3.1 Bead and Weld shapes
Fig. 3 shows the bead shapes after AA1050-1180MPa butt GMAW process for each travel speed(5, 7, 8, 8.5, 9 mm/s) using pure copper filler metal.
Fig.┬Ā3
Bead shapes for whole travel speed specimen; (a) 5mm/s, (b) 7mm/s, (c) 8mm/s, (d) 8.5mm/s, (e) 9mm/s
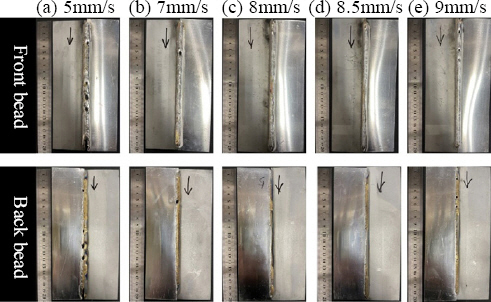
Equation (1) shows the welding heat input(Q). V is the welding voltage, I is the welding current, and k is the welding efficiency. It can be seen that the amount of heat input decreases as the travel speed value increases
9). Accordingly, (a) the 5mm/s specimen has more heat input than over 7mm/s specimen when remaining welding conditions are the same. Therefore, it can be confirmed that the (a) 5mm/s specimen has a wider bead width and lots of melted pure copper filler metal on the back bead as the base metal and filler metal melted more than relatively (b) 7mm/s or more specimens. And also there were many relatively large pores compared to the specimens of (b)7mm/s or more, and the width of the bead was wide at the beginning of welding, thinned in the middle, and then widened again at the end, showing an inconsistent appearance. The size of pores did not decrease or even occur from specimens of 7mm/s or more, the bead width was formed uniformly and stabilized, and the pure copper filler metal was sufficiently welded to the back bead in a certain amount.
Fig. 4 shows the weld shapes after AA1050-1180MPa butt GMAW process for each travel speed(5, 7, 8, 8.5, 9 mm/s) using pure copper filler metal. The weld shape was the same in all specimens, the high-strength steel base metal hardly melted, and the aluminum base metal and pure copper filler metal were melted to form a weld zone. The yellow dotted line indicates the molten aluminum base metal, and the blue dotted line indicates the molten high-strength steel base metal. Among the parts indicated by the white solid line, the left part is the Cu-based melting zone(Weld Zone I) where Cu melted from pure copper filler metal is the main component, and the right part is the Al melted from the aluminum base metal as the main ingredient. It is an Al-based melt zone(Weld Zone II). Since the amount of heat input decreases as the travel speed increases, the height of the bead is the highest in the (a) 5mm/s specimen, and the (b)~(d) specimens are similar. It can be seen that the amount of molten Cu under the high- strength steel base metal is larger than that of the (b) 7mm/s specimen to the (a) 5mm/s specimen.
Fig.┬Ā4
Weld shapes for whole travel speed specimen; (a) 5mm/s, (b) 7mm/s, (c) 8mm/s, (d) 8.5mm/s, (e) 9mm/s

Equation (2) shows crystal growth rate(R) and correlation between the travel speed(S) and the vector angle value of the travel speed and the crystal growth rate(COS╬Ė). ╬Ė is angle between solidification growth direction and welding direction. The ╬Ė value on the top side of joint is always smaller than bottom side and COS╬Ė value on the top side of joint is bigger than bottom side, resulting in a high crystal growth rate R value on the top side of joint
10,11). And also, Therefore, it can be considered that the crystal growth rate of the molten portion increases as the travel speed increases, and in particular, in overlap welding, it can be inferred that the crystal growth rate increases as it goes to the upper and end of the molten portion in contact with the arc heat. Therefore, the faster travel speed, the faster the crystal growth rate. At this time, it is judged that the upper part of the bead which is close to the fusion line solidifies quickly.
In addition, it can be seen that the specimens of 7mm/s or less had many pores in the upper-middle part of the Weld Zone II, and the specimens of 8mm/s or less had many pores in the lower part of the weld zone. It is thought that the interface shape of Weld Zone I & ii was created in the form of a curve rather than a straight line due to the difference in melting point and specific gravity. However, it was predicted that the melting amount would decrease due to the decrease in the heat input according to the increase in the travel speed, but it was confirmed that the melting amount of the high-strength steel base metal did not match the predicted one. This is considered to be an experimental error caused by the instability of the position where the arc was received as the welding part moved by welding with loose fasten jog between the two base metals, even though the base metals was completely fastened before starting welding.
3.2 Microstructure of weld zone
Fig. 5 shows the microstructure of small amount of molten Fe part on 1180MPa high-strength steel base metal side at each travel speed.
Fig.┬Ā5
Microstructure of melted high-strength steel base metal area for whole travel speed specimen; (a) 5mm/s, (b) 7mm/s, (c) 8mm/s, (d) 8.5mm/s, (e) 9mm/s

In the microstructure (a) 5mm/s specimen to (e) 9mm/s, the lower left part is the high-strength steel base material, and the right middle-upper part is the microstructure of the high-strength steel base metal melted in small amounts. It can be seen that primary ferrite(╬▒-Fe) is precipitated in the shape of a black dot in the Cu matrix. As the travel speed increases, it is considered that the cooling rate value increases, and the temperature gradient at the top of the molten part in contact with the arc is relatively low
10,11). Therefore, it can be confirmed that a supercooled dendrite ╬▒-Fe structure is formed. Although the amount of heat input would be decreased as the travel speed increased, the amount of molten Fe from steel base metal did not follow the trend of decreasing. This is considered to be experimental error in the welding process such as loose combination of base metals from loose jog.
There can be seen that a black band is formed between the Cu matrix and the high-strength steel base metal, which is considered to be an interdiffusion layer formed by the reaction of liquid Cu with solid Fe. In addition, except for ╬▒-Fe precipitated in the Cu matrix, a dark gray phase was formed. As a result of examining the components of the specimen (b) phase through EDS, Al:21.48, Fe:12.37, Cu:66.15(at. %). When looking at the Cu-Al-Fe equilibrium diagram, it can be confirmed that two phase parts and three phase parts exist in a part with a high Cu content in low Al and Fe content
12). The components of the dark gray phases are Al:30.39, Fe:5.33, Cu:64.28(at. %)
13). Therefore, it is judged that the microstructure of the part where the high-strength steel base metal is melted in a small amount is precipitation of primary ferrite(╬▒-Fe) and Al-Cu intermetallic compound(Al
4Cu
9), which is a dark gray phase in the Cu matrix
14).
Fig. 6 shows the microstructure of the Cu-based weld zone(Weld Zone I) as increasing the travel speed. The large amount of Cu is melted from pure copper filler metal. In Weld Zone I, it can be confirmed that ╬▒-Fe was precipitated in the shape of a black dot in the Cu matrix like the molten part of the high-strength steel base metal in
Fig. 5 It can be confirmed that a supercooled dendrite ╬▒-Fe structure is formed because as travel speed increases, the temperature gradient is low at upper weld zone which is contacted to arc. Also, due to experimental errors, it can be seen that although the amount of heat input decreased as the travel speed increased, the amount of molten Fe from high-strength steel did not follow the tendency to decrease. As a result of examining the dark gray phase in Weld Zone I through EDS, in (b) 7mm/s specimen was Al:20.34, Fe:6.60, Cu:73.06(at. %). Compared to the high-strength steel base metal melting part(
Fig. 5), since the pure copper filler metal is close to the melting point, the diffusion rate of the element is different, so the Fe content decreases and the Cu content increases. Therefore, it can be seen that primary ferrite(╬▒-Fe) and Al-Cu intermetallic compound(Al
4Cu
9), which is a dark gray phase, were precipitated on the Cu matrix.
Fig.┬Ā6
Microstructure of Weld Zone I for whole travel speed specimen; (a) 5mm/s, (b) 7mm/s, (c) 8mm/s, (d) 8.5mm/s, (e) 9mm/s
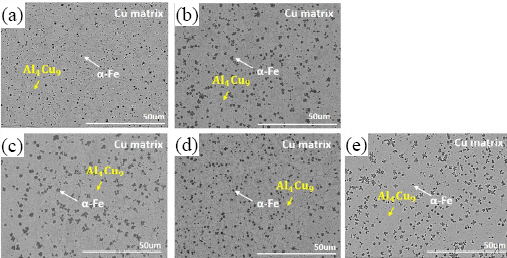
Fig. 7 shows the representative microstructure of the Al-based weld zone(Weld Zone II). In Weld Zone II, different organizations appeared in three main areas. The upper part is a region in which primary aluminum(╬▒-Al) is precipitated in the Al-Cu eutectic matrix generated by the reaction of molten Al from the aluminum base metal and molten Cu from the pure copper filler metal(╬▒-Al Zone). From the middle part, the bottom side of weld zone has large temperature gradient than the top side and the crystal growth rate is slow, so the content of Cu is relatively increased at bottom side of weld zone. Accordingly, the middle part formed an Al-Cu eutectic zone(Eutectic Zone) in which primary Al
2Cu, which is an Al-Cu eutectic matrix, was cellularly precipitated on the Al-Cu eutectic matrix. In the lower part, because the Cu content is fturther increased, the temperature gradient is high, and the crystal growth rate is slow, the matrix phase Al
2Cu is formed in a planar form, and the hypereutectic structure AlCu is partially precipitated and form an Al-Cu hyepreutectic zone(Hypereutectic Zone). In Weld Zone II, as the travel speed increases, the ╬Ė value in Equation (2) becomes smaller and the COS╬Ė value increases and the crystal growth rate is increased as a result. The Al atoms located at the top side relatively close to the fusion line expand the area where the Al atoms solidify due to the influence of the low temperature gradient and fast crystal growth rate. Therefore,
Fig. 8 shows the tendency where the ╬▒-Al zone becomes wider and on the contrary, the Eutectic Zone and Hypereutectic Zone becomes narrow although the experimental error of loose fasten with jog as mentioned in 3.2. This is considered that the effect of direct arc on joint makes neutralize the experimental error which is loose fasten of jog on base metals.
Fig.┬Ā7
Representative microstructure of weld zone II
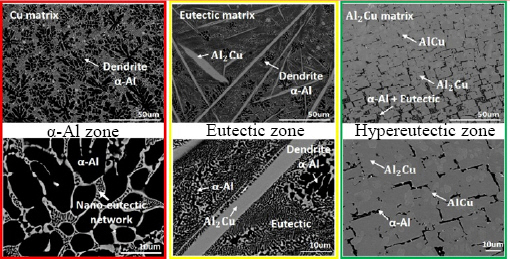
Fig.┬Ā8
Microstructure of Weld Zone II for whole travel speed specimen; (a) 5mm/s, (b) 7mm/s, (c) 8mm/s, (d) 8.5mm/s, (e) 9mm/s

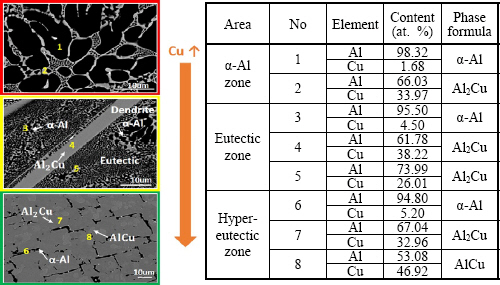
Fig. 9 summarizes the phases verified by performing EDS component inspection on ╬▒-Al, Al-Cu eutectic structure, and Al-Cu hypereutectic structure in Weld Zone II. It can be seen that the Cu content increases toward the lower end.
Fig.┬Ā9
Chemical compositions of phases in weld zone II
3.3 Mechanical properties
Fig. 10 shows Vickers hardness test results of AA1050 aluminum and 1180MPa high-strength steel dissimilar butt GMAW joints by increasing travel speed using pure copper filler metal. The x-axis of the Vickers hardness test result graph represents the distance from the Weld Zone I and Weld Zone II interfaces, and the y-axis represents the fine Vickers hardness value.
Fig.┬Ā10
Schematic diagram of horizontal direction for the hardness measurement for whole travel speed specimen; (a) 5mm/s, (b) 7mm/s, (c) 8mm/s, (d) 8.5mm/s, (e) 9mm/s
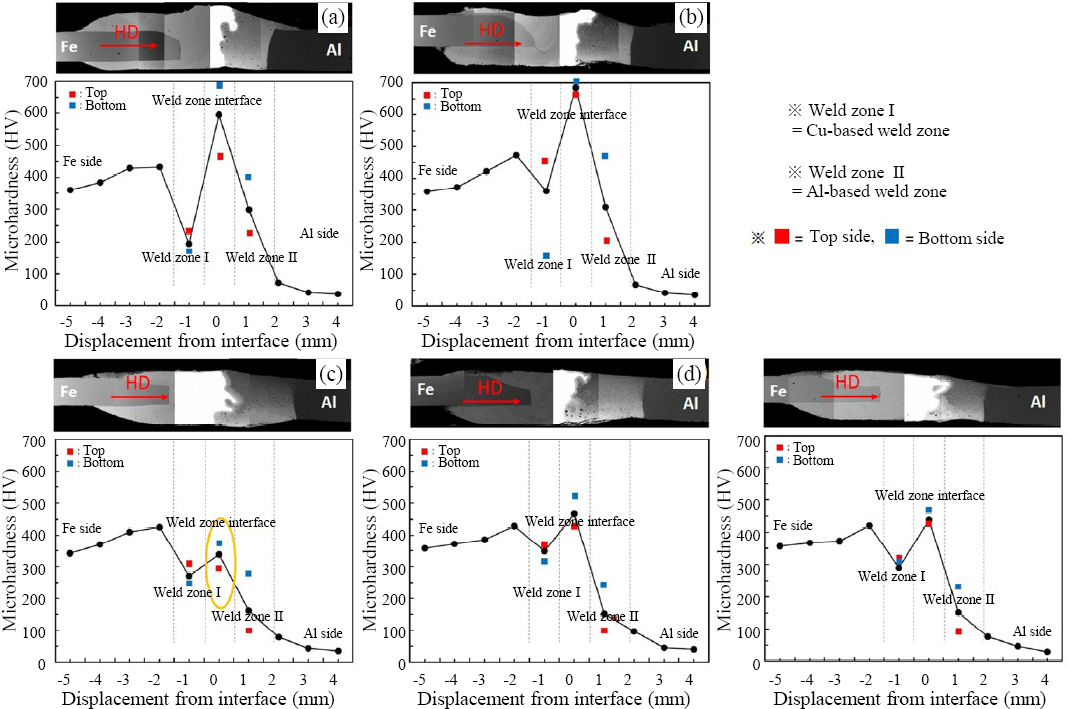
The Vickers hardness was measured by diving the specimen from the high-strength steel base metal to AA1050 aluminum base metal into the top, middle, bottom parts in the horizontal direction of the specimen. In the
Fig. 10, if the difference in hardness between the top, middle, bottom part was within 5HV, the average value was calculated and indicated by a black solid line. If the hardness difference was greater than 10HV, the top part was indicated by a red dot and the bottom part by a blue dot. It can be seen that the hardness value is very high at the interface of Weld Zone I and ii up to the specimen of 7mm/s or less, and the hardness value is significantly lowered in the corresponding part from the specimen of 8mm/s or more. This is due to the increase in the crystal growth rate according to the increase in travel speed. It is judged that this is a phenomenon that occurs as the ╬▒-Al Zone content increases, and the precipitation of brittle Al-Cu eutectic and hypereutectic structure decreases.
Fig. 12 shows the tensile test results of AA1050 aluminum and 1180MPa high-strength steel dissimilar butt GMAW joints by increasing travel speed using pure copper filler metal. It can be seen that the 5mm/s and 7mm/s specimens did not undergo plastic deformation, but immediately brittle fracture. On the other hand, in the 8, 8.5, 9mm/s specimens, plastic deformation occurred as a neck was created, and the each UTS and elongation were 86MPa/15.3%, 86MPa/13.2%, 75MPa/ 14.1%, which was similar to the mechanical properties of aluminum base metal(60-100MPa/15-28%
15,16)). As shown in
Fig. 11, 5mm/s and 7mm/s specimens are fractured between the Weld Zone II and the aluminum base metal. In the hardness data of 5mm/s and 7mm/s specimens, the hardness values at the Weld Zone I & ii interfaces were very high(600-700HV), so it was expected that fracture would occur at this interface. However, the fracture occurred between Weld Zone II and AA1050 aluminum base metal. This is considered to be due to the formation of high hardness value Al-Cu eutectic structure Al
2Cu and hypereutectic structure AlCu(Al
2Cu:324HV, AlCu:628HV
15,16)). Based on the above-mentioned contents, due to the relationship between crystal growth rate and travel speed, the ╬▒-Al Zone range expands to the middle-bottom part of the weld zone, and at the same time, the Eutectic and Hypereutectic Zones narrow, and content of ductile Al atoms increases from 8mm/s or more specimen. Therefore, due to these phenomenon, it is judged that the 8, 8.5, 9mm/s specimens were fractured at the aluminum base metal and able to be avoid fracture at eutectic and hypereutectic area which have high hardness values.
Fig.┬Ā11
Tensile test specimen for whole travel speed specimen; from the top 5-9mm/s

Fig.┬Ā12
(a) Travel speed-UTS (b) Travel speed-Elongation





 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



