


1. ņä£ ļĪĀ
2. ņŗżĒŚś ļ░®ļ▓Ģ


3. ņŗżĒŚś Ļ▓░Ļ│╝ ļ░Å Ļ│Āņ░░
3.1 ņł£ņłś Ti (Grade 2) ļ░Å Ti-6Al-4V (Grade 5) ņØĖņןĒŖ╣ņä▒ ļ╣äĻĄÉ
3.2 ņł£ņłś Ti (Grade 2) ĻĖ░ĒīÉ ļ¬©ņ×¼ ļ»ĖņäĖņĪ░ņ¦ü
3.3 ņł£ņłś Ti (Grade 2) Ēü┤ļלļö® ļ»ĖņäĖņĪ░ņ¦ü ļ░Å Ļ▓ĮļÅä


3.4 Ti-6Al-4V (Grade 5) Ēü┤ļלļö® ļ¦łĒü¼ļĪ£ ņĪ░ņ¦ü ļ░Å Ļ▓ĮļÅä
3.5 Ti-6Al-4V (Grade 5) Ēü┤ļלļö® ļ»ĖņäĖņĪ░ņ¦ü


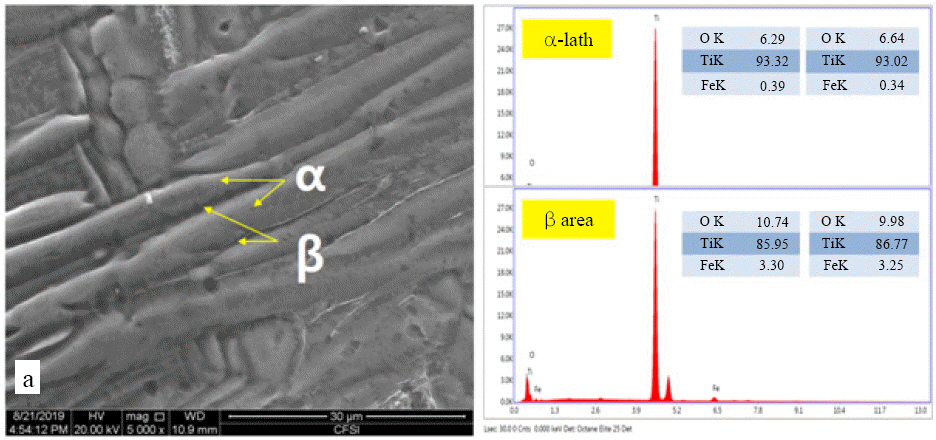
3.6 ņł£ņłś Ti Ēü┤ļלļö®ņØś SEM ļ»ĖņäĖņĪ░ņ¦ü ļ░Å ņä▒ļČä ļČäņäØ
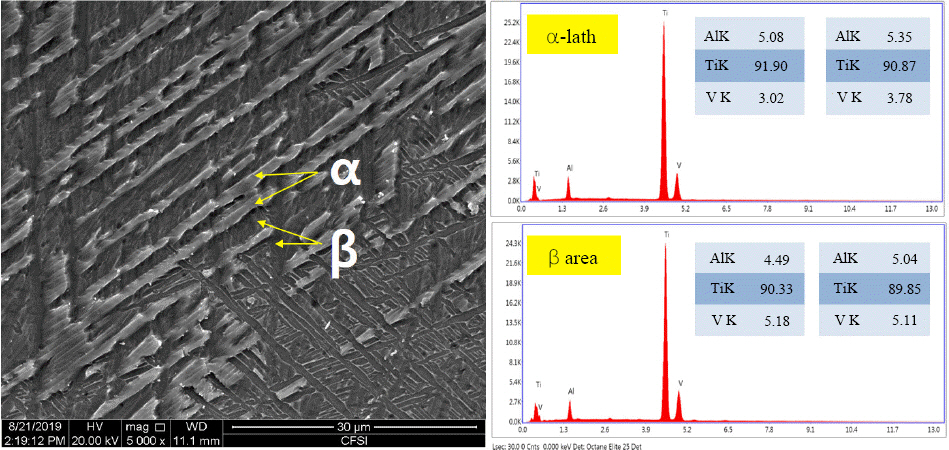
3.7 Ti-6Al-4V Ēü┤ļלļö®ņØś SEM ļ»ĖņäĖņĪ░ņ¦ü ļ░Å ņä▒ļČä ļČäņäØ
4. Ļ▓░ ļĪĀ
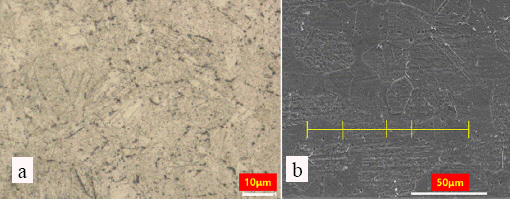
1) ņł£ņłś Ti GTAW Ēü┤ļלļö®ņŚÉņä£ FZ (fusion zone) ļ░Å HAZ (heat affected zone) ļ»ĖņäĖņĪ░ņ¦üņØĆ Pure Ti ņä▒ļČäņØś ╬▒ņāüĻ│╝ ļČłņł£ļ¼╝ņØĖ Fe-rich ņä▒ļČä ╬▓ņāüņØś ļØ╝ļ®£ļØ╝ ņĀüņĖĄ ņĪ░ņ¦üņ£╝ļĪ£ ĻĄ¼ņä▒ļÉ£ļŗż.
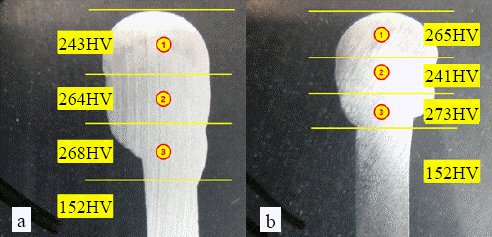
2) ņł£ņłś Ti GTAW Ēü┤ļלļö®ņŚÉņä£ ļØ╝ļ®£ļØ╝ Ļ░äĻ▓®ņØĆ 5-10ŃÄø ĒÅŁņØś FZ ļ│┤ļŗż 4-5ŃÄø ĒÅŁņØś HAZ ņ¦ĆņŚŁņØ┤ ļ»ĖņäĖĒĢśĻ▓ī Ļ┤Ćņ░░ļÉśņŚłļŖöļŹ░, ņØ┤Ļ▓āņØĆ HAZ ļāēĻ░üņåŹļÅäĻ░Ć FZ ļ│┤ļŗż ļ╣ĀļźĖ Ļ▓āņŚÉ ĻĖ░ņØĖĒĢ£ļŗż.
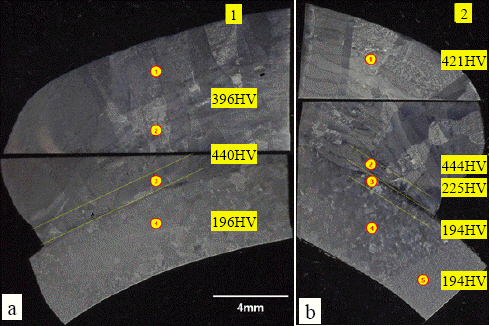
3) Ti-6Al-4V GTAW Ēü┤ļלļö®ņŚÉņä£ FZņØś ļ»ĖņäĖņĪ░ņ¦üņØĆ V-rich ╬▒ņāüĻ│╝ V-lean ╬▓ņāüņØś ļØ╝ļ®£ļØ╝ ņĪ░ņ¦üņ£╝ļĪ£ ĻĄ¼ņä▒ļÉ£ļŗż. ļØ╝ļ®£ļØ╝ Ļ░äĻ▓®ņØĆ 1.5ŃÄø ĒÅŁņ£╝ļĪ£ ņĖĪņĀĢļÉ£ļŗż.
4) Ti-6Al-4V GTAW Ēü┤ļלļö®ņŚÉņä£ HAZļ»ĖņäĖņĪ░ņ¦üņØĆ ╬▒ņāü ĻĖ░ņ¦ĆņĪ░ņ¦üņŚÉ ĻĖĖņØ┤ 10ŃÄø ņØ┤ĒĢś ņĀĢļÅäņØś ĻĖ┤ ╬▓ņāü ņäØņČ£ ņĪ░ņ¦üņ£╝ļĪ£ Ļ┤Ćņ░░ļÉ£ļŗż.
5) Ti-6Al-4V GTAW Ēü┤ļלļö®ņŚÉņä£ FZ/HAZ1/ HAZ2/ BM Ļ▓ĮļÅäļŖö 421/444/225/194HV ļĪ£ņŹ© FZ ļ░®Ē¢źņØś HAZ Ļ▓ĮļÅäļŖö FZņŚÉ ļ╣äĻĄÉĒĢśņŚ¼ Ēü¼ņ¦Ćļ¦ī, ļ¬©ņ×¼ (BM, base metal) Ļ▓ĮļÅäļŖö BMņŚÉ ņżĆĒĢśņŚ¼ ļé«ņØĆ Ļ▓āņØä ņĢī ņłś ņ׳ļŗż. ņØ┤ļ¤¼ĒĢ£ ņØ┤ņ£ĀļŖö HAZ Ļ▓ĮļÅäĻ░Ć Ti-6Al-4V ņä▒ļČäņØś FZņÖĆ ņł£ņłś Ti ņä▒ļČäņØś BM ĒÖĢņé░ņŚÉ ņśüĒ¢źņØä ļ░øņĢśĻĖ░ ļĢīļ¼ĖņØĖ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



