ņÜ®ņĀæ ņŚ░ĻĄ¼ Ļ▓░Ļ│╝ļź╝ ļ╣äĻĄÉĒĢ£ ņŚ░ĻĄ¼Ļ░Ć ļ░£Ēæ£ļÉśņŚłļŗż. ĻĖ░ņĪ┤ņØś ņĢäĒü¼ņÜ®ņĀæĻ│╝ ļ╣äĻĄÉĒĢĀļĢī, EBW ĻĖ░ņłĀņØĆ 1Ēī©ņŖż Ļ│ĄņĀĢņ£╝ļĪ£ Ēģ£ĒŹ╝ļ¦ü ĒÜ©Ļ│╝Ļ░Ć ņŚåņ¢┤ņä£, Ļ▓ĮļÅäĻ░ÆĻ│╝ ņ×öļźśņØæļĀźņØ┤ ņāüļīĆņĀüņ£╝ļĪ£ ļåÆĻ▓ī ļéśņÖöļŗż. ļö░ļØ╝ņä£, ļ¬©ļōĀ ņŚ░ĻĄ¼ņŚÉņä£ EBW ņŗ£ĒÄĖņØĆ ĒøäņåŹņŚ┤ņ▓śļ”¼(PWHT) Ļ│ĄņĀĢņØä ņłśĒ¢ē ĒĢśņśĆĻ│Ā, ņØ┤ļź╝ ĒåĄĒĢ┤ Ļ▓ĮļÅäĻ░Æ 300 Hv ņØ┤ĒĢś, ņ×öļźśņØæļĀź 100 MPa ņØ┤ĒĢśņØś Ļ░ÆņØä ņ¢╗ņØäņłś ņ׳ņŚłļŗż.
3) ņ░©ņäĖļīĆ ņøÉņĀä ņĢĢļĀźņÜ®ĻĖ░ņŚÉ ļé┤ņŗØņä▒ Ē¢źņāüņØä ņ£äĒĢ£ ņĮöĒīģĻĖ░ņłĀļĪ£ DLC ĻĖ░ņłĀņØ┤ Ļ│ĀļĀżļÉśĻ│Ā ņ׳ļŗż. DLC ĻĖ░ņłĀņØĆ ĒؼņäØņ£©ņØ┤ ļé«ņĢäņä£ ļŗ©ņĖĄ(1 layer) Ēü┤ļלļö®ņØä ņĀüņÜ®ĒĢĀ ņłś ņ׳Ļ│Ā, ņÜ®Ļ░Ćņ×¼ļź╝ ņĀüĻ▓ī ņé¼ņÜ®ĒĢĀ ņłś ņ׳ņ¢┤ņä£ ļ╣äņÜ®ņĀüņØĖ ļ®┤ņŚÉņä£ ņןņĀÉņØ┤ ņ׳ļŗż. ļŗżļ¦ī, ņāØņé░ņä▒ Ē¢źņāüņØä ņ£äĒĢ┤ ļØ╝ņØĖļ╣ö Ļ┤æĒĢÖĒŚżļō£ņÖĆ ļČäļ¦É ņåĪĻĖē ļģĖņ”É Ļ░£ļ░£ņØ┤ ĒĢäņÜöĒĢśļŗż.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



