


1. ņä£ ļĪĀ
ļ│┤ļ╣ł Ēł┤ņØä ņØ┤ņÜ®ĒĢ£ ļ¦łņ░░ĻĄÉļ░śņÜ®ņĀæ(Bobbin tool friction stir welding, BT-FSW)ņØĆ ĻĖ░ņĪ┤ņØś ļ¦łņ░░ĻĄÉļ░śņÜ®ņĀæ(Con- ventional friction stir welding, C-FSW)ņØś ļ│ĆĒśĢĻ│Ą ņĀĢņ£╝ļĪ£, ĻĖ░ņĪ┤ņØś ļ¦łņ░░ĻĄÉļ░śņÜ®ņĀæņØś Ēł┤ņŚÉ ĒĢśļŗ© ņłäļŹöļź╝ ņČöĻ░Ć ĒĢ£ Ēł┤ņØä ņé¼ņÜ®ĒĢ£ļŗż. BT-FSWļź╝ ņĀüņÜ®ĒĢśļŖö Ļ▓ĮņÜ░ Ēł┤ņØś ņéĮ ņ×ģ ļ░Å ĒÜīņĀäņŚÉ ņØśĒĢ┤ ļ░£ņāØĒĢśļŖö ZņČĢ ĒĢśņżæņØä ņĀĆĻ░ÉĒĢĀ ņłś ņ׳ ņ£╝ļ®░, ļ░▒Ēé╣ ĒöīļĀłņØ┤ĒŖĖĻ░Ć ĒĢäņÜöņŚåĻ│Ā ņÜ®ņĀæļČĆņØś ņ£äņ╣śņŚÉ ļŖźļÅÖ ņĀüņ£╝ļĪ£ ļīĆņØæĒĢĀ ņłś ņ׳ļŗż1). ļśÉĒĢ£ C-FSWņŚÉ ļ╣äĒĢśņŚ¼ ņĀæĒĢ® ļČĆņØś Ļ│ĀļźĖ ņś©ļÅäļČäĒżĻ░Ć ĒśĢņä▒ļÉśĻ│Ā ņÜ®ņĀæļČĆņØś ļæÉĻ╗śļ░®Ē¢źņ£╝ļĪ£ Ļ▓░ņĀĢļ”Į Ēü¼ĻĖ░Ļ░Ć Ļ│Āļź┤Ļ▓ī ļČäĒżĒĢ£ļŗżĻ│Ā ņĢīļĀżņĀĖ ņ׳ļŗż2). ļŗżļ¦ī, BT-FSWļŖö ņŗ£ņ×æļČĆņÖĆ ņóģĻ▓░ļČĆņØś ņŚ┤ļ”░ Ļ▓ĮĻ│äņŚÉņä£ļ¦ī ņé¼ņÜ® ņØ┤ Ļ░ĆļŖźĒĢśļ®░, ĒĢśļČĆ ņłäļŹöņØś ņäżĻ│äĻ░Ć ņÜöĻĄ¼ļÉśņ¢┤ņ¦äļŗż.
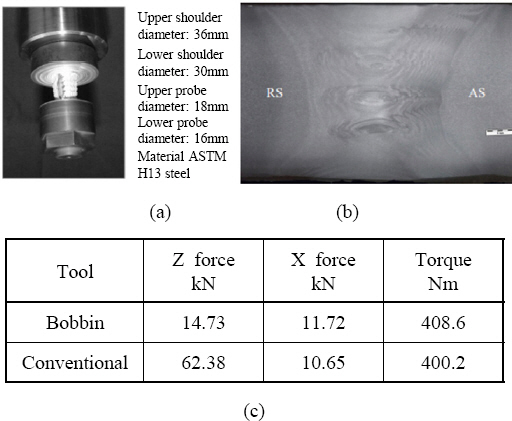
Fig. 1ņØĆ ņŗżņĀ£ļĪ£ BT-FSWĻ│ĄņĀĢņØä ņØ┤ņÜ®ĒĢśņŚ¼ 25 mm ļæÉĻ╗śņØś AA6082-T6ĒĢ®ĻĖłņØä ņÜ®ņĀæĒĢ£ ņé¼ļĪĆļź╝ ļéśĒāĆļéĖļŗż1). Fig. 1(c)ļŖö XņČĢ, YņČĢ, ZņČĢņŚÉņä£ ņĖĪņĀĢļÉ£ ņĄ£ļīĆ ĒĢśņżæņØä ļéśĒāĆļé┤ņŚłņ£╝ļ®░, C-FSWņŚÉ ļ╣äĒĢ┤ BT-FSWļź╝ ņĀüņÜ®ĒĢ£ Ļ▓Į ņÜ░ ZņČĢ ĒĢśņżæņØ┤ Ēü¼Ļ▓ī Ļ░ÉņåīĒĢ£ Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż. C- FSWņØś Ļ▓ĮņÜ░ Ēł┤Ļ│╝ ņåīņ×¼ņé¼ņØ┤ņØś ļ░śļ░£ļĀźņ£╝ļĪ£ ņØĖĒĢ┤ ļåÆņØĆ ZņČĢ ĒĢśņżæņØ┤ ņÜöĻĄ¼ļÉśņ¦Ćļ¦ī, BT-FSWņØś Ļ▓ĮņÜ░ļŖö ĻĄ¼ņĪ░ņĀüņØĖ ĒŖ╣ņ¦Ģņ£╝ļĪ£ ņØĖĒĢ┤ ņÜ®ņĀæļ░®Ē¢źņ£╝ļĪ£ ņØ┤ļÅÖĒĢśĻĖ░ ņ£äĒĢ£ ĒĢśņżæļ¦īņØ┤ ņÜöĻĄ¼ļÉ£ļŗż. Ļ│ĄņĀĢņØś ĒŖ╣ņ¦Ģņāü ņåīņ×¼ņŚÉ ņÖäņĀäĒĢ£ ņ╣©Ēł¼Ļ░Ć ņĀäņĀ£ļÉś ļ»ĆļĪ£, Ļ▓░Ļ│╝ņĀüņ£╝ļĪ£ BT-FSWļź╝ ņé¼ņÜ®ĒĢ£ Ļ▓ĮņÜ░ ņĀüņØĆ ļČĆĒĢś ļĪ£ļÅä ņĢłņĀĢņĀüņØĖ ņÜ®ņĀæļČĆļź╝ ĒÖĢļ│┤ĒĢĀ ņłś ņ׳ņØīņØä ņĢī ņłś ņ׳ļŗż.
Fig.┬Ā1
Images of (a) bobbin tool, (b) macro-section of the welds, and (c) obtained force and torque de- pending on tool type1)
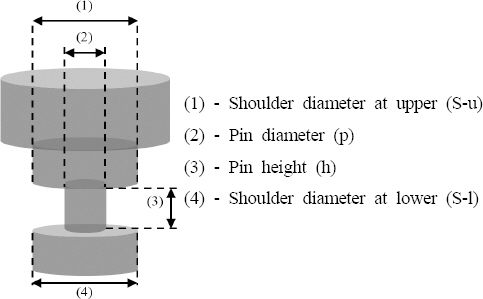
ļ│┤ļ╣ł Ēł┤ņØä ĒÖ£ņÜ®ĒĢśļ®┤ ņåīņ×¼ņØś ļæÉĻ╗ś ļ░Å ļåÆņØ┤ņØś ļ│ĆĒÖöņŚÉ ļŖźļÅÖņĀü ļīĆņØæņØ┤ Ļ░ĆļŖźĒĢśļŗż. Self-support FSW, Self- aligning and adjusting FSW, Pinless bobbin tool FSW, Semi-stationary shoulder FSW(SS-FSW), Dual-rotation BT-FSWĻ│╝ Ļ░ÖņØĆ3-6) ļŗżņ¢æĒĢ£ ņóģļźśņØś BT- FSW Ēł┤ņØś ĒśĢņāüņØ┤ Fig. 2ņÖĆ Ļ░ÖņØ┤ ņĀ£ņĢłļÉśĻ│Ā ņ׳ļŗż. The Welding Institute(Ķŗ▒, TWI)ļŖö Pinless BT-FSWņØś ĒŖ╣ĒŚłļź╝ ļō▒ļĪØĒĢśņśĆņ£╝ļ®░ (Fig. 2(b))7), ņØ┤ ļööņ×ÉņØĖ Ēł┤ņØä ĒÖ£ ņÜ®ĒĢśņŚ¼ 3mm ļæÉĻ╗śņØś AA6082-T6 ĒĢ®ĻĖłņØä ņä▒Ļ│ĄņĀüņ£╝ļĪ£ ņĀæĒĢ®ĒĢśĻ│Ā ņĀüņØĆ ņ×öņŚ¼ļ¼╝Ļ│╝ ļæÉĻ╗śļ│ĆĒÖöņØś ļīĆņØæņä▒ņØś ņןņĀÉņØä ņ”Øļ¬ģĒĢśņśĆļŗż. BT-FSWļŖö ņāüļŗ©Ļ│╝ ĒĢśļŗ©, ļæÉĻ░£ņØś ņłäļŹöĻ░Ć ņĪ┤ņ×¼ĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ, ņłäļŹöņØś ņøĆņ¦üņ×äņØä Ļ░üĻ░ü ņĀ£ņ¢┤ĒĢśļŖö ņŗ£ļÅä ļÅä ņŚ░ĻĄ¼ļÉ£ ļ░ö ņ׳ļŗż3).

GoebelņØś ņŚ░ĻĄ¼ņ¦ä3)ņØĆ Semi-stationary shoulder BT-FSW Ļ│ĄņĀĢņØä ņĀ£ņŗ£ĒĢśņśĆļŗż (Fig. 2(a)). ņāüļŗ©ņØś ņłä ļŹöĻ░Ć ĒÜīņĀäĒĢśņ¦Ć ņĢŖļŖö ņĪ░Ļ▒┤Ļ│╝ ĻĖ░ņĪ┤ņØś BT-FSW Ļ│ĄņĀĢņØä ļ╣äĻĄÉĒĢśņśĆņØä ļĢī, ņāüļŗ©ņØś ņłäļŹöĻ░Ć ļÅīņ¦Ć ņĢŖļŖö Semi-sta- tionary Shoulder BT-FSWņŚÉņä£ ĒśäņĀĆĒĢśĻ▓ī ņĀüņØĆ ļ▓äņÖĆ Ļ▓░ĒĢ©ņØä Ļ░Ćņ¦ä ņĀæĒĢ®ņØ┤ ĒśĢņä▒ļÉ©ņØä ĒÖĢņØĖĒĢśņśĆļŗż. WangņØś ņŚ░ ĻĄ¼ņ¦ä6)ņØĆ ļŹöņÜ▒ ļéśņĢäĻ░Ć ņāüļŗ©Ļ│╝ ĒĢśļŗ©ņØś ĒÜīņĀäņØä ļ░śļīĆļĪ£ ņäż ņĀĢĒĢśļŖö Dual rotational BT-FSW Ļ│ĄņĀĢņØä ņØ┤ņÜ®ĒĢśņŚ¼ AA2198-T851 ņĀæĒĢ®ņØä ņŗ£ļÅäĒĢśņśĆļŗż. Fig. 2(b)ņŚÉņä£ ļ│┤ ņØ┤ļŖö Dual rotational BT-FSWļŖö ņāüļŗ© ņłäļŹöņÖĆ ĒĢśļŗ© ņłäļŹöņØś ĒÜīņĀäļ░®Ē¢źņØś ņ░©ņØ┤ļĪ£ ļČłĻĘĀĒśĢĒĢ£ ņ£ĀļÅÖņØä ņāØņä▒ĒĢśņŚ¼ ĒÜ© Ļ│╝ņĀüņØĖ ņ×¼ļŻīņØś ĒØÉļ”äņØä ņĢ╝ĻĖ░ĒĢ©ņ£╝ļĪ£ņŹ© ĻĖ░ņĪ┤ņØś BT-FSWņŚÉ ļ╣äĒĢ┤ ĒÜ©Ļ│╝ņĀüņ£╝ļĪ£ ļ│┤ņØ┤ļō£ Ļ▓░ĒĢ©ņØä ņżäņØ┤ļŖö Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż.
ĻĄŁņÖĖņŚÉņä£ļŖö Ļ▓Įļ¤ēņåīņ×¼ņØĖ ņĢīļŻ©ļ»ĖļŖä, ļ¦łĻĘĖļäżņŖśņŚÉņä£ ņ▓ĀĻ░Ģ ņåīņ×¼Ļ╣īņ¦Ć BT-FSWņØś ņĀüņÜ® ņŚ░ĻĄ¼Ļ░Ć ĒÖĢļīĆļÉśĻ│Ā ņ׳ņ£╝ļéś, ĻĄŁļé┤ņŚÉļŖö Ļ┤ĆļĀ© ņŚ░ĻĄ¼Ļ░Ć ņĀäļ¼┤ĒĢ£ ņāüĒā£ņØ┤ļŗż. ļ│Ė ļ”¼ļĘ░ņŚÉņä£ļŖö BT-FSWĻ│ĄņĀĢ ņäżĻ│äņØś ņ▓½ ļŗ©Ļ│äņØĖ Ēł┤ņØś ņäżĻ│äņŚÉ ļīĆĒĢ£ Ļ░Ć ņØ┤ļō£ļØ╝ņØĖņØä ņĀ£ņŗ£ĒĢśĻ│Āņ×É ĒĢśņśĆļŗż. Ļ│ĄņĀĢ ņżæ ļ░£ņāØļÉśļŖö ļ¦łņ░░ ņŚ┤ ļ░Å ņåīņä▒ņ£ĀļÅÖņØĆ Ēł┤-ļČĆņ×¼ņÖĆņØś ņĀæņ┤ē ļ░Å ļ¦łņ░░Ļ│╝ ņ¦üņĀæņĀü Ļ┤ĆĻ│äļź╝ Ļ░Ćņ¦ĆĻĖ░ ļĢīļ¼ĖņŚÉ Ēł┤ņØś ņäżĻ│äļŖö ļ¦żņÜ░ ņżæņÜöĒĢśļŗż. Ēł┤ ņØĆ Ēü¼Ļ▓ī ĒĢĆĻ│╝ ņłäļŹöļĪ£ ĻĄ¼ņä▒ļÉśņ¢┤ ņ׳ņ£╝ļ®░, ĒĢĆĻ│╝ ņłäļŹöņŚÉ ļīĆĒĢ£ ņ¦üĻ▓Į, ĒśĢņāüĒŖ╣ņ¦ĢņÜöņåīņŚÉ ļīĆĒĢ£ ņäżĻ│äļź╝ ĒĢäņÜöļĪ£ ĒĢ£ļŗż. BT- FSWņŚÉņä£ļŖö C-FSWĻ│ĄņĀĢĻ│╝ ļŗ¼ļ”¼ ĒĢśļŗ©ņØś ņłäļŹöĻ░Ć ņČöĻ░Ć ļÉ©ņŚÉ ļö░ļØ╝ ņāüļŗ©Ļ│╝ ĒĢśļŗ© ļæÉ ņłäļŹöņØś Ļ▒░ļ”¼ņŚÉ ļīĆĒĢ£ ļ│ĆņłśņØĖ ņłäļŹöĻ░Ł ļ│ĆņłśĻ░Ć ņČöĻ░ĆļÉ£ļŗż. ļ│Ė ļ”¼ļĘ░ņŚÉņä£ļŖö ĒĢĆĻ│╝ ņłäļŹöņØś ņ¦üĻ▓Į, ņłäļŹöĻ░Ł, ĒĢĆņØś ĒśĢņāüĒŖ╣ņ¦Ģ, ņłäļŹöņØś ĒśĢņāüĒŖ╣ņ¦ĢņØś ņł£ņä£ ļĪ£ Ļ░äļץĒ׳ BT-FSWĻ│ĄņĀĢņØś Ēł┤ ņäżĻ│äļź╝ ņÜöņĢĮĒĢśņŚ¼, ļ│┤ļ╣ł Ēł┤ ņäżĻ│äļź╝ Ļ│ĀļĀżņŗ£ ĒĢäņÜöĒĢ£ ņĀĢļ│┤ļź╝ ņĀ£Ļ│ĄĒĢśļŖö Ļ▓āņØä ļ¬®Ēæ£ļĪ£ ĒĢśņśĆļŗż.
2. ļ│┤ļ╣łĒł┤ņØś ņäżĻ│ä
Ēł┤ņØś ņäżĻ│äļŖö ļ¦łņ░░ņŚÉ ņØśĒĢ£ ņ×ģņŚ┤Ļ│╝ ņåīņ×¼ņØś ņåīņä▒ņ£ĀļÅÖņŚÉ ņśüĒ¢źņØä ņŻ╝ļ®░, ņĄ£ņóģņĀüņ£╝ļĪ£ļŖö ņÜ®ņĀæļČĆņØś ĒÆłņ¦łņØä Ļ▓░ņĀĢĒĢ£ļŗż. ĒĢĆņØĆ ņ×ģņŚ┤Ļ│╝ ņåīņä▒ņ£ĀļÅÖņŚÉ ņśüĒ¢źņØä ļ»Ėņ╣śļ®░, ņłäļŹöļŖö ņ×ģņŚ┤Ļ│╝ ļ▓ä(burr)ņØś ļ░£ņāØņŚÉ ņśüĒ¢źņØä ļ»Ėņ╣śļŖö Ļ▓āņØ┤ ņØ╝ļ░śņĀüņØ┤ļŗż8,9). ļ¦łņ░░ņŚÉ ņØśĒĢ£ ņ×ģņŚ┤Ļ│╝ ņåīņ×¼ņØś ņåīņä▒ņ£ĀļÅÖņØĆ ļ╣äļĪĆĻ┤ĆĻ│äņØ┤ļ®░, ņāüĒśĖņ£ĀļÅÖņĀüņØ┤ļŗż. ņĀüņØĆ ņ×ģņŚ┤ņØĆ ņČ®ļČäĒĢ£ ņåīņä▒ņ£ĀļÅÖņØä ņØ╝ņ£╝ Ēéżņ¦Ć ļ¬╗ĒĢśņŚ¼ Fig. 3ņŚÉņä£ ļ│┤ņØ┤ļŖö ņ╗żĒīģĻ▓░ĒĢ©ņØä ņØ╝ņ£╝Ēéżļ®░, Ļ│╝ĒĢ£ ņ×ģņŚ┤ņØĆ Ļ│╝ņ£ĀļÅÖņØä ņ£Āļ░£ĒĢśņŚ¼ ļ¦ÄņØĆ ļ▓äņÖĆ Ēä░ļäÉ, ļ│┤ņØ┤ ļō£Ļ▓░ĒĢ©ņØä ņĢ╝ĻĖ░ĒĢ£ļŗż. ļĢīļ¼ĖņŚÉ BT-FSW Ļ│ĄņĀĢņØä ņłśĒ¢ēĒĢ©ņŚÉ ņ׳ņ¢┤ ņ×ģņŚ┤Ļ│╝ ņ£ĀļÅÖĻ│╝ņØś Ļ┤ĆĻ│äļź╝ Ļ│ĀļĀżĒĢ£ Ēł┤ņØś ņäżĻ│ä ļ░Å Ļ│Ą ņĀĢ ņäżĻ│äĻ░Ć ņÜöĻĄ¼ļÉśņ¢┤ ņ¦äļŗż.
Fig.┬Ā3
Defects formed in BT-FSW, (a) open tunnel, (b) excessive burr at upper surface, (c) cutting effect, (d) void, (e) incomplete welding at lower sur- face10)

Table 1ņŚÉ ņ░ĖĻ│Āļ¼ĖĒŚīņŚÉņä£ ņé¼ņÜ®ļÉ£ ņåīņ×¼ņØś ļæÉĻ╗ś, ņāüĒĢś ņłäļŹöņØś ņ¦üĻ▓Į, ņāüĒĢś ņłäļŹöņé¼ņØ┤ Ļ░äĻĘ╣(ņłäļŹöĻ░Ł)ņØä ļéśĒāĆļé┤ņŚł ļŗż. Ēæ£ņŚÉ ļéśĒāĆļéĖ (S-u/t)ļŖö ņāüļČĆ ņłäļŹöņÖĆ ļČĆņ×¼ ļæÉĻ╗śņÖĆ ņØś ļ╣äņ£©, (S-l/t) ĒĢśļČĆ ņłäļŹöņÖĆ ļČĆņ×¼ ļæÉĻ╗śņÖĆņØś ļ╣äņ£©, (h/t)ļŖö ĒĢĆņØś ļåÆņØ┤ņÖĆ ļČĆņ×¼ ļæÉĻ╗śņÖĆņØś ļ╣äņ£©, ĻĘĖļ”¼Ļ│Ā (p/t) ļŖö ĒĢĆņØś ņ¦üĻ▓ĮĻ│╝ ļČĆņ×¼ ļæÉĻ╗śņÖĆņØś Ļ┤ĆĻ│äļź╝ ņØśļ»ĖĒĢ£ļŗż.
Table┬Ā1
Summarized design features of shoulder and pin
| Material | pin shape | thickness (t) | shoulder diameter -upper (S-u) | shoulder diameter -lower (S-l) | pin height (h) | Pin dia. (p) | S-u/t | S-l/t | h/t | p/t | Ref. |
|---|---|---|---|---|---|---|---|---|---|---|---|
| mm | mm | mm | mm | mm | mm/mm | mm/mm | mm/mm | mm/mm | |||
| AA2198 T851 | cylinder | 3.2 | 11 | 11 | 4 | 3.44 | 3.44 | 0 | 1.25 | 13) | |
| Al 2024 T4 | threaded and quad-flats | 9.5 | 2.54 | 2.54 | 1.11 | 0.27 | 0.27 | 0 | 0.12 | 14) | |
| Al 2A14 T6 | cylindrical with three flats | 6 | 16 | 16 | 8 | 2.67 | 2.67 | 0 | 1.33 | 15) | |
| AA2219 T87 | cylindrical with three flats | 6 | 16 | 16 | 5.4 | 8 | 2.67 | 2.67 | 0.9 | 1.33 | 16) |
| 16 | 16 | 5.47 | 8 | 2.67 | 2.67 | 0.91 | 1.33 | 16) | |||
| 16 | 16 | 5.6 | 8 | 2.67 | 2.67 | 0.93 | 1.33 | 16) | |||
| 16 | 16 | 5.73 | 8 | 2.67 | 2.67 | 0.96 | 1.33 | 16) | |||
| 16 | 16 | 5.8 | 8 | 2.67 | 2.67 | 0.97 | 1.33 | 16) | |||
| AA 6005 | tapered threaded | 5 | 12 | 6 | 4.6 | 2.4 | 1.2 | 0.92 | 0 | 4) | |
| AA 6005 T6 | cylindrical with flutes and flats | 10 | 24 | 24 | 10 | 12 | 2.4 | 2.4 | 1 | 1.2 | 17) |
| AA 6061 T6 | cylinder | 4 | 18 | 12 | 8 | 4.5 | 3 | 0 | 2 | 18) | |
| 18 | 14 | 8 | 4.5 | 3.5 | 0 | 2 | 18) | ||||
| 18 | 16 | 8 | 4.5 | 4 | 0 | 2 | 18) | ||||
| cylinder | 4 | 18 | 16 | 8 | 4.5 | 4 | 0 | 2 | 19) | ||
| cylinder | 4 | 18 | 18 | 4 | 8 | 4.5 | 4.5 | 1 | 2 | 20) | |
| cylindrical with quad-flat | 5 | 18 | 16 | 8 | 3.6 | 3.2 | 0 | 1.6 | 21) | ||
| cylindrical with mixed thread | 6.35 | 22 | 22 | 6 | 8 | 3.46 | 3.46 | 0.94 | 1.26 | 22) | |
| cylindrical with three flats | 8 | 23 | 23 | 9 | 2.88 | 2.88 | 0 | 1.13 | 23) | ||
| Al6068 T6 | threaded with three flats | 5.95 | 20 | 20 | 10 | 3.36 | 3.36 | 0 | 1.68 | 24) | |
| 6N01 T5 | threaded with three flats | 6 | 20 | 20 | 10 | 3.33 | 3.33 | 0 | 1.67 | 24) | |
| Al6082 T6 | threaded with three flats, cylinder | 4 | 12 | 12 | 3.85 | 6 | 3 | 3 | 0.9625 | 1.5 | 25) |
| threaded with three flats, cylinder | 4 | 12 | 12 | 4 | 6 | 3 | 3 | 1 | 1.5 | 25) | |
| cylinder | 4 | 18 | 18 | 4 | 6 | 4.5 | 4.5 | 1 | 1.5 | 26) | |
| cylinder | 4 | 18 | 18 | 3.85 | 6 | 4.5 | 4.5 | 0.9625 | 1.5 | 26) | |
| tapered threaded | 5 | 14 | 6 | 4.6 | 2.8 | 1.2 | 0.92 | 0 | 27) | ||
| tapered threaded | 5 | 14 | 9 | 4.6 | 2.8 | 1.8 | 0.92 | 0 | 27) | ||
| tapered threaded | 5 | 14 | 9 | 4.6 | 2.8 | 1.8 | 0.92 | 0 | 28,29) | ||
| tapered threaded | 5 | 12 | 6 | 4.6 | 2.4 | 1.2 | 0.92 | 0 | 30) |
2.1 ĒĢĆ, ņłäļŹöņØś ņ¦üĻ▓Į ņäżĻ│ä
Ēł┤ņØś ņäżĻ│äņŚÉ ņ׳ņ¢┤ Ļ░Ćņן ņäĀĒ¢ēļÉśņ¢┤ņĢ╝ ĒĢĀ ņÜöņåīļŖö ĒĢĆĻ│╝ ņłäļŹöņØś ņ¦üĻ▓Įņ£╝ļĪ£ ņåīņ×¼ņØś ņóģļźśņÖĆ ļæÉĻ╗śņŚÉ ļö░ļØ╝ ņäżĻ│äĻ░Ć ņØ┤ ļŻ©ņ¢┤ņ¦äļŗż. SS-FSWņÖĆ Ļ░ÖņØ┤ ĒĢĆĻ│╝ ņłäļŹöņØś ĒŖ╣ņ¦ĢņÜöņåīĻ░Ć ļ│Ć Ļ▓ĮļÉśļŖö Ļ▓ĮņÜ░ ņČöĻ░ĆņĀüņØĖ ņäżĻ│äļ│ĆĻ▓ĮņØ┤ ņÜöĻĄ¼ļÉśņ¢┤ņ¦ĆĻĖ░ļÅä ĒĢ£ļŗż.
FuseņØś ņŚ░ĻĄ¼ņ¦ä11)ņØĆ 6 mm ļæÉĻ╗śņØś Al6061-T6ļź╝ ļ¦łņ░░ĻĄÉļ░ś ņÜ®ņĀæĒĢśļŖöļŹ░ ņ׳ņ¢┤, ņāüĒĢśļČĆ ņłäļŹöĻ░Ć 24 mmņ£╝ļĪ£ Ļ░ĆĻ│ĄļÉ£ Ēł┤ņØä ĒÖ£ņÜ®ĒĢśņśĆļŗż. ņØ┤ņÖĖņŚÉļÅä ļ¦ÄņØĆ ņ░ĖĻ│Āļ¼ĖĒŚīņŚÉņä£ ļČĆņ×¼ ļæÉĻ╗śņØś ņĢĮ 3ļ░░, ĒĢĆņ¦üĻ▓ĮņØś 2 ~ 2.5 ļ░░ņŚÉ ĒĢ┤ļŗ╣ĒĢś ļŖö ņłäļŹö ņ¦üĻ▓Į ņäżĻ│äļź╝ ļŗżņłś ĒÖĢņØĖĒĢĀ ņłś ņ׳ņŚłļŗż (Fig. 4).

BT-FSWļŖö ņÖäņĀäņÜ®ņ×ģņØ┤ ņĀäņĀ£ļÉ£ Ļ│ĄņĀĢņØ┤ļ»ĆļĪ£, ĒĢĆņØś ņ¦ü Ļ▓ĮņØĆ ņÜ®ņĀæļČĆņØś Ēü¼ĻĖ░ļź╝ Ļ▓░ņĀĢĒĢśļŖö ņ¦üņĀæņĀü ņÜöņØĖņØ┤ļ®░, ņåīņ×¼ Ļ░ĢļÅäņÖĆ ļæÉĻ╗śļź╝ ļÅÖņŗ£ņŚÉ Ļ│ĀļĀżĒĢśņŚ¼ ĒĢĆņØś ņ¦üĻ▓ĮņØä ņäĀņĀĢ Ēøä Ļ│ĄņĀĢņØä ņ¦äĒ¢ēĒĢĀ ĒĢäņÜöĻ░Ć ņ׳ļŗż. ņØ┤ļŖö ĒĢĆņØś ņ¦üĻ▓ĮņØ┤ ļäłļ¼┤ ņ×æ ņØĆ Ļ▓ĮņÜ░ Ļ│ĄņĀĢ ņżæ ļ░£ņāØĒĢśļŖö ļČĆĒĢśņŚÉ ņØśĒĢ┤ Ēł┤ņØś ĒīīņåÉ ļ░Å ļ│ĆĒśĢņØ┤ ļ░£ņāØĒĢĀ Ļ░ĆļŖźņä▒ņØ┤ ļåÆĻĖ░ ļĢīļ¼ĖņØ┤ļŗż. ļČĆņ×¼ņØś ļæÉĻ╗śĻ░Ć ļæÉĻ║╝ņøīņ¦łņłśļĪØ ņןļ╣ä ļ░Å Ēł┤ņŚÉ Ļ▒Ėļ”¼ļŖö ļČĆĒĢśĻ░Ć ņ”ØĻ░ĆĒĢśĻĖ░ ļĢī ļ¼ĖņŚÉ ņåīņ×¼ņØś ļæÉĻ╗śņÖĆ ņ£Āņé¼ĒĢśĻ▓ī ĒĢĆ ņ¦üĻ▓ĮņØä ņäżĻ│äĒĢśņ¦Ćļ¦ī, ļČĆņ×¼ņØś ļæÉĻ╗śĻ░Ć ņ¢ćņØĆ Ļ▓ĮņÜ░ņŚÉļŖö 1.5 ~ 2ļ░░ņØś ĒĢĆ ņ¦üĻ▓ĮņØä ĒÖ£ņÜ®ĒĢ£ ņé¼ļĪĆļÅä ļ│┤Ļ│ĀļÉśņŚłļŗż(Table 1)12).
2.2 ņłäļŹöĻ░Ł ņäżĻ│ä
BT-FSWĻ│ĄņĀĢņØĆ ņāüļŗ©Ļ│╝ ĒĢśļŗ©ņŚÉ ļæÉĻ░£ņØś ņłäļŹöĻ░Ć ņĪ┤ņ×¼ ĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ļæÉ ņłäļŹöņé¼ņØ┤ņØś Ļ░äĻĘ╣, ņłäļŹö Ļ░ŁņØ┤ ņĪ┤ņ×¼ĒĢ£ļŗż. ņłäļŹöļŖö ņåīņ×¼ņØś ņ£ĀļÅÖļ░®Ē¢źņØä ņĀ£ņ¢┤ĒĢśļ®░ ņåīņ×¼ņÖĆņØś ļ¦łņ░░ļĪ£ ņŚ┤ņØä ļ░£ņāØņŗ£ĒéżļŖö ņŚŁĒĢĀņØä ņłśĒ¢ēĒĢ£ļŗż. Ļ│ĄņĀĢ ņżæ ņ¢æļŗ©ņØś ņłä ļŹöļŖö ņåīņ×¼ņÖĆ ņĀæņ┤ēĒĢ£ļŗżļŖö Ļ░ĆņĀĢņØ┤ ņäĀĒ¢ēļÉśĻĖ░ ļĢīļ¼ĖņŚÉ ņåīņ×¼ ņØś ļæÉĻ╗śļ│┤ļŗż Ēü░ ņłäļŹöĻ░ŁņØĆ ĒĢ®ļ”¼ņĀüņØ┤ņ¦Ć ļ¬╗ĒĢśļŗż. ļ¦ÄņØĆ ņŚ░ ĻĄ¼ņŚÉņä£ ņåīņ×¼ ļæÉĻ╗śņØś 90 %~100 %ņŚÉ ļŗ¼ĒĢśļŖö ņ×æņØĆ ņłä ļŹöĻ░Łņ£╝ļĪ£ Ēł┤ņØä ņäżĻ│äĒĢ£ļŗż12).
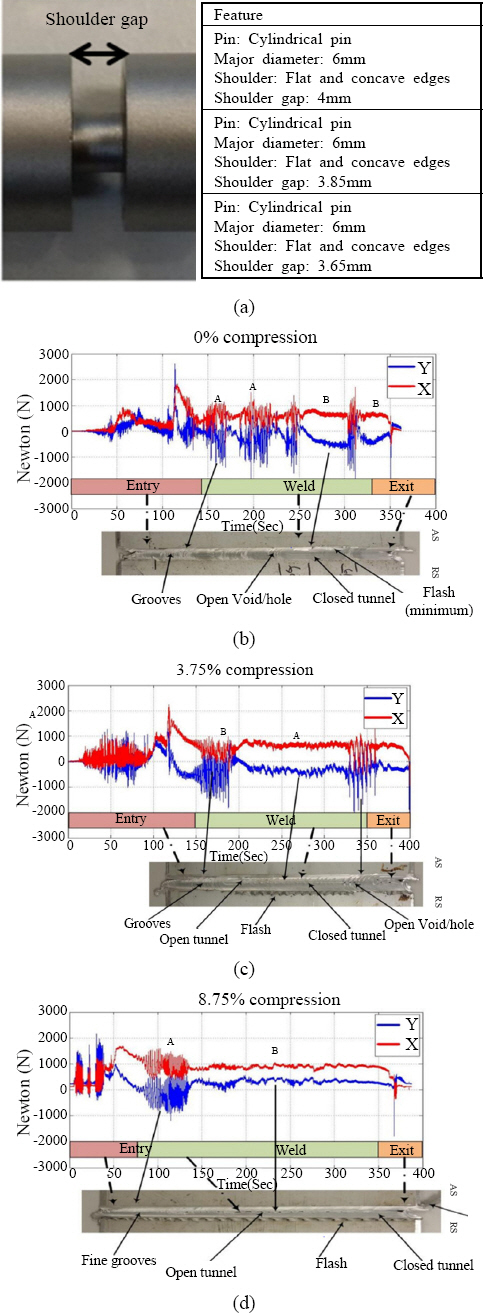
Sued12)ļŖö ņłäļŹöĻ░ŁņØ┤ BT-FSWĻ│ĄņĀĢņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØä ņŗż ĒŚśņĀüņ£╝ļĪ£ ĒÖĢņØĖĒĢśĻĖ░ ņ£äĒĢśņŚ¼ 4mm AA6082-T6ņåīņ×¼ļź╝ ļīĆ ņāüņ£╝ļĪ£ 4mm(0%ņĢĢņČĢ), 3.85mm(3.75%ņĢĢņČĢ), 3.65mm (8.75%ņĢĢņČĢ)ņØś ņłäļŹöĻ░ŁņØä ļ│┤ņ£ĀĒĢśļŖö Ēł┤ņØä ņäżĻ│äĒĢśņŚ¼ Ļ│Ą ņĀĢņØä ņłśĒ¢ēĒĢśņśĆļŗż. Fig. 5ļź╝ ĒåĄĒĢ┤ Ļ│ĄņĀĢņŗ£Ļ░äņŚÉ ļö░ļźĖ X ņČĢ, YņČĢ ĒĢśņżæ ļ│ĆĒÖöļź╝ ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż. ņłäļŹöĻ░ŁņØ┤ ņ×æņĢäņ¦ł ņłśļĪØ (ņĢĢņČĢņØ┤ ņ╗żņ¦łņłśļĪØ) XņČĢ, YņČĢ ĒĢśņżæ ņČöņäĖņäĀņØś ĒØöļōż ļ”╝ņØ┤ ņĀüņ¢┤, Ļ│ĄņĀĢņØ┤ ņĢłņĀĢņĀüņ×äņØä ņ£ĀņČöĒĢĀ ņłś ņ׳ļŗż. ĻĘĖļ¤¼ļéś ņłä ļŹöĻ░ŁņØ┤ ņ×æņĢäņ¦łņłśļĪØ ļ¦ÄņØĆ ļ▓äĻ░Ć ļ░£ņāØĒĢśņśĆļŗż. ĒŖ╣Ē׳ 3.65mm ņØś ņłäļŹöĻ░ŁņØś Ļ▓ĮņÜ░(Fig. 5), ņ¦äĒ¢ē ļ░®Ē¢źņŚÉ Ļ▒Ėļ”¼ļŖö ļČĆĒĢś ļĪ£ ņØĖĒĢ┤ ņÜ®ņĀæņåŹļÅäņØś ĒÖĢļ│┤Ļ░Ć ņ¢┤ļĀżņøĀņØīņØä ņśłņāüĒĢĀ ņłś ņ׳ ļŗż. BT-FSWĻ│ĄņĀĢņØś ņłäļŹöĻ░Ł ļ│ĆņłśļŖö ņĢäņ¦ü ļŗżņ¢æĒĢ£ ņäĀĒ¢ē ņŚ░ĻĄ¼Ļ░Ć ņØ┤ļŻ©ņ¢┤ņ¦Ćņ¦Ć ņĢŖņØĆ ņāüĒÖ®ņØ┤ļ®░, ļ│┤ļŗż ņ▓┤Ļ│äĒÖöļÉ£ ņŚ░ĻĄ¼ Ļ░Ć ņÜöĻĄ¼ļÉ£ļŗż1,10).
2.3 ņłäļŹö ļ░Å ĒĢĆņØś ĒśĢņāü ņäżĻ│ä
BT-FSWņŚÉņä£ ņłäļŹö ļ░Å Ēł┤ņØś ĒśĢņāüĒŖ╣ņ¦ĢņŚÉ ļīĆĒĢ£ ņśüĒ¢ź ļČäņäØņØĆ ņĀ£ņ×æņØś ļåÆņØĆ ļé£ņØ┤ļÅä, ĒśĢņāü Ēī©Ēä┤ņØś ļ¦łļ¬© ļō▒ ņŚ¼ļ¤¼ ļ¼ĖņĀ£ļĪ£ ņØĖĒĢ┤ Ļ▒░ņØś ņĪ┤ņ×¼ĒĢśņ¦Ć ņĢŖļŖöļŗż. ĻĘĖļ¤¼ļéś C-FSWĻ│Ą ņĀĢņŚÉļŖö Fig. 6Ļ│╝ Ļ░ÖņØ┤ ņłäļŹö Ēæ£ļ®┤ņŚÉ Ēī©Ēä┤ņØä ņĀüņÜ®ĒĢśņŚ¼ ņåīņ×¼ņÖĆņØś ļ¦łņ░░ņŚ┤ ĻĘ╣ļīĆĒÖöĒĢśļŖö ņŚ░ĻĄ¼2) ļ░Å ĒĢĆņŚÉ ĒśĢņāü ĒŖ╣ņ¦Ģ ņÜöņåīļź╝ ņČöĻ░ĆĒĢśļŖö ņŚ░ĻĄ¼Ļ░Ć ņ¦äĒ¢ēļÉ£ ļ░ö ņ׳ļŗż31).
ĒĢĆņŚÉ ĒśĢņä▒ļÉśņ¢┤ ņ׳ļŖö ļéśņé¼ņé░ņØĆ ņČöĻ░Ć ņŚ┤ņØä ļ░£ņāØņŗ£Ēéżļ®░ ļéśņé¼ņé░ ļ░®Ē¢źĻ│╝ Ļ░ÖņØĆ ļ░®Ē¢źņØś ņłśņ¦ü ņ£ĀļÅÖņŚÉ ņśüĒ¢źņØä ļ»Ėņ╣£ļŗż ņØĖĒĢ£ Ļ▓░ĒĢ©ņØä ņĢ╝ĻĖ░ņŗ£Ēé¼ ņłś ņ׳ņØīņØ┤ ĒÖĢņØĖļÉśņŚłļŗż. ņłäļŹöņØś Ēī©Ēä┤ņØĆ ļé┤ļČĆņØś ņ£ĀļÅÖļ¼╝ņØä Ļ░ĆņĢĢĒĢśļ®░ ļ¦łņ░░ņŚ┤ ļ░£ņāØņŚÉ ņśüĒ¢ź ņØä ļ»Ėņ╣śļ®░, ņČ®ļČäĒĢ£ ļ¦łņ░░ņŚ┤ņØś ĒÖĢļ│┤ļŖö ĻĄÉļ░śļČĆņØś ņ£ĀļÅÖņä▒ņØä ņ”Øņ¦äņŗ£Ēé©ļŗż. ĒŖ╣Ē׳, BT-FSWļŖö ņłäļŹöĻ░Ć ņāüĒĢśļČĆņŚÉ ļ¬©ļæÉ ņĪ┤ņ×¼ĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ĻĄÉļ░śņØä ņ£äĒĢ£ ņŚ┤ ņ×ģļĀźņØä ļ│┤ļŗż ņēĮĻ▓ī ņĢ╝ ĻĖ░ņŗ£Ēé¼ ņłś ņ׳ņ£╝ļ®░, Ļ│ĄņĀĢ ņżæ ņāüĒĢśļČĆ ņłäļŹöņŚÉ ņØśĒĢ┤ ļ░£ņāØļÉśļŖö ņ£ĀļÅÖņןņ£╝ļĪ£ ņØĖĒĢ┤ ļČĆņ×¼ļŖö ņĢĢņČĢļĀźņØä ļ░øĻ▓īļÉ£ļŗż. ņ”ē, BT- FSWņØś ĒÆłņ¦łņØĆ ņłśņ¦üļ░®Ē¢źņØś ņ£ĀļÅÖļ│┤ļŗż ņłśĒÅēļ░®Ē¢źņØś ņ£ĀļÅÖ ņŚÉ ņŻ╝ļÉ£ ņśüĒ¢źņØä ļ░øņØīņØä ņØśļ»ĖĒĢ£ļŗż.
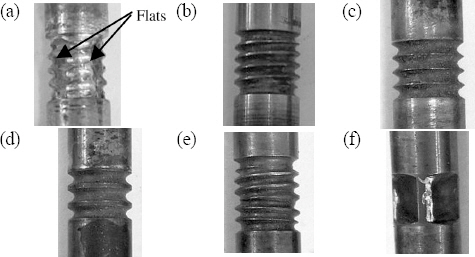
ĻĖ░ ņłśĒ¢ē ņŚ░ĻĄ¼Ļ▓░Ļ│╝ļź╝ ņé┤ĒÄ┤ļ│┤ļ®┤ 3~4Ļ░£ņØś ļ®┤ņØä Ļ░Ćņ¦ä ļéśņé¼ņäĀņØ┤ ņĪ┤ņ×¼ĒĢśļŖö ĒĢĆ ĒśĢņāüņØ┤ ļåÆņØĆ ĒÆłņ¦łņØś BT-FSWĻ│Ą ņĀĢņØä ņ£äĒĢśņŚ¼ ĒĢäņÜöĒĢśļŗżĻ│Ā ņ¢ĖĻĖēļÉśĻ│Ā ņ׳ļŗż10,12,31). ĒĢśņ¦Ćļ¦ī ĒśĢņāüĒŖ╣ņ¦ĢņØ┤ ņĀüņÜ®ļÉ£ ĒĢĆņØĆ ņĀ£ņ×æņØ┤ ņ¢┤ļĀĄĻ│Ā, Ļ░ĆĻ│Ąļ╣ä ņåīņÜöĻ░Ć 8,31). SuedņØś ņŚ░ĻĄ¼ņ¦ä31)ņØĆ Fig. 7Ļ│╝ Ļ░ÖņØĆ 6Ļ░£ņØś Ēł┤ņØä ņĀ£ņ×æĒĢśĻ│Ā ņØ┤ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ BT-FSWĻ│ĄņĀĢņØä ņ¦äĒ¢ēĒĢśņśĆļŗż. Ēł┤ ņØś ĒśĢņāüņØĆ ņÜ®ņĀæļČĆņØś ņ£ĀļÅÖņØä ļ│ĆĒÖöņŗ£ņ╝£ ņÜ®ņĀæļČĆļź╝ ļ╣äļīĆņ╣Ł ņĀüņ£╝ļĪ£ ĒśĢņä▒ņŗ£ĒéżĻ▒░ļéś, Ļ│╝ļÅä/Ļ│╝ņåī ņłśņ¦üņ£ĀļÅÖņØś ĒśĢņä▒ņ£╝ļĪ£ Ēü¼ļ®░, Ēł┤ņØś ņłśļ¬ģņØä ļŗ©ņČĢņŗ£Ēé©ļŗż. ļĢīļ¼ĖņŚÉ Ēł┤ ņłśļ¬ģļź╝ Ē¢źņāü ņŗ£ĒéżĻĖ░ ņ£äĒĢ£ ņåīņ×¼ņŚÉ Ļ┤ĆĒĢ£ ņŚ░ĻĄ¼ ļ░Å ņĀ£ņ×æņØ┤ ņÜ®ņØ┤ĒĢ£ ĒĢĆ ņäż Ļ│äņØś ņŚ░ĻĄ¼Ļ░Ć ĒĢäņÜöĒĢĀ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.

3. Ļ▓░ ņ¢Ė
ļ│Ė ļ”¼ļĘ░ņŚÉņä£ļŖö BT-FSWļź╝ ņłśĒ¢ēĒĢ©ņŚÉ ņ׳ņ¢┤ Ēł┤ņØś ņäżĻ│ä ņŚÉ ļīĆĒĢ£ Ļ░äļץĒĢ£ Ļ░ĆņØ┤ļō£ļØ╝ņØĖņØä ņĀ£Ļ│ĄĒĢśĻ│Āņ×É ĒĢśņśĆļŗż. ņÜ®ņĀæ ĒÆłņ¦łņØĆ Ēł┤ņØś Ēü¼ĻĖ░, Ļ│ĄņĀĢ ļ│Ćņłś, ņÜ®ņĀæ ļ░®Ē¢ź, ņ¦ĆĻĘĖ ņןņ╣śņÖĆ ņØ┤ņØīļČĆ Ļ┤Ćļ”¼ ļō▒Ļ│╝ļÅä ĻĄÉĒśĖņ×æņÜ®ĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ Ēł┤ņØ┤ ņÜ®ņĀæ ĒÆł ņ¦łņØś ļ¬©ļōĀ Ļ▓āņØä Ļ▓░ņĀĢĒĢ£ļŗżĻ│Ā ĒĢĀ ņłś ņŚåļŗż. ĻĘĖļ¤╝ņŚÉļÅä ļČłĻĄ¼ ĒĢśĻ│Ā BT-FSW Ļ│ĄņĀĢņŚÉņä£ Ēł┤ņØĆ ņåīņ×¼ņÖĆ ņ¦üņĀæņĀüņ£╝ļĪ£ ļ¦łņ░░ĒĢśļŖö ļČĆļČäņ£╝ļĪ£, ļé┤ļČĆņØś ņåīņä▒ņ£ĀļÅÖ ļ░Å ļ¦łņ░░ņŚ┤Ļ│╝ ņ¦üņĀæņĀüņØĖ Ļ┤ĆĻ│äĻ░Ć ņĪ┤ņ×¼ĒĢ£ļŗż. ļĢīļ¼ĖņŚÉ Ēł┤ņØś ņäżĻ│äĻ░Ć ņĪ░ļ”ĮĒÆłņØś ĻĖ░Ļ│äņĀü ņĪ░ņ¦üņĀü ĒŖ╣ņä▒ņŚÉ ņżæļīĆĒĢ£ ņśüĒ¢źņØä ļ»Ėņ╣£ļŗżĻ│Ā ĒĢĀ ņłś ņ׳ļŗż.
ļ¼ĖĒŚīņŚÉņä£ ĒÖĢņØĖļÉ£ BT-FSWņØś ĒĢĆņØś ņ¦üĻ▓ĮņØĆ ņåīņ×¼ņØś ļæÉ Ļ╗śņÖĆ ļ╣äņŖĘĒĢśĻ▓ī ņäżņĀĢĒĢśļŖö Ļ▓āņØ┤ ņØ╝ļ░śņĀüņØ┤ļ®░, ņłäļŹöņØś ņ¦üĻ▓Į ņØĆ ĒĢĆņ¦üĻ▓ĮņØś 2~3ļ░░ļĪ£ ņäżņĀĢĒĢśļŖö Ļ▓āņØ┤ ņČöņ▓£ļÉśĻ│Ā ņ׳ņŚłļŗż. ņłäļŹöĻ░ŁņØĆ ņāüļČĆņÖĆ ĒĢśļČĆņłäļŹöņØś ņé¼ņØ┤Ļ▒░ļ”¼ļĪ£ņŹ©, ņåīņ×¼ ļæÉĻ╗śņÖĆ ņØ╝ņ╣śĒĢśĻ▓ī ņäżņĀĢĒĢśļŖö Ļ▓āņØ┤ ņØ╝ļ░śņĀüņØ┤ļéś ņåīņ×¼ļæÉĻ╗śņØś 0.9ļ░░ Ļ╣īņ¦ĆļŖö ņłäļŹöĻ░ŁņØ┤ ņżäņ¢┤ļōżņłśļĪØ ņÜ®ņĀæ ņĢłņĀĢņä▒ņØ┤ ņ”ØĻ░ĆĒĢ£ļŗżļŖö ļ│┤Ļ│ĀĻ░Ć ņĪ┤ņ×¼ĒĢ£ļŗż. ĒĢĆņØś ĒśĢņāü(ļŗżĻ░ü, Ļ│©, ļéśņé¼ņé░ŌĆ”)ņØ┤ ņŚå ļŖö Ļ▓ĮņÜ░ļ│┤ļŗżļŖö 3-4Ļ░£ņØś Ēöīļ×½ļ®┤ ļśÉļŖö ļéśņé¼ņäĀņØä Ļ░Ćņ¦ä ĒĢĆ ņØ┤ ņČöņ▓£ļÉśļ®░, ņØ┤ļŖö ĒĢĆņØś ĒśĢņāüņØ┤ ĻĄÉļ░śļČĆņØś ņłśņ¦ü ļśÉļŖö ņłś ĒÅēļ░®Ē¢ź ņ£ĀļÅÖņŚÉ ņ¦üņĀæņĀüņØĖ ņśüĒ¢źņØä ļ»Ėņ╣śĻĖ░ ļĢīļ¼Ėņ£╝ļĪ£ ĒīÉļŗ© ļÉ£ļŗż. ļ░śļ®┤, ņłäļŹöņØś ĒśĢņāüņØ┤ ņÜ®ņĀæĒŖ╣ņä▒ņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņŚÉ ļīĆĒĢ£ ļ│┤Ļ│ĀļŖö Ļ▒░ņØś ņĪ┤ņ×¼ĒĢśņ¦Ć ņĢŖļŖöļŗż.
BT-FSWĻ│ĄņĀĢņØś Ēł┤ņØś ņäżĻ│äļŖö Ļ│ĄņĀĢņØä ņäżņĀĢĒĢśļŖö ņ▓½ ļŗ© Ļ│äņØ┤ļ®░ ņĀæĒĢ®ņåīņ×¼ņØś ņóģļźśņÖĆ ļæÉĻ╗śņŚÉ ļö░ļØ╝ ņŗĀņżæĒ׳ ņäżĻ│äļÉś ņ¢┤ņĢ╝ ĒĢ£ļŗż. ļ│Ė ļ”¼ļĘ░ņŚÉņä£ļŖö Ļ│ĄņĀĢņäżĻ│äņØś ņ▓½ ļŗ©ņČöļØ╝Ļ│Ā ĒĢĀ ņłś ņ׳ļŖö Ēł┤ņØś ņäżĻ│äņŚÉ ļīĆĒĢ┤ Ļ░äļץĒ׳ ļŗżļŻ©ņŚłļŗż.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



