


1. ņä£ ļĪĀ
3D Ēöäļ”░ĒīģņØ┤ļ×Ć ņäżĻ│äļÉ£ Ļ░ĆņāüņØś ļööņ×ÉņØĖņØä ļ¼╝ļ”¼ņĀüņØĖ ņĀ£ĒÆłņØä ļ¦īļōżĻĖ░ ņ£äĒĢ┤ ņåīņ×¼ļź╝ ņĀüņĖĄĒĢśņŚ¼ ņĀ£ņĪ░ĒĢśļŖö Ļ▓āņ£╝ļĪ£ AM (Additive Manufacturing)ņ£╝ļĪ£ļÅä ļČłļ”░ļŗż. 3D Ēöäļ”░Ēīģ ņØ┤ņĀäņŚÉ ņĀ£ĒÆłņØä ļ¦īļō£ļŖö ļ░®ļ▓Ģņ£╝ļĪ£ļŖö ļ░Ćļ¦ü, ļČäļ¦É ņĢ╝ĻĖł ļō▒ņØś ļ░®ļ▓ĢņØ┤ ņ׳ņ£╝ļ®░, Ēśäņ×¼ņŚÉļÅä ļ¦ÄņØ┤ ņé¼ņÜ®ļÉśļŖö ļ░®ļ▓ĢļōżņØ┤ļŗż. ĒĢśņ¦Ćļ¦ī ļ░Ćļ¦ü, ļČäļ¦ÉņĢ╝ĻĖłņØä ĒåĄĒĢ£ ņĀ£ĒÆł ņĀ£ņ×æņØĆ ļ│Ąņ×ĪĒĢ£ ĒśĢņāü ĻĄ¼ĒśäņØ┤ ņ¢┤ļĀĄĻ│Ā, ļČłĒĢäņÜöĒĢ£ ņåīņ×¼ ņåīļ¬©Ļ░Ć Ēü░ ļŗ©ņĀÉņØ┤ ņ׳ļŗż. ĻĘĖņÖĆ ļ░śļīĆļĪ£ 3D Ēöäļ”░ĒīģņØś Ļ▓ĮņÜ░ ļ│Ąņ×ĪĒĢ£ ĒśĢņāü ĻĄ¼ĒśäņØ┤ Ļ░ĆļŖźĒĢśĻ│Ā ļČłĒĢäņÜöĒĢ£ ņåīņ×¼ ņåīļ¬©Ļ░Ć ņĀüņØĆ Ļ▓āņØ┤ ĒŖ╣ņ¦ĢņØ┤ļŗż. ĻĘĖļ”¼Ļ│Ā ĒĢŁĻ│Ą ņÜ░ņŻ╝, ņ×ÉļÅÖņ░©, ņĀäĻĖ░ ļ░Å ņĀäņ×É ņĀ£ĒÆł, Ļ│ĄĻĄ¼ ļ░Å ĻĖłĒśĢ, ņØśļŻī ļČäņĢ╝ ļō▒ņØś Ļ┤æļ▓öņ£äĒĢ£ ņé░ņŚģņŚÉņä£ ņé¼ņÜ®ļÉśĻ│Ā ņ׳ņ£╝ļ®░1), ļööņ×ÉņØĖ ņäżĻ│äļź╝ ĒåĄĒĢ£ ņé¼ņÜ®ņ×É ļ¦×ņČżņ£╝ļĪ£ ņĀ£ĒÆłņØä ņāØņé░ĒĢĀ ņłś ņ׳ņ¢┤ ņŗżņÜ®ņĀüņØĖ ļČĆļČäņŚÉņä£ ņÜ░ņłśĒĢ£ Ļ░ĢņĀÉņØä Ļ░Ćņ¦äļŗż.
3D Ēöäļ”░Ēīģņ£╝ļĪ£ ņé¼ņÜ®ļÉśļŖö ĻĖłņåŹ ņåīņ×¼ņØś Ļ▓ĮņÜ░ Ēü¼Ļ▓ī PBF (Powder Bed Fusion), Binder jetting, DED(Direct Energy Deposition) ļō▒ņØś ļ░®ņŗØņØ┤ ņ׳ļŗż2). PBF ļ░®ņŗØņØś Ļ▓ĮņÜ░ ĻĖłņåŹ ļČäļ¦É ņåīņ×¼ļź╝ ņ¢ćĻ▓ī Ļ╣öĻ│Ā Ļ│ĀņČ£ļĀźņØś ļĀłņØ┤ņĀĆ ļśÉļŖö ņĀäņ×Éļ╣öņ£╝ļĪ£ ņäĀĒāØņĀüņ£╝ļĪ£ ņĪ░ņé¼ĒĢśņŚ¼ ņåīĻ▓░ņŗ£ĒéżĻ▒░ļéś ņÜ®ņ£Ąņŗ£ņ╝£ ņĀüņĖĄĒĢśļŖö ĻĖ░ņłĀļĪ£ ņĢīļĀżņĀĖ ņ׳ļŗż. Binder jetting ļ░®ņŗØņØś Ļ▓ĮņÜ░ ņĢĪņ▓┤ ņāüĒā£ņØś ļ░öņØĖļö® ļ¼╝ņ¦łņØä ĒīīņÜ░ļŹö ņ×¼ļŻīņŚÉ ņäĀĒāØņĀüņ£╝ļĪ£ ļČäņé¼ĒĢśņŚ¼ ņĀüņĖĄĒĢśĻ│Ā ņāłļĪ£ņÜ┤ ĒīīņÜ░ļŹöļź╝ ņ¢ćĻ▓ī ļÅäĒżĒĢ£ Ēøä ļŗżņŗ£ ļ░öņØĖļö® ļ¼╝ņ¦łņØä ļČäņé¼ĒĢśļŖö Ļ│╝ņĀĢņØä ļ░śļ│ĄĒĢśļ®┤ņä£ ņĀ£ĒÆłņØä ņĀ£ņ×æĒĢśļŖö Ļ│ĄņĀĢņØ┤ļŗż. DED ļ░®ņŗØņØś Ļ▓ĮņÜ░ Ļ│ĀņČ£ļĀź ļĀłņØ┤ņĀĆ ļ╣öņØä ĻĖłņåŹ Ēæ£ļ®┤ņŚÉ ņĪ░ņé¼ĒĢśļ®┤ ņł£Ļ░äņĀüņ£╝ļĪ£ ņÜ®ņ£ĄļÉśĻ│Ā ļÅÖņŗ£ņŚÉ ĻĖłņåŹ ļČäļ¦ÉņØä Ļ│ĄĻĖēĒĢśņŚ¼ ņŗżņŗ£Ļ░äņ£╝ļĪ£ ņĀüņĖĄĒĢśļŖö ļ░®ņŗØņØ┤ļŗż. DED ļ░®ņŗØņØĆ ļīĆĒśĢ ņĀ£ĒÆł ņĀ£ņ×æņØ┤ ņē¼ņøī ĻĖłĒśĢ, ņ×ÉļÅÖņ░©, ņÜ░ņŻ╝ ĒĢŁĻ│Ą ļō▒ņØś ļŗżņ¢æĒĢ£ ņé░ņŚģņŚÉņä£ ņĀüņÜ®ļÉśņ¢┤ ņĀ£ĒÆł ņĀ£ņ×æ ļ░Å ņŚ░ĻĄ¼Ļ░Ć ņ¦äĒ¢ēļÉśĻ│Ā ņ׳ļŗż3). ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ĻĖłņåŹ ņåīņ×¼ļź╝ ĒÖ£ņÜ®ĒĢ£ 3D Ēöäļ”░Ēīģņ£╝ļĪ£ ĻĖłĒśĢ ņåīņ×¼ļĪ£ ļ¦ÄņØ┤ ņé¼ņÜ®ļÉśļŖö STS630 ņåīņ×¼ļź╝ ĒÖ£ņÜ®ĒĢśņŚ¼ DED ļ░®ņŗØņØś Ļ│ĄņĀĢ ļ│Ćņłśļź╝ ņĀ£ņ¢┤ĒĢśņŚ¼ ļŗ©ļ®┤ ĒŖ╣ņä▒ņØä ļČäņäØĒĢśņśĆļŗż.
ņŖżĒģīņØĖļ”¼ņŖżĻ░Ģ Ļ│äņŚ┤ņØś Ļ▓ĮņÜ░ņŚÉļŖö ņÜ░ņŻ╝ ĒĢŁĻ│Ą, ņ×ÉļÅÖņ░©, ĻĖłĒśĢ ļō▒ņØś ņé░ņŚģņŚÉņä£ ņŻ╝ļĪ£ ņé¼ņÜ®ļÉśļŖö ņåīņ×¼ņØ┤ļŗż. ņŖżĒģīņØĖļ”¼ņŖżĻ░ĢņØś Ļ▓ĮņÜ░ ĻĄ¼ņä▒ ņä▒ļČäņŚÉ ļö░ļØ╝ ĒŖ╣ņä▒ņØ┤ ļŗżņ¢æĒĢśĻ▓ī ļéśĒāĆļéśĻĖ░ ļĢīļ¼ĖņŚÉ ĒÅŁ ļäōņØĆ ņé░ņŚģ ļČäņĢ╝ņŚÉņä£ ļŗżņÜ®ļÅäļĪ£ ņé¼ņÜ® ļÉ£ļŗż4). ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ĻĖłĒśĢ ņåīņ×¼ļĪ£ ĒÖ£ņÜ®ļÉśļŖö STS630 ņåīņ×¼ļź╝ ĒÖ£ņÜ®ĒĢśņŚ¼ ļŗżņ¢æĒĢ£ Ļ│ĄņĀĢ ļ│Ćņłśļź╝ ĒåĀļīĆļĪ£ ņĀ£ĒÆłņØś ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ņØä ĒÅēĻ░ĆĒĢśļŖö ņĄ£ņĀüĒÖö ņŚ░ĻĄ¼ļź╝ ņ¦äĒ¢ēĒĢśņśĆļŗż. ņÜ░ņäĀ ĻĖłĒśĢ ņåīņ×¼ļĪ£ ĒÖ£ņÜ®ļÉśļŖö STS630 ņåīņ×¼ņØś Ļ▓ĮņÜ░ņŚÉļŖö ņäØņČ£Ļ▓ĮĒÖöĒśĢ ņŖżĒģīņØĖļ”¼ņŖżĻ░Ģņ£╝ļĪ£ ļČłļ”¼ļ®░ Ļ░ĆĻ│Ąņä▒, Ļ░ĢļÅä, ņŚ░ņä▒, ļé┤ņŗØņä▒ ļō▒ņØś ĒŖ╣ņä▒ņØ┤ ņÜ░ņłśĒĢśņŚ¼ ņÜ░ņŻ╝ ĒĢŁĻ│Ą ļ░Å ĻĖłĒśĢ ļČäņĢ╝ņŚÉņä£ ļäÉļ”¼ ņé¼ņÜ®ļÉśĻ│Ā ņ׳ļŗż5). ļśÉĒĢ£ ļČäļ¦ÉņØä ĒÖ£ņÜ®ĒĢ£ ĻĖłĒśĢ ņĀ£ņ×æ ļ░®ļ▓Ģņ£╝ļĪ£ļŖö Ēü¼Ļ▓ī ļæÉ Ļ░Ćņ¦ĆļĪ£ ļ│╝ ņłś ņ׳ļŗż. ņ▓½ ļ▓łņ¦ĖļĪ£ ļČäļ¦ÉņĢ╝ĻĖłļ▓ĢņØä ņé¼ņÜ®ĒĢśļŖö ļ░®ļ▓ĢņØ┤ļŗż. ņśłļź╝ ļōżņ¢┤ STS630 ņåīņ×¼ļź╝ ņé¼ņÜ®ĒĢśņŚ¼ ĻĖłĒśĢņØä ņĀ£ņ×æĒĢĀ ļĢī, STS630 ĒĢ®ĻĖł ļČäļ¦ÉņØä ņé¼ņÜ®ĒĢśļŖö Pre-alloyed ļ░®ņŗØĻ│╝ Ļ░üĻ░üņØś ņøÉņåīņ×¼ ļČäļ¦ÉņØä ņĀĢļ¤ēņŚÉ ļ¦×ņČöņ¢┤ Ēś╝ĒĢ®ĒĢśļŖö Elemental powder ļ░®ņŗØņØ┤ ņ׳ļŗż. ņĢ×ņä£ ļ│┤Ļ│ĀļÉ£ ņ×ÉļŻīņŚÉņä£ļŖö ļČäļ¦ÉņØä ņżĆļ╣ä Ēøä ņÜ®ņ£ĄņĀÉļ│┤ļŗż ņĪ░ĻĖł ļé«ņØĆ ņś©ļÅäņŚÉņä£ ņŚ┤ņ▓śļ”¼ļź╝ ņ¦äĒ¢ēĒĢśļ®┤ ļČäļ¦ÉņØś Ļ│äļ®┤ņØ┤ ņĪ░ĻĖłņö® ļģ╣ņĢä ļČäļ¦Éļü╝ļ”¼ ļČÖļŖö ņåīĻ▓░ Ļ│ĄņĀĢņØä ĒåĄĒĢ┤ ĻĖłĒśĢņØä ņĀ£ņ×æĒĢśļŖö ļ░®ļ▓ĢņØ┤ ņ׳ļŗż. ĻĘĖ Ēøä ĻĖ░Ļ│äņĀü Ļ░ĆĻ│Ą ļ░®ņŗØ(ļ░Ćļ¦ü, ņĀłņéŁ ļō▒)ņØä ĒåĄĒĢ┤ ĻĖłĒśĢņØś ĒśĢĒā£ļź╝ Ļ░ĆĻ│ĄĒĢśļŖö ļ░®ņŗØņØ┤ļŗż6). ļæÉ ļ▓łņ¦ĖļĪ£ 3D Ēöäļ”░Ēīģņ£╝ļĪ£ STS630 ļČäļ¦ÉņØä ņé¼ņÜ®ĒĢśņŚ¼ ņĀ£ņ×æĒĢśļŖö ļ░®ļ▓Ģņ£╝ļĪ£ļŖö PBF, DED ļō▒ņØś ļ░®ļ▓ĢņØ┤ ņ׳ņ£╝ļ®░ Ļ░Ćņāüņ£╝ļĪ£ ņäżĻ│äļÉ£ ĻĖłĒśĢ ļööņ×ÉņØĖņ£╝ļĪ£ ļČäļ¦ÉņØä ņĀüņĖĄĒĢśņŚ¼ ņĀ£ņĪ░ĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ņ£äņŚÉņä£ ņ¢ĖĻĖēĒ¢łļō»ņØ┤ ļ│Ąņ×ĪĒĢ£ ĒśĢņāü ĻĄ¼ĒśäņØ┤ Ļ░ĆļŖźĒĢśĻ│Ā ļāēĻ░ü ņŗ£ņŖżĒģ£ ņĀüņÜ®ņØ┤ Ļ░ĆļŖźĒĢśļŗż. ļśÉĒĢ£ ļČłĒĢäņÜöĒĢ£ ņåīņ×¼ņØś ņåīļ¬©Ļ░Ć ņĀüĻ│Ā ņŗżĒŚś Ļ│ĄņĀĢ ļ│Ćņłśļź╝ ņĪ░ņĀłĒĢ©ņ£╝ļĪ£ņŹ© ļŗżņ¢æĒĢ£ ĒŖ╣ņä▒ņØä Ļ░Ćņ¦ä ņĀ£ĒÆłņØä ļ¦īļōż ņłś ņ׳ļŗż.
2. ņŗżĒŚś ņ×¼ļŻī ļ░Å ļ░®ļ▓Ģ
2.1 ņŗżĒŚś ņ×¼ļŻī
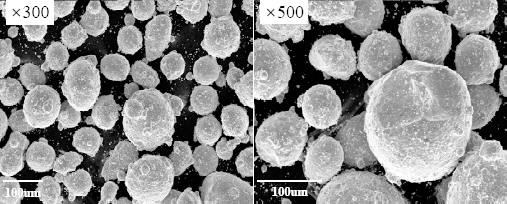
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ņé¼ņÜ®ĒĢ£ ņåīņ×¼ļŖö ņ¦łņåī Ļ░ĆņŖż ļČäņé¼ ļ░®ņŗØņ£╝ļĪ£ ņĀ£ņĪ░ļÉ£ 45~150 ŃÄø Ēü¼ĻĖ░ņØś STS630 ņåīņ×¼ļź╝ ņé¼ņÜ®ĒĢśņśĆļŗż. STS630 ņåīņ×¼ļŖö ņäØņČ£Ļ▓ĮĒÖöĒśĢ ņŖżĒģīņØĖļ”¼ņŖżĻ░Ģ(Precipitation hardening stainless steel)ņØś ļīĆĒæ£ņĀüņØĖ ņåīņ×¼ļĪ£ņä£ Ļ░ĆĻ│ĄņØ┤ ņēĮĻ│Ā Ļ░ĢļÅä, ņŚ░ņä▒, ļé┤ņŗØņä▒ņØ┤ ņÜ░ņłśĒĢ£ ņןņĀÉņØ┤ ņ׳ļŗż. ļśÉĒĢ£ ņäØņČ£ļ¼╝ņØä ĒśĢņä▒ņŗ£ņ╝£ Ļ░ĢĒÖöĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ Cu, Nb ļō▒ņØ┤ ņ▓©Ļ░ĆļÉśĻ│Ā Ļ│Āņś©ņŚÉņä£ ĒĆ£ņ╣Ł ĒĢĀ ĒĢäņÜöĻ░Ć ņŚåĻĖ░ ļĢīļ¼ĖņŚÉ ļ│ĆĒśĢņØ┤ ņĀüņ¢┤ ņ╣śņłśņĀĢļ░ĆļÅä, ļé┤ļ¦łļ®Ėņä▒ņØ┤ ņÜöĻĄ¼ļÉśļŖö ĒÖöĒĢÖĻ│ĄņןņØś ļ░ĖļĖīļźś, ĻĖłĒśĢņåīņ×¼ļĪ£ ĒÖ£ņÜ® ļÉ£ļŗż7). ĻĖłĒśĢ ņåīņ×¼ļĪ£ ļ¦ÄņØ┤ ņé¼ņÜ®ļÉśļŖö STS630 ņåīņ×¼ļź╝ ņé¼ņÜ®ĒĢśņŚ¼ ņĀüņĖĄ ņĀ£ņĪ░ Ļ│ĄņĀĢ ļ│ĆņłśņŚÉ ļö░ļźĖ ĻĖ░Ļ│äņĀü ņä▒ļŖźņØä ĒÅēĻ░ĆĒĢśĻ│Āņ×É ĒĢ£ļŗż. Table 1,2 ļ░Å Fig. 1,2ņŚÉ STS630 ņåīņ×¼ņØś ĒŖ╣ņä▒ņØä ļéśĒāĆļé┤ņŚłļŗż.
Table┬Ā1
Chemical composition of the STS630 metal powder (wt.%)
| Elements | Component | Elements | Component |
|---|---|---|---|
| Cr | 16.6 | O | 0.09 |
| Ni | 4.2 | N | 0.08 |
| Cu | 4.0 | C | 0.024 |
| Mn | 0.6 | P | 0.021 |
| Si | 0.5 | S | 0.004 |
| Nb | 0.19 | Fe | Bal. |
| Mo | 0.09 |

2.2 ņŗżĒŚś ļ░®ļ▓Ģ
Fig. 3ņØś ņןļ╣äļź╝ ņé¼ņÜ®ĒĢśņŚ¼ DED ņĀüņĖĄ ņŗżĒŚśņØä ņ¦äĒ¢ēĒĢśņśĆļŗż. ņĀüņĖĄ ņŗżĒŚśņØä ņ£äĒĢ┤ ļ¬©ņ×¼ņŚÉ ņøÉ ļØ╝ņØĖņ£╝ļĪ£ Fig. 4ņŚÉ ļ│┤ņŚ¼ņ¦ĆļŖö Ļ▓āņ▓śļ¤╝ ņĀüņĖĄ ņŗżĒŚśņØä ĒĢśņśĆļŗż. ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ Ļ│ĄņĀĢ ļ│ĆņłśļŖö ļ╣ö ņé¼ņØ┤ņ”ł(Beam size), ļČäļ¦ÉĻ│ĄĻĖēļ¤ē(Powder feeding rate), ņØ┤ņåĪ ņåŹļÅä(Laser header moving speed), ļĀłņØ┤ņĀĆ ņČ£ļĀź(Laser power)ņ£╝ļĪ£ Table 3ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. Ļ░üĻ░üņØś Ļ│ĄņĀĢ ļ│Ćņłś ņŗżĒŚś Ēøä ļŗ©ļ®┤ ĒŖ╣ņä▒ņØä ļ╣äĻĄÉĒĢśĻĖ░ ņ£äĒĢ┤ ņŗ£ĒÄĖņØä 20~25 mm Ēü¼ĻĖ░ļĪ£ ņ╗ĘĒīģĒĢśņśĆĻ│Ā, ņĢäĒü¼ļ”┤ ņłśņ¦Ćļź╝ ņé¼ņÜ®ĒĢśņŚ¼ 30 mm Ēü¼ĻĖ░ļĪ£ ĒĢ½ļ¦łņÜ┤ĒīģņØä ņ¦äĒ¢ēĒĢśņśĆļŗż. ĻĘĖļ”¼Ļ│Ā #180, #400, #800, #1200 ņé¼ĒżļĪ£ ĒÅ┤ļ”¼ņŗ▒ņØä ņ¦äĒ¢ēĒĢśņśĆļŗż. ĻĘĖ Ēøä ņŚÉĒāäņś¼Ļ│╝ ņ¦łņé░ņØś 95 : 5 ļ╣äņ£©ļĪ£ Nital 5% ņÜ®ņĢĪņØä ņĀ£ņĪ░ĒĢśņśĆĻ│Ā Ēæ£ļ®┤ ņŚÉņ╣ŁņØä ņ¦äĒ¢ēĒĢśņśĆļŗż. Ļ░üĻ░üņØś Ļ│ĄņĀĢ ļ│ĆņłśņŚÉ ļö░ļźĖ ļŗ©ļ®┤ņØä Ļ┤æĒĢÖĒśäļ»ĖĻ▓Įņ£╝ļĪ£ ļČäņäØĒĢśņśĆļŗż.

Table┬Ā3
DED process parameter
| DED process parameter | |
|---|---|
| Beam size | 1 mm |
| Powder feeding rate | 3, 6 g/min |
| Laser header moving speed | 500, 1000, 1500 mm/min |
| Laser out power | 500, 700, 900 W |
3. ņŗżĒŚś Ļ▓░Ļ│╝ ļ░Å Ļ│Āņ░░
3.1 ļĀłņØ┤ņĀĆ ļ╣ö ņĪ░ņé¼ņØś ņØ┤ļÅÖņåŹļÅäļ│ä ņĀüņĖĄņä▒ļŖź ĒÅēĻ░Ć
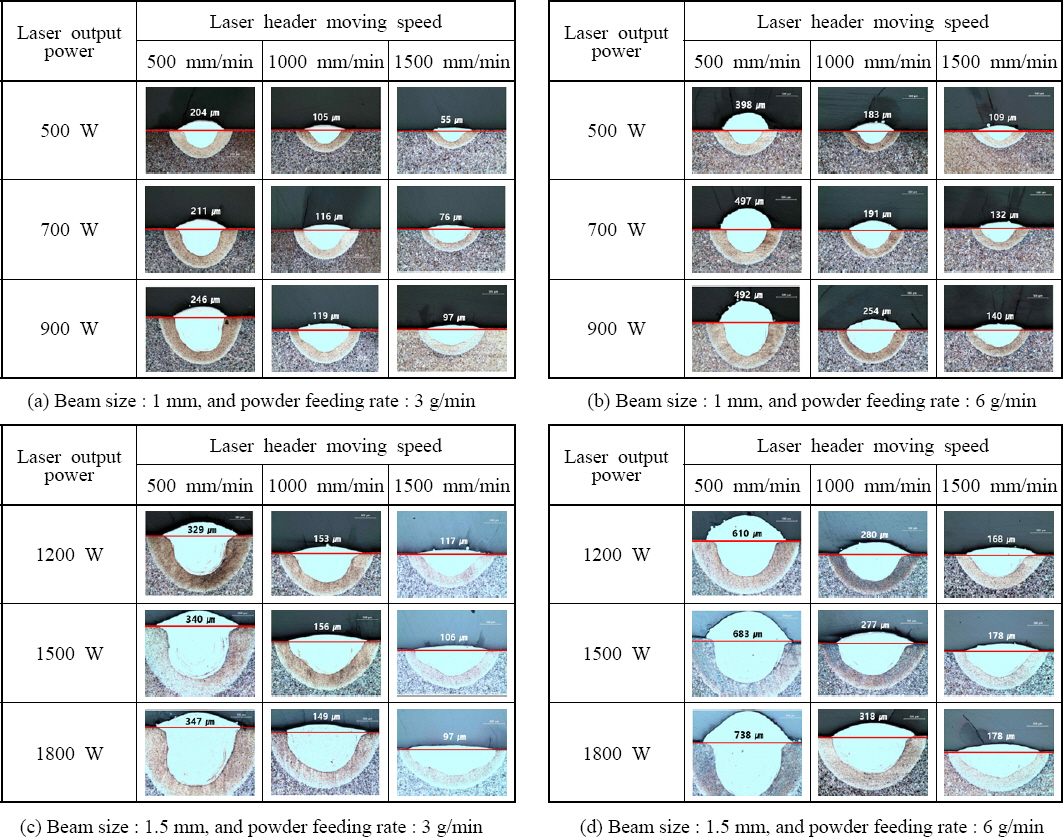
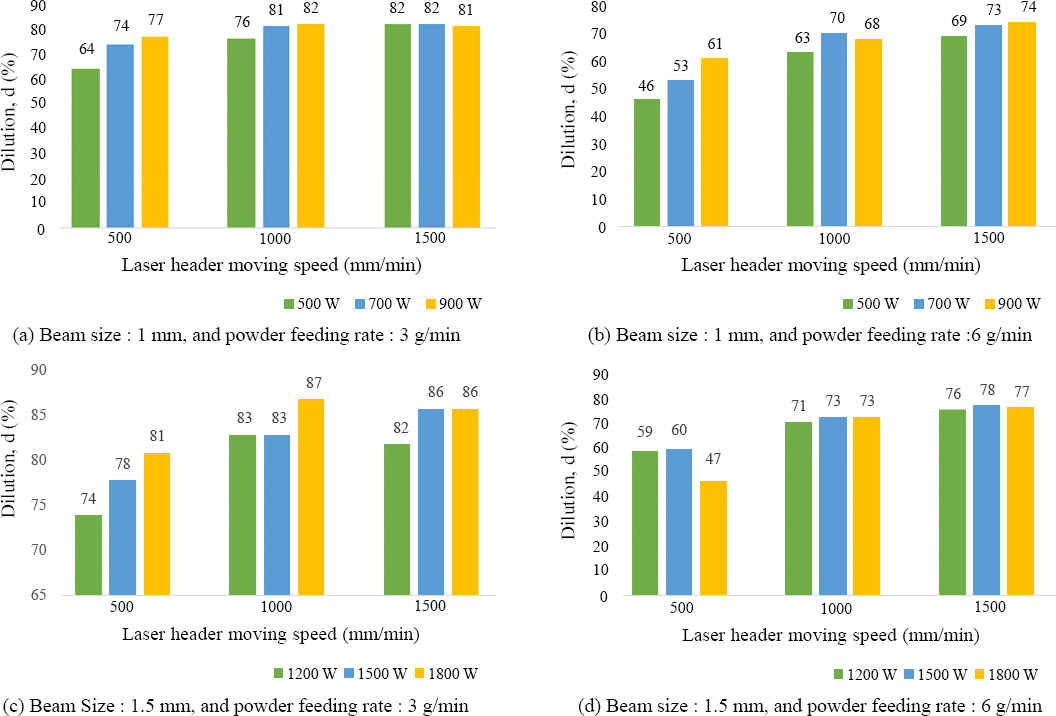
ņŗżĒŚś Ļ▓░Ļ│╝ļŖö Beam size(1, 1.5 mm), ļČäļ¦É Ļ│ĄĻĖēļ¤ē(3, 6 g/min)ņŚÉ ļö░ļØ╝ Table 3ņŚÉņä£ ņĀ£ņŗ£ĒĢ£ Ļ│ĄņĀĢļ│Ćņłśļź╝ ļ│ĆĒÖöņŗ£Ēéżļ®┤ņä£ ņ¦äĒ¢ēĒĢśņśĆĻ│Ā Fig. 5ļŖö ņĀüņĖĄ ņŗżĒŚś Ļ▓░Ļ│╝ņŚÉ ļīĆĒĢ£ ņŗ£ĒÄĖņØś ļŗ©ļ®┤ņØä ļČäņäØĒĢ£ Ļ▓░Ļ│╝ņØ┤ļŗż.
ņŗżĒŚś Ļ▓░Ļ│╝ļź╝ ļ│┤ļ®┤ ņÜ░ņäĀ ļ╣ö ņé¼ņØ┤ņ”ł 1 mm, ļČäļ¦ÉĻ│ĄĻĖēļ¤ē 3 g/min Ļ│ĄņĀĢ ļ│ĆņłśņØś Ļ▓ĮņÜ░ ļÅÖņØ╝ĒĢ£ ļĀłņØ┤ņĀĆ ņČ£ļĀźņŚÉņä£ ņØ┤ņåĪņåŹļÅäĻ░Ć ļ╣©ļØ╝ņ¦ÉņŚÉ ļö░ļØ╝ ņĀüņĖĄļ¼╝ņØś ļåÆņØ┤Ļ░Ć Ļ░ÉņåīĒĢśļŖö Ļ▓ĮĒ¢źņØ┤ ļéśĒāĆļéśļŖöļŹ░ ņØ┤ļŖö ļĀłņØ┤ņĀĆ ņČ£ļĀźņŚÉ ļ╣äĒĢ┤ ņØ┤ņåĪņåŹļÅäĻ░Ć ļ╣©ļØ╝ ļČäļ¦É Ļ│ĄĻĖēņØ┤ ļČĆņĪ▒Ē¢łņØä Ļ▓āņØ┤ļŗż. ļÅÖņØ╝ĒĢ£ ņØ┤ņåĪņåŹļÅäņŚÉņä£ ļĀłņØ┤ņĀĆ ņČ£ļĀźņØ┤ ņ”ØĻ░ĆĒĢśļ®┤ ņĀüņĖĄ ļåÆņØ┤Ļ░Ć ņ”ØĻ░ĆĒĢśļŖö Ļ▓ĮĒ¢źņØ┤ ļéśĒāĆļé¼ļŗż. ļĀłņØ┤ņĀĆ ņČ£ļĀźņØ┤ ņ”ØĻ░ĆĒĢśļ®┤ņä£ ļČäļ¦ÉņØ┤ ļŹö ļ¦ÄņØ┤ ņĀüņĖĄļÉśņ¢┤ ļåÆņØ┤Ļ░Ć ņ”ØĻ░ĆĒĢśļŖö Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉśļ®░ ļČäļ¦É Ļ│ĄĻĖēļ¤ē 6 g/min Ļ│ĄņĀĢņŚÉņä£ļÅä ļ╣äņŖĘĒĢ£ Ļ▓░Ļ│╝ļź╝ ņ¢╗ņØä ņłś ņ׳ņŚłļŗż.
ļŗżņØīņ£╝ļĪ£ ļ╣ö ņé¼ņØ┤ņ”ł 1.5 mm, ļČäļ¦ÉĻ│ĄĻĖēļ¤ē 3 g/min Ļ│ĄņĀĢ ļ│ĆņłśņØś Ļ▓ĮņÜ░ņŚÉļÅä ņØ┤ņåĪņåŹļÅäĻ░Ć ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ņĀüņĖĄ ļåÆņØ┤ļŖö Ļ░ÉņåīĒĢśļŖö Ļ▓░Ļ│╝ļź╝ ņ¢╗ņŚłĻ│Ā, ļÅÖņØ╝ĒĢ£ ņåŹļÅäņŚÉņä£ ņČ£ļĀźņŚÉ ļö░ļØ╝ ņĀüņĖĄļåÆņØ┤Ļ░Ć Ļ░ÉņåīĒĢśļŖö ļČĆļČäĻ│╝ ņ”ØĻ░ĆĒĢśļŖö ļČĆļČäņØ┤ ļéśĒāĆļé¼Ļ│Ā, 6 g/min ļ│ĆņłśņŚÉņä£ļÅä ļÅÖņØ╝ĒĢ£ Ļ▓░Ļ│╝ļź╝ ņ¢╗ņØä ņłś ņ׳ņŚłļŗż. ļÅÖņØ╝ĒĢ£ ņåŹļÅäņŚÉņä£ ņČ£ļĀźņŚÉ ļö░ļØ╝ ņĀüņĖĄ ļåÆņØ┤Ļ░Ć ļ│ĆĒĢśļŖö ļČĆļČäņŚÉ ļīĆĒĢ┤ņä£ļŖö ņČ£ļĀźņØ┤ ļé«ņØĆ ļČĆļČäņŚÉņä£ļŖö ļåÆņØ┤Ļ░Ć ņ”ØĻ░ĆĒĢśĻ│Ā, ņČ£ļĀźņØ┤ ļåÆņØĆ ļČĆļČäņŚÉņä£ļŖö ļåÆņØ┤Ļ░Ć Ļ░ÉņåīĒĢśļŖö Ļ▓ĮĒ¢źņØä ĒÖĢņØĖĒĢśņśĆļŗż. ņØ┤ļŖö ļé«ņØĆ ņØ┤ņåĪņåŹļÅäņÖĆ ļé«ņØĆ ņČ£ļĀźņŚÉņä£ļŖö ņĀüņĖĄ ļåÆņØ┤Ļ░Ć ņ”ØĻ░ĆĒĢśļŖö Ļ▓ĮĒ¢źņØ┤ ņ׳ņ¦Ćļ¦ī ļåÆņØĆ ņØ┤ņåĪņåŹļÅäņØś ļČäļ¦ÉĻ│ĄĻĖēļ¤ēņØ┤ ļČĆņĪ▒ĒĢśņŚ¼ ņĀüņĖĄ ļåÆņØ┤Ļ░Ć ļé«ņĢäņ¦ĆļŖö Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
ļĀłņØ┤ņĀĆ ļ╣ö ņé¼ņØ┤ņ”ł 1 mm, ļČäļ¦ÉĻ│ĄĻĖēļ¤ē 3 g/minņØś ņĪ░Ļ▒┤ņŚÉņä£ ņĀüņĖĄ ļåÆņØ┤ņŚÉ ļ╣äĒĢ┤ ņÜ®ņ£ĄĒÆĆņØś ļ▓öņ£äĻ░Ć ļäōņØĆ Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż. ņØ┤ļŖö ļĀłņØ┤ņĀĆ ņČ£ļĀźņŚÉ ļ╣äĒĢ┤ ļČäļ¦É Ļ│ĄĻĖēņØ┤ ņĀüņ¢┤ ļ░£ņāØĒĢ£ ļ¼ĖņĀ£ļĪ£ ņāØĻ░üļÉ£ļŗż. ĒĢśņ¦Ćļ¦ī ļČäļ¦ÉĻ│ĄĻĖēļ¤ē 6 g/min ņĪ░Ļ▒┤ņŚÉņä£ļÅä ļ╣äņŖĘĒĢ£ Ļ▓ĮĒ¢źņØä ļ│┤ņØ┤ņ¦Ćļ¦ī ļĀłņØ┤ņĀĆ ņČ£ļĀź 500 WņŚÉņä£ļŖö ļŗżļźĖ ņĪ░Ļ▒┤ņŚÉ ļ╣äĒĢ┤ ļŗżļźĖ ļŗ©ļ®┤ ĒŖ╣ņä▒ņØ┤ ļéśĒāĆļé¼ļŗż. ļŗżļźĖ ņĪ░Ļ▒┤ņŚÉ ļ╣äĒĢ┤ ņĀüņĖĄ ļåÆņØ┤ņÖĆ ņÜ®ņ£ĄĒÆĆ ļ▓öņ£äĻ░Ć ļ╣äņŖĘĒĢśĻ▓ī ļéśĒāĆļé¼ņ£╝ļ®░ ņĀüņĖĄ ĒÜ©ņ£©ņØ┤ Ļ░Ćņן ļø░ņ¢┤ļé£ Ļ▓āņØä ņĢī ņłś ņ׳ļŗż.
ļĀłņØ┤ņĀĆ ļ╣ö ņé¼ņØ┤ņ”ł 1.5 mm, ļČäļ¦ÉĻ│ĄĻĖēļ¤ē 3 g/minņŚÉņä£ļÅä ņĀüņĖĄ ļåÆņØ┤ņŚÉ ļ╣äĒĢ┤ ņÜ®ņ£ĄĒÆĆņØś ļ▓öņ£äĻ░Ć ļäōņØĆ Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż. ņØ┤Ļ▓ā ļśÉĒĢ£ ļĀłņØ┤ņĀĆ ņČ£ļĀźņŚÉ ļ╣äĒĢ┤ ļČäļ¦ÉĻ│ĄĻĖēļ¤ēņØ┤ ņĀüņ¢┤ ņĀüņĖĄļÉśņ¦Ć ņĢŖĻ│Ā ļ¬©ņ×¼Ļ░Ć ļģ╣ņØĆ ņāüĒÖ®ņØ┤ ļ░£ņāØĒĢśņŚ¼ ņĀüņĖĄ ļåÆņØ┤Ļ░Ć ļé«ņĢäņ¦ä Ļ▓āņØä ņĢī ņłś ņ׳ļŗż. 6 g/min ņĪ░Ļ▒┤ņŚÉņä£ļÅä 1800 Wļź╝ ņĀ£ņÖĖĒĢ£ 1200, 1500 WņŚÉņä£ļÅä ņĀüņĖĄ ļåÆņØ┤Ļ░Ć ļé«ņØĆ Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņŚłĻ│Ā ņĀüņĖĄ ĒÜ©ņ£©ņØ┤ ņóŗņ¦Ć ņĢŖņØä Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż. ĒĢśņ¦Ćļ¦ī 1800 WņØś Ļ▓ĮņÜ░ ņĀüņĖĄ ļåÆņØ┤ņÖĆ ņÜ®ņ£ĄĒÆĆ ļ▓öņ£äĻ░Ć ļ╣äņŖĘĒĢśĻ▓ī ļéśĒāĆļé¼Ļ│Ā ņĀüņĖĄ ĒÜ©ņ£©ņØ┤ ļø░ņ¢┤ļé£ Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż.
3.2 ņĀüņĖĄ Ļ│ĄņĀĢ ļ│ĆņłśņŚÉ ļö░ļźĖ ņŗżĒŚś Ļ│Āņ░░
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ņé¼ņÜ®ĒĢ£ ĻĖłņåŹļČäļ¦É(STS630) ņåīņ×¼ņŚÉ ļīĆĒĢ£ ņŗżĒŚśņŚÉņä£ Ļ│ĄņĀĢļ│Ćņłś ļ╣ö ņé¼ņØ┤ņ”ł(1, 1.5 mm), ļČäļ¦ÉĻ│ĄĻĖēļ¤ē(3, 6 g/min)ņŚÉ ļö░ļźĖ ņĀüņĖĄ ļåÆņØ┤ņŚÉ ļīĆĒĢ£ Ļ▓░Ļ│╝ļź╝ Fig. 6ņŚÉ ĻĘĖļלĒöäļĪ£ ļéśĒāĆļé┤ņŚłļŗż.
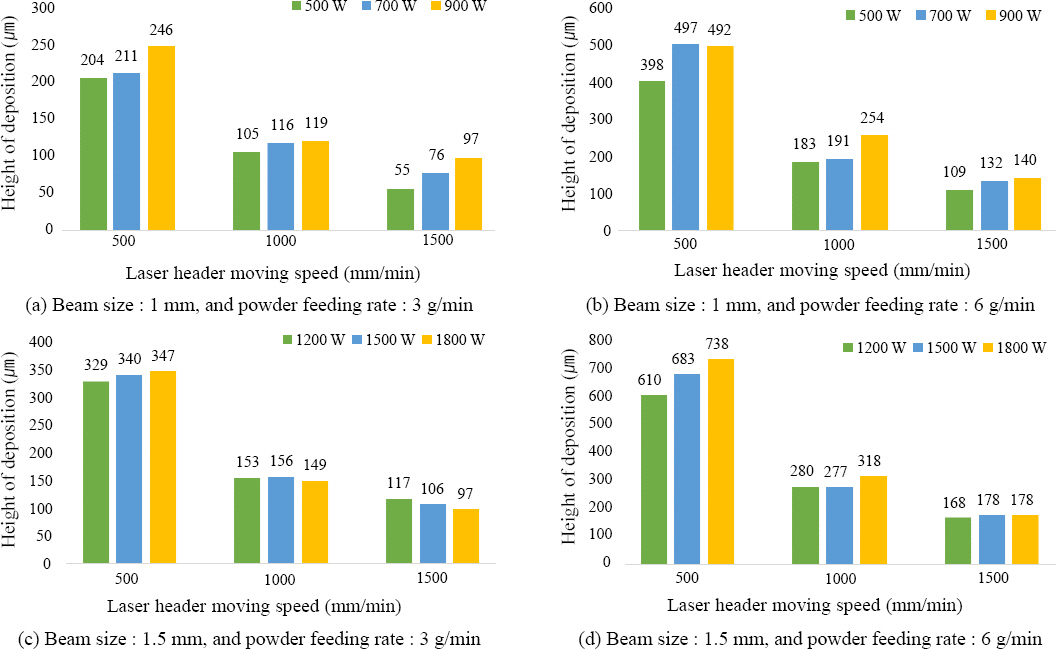
ĻĘĖļלĒöäņŚÉņä£ ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŖö Ļ▓āņ£╝ļĪ£ 1 mm ļ╣ö ņé¼ņØ┤ņ”łņØś Ļ▓ĮņÜ░ ļČäļ¦É Ļ│ĄĻĖēļ¤ēņØ┤ ņ”ØĻ░ĆĒĢĀņłśļĪØ ņĀüņĖĄ ļåÆņØ┤Ļ░Ć ņ”ØĻ░ĆĒĢśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳Ļ│Ā, ĻĖłņåŹļČäļ¦É STS630 ņåīņ×¼ņØś Ļ▓ĮņÜ░ņŚÉ ļČäļ¦ÉĻ│ĄĻĖēļ¤ēņØ┤ ņ”ØĻ░ĆĒĢśļ®┤ ņĀüņĖĄ ĒÜ©ņ£©ņØ┤ ņóŗņĢäņ¦ł Ļ▓āņ£╝ļĪ£ ņśłņāüļÉ£ļŗż. 1.5 mm ļ╣ö ņé¼ņØ┤ņ”łņØś Ļ▓ĮņÜ░ņŚÉļÅä ļČäļ¦ÉĻ│ĄĻĖēļ¤ēņØ┤ ņ”ØĻ░ĆĒĢĀņłśļĪØ ņ”ØĻ░ĆĒĢśļŖö Ļ▓ĮĒ¢źņØ┤ ļéśĒāĆļé¼ņ£╝ļ®░, ļ¬©ļōĀ ņĪ░Ļ▒┤ņŚÉņä£ ļÅÖņØ╝ ņČ£ļĀź ļīĆļ╣ä ļČäļ¦ÉĻ│ĄĻĖēļ¤ēņØ┤ ļ¦ÄņØäņłśļĪØ ņĀüņĖĄ ļåÆņØ┤Ļ░Ć ņ”ØĻ░ĆĒĢśļŖö Ļ▓ĮĒ¢źņØä ļ│╝ ņłś ņ׳ļŗż.
ļśÉĒĢ£ ļ╣ö ņé¼ņØ┤ņ”ł, ļČäļ¦ÉĻ│ĄĻĖēļ¤ē ļō▒ņØś ņĀüņĖĄ Ļ│ĄņĀĢ ļ│ĆņłśņŚÉ ļö░ļźĖ ĒؼņäØļźĀņØä Fig. 8 ĻĘĖļלĒöäļĪ£ ļéśĒāĆļé┤ņŚłļŗż.
ĒؼņäØļźĀņØĆ ĻĖłņåŹ ļČäļ¦ÉĻ│╝ ļ¬©ņ×¼ ņé¼ņØ┤ņØś Ēś╝ĒĢ® ļ╣äņ£©ļĪ£ņä£ ļŗżņØī ņŗØĻ│╝ Ļ░ÖņØ┤ ņĀĢņØśļÉ£ļŗż.
ņ£äņØś ņŗØņØä ĒåĄĒĢ┤, Ac : ĻĖ░ĒīÉ Ēæ£ļ®┤ ņāüļČĆ ņĀüņĖĄ ļ®┤ņĀü, hc : ļåÆņØ┤, Wc : ĒÅŁ, Amix : ĻĖ░ĒīÉ Ēæ£ļ®┤ ĒĢśļČĆ Ēś╝ĒĢ® ļ®┤ņĀü, hmix : ļåÆņØ┤ļź╝ ļéśĒāĆļé┤Ļ│Ā ņ׳ļŗż8).(Fig. 7)

ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ņĀüņĖĄ Ļ│ĄņĀĢ ļ│ĆņłśņŚÉ ļö░ļźĖ ļŗ©ļ®┤ ļČäņäØ ļŹ░ņØ┤Ēä░ļź╝ ņŗØ (1)ņŚÉ ļīĆņ×ģĒĢśņŚ¼ ļČäņäØņØä ņ¦äĒ¢ēĒĢśņśĆĻ│Ā Ēś╝ĒĢ®ļÉ£ ĒؼņäØļźĀņØä ĒåĄĒĢ┤ Ļ▓ĮĒ¢źņØä ĒīīņĢģĒĢśņśĆļŗż9).
ņØ╝ļ░śņĀüņ£╝ļĪ£ ĒؼņäØļźĀņØ┤ ļ¦żņÜ░ ļé«ņ£╝ļ®┤ ņĀüņĖĄ ņåīņ×¼ņÖĆ ļ¬©ņ×¼Ļ░äņØś Ļ│äļ®┤ Ļ▓░ĒĢ®ņØ┤ ņĢĮĒĢśĻ│Ā ņĀüņĖĄļ¼╝ņŚÉ ļīĆĒĢ£ ĒÆłņ¦łņØ┤ ņĀĆĒĢśļÉ£ļŗż. ļśÉĒĢ£ ĒؼņäØļźĀņØ┤ ņ¦Ćļéśņ╣śĻ▓ī ļåÆņØä Ļ▓ĮņÜ░ņŚÉļŖö ļČäļ¦ÉĻ│ĄĻĖēļ¤ēņŚÉ ļ╣äĒĢ┤ ņĀüņĖĄņ£©ņØ┤ Ļ░ÉņåīĒĢśļŖö ļ¼ĖņĀ£Ļ░Ć ņ׳ļŗż. ņØ┤ļĪ£ ņØĖĒĢ┤ ņĀüņĀłĒĢ£ ĒؼņäØļźĀņØ┤ ĒĢäņÜöĒĢśļŗż10). DED ņĀüņĖĄ ļ░®ņŗØņŚÉņä£ļŖö ļĀłņØ┤ņĀĆļĪ£ ņØĖĒĢ┤ ļ¬©ņ×¼ņÖĆ ļČäļ¦ÉņØ┤ ļģ╣ļŖö ņśüņŚŁņŚÉņä£ļŖö ņĀüņĖĄ ļČäļ¦ÉņØś ņł£ļÅäĻ░Ć ņżæņÜöĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ĒؼņäØļÉśļŖö ņśüņŚŁņØś Ēü¼ĻĖ░Ļ░Ć ļ╣äĻĄÉņĀü ņ×æņØĆ Ļ▓āņØ┤ ņ£Āļ”¼ĒĢśļŗż11). ļ│Ė ņŗżĒŚśņŚÉņä£ ņØ┤ņåĪņåŹļÅäĻ░Ć ņ”ØĻ░ĆĒĢśļ®┤ņä£ ļ¬©ņ×¼ņÖĆ ļČäļ¦ÉņØ┤ ĒؼņäØļÉśļŖö ļČĆļČäņØś ņśüņŚŁņØ┤ Ēü¼Ļ▓ī ļéśĒāĆļéśļŖö Ļ▓āņØä ņĢī ņłś ņ׳Ļ│Ā, ļŗ©ļ®┤ ļČäņäØņØä ĒåĄĒĢ┤ ĒؼņäØļźĀņØ┤ Ļ░Ćņן ļé«ņØĆ ņĪ░Ļ▒┤ņØä ņ░ŠņØä ņłś ņ׳ļŗż.
ļ╣ö ņé¼ņØ┤ņ”ł 1 mm, ļČäļ¦ÉĻ│ĄĻĖēļ¤ē 3 g/min Ļ│ĄņĀĢ ļ│ĆņłśņØś Ļ▓ĮņÜ░ ļÅÖņØ╝ĒĢ£ ņČ£ļĀźņŚÉņä£ ņØ┤ņåĪ ņåŹļÅäĻ░Ć ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ĒؼņäØļźĀņØ┤ ļåÆņØĆ Ļ▓āņØä ņĢī ņłś ņ׳ļŗż. ļÅÖņØ╝ĒĢ£ ņØ┤ņåĪ ņåŹļÅäņŚÉņä£ ļĀłņØ┤ņĀĆ ņČ£ļĀźņØ┤ ļåÆņĢäņ¦łņłśļĪØ ĒؼņäØļźĀņØ┤ ļåÆņĢäņ¦ĆļŖö Ļ▓ĮĒ¢źņØä ĒÖĢņØĖĒĢśņśĆļŗż. ņØ┤ļŖö ļČäļ¦ÉĻ│ĄĻĖēļ¤ē 6 g/minņŚÉņä£ļÅä Ļ░ÖņØĆ Ļ▓ĮĒ¢źņØ┤ ļéśĒāĆļéśĻ│Ā ņ׳ļŗż.
ļ╣ö ņé¼ņØ┤ņ”ł 1.5 mm Ļ│ĄņĀĢ ļ│ĆņłśņØś Ļ▓ĮņÜ░ņŚÉļÅä ļÅÖņØ╝ĒĢ£ ņČ£ļĀźņŚÉņä£ ņØ┤ņåĪ ņåŹļÅäĻ░Ć ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ĒؼņäØļźĀņØ┤ ņ”ØĻ░ĆĒĢśļŖö Ļ▓āņØä ņĢī ņłś ņ׳ļŗż. Ļ▓░Ļ│╝ņĀüņ£╝ļĪ£ ļ╣ö ņé¼ņØ┤ņ”ł 1 mm, ļČäļ¦ÉĻ│ĄĻĖēļ¤ē 6 g/min, ļĀłņØ┤ņĀĆ ņČ£ļĀź 500 W, ņØ┤ņåĪņåŹļÅä 500 mm/min Ļ│ĄņĀĢņĪ░Ļ▒┤ņŚÉņä£ ļČäļ¦É ņĀüņĖĄ ļåÆņØ┤ņÖĆ ĒؼņäØļźĀņØś ļ╣äņ£©ņØ┤ Ļ░Ćņן ņóŗņØĆ ņĪ░Ļ▒┤ņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
4. Ļ▓░ ļĪĀ
DED ņĀüņĖĄ Ļ│ĄņĀĢļ│Ćņłś(ļ╣ö ņé¼ņØ┤ņ”ł, ļČäļ¦ÉĻ│ĄĻĖēļ¤ē, ņØ┤ņåĪņåŹļÅä, ļĀłņØ┤ņĀĆ ņČ£ļĀź)ņŚÉ ļö░ļźĖ ĻĖłņåŹļČäļ¦É(STS630) ņĀüņĖĄ ņŗżĒŚśņØś Ļ▓░Ļ│╝ļŖö ļŗżņØīĻ│╝ Ļ░Öļŗż.
1) ļ│Ė ņŗżĒŚśņŚÉņä£ ņäżņĀĢĒĢ£ Ļ│ĄņĀĢ ļ│Ćņłśļź╝ ĒåĄĒĢ┤ ļŗżņ¢æĒĢ£ ļŗ©ļ®┤ ĒŖ╣ņä▒ņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņŚłļŗż.
2) Ļ│ĄņĀĢļ│ĆņłśņŚÉņä£ ļČäļ¦ÉĻ│ĄĻĖēļ¤ēņØ┤ ņ”ØĻ░ĆĒĢśļŖö Ļ▓ĮņÜ░ ņĀüņĖĄ ļåÆņØ┤Ļ░Ć ņ”ØĻ░ĆĒĢśļŖö Ļ▓ĮĒ¢źņØ┤ ĒÖĢņØĖļÉśņŚłĻ│Ā, ņØ┤ņåĪņåŹļÅäĻ░Ć ņ”ØĻ░ĆĒĢĀņłśļĪØ ņĀüņĖĄ ļåÆņØ┤ļŖö ļé«ņĢäņ¦ĆļŖö Ļ▓ĮĒ¢źņØä ĒÖĢņØĖĒĢśņśĆļŗż.
3) DED Ļ│ĄņĀĢņŚÉņä£ļŖö ņĀüņĖĄ ļČäļ¦ÉņØś ņł£ļÅäĻ░Ć ņżæņÜöĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ļ¬©ņ×¼ņÖĆņØś ļČäļ”¼Ļ░Ć ļÉśņ¦Ć ņĢŖņØä ņĀĢļÅäņØś ļé«ņØĆ ĒؼņäØļźĀņØ┤ ņ£Āļ”¼ĒĢśļŗż.
4) ļĀłņØ┤ņĀĆ Ļ│ĄņĀĢ ļ│ĆņłśņŚÉ ļö░ļØ╝ ņĀüņĖĄ ļåÆņØ┤ ļ░Å ĒؼņäØļźĀ ņ░©ņØ┤ļź╝ ļ│┤ņśĆņ£╝ļ®░, ĒؼņäØļźĀĻ│╝ ņĀüņĖĄ ļåÆņØ┤ļź╝ Ļ│ĀļĀżĒĢ£ļŗżļ®┤ ļ╣ö ņé¼ņØ┤ņ”ł 1 mm, ļČäļ¦ÉĻ│ĄĻĖēļ¤ē 6 g/min, ņØ┤ņåĪņåŹļÅä 500 mm/min, ļĀłņØ┤ņĀĆ ņČ£ļĀź 500 WĻ░Ć ņĄ£ņĀüņØś ņĪ░Ļ▒┤ņØ┤ļØ╝ ĒīÉļŗ©ļÉ£ļŗż.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



