


1. ņä£ ļĪĀ
Ēö╝ļ│Ą ņĢäĒü¼ ņÜ®ņĀæ(shield metal arc welding)ņØĆ ņÜ░ņłśĒĢ£ ņÜ®ņĀæņä▒Ļ│╝ ņ£ĀņŚ░ņä▒, ņØ┤ļÅÖņä▒, ļŗ©ņł£ņä▒ ĻĘĖļ”¼Ļ│Ā Ļ░ĆņÜ®ņä▒ ļō▒ņØś ĒŖ╣ņä▒ņ£╝ļĪ£ ņé░ņŚģĒöīļ×£ĒŖĖļź╝ ĒżĒĢ©ĒĢ£ ņĀ£ņĪ░ ļČäņĢ╝ņŚÉņä£ ĒÅŁļäōĻ▓ī ņé¼ņÜ®ļÉśĻ│Ā ņ׳ļŖö ņÜ®ņĀæļ░®ļ▓ĢņØ┤ļŗż. ĻĘĖņżæ ļ░£ņĀä Ēöīļ×£ĒŖĖ ļČäņĢ╝ņŚÉņä£ ņ┤łņ×äĻ│ä ņĢĢļĀźļČĆņÖĆ ņŚ┤ĻĄÉĒÖśĻĖ░ņØś ņĢĢļĀźņÜ®ĻĖ░ ļō▒ ļ│┤ņØ╝ļ¤¼ ņĀ£ņ×æĻ│ĄņĀĢņŚÉ ņé¼ņÜ®ļÉśļŖö ņ▓┤Ļ▓░ļ░®ļ▓ĢņØĆ ļīĆļČĆļČä Ēö╝ļ│Ą ņĢäĒü¼ ņÜ®ņĀæņ£╝ļĪ£ ņØ┤ļŻ©ņ¢┤ņ¦ł ļ¦īĒü╝ ņé¼ņÜ® ļ╣äņżæņØ┤ ļåÆļŗż. ĒŖ╣Ē׳, ļ░£ņĀäĒöīļ×£ĒŖĖ ļ│┤ņØ╝ļ¤¼(header pin nozzle)ņØś ņĀ£ņĪ░ņŚÉ ņ׳ņ¢┤ņä£ Ēö╝ļ│Ą ņĢäĒü¼ ņÜ®ņĀæņØś ņØśņĪ┤ļÅäļŖö ļ¦żņÜ░ ļåÆļŗż. ņĀäņן(Õģ©ķĢĘ)ņØ┤ 10~20mņØś ļ│┤ņØ╝ļ¤¼ ĒŚżļŹöļŖö ņłśņŗŁ Ļ░£ņØś ļČäļ░░ĒśĢ ļģĖņ”ÉļĪ£ ļ│Ąņ×ĪĒĢśĻ▓ī ĻĄ¼ņä▒ļÉśņ¢┤ ņ׳Ļ│Ā, Ļ░ü ļģĖņ”ÉņØĆ ņÜ®ņĀæ Ļ│ĄņĀĢņ£╝ļĪ£ ņāØņé░ļÉ£ļŗż. Ļ│ĀĒĢ®ĻĖłĻ░ĢņØś ņśłļ»╝ĒĢ£ ĻĖłņåŹņĀæĒĢ®Ļ│╝ņĀĢņŚÉņä£ ņśłņŚ┤Ļ│╝ ĒøäņŚ┤ ĻĘĖļ”¼Ļ│Ā ņ×ģņŚ┤ļ¤ēņŚÉ ļö░ļØ╝ ņĀ£ĒÆłņØś ņä▒ņ¦łņØĆ Ēü¼Ļ▓ī ļŗ¼ļØ╝ņ¦ł ņłś ņ׳ļŗż. ņÜ┤ņĀä ņżæ ņ┤łņ×äĻ│äņØś ņĢĢļĀźņØĆ ļ░░Ļ┤ĆņØä ĒāĆĻ│Ā ņ£ĀļÅÖĒĢśļ®┤ņä£ ļ¦ÄņØĆ ņŖżĒŖĖļĀłņŖżļź╝ ņŻ╝ĻĖ░ ļĢīļ¼ĖņŚÉ ņ×¼ļŻī, ņÜ®ņĀæļ░®ļ▓Ģ, ņÜ®ņĀæņĪ░Ļ▒┤ ļō▒ ĻĄŁņĀ£ĻĖ░ņżĆ ASME Sec.Ōģ© Part QWĻĖ░ņżĆņØä ļö░ļźĖļŗż. ASMEņŚÉņä£ļŖö ļ│ĆĒśĢņØä ņĄ£ņåīĒÖöĒĢśĻ│Ā ņØĖņä▒Ļ│╝ ņØæļĀź, ĻĖ░Ļ│äņĀü ņä▒ņ¦łņØä Ļ░¢ĻĖ░ ņ£äĒĢ┤ Ēö╝ļ│Ą ņĢäĒü¼ ņÜ®ņĀæņØä ņŗĀļó░ĒĢśĻ│Ā ņ׳ņ£╝ļ®░, ļ░£ņĀäņäżļ╣äņŚÉ ņé¼ņÜ®ļÉśļŖö ņŻ╝ņÜöĻĖ░ĻĖ░ļōżņØĆ Ļ│ĀņןļĀźĻ░Ģņ£╝ļĪ£ņä£ ņłśņåīņØś ņśüĒ¢źņØ┤ ņÜ®ņĀæņä▒Ļ│╝ ņłśļ¬ģņŚÉ ļ»Ėņ╣śļŖö ļ░öĻ░Ć Ēü¼ļŗż1). ĻĘĖļלņä£ ņłśņåī ĒĢ©ļ¤ē ņĀĆĻ░É ļ░®ļ▓Ģņ£╝ļĪ£ Ļ│Ā ņŚ╝ĻĖ░ņä▒ Ēöīļ¤ŁņŖż ļ░Å Ļ│Ā ņŚ╝ĻĖ░ņä▒ ņĀĆņłśņåīĻ│ä ņÜ®ņĀæļ┤ēņØä ņé¼ņÜ®ĒĢ£ļŗż2).
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ļ░£ņĀäņäżļ╣äņŚÉ ņé¼ņÜ®ļÉśļŖö AWS E7016 ņĀĆ ņłśņåīĻ│ä ņÜ®ņĀæļ┤ēņØä ņé¼ņÜ®ĒĢśņŚ¼ ļ╣ĀļźĖ ņĢäĒü¼ ņĢłņĀĢĒÖöļź╝ ĻĄ¼ĒśäĒĢśĻ│Āņ×É ņÜ®ņĀæņןļ╣ä3), ĻĘ╣ņä▒4), ņĀ£ņĪ░ĻĖ░ņłĀ5) ļō▒ņØä Ļ▓ĆĒåĀĒĢśņśĆĻ│Ā ņÜ®ņĀæļ┤ē ņäĀļŗ©ņØś ļŗżņ¢æĒĢ£ ĒśĢņāü ņäżĻ│äļź╝6) ņŗ£ļÅäĒĢśĻ▓ī ļÉśņŚłļŗż. ņØ┤ļź╝ ĒåĄĒĢ┤ ņĢäĒü¼ ņŖżĒāĆĒŖĖ ņĀäļźś ļ░ĆļÅäļź╝ ņāüņŖ╣ņŗ£ņ╝£ ņĀÉĒÖö(ņŗ£ļÅÖ) ņŗ£ ņĀäļźśĻ░ÆņØś ņāüņŖ╣Ļ│╝ ņĀäņ×ÉņØ┤ņś©ĒÖö(hollow electrode) ĒÜ©Ļ│╝ļź╝ ĻĘ╣ļīĆĒÖöĒĢśņŚ¼ ņŖżĒöäļĀłņØ┤(spray)ņØ┤Ē¢ēņ£╝ļĪ£ ņÜ®ņĀüĒśĢĒā£ļź╝ ņ£ĀļÅäĒĢśļ»ĆļĪ£ ņŹ© ņ┤łĻĖ░ ņĢäĒü¼ ņĢłņĀäņä▒Ļ│╝ ņĄ£ņĀüņØś ņÜ®ņĀæ ļČäņ£äĻĖ░ļź╝ ĻĄ¼ĒśäĒĢ┤ ĻĖ░Ļ│Ą, ņŖ¼ļלĻĘĖ Ēś╝ņ×ģ, ņ£ĄĒĢ®ļČłļ¤ēĻ│╝ Ļ░ÖņØĆ ņ╣śļ¬ģņĀüņØĖ ņ┤łĻĖ░ņÜ®ņĀæĻ▓░ĒĢ©ņŚÉ ļīĆĒĢ£ ļ¼ĖņĀ£ļź╝ ļČäņäØĒĢśņśĆļŗż.
Fig. 1(a)ļŖö Ēö╝ļ│Ą ņĢäĒü¼ ņÜ®ņĀæņØś ņøÉļ”¼ ļ░Å ĻĄ¼ņä▒ ņןņ╣śņŚÉ ļīĆĒĢ£ Ļ░£ļģÉļÅäļź╝ ļéśĒāĆļéĖ Ļ▓āņØ┤ļŗż. Ēö╝ļ│ĄņĀ£Ļ░Ć ņ×ģĒśĆņ¦ä ņÜ®ņĀæļ┤ēņŚÉ ņĀäĻĖ░ņĀüņØĖ ņŚÉļäłņ¦Ćļź╝ Ļ░ĆĒĢśņŚ¼ ņĢäĒü¼ ĒöīļØ╝ņ”łļ¦łļź╝ ļ░£ņāØņŗ£ņ╝£ ņÜ®ņĀæņØä ņłśĒ¢ēĒĢ£ļŗż. Ēö╝ļ│ĄņĀ£ņØś Ēöīļ¤ŁņŖż(flux)ņä▒ļČäņ£╝ļĪ£ ņØĖĒĢ┤ ļ¬©ņ×¼ņŚÉ ĒśĢņä▒ļÉ£ ĻĖłņåŹ ļ╣äļō£ņØś Ēæ£ļ®┤ņŚÉļŖö ņŖ¼ļלĻĘĖ(slag)ļź╝ ĒśĢņä▒ņŗ£ņ╝£ Ļ│ĄĻĖ░ ņżæņØś ņé░ņåīņÖĆ ņ¦łņåīņØś ņ╣©ņ×ģņØä ņ░©ļŗ©ĒĢśļ®░ ņÜ®ņ░®ĻĖłņåŹņØä ļ│┤ĒśĖĒĢśĻ│Ā ĻĖēļףņØä ļ¦ēļŖöļŗż. ļśÉĒĢ£, ņÜ®ņĀæņ×æņŚģ ņżæ ņĀüļŗ╣ĒĢ£ ĒĢ®ĻĖłņøÉņåīļź╝ ņ▓©Ļ░ĆĒĢśņŚ¼ ņÜ®ņĀæļČĆņØś ļ¼╝ļ”¼ņĀü, ĒÖöĒĢÖņĀü ņä▒ņ¦łņØä ņÜ░ņłśĒĢśĻ▓ī ĒĢśļŖö ĻĖ░ļŖźļÅä Ļ░¢Ļ│Ā ņ׳ļŗż. ļö░ļØ╝ņä£ Ēö╝ļ│ĄņĀ£ņØś Ļ┤Ćļ”¼ņÖĆ ĒīīņåÉ ļō▒ņØ┤ ņŗ¼ĒĢ£ Ļ▓ĮņÜ░ ņĢäĒü¼ ņĢłņĀĢĒÖöļź╝ ņ¦ĆņŚ░ņŗ£ĒéżĻ│Ā Ļ▓░ĒĢ©ņØä ņ£Āļ░£ĒĢśļŖö Ļ▓░ņĀĢņĀüņØĖ ņÜöņØĖņØ┤ ļÉ£ļŗż7).
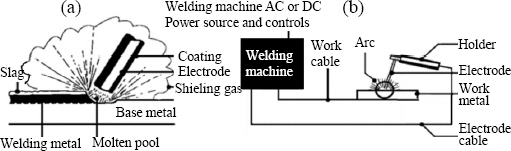
Fig. 1(b)ļŖö Ēö╝ļ│Ą ņĢäĒü¼ ņÜ®ņĀæņØś ĻĄ¼ņä▒ ņןņ╣śļź╝ Ļ░£ļģÉļÅäļĪ£ ļéśĒāĆļéĖ Ļ▓āņ£╝ļĪ£ņŹ© ņÜ®ņĀæĻĖ░, ņĀæņ¦Ć ņ╝ĆņØ┤ļĖö, ņČ£ļĀźņ╝ĆņØ┤ļĖö, ņÜ®ņĀæļ┤ē ĒÖĆļŹö, ņÜ®ņĀæļ┤ē ļō▒ņ£╝ļĪ£ ņןņ╣śĻ░Ć ĻĄ¼ņä▒ļÉ£ļŗż.
AWS E7016 ņÜ®ņĀæļ┤ēņØĆ ņØ╝ļ»ĖļéśņØ┤ĒŖĖĻ│ä(E4301), ļØ╝ņ×äĒŗ░ĒāĆļŗłņĢäĻ│ä(E4303), Ļ│ĀņģĆļŻ░ļĪ£ņ”łĻ│ä(E6011), Ļ│Āņé░ĒÖöĒŗ░ĒāäĻ│ä(E6013)ļō▒ņØś ņÜ®ņĀæļ┤ēĻ│╝ ļŗ¼ļ”¼ ņĢäĒü¼ ņ×¼ļ░£ņāØņØ┤ ņ¢┤ļĀĄĻ│Ā ņĢäĒü¼ ņĢłņĀĢņä▒ ļśÉĒĢ£ ļé«ņĢä ņÜ®ņĀæĻ▓░ĒĢ©ņØ┤ ļ░£ņāØĒĢśļŖö ļ¼ĖņĀ£ņĀÉņØä Ļ░Ćņ¦ĆĻ│Ā ņ׳ļŗż. ņØ┤ļ¤¼ĒĢ£ ļ¼ĖņĀ£ņĀÉņØä ĒĢ┤Ļ▓░ĒĢśĻ│Ā ņÜ®ņĀæņä▒ņØä Ē¢źņāüņŗ£ĒéżĻĖ░ ņ£äĒĢ┤ ĒĢ½ņŖżĒāĆĒŖĖ ņĀäļźś ņĪ░ņĀłĻĖ░ļŖźņØ┤ Ļ░£ļ░£ļÉśņŚłļŗż. ņÜ®ņĀæļ┤ē ļŗ©ļØĮ ņŗ£ ņ┤łĻĖ░ ņÜ®ņĀæņĀäļźśņŚÉ ĒĢ½ņŖżĒāĆĒŖĖ ņĀäļźśļź╝ ņČöĻ░ĆĒĢ©ņ£╝ļĪ£ņŹ© ņČ£ļĀźņĀäļźśļź╝ ņāüņŖ╣ņŗ£ņ╝░ņ£╝ļ®░, ņØ╝ņĀĢ ņŗ£Ļ░ä ļÅÖņĢł ņĀäļźśņāüņŖ╣ņØä ņ¦ĆņŚ░ņŗ£ņ╝£ ņł£Ļ░ä ļŗ©ļØĮņØä ņ¢ĄņĀ£ĒĢśņŚ¼ Ļ▓░ĒĢ©ņØä ņĄ£ņåīĒÖöņŗ£ņ╝░ļŗż9).
ņĀĆ ņłśņåīĻ│äņØĖ AWS E7016 ņÜ®ņĀæļ┤ēņØś Ļ▓ĮņÜ░ ņÜ®ņĀæļ┤ēĻ│╝ ļ¬©ņ×¼Ļ░Ć ļŗ┐ļŖö ņł£Ļ░ä ņĢäĒü¼ ņĀÉĒÖöĻ░Ć ļ░£ņāØĒĢśņ¦Ć ņĢŖļŖö ļ¼ĖņĀ£ņĀÉņØ┤ ļ░£ņāØĒĢ£ļŗż. ņØ┤ļ¤¼ĒĢ£ ņ┤łĻĖ░ ņĀÉĒÖöļ¼ĖņĀ£ļź╝ ĒĢ┤Ļ▓░ĒĢśĻĖ░ ņ£äĒĢ┤ ņÜ®ņĀæļ┤ē ņäĀļŗ©ņŚÉ ņ▓ĀļČäņØä ļČĆņ░®ĒĢśņśĆņ£╝ļ®░, ļ¬©ņ×¼ņŚÉ ļŗ┐ļŖö ņł£Ļ░ä ņ▓ĀļČäņŚÉ ņØśĒĢ┤ ņĢäĒü¼Ļ░Ć ļ©╝ņĀĆ ļ░£ņāØĒĢśĻ│Ā ĻĘĖ Ēøä ņÜ®ņĀæļ┤ēņŚÉ ņĢäĒü¼Ļ░Ć ņĀÉĒÖöļÉśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż10).
Fig. 2ļŖö Ēö╝ļ│Ą ņĢäĒü¼ ņÜ®ņĀæņØś ņ┤łĻĖ░Ļ▓░ĒĢ©ņØä ļéśĒāĆļéĖ ņé¼ņ¦äņØ┤ļŗż. ņÜ®ņĀæ ņŗ£ņ×æ ņŗ£ ņĀĆĒĢŁ ņāüņŖ╣Ļ│╝ ņĀäņĢĢĻ░ĢĒĢśĻ░Ć ļ░£ņāØĒĢśņŚ¼ ļČłņĢłņĀĢĒĢ£ ņĢäĒü¼Ļ░Ć ļ░£ņāØļÉśļ®░ ņØ┤ļĢī, ņĢłņĀĢņĀüņØĖ ņÜ®ņĀæ ļČäņ£äĻĖ░Ļ░Ć ĒśĢņä▒ļÉĀ ļĢīĻ╣īņ¦Ć ĻĖ░Ļ│ĄĻ│╝ Ļ░ÖņØĆ ņÜ®ņĀæ Ļ▓░ĒĢ©ņØ┤ ļ░£ņāØĒĢ£ļŗż. Ēśäņ×¼, ņØ┤ļ¤¼ĒĢ£ ļ¼ĖņĀ£ņĀÉņØä ĒĢ┤Ļ▓░ĒĢśĻĖ░ ņ£äĒĢ┤ ņÜ®ņĀæ ņןļ╣ä ļśÉļŖö ņ×æņŚģņ×ÉņØś ĻĖ░ļ¤ēņŚÉ ņØśņĪ┤ĒĢśņŚ¼ ņÜ®ņĀæ ĒÆłņ¦łņŚÉ ņśüĒ¢źņØä ņŻ╝ļŖö ņÜöņØĖņØä ņĄ£ņåīĒÖöĒĢśĻ│Ā ņ׳ļŗż.
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö Ēö╝ļ│Ą ņĢäĒü¼ ņÜ®ņĀæ ņŗ£ ļČłņĢłņĀĢĒĢ£ ņĢäĒü¼ ņŖżĒāĆĒŖĖļĪ£ ņØĖĒĢ┤ ļ░£ņāØĒĢśļŖö ņÜ®ņĀæļČĆņØś ņ┤łĻĖ░Ļ▓░ĒĢ©ņØä11) ļ░®ņ¦ĆĒĢśĻĖ░ ņ£äĒĢ┤ ņÜ®ņĀæļ┤ē ņäĀļŗ©ņØś ĒśĢņāüņØä ļČäĒĢĀ(divide), ņÉÉĻĖ░(wedge) ĻĘĖļ”¼Ļ│Ā ĒĢĀļĪ£ņÜ░(hollow)ļĪ£ ņĀ£ņ×æ ļ░Å ņŗżĒŚśĒĢśņśĆļŗż. ņŗżĒŚśņØś Ļ│ĄņĀĢĒĢ£ ļ░®ļ▓ĢĻ│╝ Ļ▓░Ļ│╝ļź╝ ņ¢╗ĻĖ░ ņ£äĒĢ┤ Ļ│ĀĻĖē ĻĖ░Ļ│ä ĒĢÖņŖĄ ņĢīĻ│Āļ”¼ņ”ś ĻĄ¼ĒśäĻ│╝ ņĢäĒü¼ ņé¼ņÜ┤ļō£ ņŗĀĒśĖļź╝ ņŗ£Ļ░ä ņśüņŚŁņŚÉņä£ ņé¼ņÜ┤ļō£ ņŗĀĒśĖļź╝ ļČäņäØĒĢśļ»ĆļĪ£ ņĢäĒü¼ņĢłņĀĢĒÖöņŚÉ ļīĆĒĢ£ ņĀĢļ¤ēĒÖöĻ░Ć Ļ░ĆļŖźĒĢśĻ▓ī ļÉśņŚłļŗż12). Ļ│ĄņĀĢņä▒ņØä ļ░öĒāĢņ£╝ļĪ£ ņÜ®ņĀæ ņØīĒ¢ź ļ¬©ļŗłĒä░ļ¦ü┬│Ļ│╝ ļ░®ņé¼ņäĀ Ēł¼Ļ│╝ņŗ£ĒŚś(radiographic test)ņØä ĒåĄĒĢ┤ ņĢäĒü¼ņØś ņĢłņĀĢņä▒ ļ░Å ņÜ®ņĀæ Ļ▓░ĒĢ©ņØä ņĖĪņĀĢĒĢśņśĆĻ│Ā Ļ▓░Ļ│╝ļź╝ ĒåĄĒĢ┤ ņÜ®ņĀæļČĆņØś ņ┤łĻĖ░ Ļ▓░ĒĢ©ņØä ļ░®ņ¦ĆĒĢĀ ņłś ņ׳ļŖö ņĄ£ņĀüņØś ņÜ®ņĀæļ┤ē ņäĀļŗ© ĒśĢņāüņØä ĒÖĢņØĖĒĢśņśĆļŗż.
2. ņŗżĒŚśņןņ╣ś ļ░Å ņŗżĒŚśļ░®ļ▓Ģ
2.1 ņŗżĒŚś ņןņ╣ś
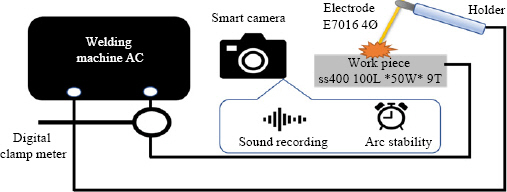
Fig. 3ņØĆ ņŗżĒŚśņØä ņ£äĒĢ£ ņןņ╣ś ĻĄ¼ņä▒ļÅäļź╝ ļéśĒāĆļéĖ Ļ▓āņØ┤ļŗż. ņĢäĒü¼ ņŚ┤ņøÉņØĆ ņĀĢĻ▓®ņČ£ļĀźņÜ®ļ¤ē 24kWņØś ĻĄÉļźś ņÜ®ņĀæĻĖ░ļź╝ ņé¼ņÜ®ĒĢśņśĆņ£╝ļ®░ SS400 100x50x9tņØś ļ¬©ņ×¼ņŚÉ ļé┤ĻĘĀņŚ┤ņä▒ņØ┤ ņÜ░ņłśĒĢ£ AWS E7016 ņĀĆ ņłśņåīĻ│ä ņÜ®ņĀæļ┤ē(core wire diameter 4mm)ņØä ņĢäļל ļ│┤ĻĖ░ ņ×ÉņäĖļĪ£ ņŗżĒŚśņØä ņłśĒ¢ēĒĢśņśĆļŗż. ņ┤łĻĖ░ ņĢäĒü¼ ņĢłņĀĢĒÖöļź╝ ĒÖĢņØĖĒĢśĻĖ░ ņ£äĒĢ┤ ņĢäĒü¼ ņé¼ņÜ┤ļō£ļź╝ ļ¬©ļŗłĒä░ļ¦üĒĢśņŚ¼ ņØīĒ¢ź ļŹ░ņØ┤Ēä░ļź╝ ņĖĪņĀĢĒ¢łņ£╝ļ®░, ļ░®ņé¼ņäĀ Ēł¼Ļ│╝ņŗ£ĒŚśņØä ĒåĄĒĢ┤ ņÜ®ņĀæļČĆņØś Ļ▓░ĒĢ©ņØä ļČäņäØĒĢśņśĆļŗż. ņĢäĒü¼ ņŖżĒāĆĒŖĖ ņŗ£Ļ░äņØĆ ņÜ®ņĀæ ņØīĒ¢źņØś Ēü¼ĻĖ░, RT ņé¼ņ¦ä ĻĘĖļ”¼Ļ│Ā ĻĖłņåŹļ╣äļō£ņØś ļäłļ╣äļź╝ ļ╣äĻĄÉĒĢśņŚ¼ ĒÖĢņØĖĒĢśņśĆļŗż.
2.2 ņŗżĒŚś ļ░®ļ▓Ģ
AWS E7016 ņÜ®ņĀæļ┤ēņØś ņäĀļŗ© ĒśĢņāüņŚÉ ļö░ļźĖ ņ┤łĻĖ░ ņĢäĒü¼ ņĢłņĀĢĒÖöļź╝ ļČäņäØĒĢśĻĖ░ ņ£äĒĢ┤ Table 1Ļ│╝ Ļ░ÖņØ┤ ņÜ®ņĀæļ┤ē ņŗ¼ņäĀņØś ļ®┤ņĀüņØä ņżäņŚ¼ ņĀäļźśļ░ĆļÅäļź╝ ņāüņŖ╣ņŗ£Ēé¼ ņłś ņ׳ļŖö ļČäĒĢĀ, ņÉÉĻĖ░ ĻĘĖļ”¼Ļ│Ā ĒĢĀļĪ£ņÜ░ņØś ņäĖ Ļ░Ćņ¦Ć ĒśĢņāüņØä ņäżĻ│äĒĢśņśĆļŗż.
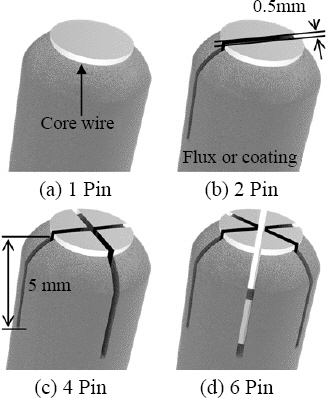
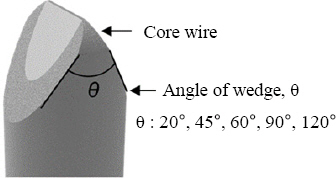
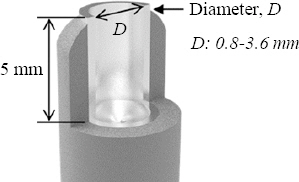
ņ▓½ ļ▓łņ¦Ė ļČäĒĢĀ ĒśĢņāüņØĆ ļäłļ╣ä 0.5mm, Ļ╣ŖņØ┤ 5mmņØś Ļ░ĆĻ│ĄņØä ĒåĄĒĢ┤ ņäĀļŗ©ņØś ļČäĒĢĀ Ļ░£ņłśĻ░Ć (a)1 pin, (b)2 pin, (c)4 pin, (d)6 pinņØś 4Ļ░Ćņ¦ĆļĪ£ ņäĖļČäĒÖöĒĢśņśĆļŗż. ļæÉ ļ▓łņ¦Ė ņÉÉĻĖ░ ĒśĢņāüņØĆ ņÜ®ņĀæļ┤ē ņäĀļŗ©ņØä ņżæņŗ¼ņ£╝ļĪ£ Ļ░üļÅä 20┬░, 45┬░, 60┬░, 90┬░, 120┬░ ņØś 5Ļ░Ćņ¦ĆļĪ£ ņäĖļČäĒÖöĒĢśņśĆņ£╝ļ®░ ļ¦łņ¦Ćļ¦ēņ£╝ļĪ£ ĒĢĀļĪ£ņÜ░ ĒśĢņāüņØĆ ĒÖĆ Ļ╣ŖņØ┤ 5mm, ĒÖĆ ņ¦üĻ▓Į 0.8~3.6mm Ļ╣īņ¦Ć 0.2mmņö® ņ”ØĻ░Ćņŗ£ņ╝£ 15Ļ░Ćņ¦Ć ĒśĢņāüņ£╝ļĪ£ ņäĖļČäĒÖöĒĢśņśĆļŗż. ņ£äņÖĆ Ļ░ÖņØ┤ ņ┤Ø 25Ļ░Ćņ¦ĆņØś ņäĀļŗ© ĒśĢņāüņØä Ļ░Ćņ¦ĆļŖö ņÜ®ņĀæļ┤ēņØä ņé¼ņÜ®ĒĢśņŚ¼ Table 2ņØś ņÜ®ņĀæņĪ░Ļ▒┤ņ£╝ļĪ£ ļ╣äļō£ ņś© ĒöīļĀłņØ┤ĒŖĖ(bead on plate) ņŗżĒŚśņØä ņłśĒ¢ēĒĢśņśĆļŗż.
3. ņŗżĒŚś Ļ▓░Ļ│╝
3.1 ļČäĒĢĀ ĒśĢņāüņØś ņ┤łĻĖ░ ņĢäĒü¼ ņĢłņĀĢĒÖö ļ░Å Ļ▓░ĒĢ©
Fig. 4ļŖö ļČäĒĢĀ ĒśĢņāüņŚÉ ļīĆĒĢ£ ņÜ®ņĀæļ┤ē ņäĀļŗ© ņé¼ņ¦ä, ņÜ®ņĀæļČĆņØś RT ņé¼ņ¦ä ĻĘĖļ”¼Ļ│Ā ņØīĒ¢ź ļ¬©ļŗłĒä░ļ¦ü Ļ▓░Ļ│╝ļź╝ ļéśĒāĆļéĖ Ļ▓āņØ┤ļŗż. ņĢäĒü¼ ņŖżĒāĆĒŖĖļŖö ņĢäĒü¼Ļ░Ć ļ░£ņāØĒĢśļŖö ņĄ£ņ┤ł ņŗ£ņĀÉļČĆĒä░ ņÜ®ņĀæ Ļ▓░ĒĢ©ņØ┤ ļ░£ņāØĒĢśņ¦Ć ņĢŖĻ│Ā ĻĖłņåŹ ļ╣äļō£ņØś ļäłļ╣äĻ░Ć 12mmņØ╝ ļĢīļź╝ ņŗ£Ļ░äņØä ļéśĒāĆļéĖ Ļ▓āņØ┤ļŗż. Fig. 4(a)ļŖö 1 pinņØś Ļ▓░Ļ│╝ļź╝ ļéśĒāĆļéĖ Ļ▓āņ£╝ļĪ£ņŹ© ĻĖ░ļ│Ė ņÜ®ņĀæļ┤ē ņäĀļŗ©ņØś ĒśĢņāüĻ│╝ ļÅÖņØ╝ĒĢśļŗż. ņĢäĒü¼ ņŖżĒāĆĒŖĖĻ╣īņ¦Ć Ļ▒Ėļ”░ ņŗ£Ļ░äņØĆ 4.4sņØ┤ļ®░ ņÜ®ņĀæļČĆ ņ┤łĻĖ░ņŚÉņä£ ļŗżļ¤ēņØś ĻĖ░Ļ│ĄņØ┤ ļ░£Ļ▓¼ļÉśņŚłļŗż. Fig. 4(b)ļŖö 2 pinņØś Ļ▓░Ļ│╝ņØ┤ļ®░ ņäĀļŗ©ņØ┤ 2Ļ░£ļĪ£ ļČäĒĢĀļÉśņ¢┤ ņĢäĒü¼Ļ░Ć ļ░£ņāØĒĢśļŖö ņÜ®ņĀæļ┤ēņØś ņĀäĻĘ╣ņØ┤ ļæÉ ļČĆļČäņ£╝ļĪ£ ļČäĒĢĀļÉ£ Ļ▓āņ£╝ļĪ£ ļ│╝ ņłś ņ׳ļŗż. ĻĖ░Ļ│Ą Ļ░£ņłśļŖö 1 pinĻ│╝ ņ£Āņé¼ĒĢśņśĆĻ│Ā ņĢäĒü¼ ņŖżĒāĆĒŖĖ ņŗ£Ļ░äņØĆ 5.7sļĪ£ 1 pinņŚÉ ļ╣äĒĢ┤ ņĪ░ĻĖł ņ”ØĻ░ĆĒĢśņśĆļŖöļŹ░ ĻĘĖ ņøÉņØĖņØĆ ņÜ®ņĀæļ┤ē ņäĀļŗ©ņØś ĒśĢņāü ņśżņ░© ļ░Å ļČäĒĢĀ Ļ░ĆĻ│Ą ņŗ£ ļ░£ņāØĒĢ£ ĻĖĖņØ┤ ņśżņ░©ļĪ£ ņØĖĒĢ£ Ļ▓āņ£╝ļĪ£ ļ│┤ņØ┤ļ®░ 2ļČäĒĢĀņØä ĒĢśļŖö Ļ▓āņØĆ ņøÉĒśĢ ļīĆņ╣ŁņØ┤ ņĢäļŗłĻĖ░ ļĢīļ¼ĖņŚÉ ņŗżĒŚśĒĢĀ ļĢīļ¦łļŗż ĻĘĖ ņśżņ░©Ļ░Ć Ēü¼Ļ▓ī ļéśĒāĆļé£ļŗż. Fig. 4(c),(d)ļŖö ņÜ®ņĀæļ┤ē ņĀäĻĘ╣ņØ┤ Ļ░üĻ░ü 4 pin, 6 pinņØ┤ļ®░ ĻĖ░Ļ│ĄņØĆ ļ░£ņāØĒĢśņśĆņ£╝ļéś ņĢäĒü¼ ņŖżĒāĆĒŖĖ ņŗ£Ļ░äņØĆ 1.05s, 1.7sļĪ£ ļīĆĒÅŁ Ļ░ÉņåīĒĢśņśĆļŗż. ņÜ®ņĀæļ┤ē ņäĀļŗ©ņØś ļŗ©ļ®┤ņĀü ļ░Å ĒśĢņāüņØ┤ ļ│ĆĒÖöĒĢ©ņŚÉ ļö░ļØ╝ ņÜ®ņĀæļČĆ ņ┤łĻĖ░ņØś Ļ▓░ĒĢ©ņØĆ ļ░£ņāØĒĢśņśĆņ£╝ļéś, ņĢäĒü¼ ņĢłņĀĢĒÖö ņŗ£Ļ░äņØĆ Ļ░ÉņåīĒĢśņśĆļŗż.
Fig.┬Ā4
Radiographic test and acoustic monitoring for divide electrodes, (a) 1, (b) 2, (c) 4 and (d) 6 pin

Fig. 5ļŖö ņÜ®ņĀæļ┤ē ņäĀļŗ©ņØ┤ ļČäĒĢĀ ĒśĢņāüņØ╝ ļĢī ņĢäĒü¼ ņŖżĒāĆĒŖĖ ņŗ£Ļ░ä ļ░Å ĻĖ░Ļ│ĄņØä ĻĘĖļלĒöäļĪ£ ļéśĒāĆļéĖ Ļ▓āņØ┤ļŗż. 2 pinņØś Ļ▓ĮņÜ░ 1 pinņŚÉ ļ╣äĒĢ┤ ņĢäĒü¼ ņŖżĒāĆĒŖĖ ņŗ£Ļ░äņØ┤ ņåīĒÅŁ ņ”ØĻ░ĆĒĢśņśĆņ£╝ļéś, 4 pin, 6 pinņ£╝ļĪ£ ļČäĒĢĀļÉĀņłśļĪØ ņŗ£Ļ░äņØĆ ļŗ©ņČĢļÉśņŚłņ£╝ļ®░, ņäĀļŗ©ņŚÉņä£ņØś ņĀäļźś ļ░ĆļÅäĻ░Ć ņāüņŖ╣ĒĢśņŚ¼ ņĢäĒü¼Ļ░Ć ņĢłņĀĢĒÖö ņŗ£Ļ░äņØ┤ Ļ░ÉņåīļÉ©ņØä ņĢī ņłś ņ׳ļŗż. Fig. 4(b)ļŖö 2 pinņØś Ļ▓░Ļ│╝ņØ┤ļ®░ ņäĀļŗ©ņØ┤ 2Ļ░£ļĪ£ ļČäĒĢĀļÉśņ¢┤ ņĢäĒü¼Ļ░Ć ļ░£ņāØĒĢśļŖö ņÜ®ņĀæļ┤ēņØś ņĀäĻĘ╣ņØ┤ ļæÉ ļČĆļČäņ£╝ļĪ£ ļČäĒĢĀļÉ£ Ļ▓āņ£╝ļĪ£ ļ│╝ ņłś ņ׳ļŗż. ĻĖ░Ļ│Ą Ļ░£ņłśļŖö 1 pinĻ│╝ ņ£Āņé¼ĒĢśņśĆĻ│Ā ņĢäĒü¼ ņŖżĒāĆĒŖĖ ņŗ£Ļ░äņØĆ 5.7sļĪ£ 1 pinņŚÉ ļ╣äĒĢ┤ ņĪ░ĻĖł ņ”ØĻ░ĆĒĢśņśĆļŖöļŹ░ ĻĘĖ ņøÉņØĖņØĆ ņÜ®ņĀæļ┤ē ņäĀļŗ©ņØś ĒśĢņāü ņśżņ░© ļ░Å ļČäĒĢĀ Ļ░ĆĻ│Ą ņŗ£ ļ░£ņāØĒĢ£ ĻĖĖņØ┤ ņśżņ░©ļĪ£ ņØĖĒĢ£ Ļ▓āņ£╝ļĪ£ ļ│┤ņØ┤ļ®░ 2ļČäĒĢĀņØä ĒĢśļŖö Ļ▓āņØĆ ņøÉĒśĢ ļīĆņ╣ŁņØ┤ ņĢäļŗłĻĖ░ ļĢīļ¼ĖņŚÉ ņŗżĒŚśĒĢĀ ļĢīļ¦łļŗż ĻĘĖ ņśżņ░©Ļ░Ć Ēü¼Ļ▓ī ļéśĒāĆļé£ļŗż. ļ¬©ļōĀ ņĪ░Ļ▒┤ņŚÉņä£ ĻĖ░Ļ│ĄņØĆ ļ░£ņāØĒĢśņśĆņ£╝ļ®░ Ļ░üĻ░ü 7, 12, 10, 8Ļ░£ļĪ£ ĒÖĢņØĖļÉśņŚłļŗż.

3.2 ņÉÉĻĖ░ ĒśĢņāüņØś ņ┤łĻĖ░ ņĢäĒü¼ ņĢłņĀĢĒÖö ļ░Å Ļ▓░ĒĢ©
Fig. 6ņØĆ ņÜ®ņĀæļ┤ē ņäĀļŗ©ņØ┤ 120┬░, 90┬░, 60┬░, 45┬░ ĻĘĖļ”¼Ļ│Ā 20┬░ņØĖ ņÉÉĻĖ░ ĒśĢņāüņŚÉ ļīĆĒĢ£ ņÜ®ņĀæļ┤ē ņäĀļŗ© ņé¼ņ¦ä, RT ĻĘĖļ”¼Ļ│Ā ņØīĒ¢ź ļ¬©ļŗłĒä░ļ¦ü Ļ▓░Ļ│╝ļź╝ ļéśĒāĆļéĖ Ļ▓āņØ┤ļŗż. Fig. 6(a)ļŖö ņäĀļŗ© Ļ░üļÅäĻ░Ć 120┬░ ņØ╝ ļĢīņØ┤ļ®░ ļŗżļ¤ēņØś ĻĖ░Ļ│ĄņØ┤ ļ░£ņāØĒĢśĻ│Ā ņĢäĒü¼ ņŖżĒāĆĒŖĖ ņŗ£Ļ░äņØĆ 5.1sļĪ£ ņĖĪņĀĢļÉśņŚłļŗż. Fig. 6(b), (c)ņÖĆ Ļ░ÖņØ┤ ņäĀļŗ© Ļ░üļÅäĻ░Ć 90┬░, 60┬░ļĪ£ ņśłĻ░üņØ┤ ļÉĀņłśļĪØ ņĢäĒü¼ ņŖżĒāĆĒŖĖ ņŗ£Ļ░äņØĆ Ļ░ÉņåīĒĢśļŖö Ļ▓ĮĒ¢źņØä ļ│┤ņØ┤ņ¦Ćļ¦ī, Fig. 6(d)ņÖĆ Ļ░ÖņØ┤ 20┬░ņØ╝ ļĢīļŖö ņĢäĒü¼ ņŖżĒāĆĒŖĖ ņŗ£Ļ░äņØ┤ 5.3sļĪ£ ĻĖēĻ▓®ĒĢśĻ▓ī ņ”ØĻ░ĆĒĢśĻ▓ī ļÉ£ļŗż.
Fig.┬Ā6
Radiographic test and acoustic monitoring for wedge electrodes, (a) 120, (b) 90, (c) 60, (d) 45 and (e) 20┬░
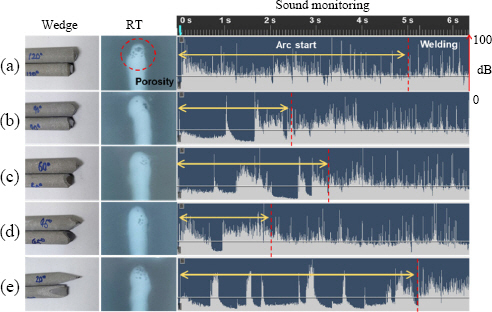
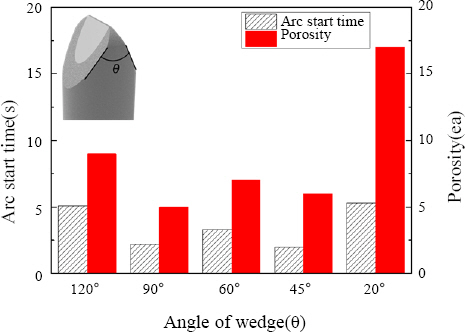
Fig. 7ņØĆ ņÜ®ņĀæļ┤ē ņäĀļŗ©ņØ┤ ņÉÉĻĖ░ ĒśĢņāüņØ╝ ļĢī ļö░ļźĖ ņĢäĒü¼ ņŖżĒāĆĒŖĖ ņŗ£Ļ░ä ļ░Å ĻĖ░Ļ│Ą Ļ░£ņłśļź╝ ĻĘĖļלĒöäļĪ£ ļéśĒāĆļéĖ Ļ▓āņØ┤ļŗż. ņĢäĒü¼ ņŖżĒāĆĒŖĖ ņŗ£Ļ░äņØĆ ņĄ£ņåī 2.0sņŚÉņä£ ņĄ£ļīĆ 5.3sņØ┤ļ®░ ĻĖ░Ļ│Ą Ļ░£ņłśļŖö 20┬░ ņØ╝ ļĢī 17Ļ░£ļĪ£ Ļ░Ćņן ļ¦ÄņØ┤ ļ░£ņāØĒĢśņśĆļŗż. ņÉÉĻĖ░ ĒśĢņāüņØĆ ļČäĒĢĀ ĒśĢņāüĻ│╝ ļŗ¼ļ”¼ ņĢäĒü¼Ļ░Ć ņ¦ĆņåŹņĀüņ£╝ļĪ£ ļ░£ņāØĒĢśļŖö ļÅÖņĢł ņŗ¼ņäĀņØś ļŗ©ļ®┤ņĀüņØ┤ ņĀÉņ░© ņ”ØĻ░ĆĒĢśļŖö ĒśĢņāüņØä Ļ░Ćņ¦ĆĻ│Ā ņ׳ļŗż. ņśłĻ░üņØ╝ņłśļĪØ ņÜ®ņĀæļ┤ēņØś ņŗ¼ņäĀ(core wire)ņØä Ļ░ÉņŗĖĻ│Ā ņ׳ļŖö Ēö╝ļ│ĄņĀ£ļŖö Ļ░ÉņåīĒĢśĻ│Ā ņŗ¼ņäĀņØś ļģĖņČ£ ļ®┤ņĀüņØĆ ņ”ØĻ░ĆĒĢ©ņ£╝ļĪ£ņŹ© ļČłņĢłņĀĢĒĢ£ ņĢäĒü¼Ļ░Ć ļ░£ņāØĒĢśņśĆļŗż. ļśÉĒĢ£, ļéĀņ╣┤ļĪ£ņÜ┤ ņÉÉĻĖ░ ĒśĢņāüņØś ņÜ®ņĀæļ┤ēņØĆ ņĢäĒü¼ņÅĀļ”╝ ĒśäņāüņØ┤ ņČöĻ░ĆņĀüņ£╝ļĪ£ ļéśĒāĆļéśļ®░ ņØ┤ļ¤¼ĒĢ£ ņøÉņØĖņ£╝ļĪ£ ņĢäĒü¼ ņĢłņĀĢĒÖö ņŗ£Ļ░äņØ┤ ņ”ØĻ░ĆĒĢ£ļŗż.
3.3 ĒĢĀļĪ£ņÜ░ ĒśĢņāüņØś ņ┤łĻĖ░ ņĢäĒü¼ ņĢłņĀĢĒÖö ļ░Å Ļ▓░ĒĢ©
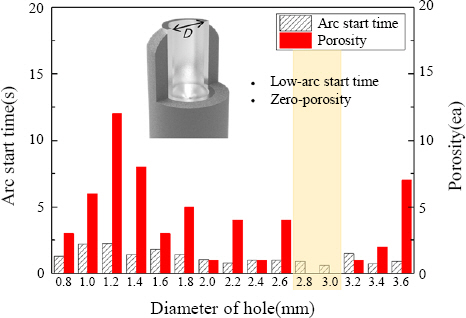
Fig. 8ņØĆ Ļ╣ŖņØ┤ 5mm, ĒÖĆ ņ¦üĻ▓ĮņØ┤ 0.8mm~3.6mmĻ╣īņ¦Ć 0.2mm ņö® ņ”ØĻ░Ćņŗ£ņ╝░ņØä ļĢīņØś ĒĢĀļĪ£ņÜ░ ņäĀļŗ©ņØś RTņÖĆ ņØīĒ¢ź ļ¬©ļŗłĒä░ļ¦ü Ļ▓░Ļ│╝ļź╝ ļéśĒāĆļéĖ Ļ▓āņØ┤ļŗż. ņĢäĒü¼Ļ░Ć ļ░£ņāØĒĢĀņłśļĪØ ņŗ¼ņäĀņØś ļ®┤ņĀüņØ┤ ņ”ØĻ░ĆĒĢśļŖö ņÉÉĻĖ░ ĒśĢņāüĻ│╝ļŖö ļŗ¼ļ”¼ ĒĢĀļĪ£ņÜ░ ĒśĢņāüņØś ļ®┤ņĀüņØĆ ņØ╝ņĀĢĒĢśĻ▓ī ņ£Āņ¦ĆļÉ£ļŗż. 15Ļ░Ćņ¦Ć ņĪ░Ļ▒┤ņŚÉ ļīĆĒĢ┤ ĒÖĆ ņ¦üĻ▓ĮņØ┤ ņ”ØĻ░ĆĒĢĀņłśļĪØ ņŗ£Ļ░äņØĆ Ļ░ÉņåīĒĢśļŖö Ļ▓ĮĒ¢źņØä ļ│┤ņØ┤ļ®░, ņĢäĒü¼ ņŖżĒāĆĒŖĖ ņŗ£Ļ░äņØĆ ņĄ£ļīĆ 2.3s, ņĄ£ņåī 0.6sļĪ£ ļČäĒĢĀ ļ░Å ņÉÉĻĖ░ ĒśĢņāüņŚÉ ļ╣äĒĢ┤ ņĢäĒü¼ ņĢłņĀĢĒÖö ņŗ£Ļ░äņØ┤ ļ¦żņÜ░ ņ¦¦Ļ▓ī ņĖĪņĀĢļÉśņŚłļŗż. ņĢłĒü¼ ņĢłņĀĢĒÖö ņŗ£Ļ░äņØ┤ ņ¦¦ņØĆ ļ¦īĒü╝ ņĢłņĀĢņĀüņØĖ ņĢäĒü¼Ļ░Ć ļ░£ņāØĒĢśņŚ¼ ņ┤łĻĖ░ ņÜ®ņĀæļČĆņØś ĻĖ░Ļ│Ą ļ░£ņāØ ļ╣łļÅäĻ░Ć ļé«ņĢäņ¦äļŗż.
Fig.┬Ā8
Radiographic test and acoustic monitoring for hollow electrodes, (a) 0.8, (b) 1.0, (c) 1.2, (d) 1.4, (e) 1.6, (f) 1.8, (g) 2.0, (h) 2.2, (i) 2.4, (j) 2.6, (k) 2.8, (l) 3.0, (n) 3.2, (m) 3.4 and (o) 3.6 mm

Fig. 9ļŖö ņÜ®ņĀæļ┤ē ņäĀļŗ©ņØ┤ ĒĢĀļĪ£ņÜ░ ĒśĢņāüņØ╝ ļĢī ņĢäĒü¼ ņŖżĒāĆĒŖĖ ņŗ£Ļ░ä ļ░Å ĻĖ░Ļ│Ą Ļ░£ņłśļź╝ ĻĘĖļלĒöäļĪ£ ļéśĒāĆļéĖ Ļ▓āņØ┤ļŗż. ĒÖĆ ņ¦üĻ▓ĮņØ┤ 1.4mmļČĆĒä░ļŖö ņĢäĒü¼ ņŖżĒāĆĒŖĖ ņŗ£Ļ░ä ļ░Å ĻĖ░Ļ│ĄņØś Ļ░£ņłśĻ░Ć Ļ░ÉņåīĒĢśļŖö Ļ▓ĮĒ¢źņØä ļ│┤ņØ┤ļ®░ ĒŖ╣Ē׳, Fig. 9(k),(l)ņØś ĒÖĆ ņ¦üĻ▓Į 2.8mm, 3.0mmņØĖ ņĪ░Ļ▒┤ņŚÉņä£ ņĢäĒü¼Ļ░Ć ĻĖēĻ▓®Ē׳ ņĢłņĀĢĒÖöļÉśņ¢┤ ĻĖ░Ļ│ĄņØ┤ ļ░£ņāØĒĢśņ¦Ć ņĢŖļŖö Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż. ļ░śļ®┤, ĒÖĆ ņ¦üĻ▓ĮņØ┤ 3.0mmļź╝ ņ┤łĻ│╝ĒĢĀ Ļ▓ĮņÜ░ ņŗ¼ņäĀņØ┤ ņ¢ćņĢäņĀĖ ņÜ®ņ░®ĒÜ©ņ£© ņĀĆĒĢś ļ░Å ļŗ©ņäĀ, ņĢäĒü¼ņÅĀļ”╝(arc blow)ņØ┤ ļ░£ņāØĒĢśĻ▓ī ļÉśņ¢┤ Ļ▓░ĒĢ©ņØä ņĢ╝ĻĖ░ņŗ£Ēé©ļŗżĻ▓ī ļÉ£ļŗż. ņÜ®ņĀæļ┤ēņØś ņäĀļŗ© ĒśĢņāüņØ┤ ļČäĒĢĀ, ņÉÉĻĖ░ ĻĘĖļ”¼Ļ│Ā ĒĢĀļĪ£ņÜ░ņØ╝ ļĢī ņŗ¼ņäĀņØś ļŗ©ļ®┤ņĀü ļ░Å ĒśĢņāüņŚÉ ļö░ļØ╝ ņ┤łĻĖ░ ņĢäĒü¼ ņĢłņĀĢĒÖöņŚÉ ņśüĒ¢źņØä ļ»Ėņ╣śļŖö ņĢäĒü¼ ņŖżĒāĆĒŖĖ ņŗ£Ļ░ä ļ░Å ĻĖ░Ļ│Ą ļ░£ņāØ ļ╣łļÅäĻ░Ć ļ│ĆĒÖöĒĢśĻ▓ī ļÉśļ®░ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ĒĢĀļĪ£ņÜ░ ĒśĢņāüņØś Ļ▓ĮņÜ░ ļåÆņØĆ ņĢäĒü¼ ņĢłņĀĢĒÖöļź╝ ļéśĒāĆļé┤ļŖö Ļ▓āņ£╝ļĪ£ ĒÖĢņØĖĒĢśņśĆļŗż.
3.4 ĒĢĀļĪ£ņÜ░ ĒśĢņāüņØś ĒÖĆ Ļ╣ŖņØ┤ņŚÉ ļö░ļźĖ ņ┤łĻĖ░ ņĢäĒü¼ ņĢłņĀĢĒÖö ļ░Å Ļ▓░ĒĢ©
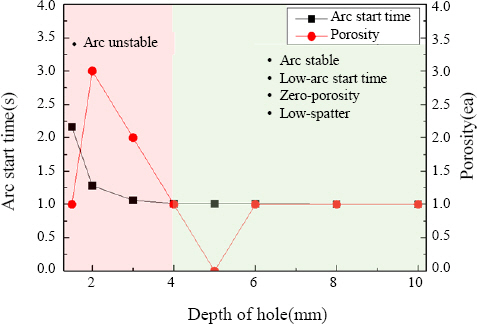
Fig. 8ņŚÉņä£ ņĢäĒü¼ ņŖżĒāĆĒŖĖ ņŗ£Ļ░äņØ┤ ļ╣Āļź┤Ļ│Ā ĻĖ░Ļ│ĄņØś ņłśĻ░Ć ļé«ņØĆ ĒĢĀļĪ£ņÜ░ ņ¦üĻ▓Į (k) 2.8mmņŚÉ ļīĆĒĢ┤ ĒÖĆ Ļ╣ŖņØ┤ņŚÉ ļö░ļźĖ ņ┤łĻĖ░ ņĢäĒü¼ ņĢłņĀĢĒÖö ļ░Å Ļ▓░ĒĢ© ļČäņäØņØä ņ¦äĒ¢ēĒĢśņśĆļŗż.
Fig. 10ņØĆ ĒÖĆ Ļ╣ŖņØ┤ 1.5, 2.0, 3.0, 4.0, 5.0, 6.0, 8.0, 10.0mmņØś 8Ļ░Ćņ¦ĆņØś ņŗ£ĒÄĖņŚÉ ļīĆĒĢ┤ ņĢäĒü¼ ņŖżĒāĆĒŖĖ ņŗ£Ļ░ä ļ░Å ĻĖ░Ļ│Ą Ļ░£ņłśļź╝ ļéśĒāĆļéĖ ĻĘĖļלĒöäņØ┤ļŗż. ĒÖĆ Ļ╣ŖņØ┤ 1.5mm~ 3.0mmņŚÉņä£ļŖö ļŗ©ļØĮņØ┤ ļ╣łļ▓łĒĢśĻ▓ī ļ░£ņāØĒĢśņŚ¼ ņĢäĒü¼ ņŖżĒāĆĒŖĖ ņŗ£Ļ░äņØ┤ ņ”ØĻ░ĆĒĢśĻ│Ā ĻĖ░Ļ│ĄņØ┤ ļŗżļ¤ē ļ░£ņāØĒĢśņśĆņ£╝ļéś, ĒÖĆ Ļ╣ŖņØ┤Ļ░Ć ņ”ØĻ░ĆĒĢĀņłśļĪØ ņĢäĒü¼Ļ░Ć ņĢłņĀĢĒÖöļÉśļŖö ļ¬©ņŖĄņØä ļ│┤ņØ┤ļ®░ ĻĖ░Ļ│ĄņØś Ļ░£ņłśĻ░Ć ņżäņ¢┤ļō£ļŖö Ļ▓░Ļ│╝ļź╝ ĒÖĢņØĖĒĢśņśĆļŗż. 4mmļČĆĒä░ ņĢäĒü¼ ņŖżĒāĆĒŖĖ ņŗ£Ļ░äņØĆ ļīĆļץ 1sļĪ£ ņĖĪņĀĢļÉśņŚłņ£╝ļ®░ ņĢ×ņä£ ņŗżĒŚśĒ¢łļŹś ļČäĒĢĀ, ņÉÉĻĖ░ņØś ņÜ®ņĀæļ┤ē ņäĀļŗ© ĒśĢņāüņŚÉ ļ╣äĒĢ┤ ļ¦żņÜ░ ņ¦¦ņĢäņĪīļŗż. ĒĢśņ¦Ćļ¦ī ĒÖĆ Ļ╣ŖņØ┤ 8mm ņØ┤ņāüļČĆĒä░ Ļ│╝ļÅäĒĢ£ ņŖżĒī©Ēä░ ļ░£ņāØņ£╝ļĪ£ ņØĖĒĢ┤ ĻĖłņåŹ ļ╣äļō£ ĒÆłņ¦łņŚÉ ņśüĒ¢źņØä ņŻ╝ņŚłņ£╝ļ®░, ņØ┤ļ¤¼ĒĢ£ ņøÉņØĖņØĆ ĒÖĆ Ļ╣ŖņØ┤Ļ░Ć ņ”ØĻ░ĆĒĢĀņłśļĪØ ņÜ®ņĀæļ┤ē ļé┤ļČĆņŚÉ ņ▒äņøīņ¦ĆļŖö ļīĆĻĖ░Ļ░Ć ņÜ®ņĀæņä▒ņØä ņĀĆĒĢśņŗ£ĒéżļŖö Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
4. Ļ▓░ ļĪĀ
ļ│Ė ņŚ░ĻĄ¼ļŖö Ēö╝ļ│Ą ņĢäĒü¼ ņÜ®ņĀæ ņŗ£ ļČłņĢłņĀĢĒĢ£ ņĢäĒü¼ ņŖżĒāĆĒŖĖļĪ£ ņØĖĒĢ┤ ļ░£ņāØĒĢśļŖö ņ┤łĻĖ░ņÜ®ņĀæĻ▓░ĒĢ©ņØä ĒĢ┤Ļ▓░ĒĢśĻĖ░ ņ£äĒĢ┤ņä£ ņÜ®ņĀæļ┤ē ņäĀļŗ©ņŚÉ ņĀäļźśļ░ĆļÅäļź╝ ņāüņŖ╣ņŗ£ņ╝£ ļ╣ĀļźĖ ņĢäĒü¼ ņĢłņĀĢĒÖöļź╝ ņ£ĀļÅäĒĢĀ ņłś ņ׳ļŖö ņäĀļŗ© ĒśĢņāü ņäżĻ│äņŚÉ ļīĆĒĢ£ ņŚ░ĻĄ¼ļź╝ ņłśĒ¢ēĒĢśņśĆļŗż.
ņŗżĒŚśņŚÉ ņé¼ņÜ®ĒĢ£ ņÜ®Ļ░Ćņ×¼ļŖö ļé┤ĻĘĀņŚ┤ņä▒ņØ┤ ņÜ░ņłśĒĢ£ ņĀĆ ņłśņåīĻ│ä ņÜ®ņĀæļ┤ēņØĖ AWS E7016ņØ┤ļ®░, ļČäĒĢĀ, ņÉÉĻĖ░ ĻĘĖļ”¼Ļ│Ā ĒĢĀļĪ£ņÜ░ņØś 3Ļ░Ćņ¦Ć ļīĆĒæ£ ĒśĢņāüņØä ņäĀņĀĢĒĢśņŚ¼ ņĢäĒü¼ ņŖżĒāĆĒŖĖ ņŗ£Ļ░ä ļ░Å ĻĖ░Ļ│Ą Ļ▓░Ļ│╝ļź╝ ļ░öĒāĢņ£╝ļĪ£ ņĢäĒü¼ ņĢłņĀĢĒÖöņŚÉ ļīĆĒĢ£ ĒÅēĻ░Ćļź╝ ņ¦äĒ¢ēĒĢśņśĆļŗż. ļÅÖņØ╝ĒĢ£ ņÜ®ņĀæ ņĪ░Ļ▒┤ņØ╝ ļĢī ņÜ®ņĀæļ┤ē ņäĀļŗ©ņØś ļŗ©ļ®┤ņĀüņØ┤ ņżäņ¢┤ļōżļ®┤ ņäĀļŗ©ņŚÉļŖö ņĀäļźś ļ░ĆļÅäĻ░Ć ņ”ØĻ░ĆĒĢśĻ▓ī ļÉśĻ│Ā Ļ▓░Ļ│╝ņĀüņ£╝ļĪ£ ņäĀļŗ© ņżæņŗ¼ļČĆņØś ņś©ļÅäļź╝ ņāüņŖ╣Ļ│╝ ļŹöļČłņ¢┤ ņóüņØĆ ĒśĢĒā£ņØś ņĢäĒü¼ ĒöīļØ╝ņ”łļ¦łĻ░Ć ļ░£ņāØĒĢĀ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ļÅÖņØ╝ĒĢ£ ņÜ®ņĀæ ņĪ░Ļ▒┤ņŚÉņä£ ļåÆņØĆ ņŚÉļäłņ¦Ć ļ░ĆļÅäļź╝ Ļ░Ćņ¦ĆļŖö ņĢäĒü¼ ĒöīļØ╝ņ”łļ¦łļĪ£ ņØĖĒĢ┤ ņ┤łĻĖ░ ņĢäĒü¼ ņŖżĒāĆĒŖĖ ņŗ£ ļ╣ĀļźĖ ņĢłņĀĢĒÖöļź╝ ĻĄ¼ĒśäĒĢĀ ņłś ņ׳ļŗż.
ĻĖ░ņĪ┤ ņÜ®ņĀæļ┤ēņØś Ļ▓ĮņÜ░ ņ┤łĻĖ░ ņĢäĒü¼ ņŖżĒāĆĒŖĖ ņŗ£Ļ░ä 4~5s ĻĘĖļ”¼Ļ│Ā ļŗżļ¤ēņØś ĻĖ░Ļ│ĄņØ┤ ļ░£ņāØĒĢśņśĆņ¦Ćļ¦ī, ņäĀļŗ©ņØś ļŗ©ļ®┤ņĀüņØ┤ ņ×æņĢäņ¦łņłśļĪØ ņĢäĒü¼ ņŖżĒāĆĒŖĖ ņŗ£Ļ░äņØ┤ ņ¦¦ņĢäņ¦ĆĻ│Ā ĻĖ░Ļ│ĄņØ┤ ņĀüĻ▓ī ļ░£ņāØĒĢśļŖö Ļ▓ĮĒ¢źņØä ĒÖĢņØĖĒĢśņśĆļŗż. ļČäĒĢĀ ļ░Å ņÉÉĻĖ░ ĒśĢņāüņØĆ ņĀäĻĘ╣ņŚÉ ņ¦æņżæļÉśļŖö ņĀäļźśļ░ĆļÅäĻ░Ć ņāüņŖ╣ĒĢ©ņ£╝ļĪ£ņŹ© ņĢłņĀĢņĀüņØĖ ņĢäĒü¼ ņŖżĒāĆĒŖĖĻ░Ć ņØ┤ļŻ©ņ¢┤ņĪīņ£╝ļ®░ ĒŖ╣Ē׳, ĒĢĀļĪ£ņÜ░ ĒśĢņāüņØś Ļ▓ĮņÜ░ ņĢäĒü¼ ņŖżĒāĆĒŖĖ ņŗ£Ļ░ä 0.6~1s ļ░Å ĻĖ░Ļ│ĄņØ┤ ļ░£ņāØĒĢśņ¦Ć ņĢŖļŖö Ļ▓āņ£╝ļĪ£ ĒÖĢņØĖļÉśņŚłļŗż. ņĢäĒü¼Ļ░Ć ņĢłņĀĢĒÖöļÉĀ ļĢīņØś ĒÅēĻĘĀ ņØīĒ¢źņØś Ēü¼ĻĖ░ļŖö 50~60dBļĪ£ ņĖĪņĀĢļÉśņŚłņ£╝ļ®░, ĒĢ┤ļŗ╣ Ēü¼ĻĖ░ņØ╝ ļĢī Ļ░ĆĻ│ĄļÉ£ ņäĀļŗ©ņØś ņÜ®ņ£ĄņØ┤ ņÖäļŻīļÉśĻ│Ā ĻĘĖ Ēøä ņ¦üĻ▓Į 4mmņØś ĻĖ░ņĪ┤ ņÜ®ņĀæļ┤ēņØ┤ ņÜ®ņ£ĄļÉ£ļŗżļŖö Ļ▓āņØä ņØśļ»ĖĒĢ£ļŗż. ļö░ļØ╝ņä£, ļ╣ĀļźĖ ņŗ£Ļ░ä ņĢłņŚÉ ĒÅēĻĘĀ ņØīĒ¢ź Ēü¼ĻĖ░ņŚÉ ļÅäļŗ¼ĒĢśļŖö ņÜ®ņĀæļ┤ē ņäĀļŗ©ņØ┤ ņĢäĒü¼ ņĢłņĀĢĒÖöĻ░Ć ļåÆļŗżĻ│Ā ĒÅēĻ░ĆĒĢĀ ņłś ņ׳ļŗż.
ņĢäĒü¼ ņĢłņĀĢĒÖöĻ░Ć ņÜ░ņłśĒĢ£ ĒĢĀļĪ£ņÜ░ ĒśĢņāüņØĆ ņÜ®ņĀæļ┤ēņØś ļŗ©ļ®┤ņĀüņØ┤ 25%ņĀĢļÅä Ļ░ÉņåīļÉ£ ņ¦ĆņĀÉ(ņ¦üĻ▓Į 2.0mm)ļČĆĒä░ ņĢäĒü¼ ņŖżĒāĆĒŖĖ ņŗ£Ļ░äņØ┤ ļŗ©ņČĢļÉśņŚłĻ│Ā, 50%ņØ┤ņāü Ļ░ÉņåīļÉśļŖö ņ¦ĆņĀÉ(ņ¦üĻ▓Į 2.8mm, 3.0mmĻĄ¼Ļ░ä)ņŚÉņä£ļŖö Ļ▓░ĒĢ©ļ░£ņāØņØ┤ ņŚåņŚłņ£╝ļ®░, Ļ╣ŖņØ┤ļŖö ņŗ¼ņäĀņØś ņ¦Ćļ”äņØä ĻĖ░ņżĆņ£╝ļĪ£ ┬▒1mm(5mmĻĄ¼Ļ░ä)ņŚÉņä£ ņÜ░ņłśĒĢ£ ņÜ®ņĀæļČĆļź╝ ņ¢╗ļŖö Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņŚłļŗż. ļö░ļØ╝ņä£ ĒÖĆ Ļ░ĆĻ│ĄņØä ņĀüņÜ®ĒĢ£ ļČĆļČäņØś ņÜ®ņĀæļ┤ē ļŗ©ļ®┤ņĀüņØĆ ņŗ¼ņäĀņØś 1/2(50%) ņĀĢļÅäļĪ£ ņäżĻ│äĒĢśļŖö Ļ▓āņØ┤ ņóŗņ£╝ļ®░, ĒÖłņØś Ļ╣ŖņØ┤ļŖö ļŗ©ļØĮĻ│╝ ļ╣äļō£ņØś ĒśĢņāü ļČłļ¤ē ļō▒ ĻĄ¼ņĪ░ņāü Ļ▓░ĒĢ©ņØ┤ ļ░£ņāØĒĢśņ¦Ć ņĢŖļŖö 3mmŌł╝5mm Ļ╣ŖņØ┤ņØś ņÜ®ņĀæļ┤ē ņäĀļŗ© ĒśĢņāüņØ┤ Ēö╝ļ│ĄņĢäĒü¼ ņÜ®ņĀæņØś ņ┤łĻĖ░Ļ▓░ĒĢ©ņØä ņĀĆĻ░Éņŗ£ĒéżļŖö Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż.
ņÜ®ņĀæļ┤ē ņäĀļŗ©ņØ┤ ļČäĒĢĀ, ņÉÉĻĖ░ ĻĘĖļ”¼Ļ│Ā ĒĢĀļĪ£ņÜ░ ĒśĢĒā£ļĪ£ Ļ░ĆĻ│ĄļÉśļ®┤ ļŗ©ļ®┤ņĀüņØ┤ ņżäņ¢┤ļōżņ¢┤ ņóüņØĆ ĒśĢĒā£ņØś ņĢäĒü¼ ĒöīļØ╝ņ”łļ¦łļĪ£ ņØĖĒĢ┤ ļ╣ĀļźĖ ņĢäĒü¼ ņĢłņĀĢĒÖöļź╝ ĻĄ¼ĒśäĒĢĀ ņłś ņ׳ļŗż. Ē¢źĒøä ņäĖ Ļ░Ćņ¦Ć ņäĀļŗ©ņŚÉņä£ ļ░£ņāØĒĢśļŖö ņĢäĒü¼ ĒöīļØ╝ņ”łļ¦łļź╝ Ļ┤Ćņ░░ĒĢśņŚ¼ ņäĀļŗ© ĒśĢņāüņØś Ļ┤ĆņĀÉņŚÉņä£ ņĢäĒü¼ ņĢłņĀĢĒÖöņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØä ņŚ░ĻĄ¼ĒĢĀ Ļ│äĒÜŹņØ┤ļŗż. ļśÉĒĢ£, ĒśĢņāü Ļ░ĆĻ│Ą ļČĆļČäņØś ņĄ£ņĀü ņ╣śņłś ņé░ņČ£Ļ│╝ Ēö╝ļ│ĄņĀ£ ļ░Ģļ”¼ ļō▒ņØś ļ¼ĖņĀ£ ĒĢ┤Ļ▓░ĒĢśņŚ¼ ņÜ®ņĀæ ņŗ£ņ×æļČĆņØś ĻĖ░Ļ│äņĀü ņä▒ņ¦ł Ļ▓Ćņ”Ø ļ░Å ĒÖĢļ│┤ ļō▒ņØś ĒøäņåŹ ņŚ░ĻĄ¼Ļ░Ć ĒĢäņÜöĒĢśļŗż.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



