


1. ņä£ ļĪĀ
ļĀłņØ┤ņĀĆ ņÜ®ņĀæņØĆ ņ¦æņĀüļÉ£ ņŚÉļäłņ¦Ć ņŚ┤ņøÉņØä ņé¼ņÜ®ĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ņóüĻ│Ā Ļ╣ŖņØĆ ļ╣äļō£ļź╝ ĒśĢņä▒ņŗ£ĒéżĻĖ░ ņ£Āļ”¼ĒĢśļŗżļŖö ĒŖ╣ņ¦ĢņØä Ļ░Ćņ¦ĆĻ│Ā ņ׳ļŗż. ņĢäĒü¼ ņÜ®ņĀæ ļīĆļ╣ä ļ╣Āļź┤Ļ▓ī Ļ│ĄņĀĢņØä ņ¦äĒ¢ēĒĢĀ ņłś ņ׳Ļ│Ā, ĒÄĖļ®┤ņÜ®ņĀæņØ┤ Ļ░ĆļŖźĒĢśņŚ¼ ņĄ£ĻĘ╝ ļĀłņØ┤ņĀĆļź╝ ņĀüņÜ®ĒĢ£ Ļ│ĄņĀĢņŚÉ ļīĆĒĢ£ ņłśņÜöĻ░Ć Ēü¼Ļ▓ī ņ”ØĻ░ĆĒĢśĻ│Ā ņ׳ļŗż. ļ░śļ®┤, ļĀłņØ┤ņĀĆ ņÜ®ņĀæņØĆ ņĀ£ņé┤ņÜ®ņĀæ(autogeneous welding)ņØ┤ĻĖ░ ļĢīļ¼ĖņŚÉ ņØ┤ņØīļČĆ ņżĆļ╣äņÖĆ Ļ░ŁņŚÉ ļ¦żņÜ░ ļ»╝Ļ░ÉĒĢ£ ĒŖ╣ņ¦ĢņØä Ļ░Ćņ¦ĆĻ│Ā ņ׳ļŗż. ņóüņØĆ ņÜ®ņ£Ąļ®┤ņĀüņØä Ļ░Ćņ¦ĆĻĖ░ ļĢīļ¼ĖņŚÉ, Ļ░ŁņØ┤ ĒśĢņä▒ļÉśņ¢┤ ņ׳ļŖö Ļ▓ĮņÜ░ ņÜ®ņ£ĄĻĖłņåŹņØ┤ ļ╣ł Ļ│ĄĻ░äņ£╝ļĪ£ ņ╣©Ēł¼ļÉśņ¢┤ ņÜ®ņĀæļČĆņØś ļæÉĻ╗ś ņåÉņŗż ļ░Å Ļ▓░ĒĢ©ņØ┤ ļ░£ņāØļÉśĻĖ░ ņÜ®ņØ┤ĒĢśļŗż. ļĢīļ¼ĖņŚÉ ņØ┤ņØīļČĆļź╝ Ļ▓¼Ļ│ĀĒĢśĻ▓ī ļ░ĆņĀæņŗ£Ēé¼ ņłś ņ׳ļÅäļĪØ Ļ│ĀņĀĢņןņ╣śļź╝ ņäżĻ│äĒĢ┤ņĢ╝ ļĀłņØ┤ņĀĆ ņÜ®ņĀæļČĆņØś ĒÆłņ¦łņØä ņĢłņĀĢņĀüņ£╝ļĪ£ ĒÖĢļ│┤ĒĢĀ ņłś ņ׳ļŗż. ļ»ĖĻĄŁņÜ®ņĀæĒĢÖĒÜī(American welding society, AWS)ņŚÉņä£ļŖö ļæÉĻ╗śņØś 10% ņØ┤ņāü ļ╣äļō£ ņ▓śņ¦ÉņØä Ļ▓░ĒĢ©ņ£╝ļĪ£ ļ¬ģļ¬ģĒĢśĻ│Ā ņ׳ļŗż.
ļĀłņØ┤ņĀĆ ĒĢäļ¤¼ ņÜ®ņĀæņØĆ ļĀłņØ┤ņĀĆ ņÜ®ņĀæ ņżæņŚÉ ņÜ®ņĀæņ×¼ļŻīļź╝ Ļ│ĄĻĖēĒĢśļ®░ ņ¦äĒ¢ēĒĢśļŖö Ļ│ĄņĀĢņ£╝ļĪ£, ļĀłņØ┤ņĀĆ ņÜ®ņĀæņØś ņĢĮņĀÉņØĖ Ļ░ŁļīĆņØæļĀźņØä Ē¢źņāüņŗ£Ēé¼ ņłś ņ׳ļŗż. ļ¬©ņ×¼ļ│┤ļŗż ļé«ņØĆ ņÜ®ņ£ĄņĀÉņØä Ļ░Ćņ¦ä ņÜ®ņĀæņ×¼ļŻīļź╝ Ļ│ĄĻĖēĒĢśļ®┤ ļ¬©ņ×¼ņÖĆņØś ĒؼņäØņØä ņĄ£ņåīĒÖö ĒĢĀ ņłś ņ׳ņ£╝ļ®░ Ļ│äļ®┤ĒŖ╣ņä▒ņŚÉ ņØśĒĢ┤ ņĀæĒĢ®Ļ░ĢļÅäĻ░Ć Ļ▓░ņĀĢļÉ£ļŗż. ņÜ®ņ£ĄņĀÉņØ┤ ņ£Āņé¼ĒĢ£ ļÅÖņóģ ņåīņ×¼ļź╝ ņĀüņÜ®ĒĢśļ®┤ ļČĆņ×¼Ļ░Ć ņÜ®ņ£ĄļÉśļ®░ ņØ┤ņØīļČĆļź╝ ĒśĢņä▒ĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ļČĆņ×¼ņÖĆ ņ£Āņé¼ĒĢ£ ņĀæĒĢ®Ļ░ĢļÅäĻ░Ć ĒÖĢļ│┤ļÉĀ ņłś ņ׳ļŗż. 3DĒöäļ”░Ēīģ ļśÉļŖö Ēü┤ļלļö® ņØæņÜ®ņŚ░ĻĄ¼ņØś ņØ╝ĒÖśņ£╝ļĪ£ ļĀłņØ┤ņĀĆ ĒĢäļ¤¼ ņÜ®ņĀæņØ┤ Ļ│ĀļĀżļÉśĻĖ░ļÅä ĒĢ£ļŗż.
Ļ│ĄņĀĢņŚÉ ĒÖ£ņÜ®ĒĢśļŖö ņÜ®Ļ░Ćņ×¼ļŖö ņØ┤ņØīļČĆņØś ņĀ¢ņØīņä▒ Ē¢źņāü(Ļ░Ł ļĖīļ”¼ņ¦Ģ) ļ░Å ņĀæĒĢ®ļČĆ Ļ░ĢļÅä Ē¢źņāü ļō▒ņØś ļ¬®ņĀüņŚÉ ļ¦×ņČöņ¢┤ ņäĀņĀĢļÉśļ®░, ļČĆņŗØņä▒ Ē¢źņāü ļ░Å Ļ│Āņś©ĻĘĀņŚ┤ ņĀĆĻ░ÉĻ│╝ Ļ░ÖņØĆ ļČĆĻ░ĆņĀü ļ¬®Ēæ£ņŚÉ ļ¦×ņČöņ¢┤ ņäĀņĀĢĒĢśĻĖ░ļÅä ĒĢ£ļŗż. ņÜ®Ļ░Ćņ×¼ļź╝ ĒÖ£ņÜ®ĒĢśņŚ¼ Ļ░ĢļÅäļź╝ ļ│┤Ļ░ĢĒĢ┤ņżä ņłś ņ׳ļŖö ļŹ¦ņé┤ņØä ĒśĢņä▒ņŗ£Ēé¼ ņłś ņ׳ņ£╝ļ®░, ĻĄŁļČĆņĀü ļ¼╝ņä▒ ļ░Å ņĪ░ņä▒ņØä ļ│ĆĒÖöņŗ£Ēé¼ ņłś ņ׳ļŗż. ļśÉĒĢ£ Ļ░ŁņØ┤ ņ׳ļŖö Ļ▓ĮņÜ░ņŚÉļÅä ļæÉĻ╗ś ņåÉņŗżņØä ļ│┤ņāüĒĢĀ ņłś ņ׳ļŗż. ĻĘĖļ¤¼ļéś, ļĀłņØ┤ņĀĆ ņÜ®ņĀæ Ļ│ĄņĀĢ ļ╣ö ņØ┤ņÖĖņŚÉļÅä ņÜ®Ļ░Ćņ×¼(ņÖĆņØ┤ņ¢┤)ņØś ņ¦üĻ▓Į ļśÉĒĢ£ ņ×æĻĖ░ ļĢīļ¼ĖņŚÉ (<1 mm), ņ×æņØĆ Ļ│ĄņĀĢļ│ĆņłśņØś ļ│ĆĒÖöņŚÉļÅä ņØ┤ņØīņØŹļČĆ ĒŖ╣ņä▒ņØĆ ļ»╝Ļ░ÉĒĢśĻ▓ī ļŗ¼ļØ╝ņ¦äļŗż.
ļĀłņØ┤ņĀĆ ĒĢäļ¤¼ ņÜ®ņĀæņØĆ ļĀłņØ┤ņĀĆņŚÉņä£ ĻĖ░ņØĖĒĢśļŖö Ļ│ĄņĀĢļ│ĆņłśņÖĆ ņÖĆņØ┤ņ¢┤ ņåĪĻĖēĻ│╝ Ļ┤ĆļĀ©ĒĢ£ Ļ│ĄņĀĢļ│ĆņłśĻ░Ć ĻĄÉĒśĖ ņ×æņÜ®ĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ņØ╝ļ░śņĀüņØĖ ļĀłņØ┤ņĀĆ ņÜ®ņĀæņŚÉ ļ╣äĒĢ┤ Ļ│ĀļĀżĒĢĀ ņĀÉņØ┤ ļ¦Äļŗż. ņĀüņĀĢ Ļ│ĄņĀĢ ņĪ░Ļ▒┤ņØä ņäĀņĀĢĒĢśĻĖ░ ņ£äĒĢ┤ ĒĢäņÜöĒĢ£ ņŗ£Ļ░äĻ│╝ ļ╣äņÜ®ņØä ņĀłņĢĮĒĢśĻĖ░ ņ£äĒĢ┤, ļ│Ė ĻĖ░ņłĀĻĖ░Ļ│ĀņŚÉņä£ļŖö ņĢīļŻ©ļ»ĖļŖä ļśÉļŖö Ļ░Ģņ×¼ņØś ļĀłņØ┤ņĀĆ ĒĢäļ¤¼ ņÜ®ņĀæ Ļ│ĄņĀĢņŚÉņä£ ņŻ╝ņÜö ņśüĒ¢źņØĖņ×ÉĻ░Ć ņĀæĒĢ® ĒŖ╣ņä▒ņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØä ļČäņäØĒĢśĻ│Ā ņŗżņÜ®ĒÖö ņŚ░ĻĄ¼ Ļ░£ļ░£ņŚÉ ĒĢäņÜöĒĢ£ ņĀĢļ│┤ļź╝ ņĀ£Ļ│ĄĒĢśļŖö Ļ▓āņØä ļ¬®Ēæ£ĒĢśņśĆļŗż. ĒĢ┤ļŗ╣ ļģ╝ļ¼Ė ĻĖ░Ļ│ĀņŚÉņä£ ņØĖņÜ®ĒĢ£ ļģ╝ļ¼ĖņØś ņåīņ×¼ ļ░Å Ļ│ĄņĀĢļ│Ćņłś ļō▒ņØĆ Table 1ņØä ĒåĄĒĢ┤ ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż.
Table┬Ā1
Selected laser brazing condition for the ferrous and non-ferrous alloys in previous studies
| Ferrous alloy | |||||||
|---|---|---|---|---|---|---|---|
| No. | Substrate / wire | Joint | Laser source | Wire feeding direction | process parameters | Ref | |
| Laser | Wire feed | ||||||
| 1 | AlSl 4135 (t: 3-6 mm) / G3Si1 (D: 0.8, 1 mm) | Butt | CO2 laser (DL: ╬” 0.26 mm) | Front, Rear | P: 5 kW WS: 0.6-0.9 m/min | WFR: 4.7-10.7 m/min ╬▒: 30┬░, 45┬░, 60┬░ | 2) |
| 2 | S355F2G3 (t: 6 mm) / G3Si1 (D: 0.8, 1.0 mm) | Butt | CO2 laser (Unwritten) | Front, Rear |
P: 5 kW WS: 0.4-0.6 m/min F: 0, - 2 mm |
WFR: 6.2-10.7 m/min ╬▒: 45┬░, 52┬░ | 3) |
| 3 | Q345E (t: 10 mm) / ER50-6 (D: 1.2 mm) | Butt | Fiber laser (Unwritten) | Side | P: 6 kW WS: 0.6 m/min F: + 20 mm | WFR: 3-6 m/min ╬▒: about 60┬░ | 4) |
| 4 | Q346D (t: 12 mm) / H08Mn2SiA (D: 1.2 mm) | BOP | CO2 laser (DL: ╬” 0.75 mm) | Front, Rear | P: 10 kW WS: 0.3 m/min F: + 20 mm | WFR: 4.5 m/min ╬▒: 45┬░ | 5) |
| 5 | EN43A (t: 5 mm) / STS 316L (D: 0.8 mm) | BOP | Diode laser (DL: 2.5*3.5 mm) | Front, Rear | P: 1.1 kW WS: 0.24 m/min | WFR: 1.59 m/min ╬▒: 20, 30, 40, 50 ┬░ | 1) |
| 6 | A36 (t: 9 mm) / WT-6 (D: 1.2 mm) | BOP | Fiber laser (DL: ╬” 5 mm) | Rear | P: 4 kW WS: 0.36-0.60 m/min F: + 55 mm | WFR: 2.7-3.9 m/min ╬▒: 60┬░ | 6) |
| 7 | St37 (t: 3 mm) / SG2 (D: 1.0 mm) | Butt | Unwritten | Front, Rear | P: 5.2 kW WS: 2 m/min | WFR: 4 m/min ╬▒: Unwritten | 7) |
| 8 | STS 321 (t: 2 mm) / ER321 (D: 1.2 mm) | Butt | Fiber laser (DL: ╬” 0.26 mm) | Front | P: 1.5 kW WS: 1 m/min | WFR: 1.2 m/min ╬▒: 30┬░ | 8) |
| 9 | STS 316L (t: 2.7 mm) / STS 316L (D: 1.2 mm) | Butt | Fiber laser (Unwritten) | Front | P: 2.7-3.4 kW WS: 21-30 mm/s | WFR: Unwritten ╬▒: 45┬░ | 9) |
| 10 | STS 304L (t: 2 mm) / Stainless filler (D: 1.0 mm) | Butt | Fiber laser-arc (DL: ╬” 1.0 mm) | Front | P: 5, 8 kW WS: 5, 8 m/min F: + 8 mm | WFR: 1.5-7.0 m/min ╬▒: 30┬░ | 10) |
| 11 | STS 2205 (t: 8, 15 mm) STS 304L (t: 10 mm) S2507 (t: 6 mm) / ER 2209 (D: 1.0 mm) | Butt | Fiber laser (DL: ╬” 0.7 ~1.0 mm) | Front | P: 7-15 kW WS: 1-2 m/min F: - 4-7 mm | WFR: Unwritten ╬▒: 45┬░ | 11) |
| Non-ferrous alloy (Aluminum) | |||||||
| 9 | AA5182 (t: 1.4 mm) / AA5356 (D: 1.2 mm) | Butt | Nd:YAG laser (DL: ╬” 0.4 mm) | Front | P: 3-4 kW WS: 6-9 m/min | WFR: 0-4 m/min ╬▒: 27┬░ | 12) |
| 10 | A709 (t: 6 mm) / ER506 (1.2mm) | Butt | Fiber laser (Unwritten) | Rear | P: 6.6-7.27 kW WS: 1.10 m/min F: + 16 mm | WFR: 4-7.5 m/min ╬▒: Unwritten┬░ | 13) |
| 11 | Al 6009 (t: 3 mm) / AlSi 12 (D: 1.2 mm) | BOP | CO2 laser (DL: ╬” 0.3 mm) | Front, Rear | P: 3 kW WS: 3-6 m/min | WFR: 3-5 m/min ╬▒: Unwritten | 14) |
| 12 | 5A06 (t: 4 mm) / Al-Mg5 (D: 1.2mm) | BOP | Fiber laser (DL: ╬” 0.3 mm) | Front | P: 3 kW WS: 2 m/min | WFR: 3.-6 m/min ╬▒: 70┬░ | 15) |
| 17 | DP 600 (t: 0.77 mm) AA 6016 (t: 1.2 mm) / Zn-filler (D: 1.0 mm) | Lap | Nd:YAG (DL: ╬” 1.5-2.0 mm) | Front | P: Unwritten WS: 0.2-1.2 m/min | WFR: Unwritten ╬▒: Unwritten┬░ | 16) |
2. Ļ│ĄņĀĢļ│ĆņłśņØś ņĀĢņØś
ļĀłņØ┤ņĀĆ ĒĢäļ¤¼ ņÜ®ņĀæ Ļ│ĄņĀĢņŚÉļŖö ņ×ģņŚ┤ņØä ņĀ£ņ¢┤ĒĢśļŖö Ļ│ĄņĀĢļ│ĆņłśņÖĆ ņÜ®Ļ░Ćņ×¼ņØś ņåĪĻĖēĻ│╝ Ļ┤ĆļĀ©ļÉ£ Ļ│ĄņĀĢļ│ĆņłśĻ░Ć ņĪ┤ņ×¼ĒĢśļ®░, Ļ░üĻ░üņØś Ļ│ĄņĀĢļ│ĆņłśļŖö ņāüĒśĖņ×æņÜ®ĒĢ£ļŗż. ļĀłņØ┤ņĀĆļź╝ ĒåĄĒĢ┤ Ļ│ĄĻĖēļÉśļŖö ņ×ģņŚ┤ņØĆ ņÜ®Ļ░Ćņ×¼ļź╝ ņÜ®ņ£Ąņŗ£ĒéżļŖö ņŻ╝ļÉ£ ĻĄ¼ļÅÖļĀźņØ┤ņ¦Ćļ¦ī, ņÜ®Ļ░Ćņ×¼ņŚÉ ļäłļ¼┤ ļ¦ÄņØĆ ņŚ┤ņøÉņØ┤ ņ¦æņżæļÉśļŖö Ļ▓ĮņÜ░ ļČĆņ×¼Ļ░Ć Ļ░ĆņŚ┤ļÉśņ¦Ć ņĢŖņĢä ņĀ¢ņØīņä▒ņØ┤ ņĀĆĒĢśĒĢĀ ņłś ņ׳ļŗż. ļ│Ė ĻĖ░ņłĀĻĖ░Ļ│ĀļŖö ļ¼ĖĒŚīņŚÉņä£ ļģ╝ņØśļÉ£ ļ░ö ņ׳ļŖö ļŗżņ¢æĒĢ£ Ļ│ĄņĀĢļ│Ćņłś ņżæņŚÉņä£, Fig. 1ņŚÉ ļ¬©ņŗØļÅäļĪ£ ļéśĒāĆļéĖ Ļ│ĄņĀĢļ│ĆņłśņŚÉ ļīĆĒĢ£ ņśüĒ¢źņØä ļģ╝ņØśĒĢśĻ│Āņ×É ĒĢ£ļŗż.
Fig.┬Ā1
Schematic diagram of laser brazing and definition of welding variables used in this manuscript

2.1 ņ×ģņŚ┤ņŚÉ ņśüĒ¢źņØä ļ»Ėņ╣śļŖö Ļ│ĄņĀĢļ│Ćņłś
Ļ│ĄņĀĢļ│Ćņłś ņżæ ļĀłņØ┤ņĀĆ ņČ£ļĀź, ņÜ®ņĀæņåŹļÅä, ņ┤łņĀÉĻ▒░ļ”¼ļŖö ņŚÉļäłņ¦Ć ņ×ģņŚ┤ ļśÉļŖö ņŚÉļäłņ¦Ć ļ░ĆļÅäņŚÉ ņ¦üĻ░äņĀæņĀüņ£╝ļĪ£ ņśüĒ¢źņØä ļ»Ėņ╣śļŖö ņÜöņØĖņØ┤ļŗż. ļČĆņ×¼ņØś Ļ░ĆņŚ┤ ļ░Å ņÖĆņØ┤ņ¢┤ ņÜ®ņ£ĄņØä ņ£äĒĢ┤ ņØ╝ņĀĢ ņØ┤ņāüņØś ņ×ģņŚ┤ņØ┤ ņÜöĻĄ¼ļÉśļ®░, ņ×ģņŚ┤ņØ┤ ļČĆņĪ▒ĒĢśļ®┤ ļČĆņ×¼ņÖĆ ņÖĆņØ┤ņ¢┤ņØś ņÜ®ņ£Ąļ¤ē ļ░Å ņĀ¢ņØīņä▒ ņĀĆĒĢśļĪ£ ļ╣äļō£ ļČłĻĘĀņØ╝ ļ░Å ĻĖ░Ļ│ĄĻ│╝ Ļ░ÖņØĆ ņÜ®ņĀæ ļČłļ¤ēņØ┤ ļ░£ņāØĒĢĀ ņłś ņ׳ļŗż4).
ļĀłņØ┤ņĀĆ ņČ£ļĀźņØ┤ ņ”ØĻ░ĆĒĢĀņłśļĪØ ņØ┤ļ®┤ļ╣äļō£ ļäłļ╣ä, ņÜ®ņ×ģ Ļ╣ŖņØ┤, ļŹ¦ņé┤ ļåÆņØ┤Ļ░Ć Fig. 2ņŚÉ ļéśĒāĆļéĖ ļ░öņÖĆ Ļ░ÖņØ┤ ņ”ØĻ░ĆĒĢśļŖö Ļ▓ĮĒ¢źņØä ļéśĒāĆļéĖļŗż12,14). ĻĘĖļ¤¼ļéś ļĀłņØ┤ņĀĆ ņČ£ļĀźņØ┤ ļåÆņĢäņ¦łņłśļĪØ ņÜ®ņĀü ĒÅŁļ░£ ļ░Å ņŖżĒī©Ēä░Ļ░Ć ļ░£ņāØĒĢĀ Ļ░ĆļŖźņä▒ņØ┤ ļåÆņ£╝ļ®░12), ĒéżĒÖĆ ļČłņĢłņĀĢņ£╝ļĪ£ ņØ┤ņ¢┤ņĀĖ ņ¢ĖļŹöņ╗Ę, ĒŚśĒĢæļ╣äļō£ Ļ░ÖņØĆ Ļ▓░ĒĢ©ņØä ņ┤łļלĒĢĀ ņłś ņ׳ļŗż17).

ņÜ®ņĀæ ņåŹļÅäĻ░Ć ļ╣©ļØ╝ņ¦łņłśļĪØ ļ¬©ņ×¼ ļ░Å ņÖĆņØ┤ņ¢┤ņŚÉ ļČĆņŚ¼ļÉśļŖö ļŗ©ņ£äņŗ£Ļ░äļŗ╣ Ļ│ĄĻĖē ņ×ģņŚ┤ņØ┤ Ļ░ÉņåīĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ, ņÜ®ņĀæ ņåŹļÅäĻ░Ć ņ”ØĻ░ĆĒĢĀņłśļĪØ ņ£Śļ®┤ ļ╣äļō£ ļäłļ╣ä, ļ░æļ®┤ ļ╣äļō£ ļäłļ╣ä, ņÜ®ņ×ģĻ╣ŖņØ┤Ļ░Ć Ļ░ÉņåīĒĢśļŖö Ļ▓ĮĒ¢źņØ┤ ļéśĒāĆļé£ļŗż12,14). ņÜ®ņĀæ ņåŹļÅäĻ░Ć ņ”ØĻ░ĆĒĢśļ®┤ņä£ ĒéżĒÖĆļ¬©ļō£ņŚÉņä£ ņŚ┤ņĀäļÅäļ¬©ļō£ļĪ£ ņĀäĒÖśļÉśļŖöļŹ░, ļ¬©ņ×¼ Ēæ£ļ®┤ņŚÉņä£ņØś ļ╣öĒØĪņłśņ£© ļ░Å ĒöīļØ╝ņ”łļ¦ł ĒöīļŻĖņŚÉ ņØśĒĢ£ ņŚÉļäłņ¦Ć ĒØĪņłśĻ░Ć Ļ░ÉņåīĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ņŚÉļäłņ¦Ć ĒÜ©ņ£©ņØ┤ ĻĖēĻ▓®Ē׳ Ļ░ÉņåīĒĢĀ ņłś ņ׳ļŗż2). Ļ│╝ĒĢśĻ▓ī ņåŹļÅäĻ░Ć ļ╣©ļØ╝ņ¦ä Ļ▓ĮņÜ░ņŚÉļŖö ņ¢ĖļŹöņ╗ĘĻ│╝10), ļ╣äļō£ ļČłĻĘĀņØ╝ņØ┤ ņĢ╝ĻĖ░ļÉĀ ņłś ņ׳ņ£╝ļ®░14), Ļ│╝ļÅäĒĢ£ Ļ░ÉņåŹņØĆ ņāØņé░ņä▒ ņĀĆĒĢśņÖĆ ļ¬©ņ×¼ņŚÉ ļīĆĒĢ£ Ļ│╝ņ×ģņŚ┤ļĪ£ ņØ┤ņ¢┤ņ¦ł ņłś ņ׳ļŗż.
2.2 ņÖĆņØ┤ņ¢┤ ņåĪĻĖē Ļ┤ĆļĀ© Ļ│ĄņĀĢļ│Ćņłś
ņÖĆņØ┤ņ¢┤ņÖĆ ļĀłņØ┤ņĀĆņÖĆņØś ņāüĒśĖņ×æņÜ® ļśÉĒĢ£ ņĀæĒĢ® ĒŖ╣ņä▒ņŚÉ ņśüĒ¢źņØä ļ»Ėņ╣śļŖöļŹ░, ņÖĆņØ┤ņ¢┤ ņåĪĻĖēļ░®Ē¢ź, ņåĪĻĖēĻ░üļÅä, ņÖĆņØ┤ņ¢┤ Ēīü- ļĀłņØ┤ņĀĆņØś ĻĄÉņ░©ņ¦ĆņĀÉ(H) ļ░Å ņÖĆņØ┤ņ¢┤-ļĀłņØ┤ņĀĆ Ļ▒░ļ”¼(D) ļō▒ņØ┤ ļ│ĆĒÖöĒĢśņśĆņØä ļĢīņØś ĒŖ╣ņä▒ņØ┤ ļ│ĆĒÖöĒĢ£ļŗżĻ│Ā ļ│┤Ļ│ĀļÉśĻ│Ā ņ׳ļŗż. ņĀüņĀĢ ņÖĆņØ┤ņ¢┤ ņåĪĻĖēņØĆ ņ¢ĖļŹöņ╗Ę, ņÜ®ņ░®ļČĆņĪ▒Ļ│╝ Ļ░ÖņØĆ ņÜ®ņĀæ ļČłļ¤ēņØä Ļ░£ņäĀĒĢśĻ│Ā, Ļ░Ł ļīĆņØæļĀźņØä ņ”ØļīĆņŗ£Ēé¼ ņłś ņ׳ļŗż10).
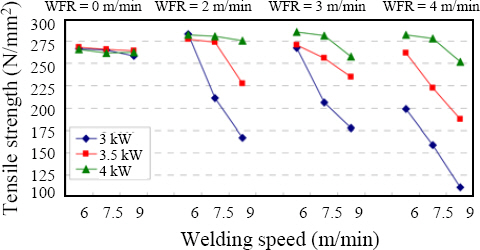
Ļ░ÖņØĆ ņ×ģņŚ┤ņĪ░Ļ▒┤ņŚÉņä£ ņÖĆņØ┤ņ¢┤ ņåĪĻĖēņåŹļÅäĻ░Ć ņ”ØĻ░ĆĒĢśļ®┤, ņÖĆņØ┤ņ¢┤ļź╝ ņÜ®ņ£Ąņŗ£ĒéżļŖöļŹ░ ļ¦ÄņØĆ ņŚÉļäłņ¦ĆĻ░Ć ņåīļ¬©ļÉśņ¢┤ ļ¬©ņ×¼ļĪ£ ņĀäļŗ¼ļÉśļŖö ņŚÉļäłņ¦ĆĻ░Ć Ļ░ÉņåīĒĢ£ļŗż. Fig. 2ņŚÉ ļéśĒāĆļéĖ ļ░öņÖĆ Ļ░ÖņØ┤ ņÖĆņØ┤ņ¢┤ ņåĪĻĖēņåŹļÅäĻ░Ć ņ”ØĻ░ĆĒĢśļ®┤ ļČĆņ×¼ņØś ņÜ®ņ£Ąļ¤ēņØ┤ Ļ░ÉņåīĒĢ©ņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż3,12). Salminen et. al.2,3)ņØĆ ņÖĆņØ┤ņ¢┤ ņåĪĻĖēņåŹļÅäĻ░Ć ĒŖ╣ņĀĢ ĒĢ£Ļ│äļź╝ ļäśņ¢┤ņä£ļ®┤ ļĀłņØ┤ņĀĆ ļ╣öņØ┤ ņÜ®ņ£ĄļÉśņ¦Ć ņĢŖņØĆ ņÖĆņØ┤ņ¢┤ Ēæ£ļ®┤ņŚÉņä£ ļ░śņé¼ļÉśņ¢┤ ņĄ£ļīĆ ņĢĮ 50%ņØś ļĀłņØ┤ņĀĆ ņČ£ļĀźņØ┤ ņåÉņŗżļÉ£ļŗżĻ│Ā ņ¢ĖĻĖēĒĢśņśĆļŗż. ņÖĆņØ┤ņ¢┤ ņåĪĻĖēņåŹļÅäĻ░Ć ļ╣Āļź╝ņłśļĪØ ņÖĆņØ┤ņ¢┤ Ēīü ņ£äņ╣śļŖö ĒÜĪļ░®Ē¢źņ£╝ļĪ£ļŖö ļĀłņØ┤ņĀĆ, ņłśņ¦ü ļ░®Ē¢źņ£╝ļĪ£ļŖö ņÜ®ņ£Ąņ¦ĆņŚÉ Ļ░ĆĻ╣īņøīņ¦äļŗż. ņÖĆņØ┤ņ¢┤ ņåĪĻĖēņåŹļÅäĻ░Ć ļäłļ¼┤ ļ╣Āļź┤ļ®┤ ļ╣äļō£ ļüŖĻ╣Ć, ņĀæĒĢ®ļČłļ¤ē, ĻĖ░Ļ│ĄĻ│╝ Ļ░ÖņØĆ ļČłļ¤ēņØ┤ ļ░£ņāØĒĢĀ ņłś ņ׳ņ£╝ļ®░2,3,14), ņÖĆņØ┤ņ¢┤ ņåĪĻĖēņåŹļÅäĻ░Ć ļäłļ¼┤ ļŖÉļ”¼ļ®┤ Ļ│╝ņ×ģņŚ┤ļĪ£ ņØĖĒĢ£ ņÜ®ņĀü ĒÅŁļ░£Ļ│╝ ĒĢĀ ņłś ņ׳ņ£╝ļ®░, ņÖĆņØ┤ņ¢┤ Ļ│ĄĻĖēļ¤ē ļČĆņĪ▒ņ£╝ļĪ£ ņØĖĒĢ£ ņØ┤ņØīļČĆ ļ╣äļō£ņ▓śņ¦ÉņØ┤ ņĢ╝ĻĖ░ļÉĀ ņłś ņ׳ļŗż.
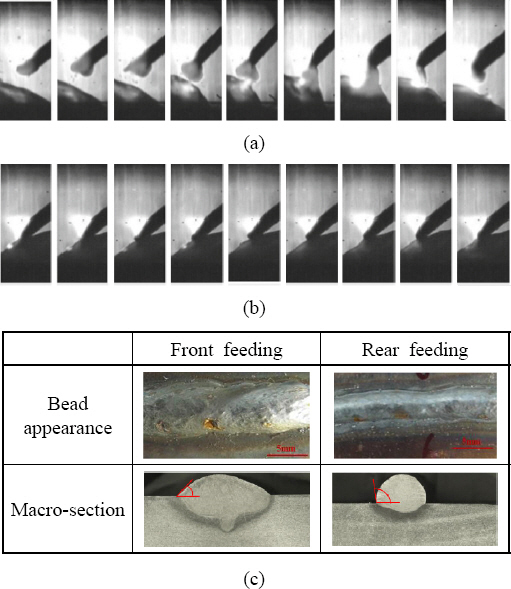
ņÖĆņØ┤ņ¢┤ ņåĪĻĖē ļ░®Ē¢ź(ņĀäņ¦äļ▓Ģ, Ēøäņ¦äļ▓Ģ ļō▒)ņŚÉ ļīĆĒĢ£ ņØśĻ▓¼ņØĆ ņĢäņ¦üĻ╣īņ¦Ć ļČäļČäĒĢśļŗż. ņØ╝ļ░śņĀüņ£╝ļĪ£ ļĀłņØ┤ņĀĆ ņ¦äĒ¢ēļ░®Ē¢źņŚÉņä£ ņÖĆņØ┤ņ¢┤ļź╝ ņåĪĻĖēĒĢśļŖö ņĀäņ¦äļ▓ĢņØ┤ ņäĀĒśĖļÉśņ¦Ćļ¦ī, ņØ╝ļČĆ ļ¼ĖĒŚīņŚÉņä£ Ēøäņ¦äļ▓ĢņŚÉņä£ ņÜ®ņĀæņä▒ņØ┤ ņÜ░ņłśĒĢśņśĆļŗżļŖö ļ│┤Ļ│Ā ļśÉĒĢ£ ņĪ┤ņ×¼ĒĢ£ļŗż1). ņ░ĖĻ│Āļ¼ĖĒŚīņØä ņóģĒĢ®ĒĢśņśĆņØä ļĢī, ņĀäņ¦äļ▓ĢņØś ņĀüņÜ®ņé¼ļĪĆĻ░Ć ņóĆ ļŹö ļ¦ÄņØĆ Ļ▓āņ£╝ļĪ£ ĒÖĢņØĖļÉśņŚłļŗż. Fig. 3ņŚÉ ļéśĒāĆļéĖ ļ░öņÖĆ Ļ░ÖņØ┤, ņĀäņ¦äļ▓ĢņØä ņĀüņÜ®ĒĢśļŖö Ļ▓ĮņÜ░ ļĀłņØ┤ņĀĆ ļ╣öņØ┤ ņÖĆņØ┤ņ¢┤ņŚÉ ņ¦üņĀæ ļŗ┐ĻĖ░ ļĢīļ¼ĖņŚÉ ņÜ®ņĀüņØ┤ ņāüļīĆņĀüņ£╝ļĪ£ Ēü¼ļ®░, ņÜ®ņĀüņØś ņś©ļÅä ļśÉĒĢ£ ļåÆļŗż5). ļĢīļ¼ĖņŚÉ ņØ┤ņØīļČĆ ņÜ®ņ░®ņØä ļŖśļ”¼ĻĖ░ņŚÉ ņ£Āļ”¼ĒĢśļ®░, ĒŹ╝ņ¦Éņä▒ņØ┤ ņÜ░ņłśĒĢśļŗż1). ĻĘĖļ¤¼ļéś, ņÜ®ņĀæņäĀ ņČöņĀü ņןņ╣śļź╝ ņĀüņÜ®ĒĢ┤ņĢ╝ ĒĢśļŖö Ļ▓ĮņÜ░ņŚÉļŖö Ēøäņ¦äļ▓ĢņØ┤ ĒĢäņłśņĀüņØ┤ļŗż. Ēøäņ¦äļ▓ĢņØĆ Ļ│ĄņĀĢ ņżæ ļ░£ņāØĒĢśļŖö ĻĖłņåŹņ”ØĻĖ░ ļ░Å ņÜ®ņ£ĄĒÆĆņØś ņś©ļÅäļĪ£ ņÖĆņØ┤ņ¢┤ļź╝ ņÜ®ņ£Ąņŗ£ĒéżĻĖ░ ļĢīļ¼ĖņŚÉ ņÖĆņØ┤ņ¢┤ ņåĪĻĖēņåŹļÅäĻ░Ć ņĀ£ĒĢ£ņĀüņØ┤Ļ│Ā ļ╣äļō£ņØś ņĀæņ┤ēĻ░üņØ┤ Ēü¼ļŗż. ļĀłņØ┤ņĀĆ ņŚ┤ņøÉņ£╝ļĪ£ļČĆĒä░ ņÖĆņØ┤ņ¢┤ ņåĪĻĖēņĀÉņØ┤ ļ®Ćņ¢┤ņ¦łņłśļĪØ ļ╣ĀļźĖ ņØæĻ│ĀļĪ£ ņØĖĒĢ┤ ļ│╝ļĪØļ╣äļō£Ļ░Ć ĒśĢņä▒ļÉĀ Ļ░ĆļŖźņä▒ņØ┤ ņ”ØļīĆļÉśĻĖ░ ļĢīļ¼ĖņŚÉ Ēøäņ¦äļ▓Ģ ņĀüņÜ® ņŗ£ņŚÉļŖö ņ£ĀņØśĒĢĀ ĒĢäņÜöĻ░Ć ņ׳ļŗż1).
Fig.┬Ā3
Droplet transfer images with differential wire feeding direction from the (a) front and (b) rear, and (c) bead appearance and macro-sectional images5)
ņÖĆņØ┤ņ¢┤ņØś ņåĪĻĖē Ļ░üļÅä(╬▒)ļŖö ņŻ╝ļ│Ć ĻĖ░ĻĄ¼ļČĆņŚÉ ņØśĒĢ┤ ņĀ£ĒĢ£ļÉśļŖöļŹ░, Ļ░üļÅäĻ░Ć ļäłļ¼┤ Ēü¼ļ®┤ ņåĪĻĖēĻĖ░ņÖĆ ļĀłņØ┤ņĀĆ Ļ░äņØś Ļ░äņäŁņØ┤ ļ░£ņāØĒĢĀ ņłś ņ׳Ļ│Ā Ļ░üļÅäĻ░Ć ļäłļ¼┤ ņ×æņ£╝ļ®┤ ņåĪĻĖēĻĖ░Ļ░Ć ļ░öļŗźņŚÉ ļŗ┐ņØä ņłś ņ׳ĻĖ░ ļĢīļ¼ĖņØ┤ļŗż. ņÖĆņØ┤ņ¢┤ ņåĪĻĖēĻ░üļÅäĻ░Ć Ļ░ĆĒīīļź╝ņłśļĪØ ņĢĮĻ░äņØś ņ£äņ╣ś ļ│ĆĒÖöņŚÉļÅä ņÖĆņØ┤ņ¢┤ņŚÉ ļŗ┐ļŖö ļĀłņØ┤ņĀĆ ņĪ░ņé¼ļ®┤ņĀüņØ┤ ņłśņ¦üņ£╝ļĪ£ Ēü¼Ļ▓ī ļ│ĆĒĢśĻ▓ī ļÉ£ļŗż. Salminen et. al.2)ņØĆ ņÖĆņØ┤ņ¢┤ ņåĪĻĖē Ļ░üļÅäĻ░Ć ņŚÉļäłņ¦Ć ĒÜ©ņ£©ņŚÉļÅä ņśüĒ¢źņØä ļ»Ėņ╣£ļŗżĻ│Ā ļ░£Ēæ£ĒĢśņśĆļŗż. ņÖĆņØ┤ņ¢┤ Ēæ£ļ®┤ņŚÉņä£ ļĀłņØ┤ņĀĆ ļ╣öņØ┤ ļé£ļ░śņé¼ĒĢśļŖöļŹ░, ņØ┤ ļĢī ņÜ®ņ£Ąņ¦ĆļĪ£ Ē¢źĒĢśņ¦Ć ņĢŖņØĆ ļĀłņØ┤ņĀĆ ļ╣öņØ┤ ņåÉņŗżļÉśĻĖ░ ļĢīļ¼ĖņØ┤ļŗż.
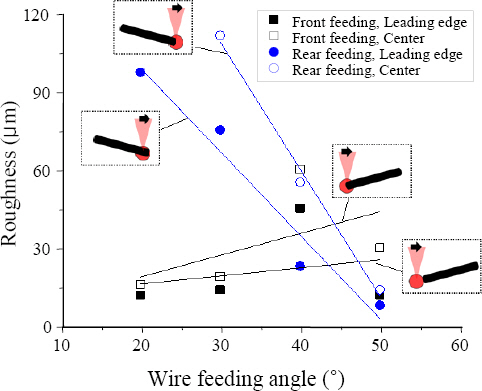
ņÖĆņØ┤ņ¢┤ ņåĪĻĖē ļ░®Ē¢źņŚÉ ļö░ļØ╝ ĒÆłņ¦łņØ┤ ņÜ░ņłśĒĢ£ ņÜ®ņĀæļČĆļź╝ ĒÖĢļ│┤ĒĢśĻĖ░ ņ£äĒĢ£ ņÖĆņØ┤ņ¢┤ ņåĪĻĖē Ļ░üļÅäļŖö ļŗżļź┤Ļ▓ī ļéśĒāĆļé¼ļŗż. (Fig. 4). Ēøäņ¦äļ▓ĢņØä ņĀüņÜ®ĒĢśļŖö Ļ▓ĮņÜ░ ņÖĆņØ┤ņ¢┤ Ļ░üļÅäĻ░Ć ņ”ØĻ░ĆĒĢĀņłśļĪØ ļ╣äļō£ Ēæ£ļ®┤ Ļ▒░ņ╣ĀĻĖ░Ļ░Ć Ļ░ÉņåīĒĢśņśĆņ£╝ļéś, ņĀäņ¦äļ▓ĢņØä ņĀüņÜ®ĒĢśļŖö Ļ▓ĮņÜ░ ņÖĆņØ┤ņ¢┤ Ļ░üļÅäĻ░Ć ņ”ØĻ░ĆĒĢĀņłśļĪØ ņśżĒ׳ļĀż ļ╣äļō£ Ēæ£ļ®┤ņØś Ļ▒░ņ╣ĀĻĖ░Ļ░Ć ņ”ØĻ░ĆĒĢśņśĆļŗż1). Syed et al.1)ņØĆ ņÖĆņØ┤ņ¢┤Ļ░Ć ņłśņ¦üņ£╝ļĪ£ Ļ│ĄĻĖēļÉĀņłśļĪØ ņÜ®ņ£ĄĒÆĆ ļé┤ ņÖĆļźśĻ░Ć ļ░£ļŗ¼ĒĢśĻ│Ā, ņÖĆņØ┤ņ¢┤ņŚÉ ņĪ░ņé¼ļÉśļŖö ļĀłņØ┤ņĀĆĻ░Ć ļööĒżņ╗żņŗ▒ ļÉśļ®┤ņä£ ļ╣äļō£Ļ░Ć Ļ▒░ņ╣Āņ¢┤ ņ¦äļŗżĻ│Ā ņŻ╝ņןĒĢśņśĆņ£╝ļéś, Ēøäņ¦äļ▓Ģ ņĀüņÜ®ņŗ£ ņåĪĻĖēĻ░üļÅäĻ░Ć ņ”ØĻ░ĆĒĢĀņłśļĪØ ļ╣äļō£ ņÖĖĻ┤Ć Ļ▒░ņ╣ĀĻĖ░Ļ░Ć Ļ░ÉņåīĒĢśļŖö ņØ┤ņ£ĀļŖö ņäżļ¬ģĒĢśņ¦Ć ļ¬╗Ē¢łļŗż. ļśÉĒĢ£ ņØ┤ņÖĆ ļ░śļīĆņØś ņ¢æņāüņØä ļ│┤ņØ┤ļŖö Ļ▓ĮņÜ░ļÅä ņ׳ņŚłĻĖ░ ļĢīļ¼ĖņŚÉ2) Ļ┤ĆļĀ©ļÉ£ ņČöĻ░Ć ņŚ░ĻĄ¼Ļ░Ć ĒĢäņÜöĒĢ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ņØ┤ņÖĆ ļ│äļÅäļĪ£ ņÖĆņØ┤ņ¢┤ ĒīüņØä ĻĖĖĻ▓ī ļ╣╝ļŖö Ļ▓ĮņÜ░, ņ¦äļÅÖņŚÉ ļ»╝Ļ░ÉĒĢ┤ņ¦ĆĻĖ░ ļĢīļ¼ĖņŚÉ ņÖĆņØ┤ņ¢┤ ļÅīņČ£ ĻĖĖņØ┤ļŖö ļŗżņåī ņ¦¦ņØĆ Ļ▓āņØ┤ ņäĀĒśĖļÉ£ļŗż2,7).
Fig.┬Ā4
Surface roughness with variable wire feeding angle, wire feeding direction and aimed wire position (modified from reference5))
ņÖĆņØ┤ņ¢┤ Ēīü-ļĀłņØ┤ņĀĆ ņżæņŗ¼ņØś ĻĄÉņ░©ņ¦ĆņĀÉ(H)ņØ┤ ļ®ĆņłśļĪØ ņØ┤ņØīļČĆ ĒŖ╣ņä▒ņØ┤ ņĀĆĒĢśļÉ£ļŗżļŖö Ļ▓░Ļ│╝ļ│┤Ļ│ĀĻ░Ć ņĪ┤ņ×¼ĒĢ£ļŗż. Fig. 5ņŚÉ ĻĄÉņ░©ņ¦ĆņĀÉņŚÉ ļö░ļźĖ ļ╣äļō£ņÖĖĻ┤Ć ļ░Å ļŗ©ļ®┤ņØś ļ│ĆĒÖöļź╝ ļéśĒāĆļé┤ņŚłļŗż1,2). HĻ░Ć 0 mm ņØĖ Ļ▓ĮņÜ░ ņÜ®ņ×ģ Ļ╣ŖņØ┤Ļ░Ć Ļ░Ćņן Ļ╣ŖņŚłņ¦Ćļ¦ī, ņÖĆņØ┤ņ¢┤Ļ░Ć ļ¬©ņ×¼ņŚÉ ļŗ┐ņĢä ņ׳ņ¢┤ ņÖĆņØ┤ņ¢┤ņØś ņ¦äļÅÖņ£╝ļĪ£ ņØĖĒĢ┤ ļ╣äļō£Ēæ£ļ®┤ņØ┤ ļČłĻĘĀņØ╝ĒĢśļŗż. HĻ░Ć 2.5 mm ņØ┤ņāüņØ┤ļ®┤ ņÜ®ņ░®ĻĖłņåŹĻ│╝ ņÜ®ņ£ĄĒÆĆ Ļ░äņØś ļĖīļ”┐ņ¦ĆĻ░Ć ļüŖņ¢┤ņ¦ĆĻ│Ā, ļŗ©ļØĮņØ┤Ē¢ē Ēś╣ņØĆ ņ×ģņāüņÜ®ņĀüņØ┤Ē¢ēņ£╝ļĪ£ ņĀäĒÖśļÉśļ®┤ņä£ ņÜ®ņĀæ ĒÆłņ¦łņØ┤ ĒĢśļØĮĒĢ£ļŗż. Zhao et al.5)ņØĆ HĻ░Ć Ēü┤ņłśļĪØ ņÜ®ņĀüņØ┤Ē¢ē ņŻ╝ĻĖ░Ļ░Ć ņ”ØĻ░ĆĒĢśļŖöļŹ░, ņØ┤ļĪ£ ņØĖĒĢ┤ ņÜ®ņĀüņØś Ēü¼ĻĖ░Ļ░Ć ņ”ØĻ░ĆĒĢśņŚ¼ ņ”ØĻĖ░ ļ░śļĀź(Fc)Ļ│╝ Ēæ£ļ®┤ņןļĀź(Fs)Ļ░Ć ņ╗żņĀĖ ņÜ®ņĀü ņØ┤Ē¢ēņØ┤ ļ░®ĒĢ┤ļ░øĻĖ░ ļĢīļ¼ĖņØ┤ļØ╝Ļ│Ā ĒĢśņśĆļŗż(Fig. 6).
Fig.┬Ā5
(a) Bead appearance and macro-sectional images of brazed bead, and (b) droplet transfer frequency with differential height of intersection of wire- beam (H)3)
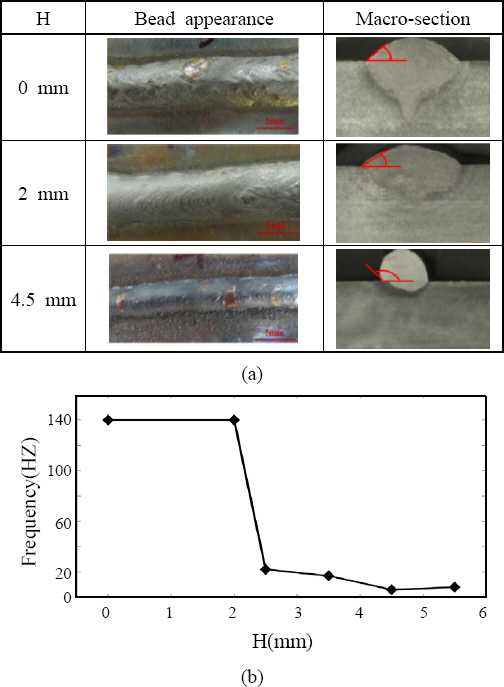
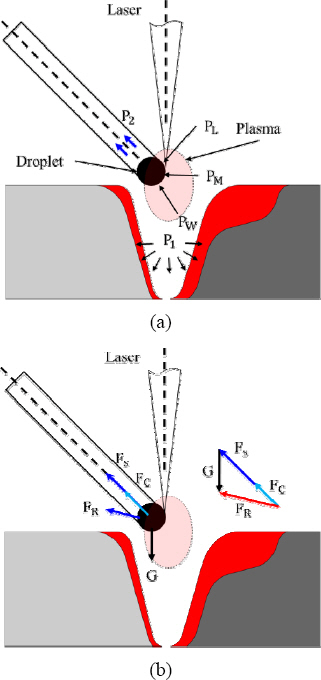
Fig.┬Ā6
(a) Schematic of activated heat input and (b) forces for the droplet transfer. (P1: Power absorbed to the weld pool, P2: Power absorbed to the wire, PL: laser irradiation, PM: plasma and metallic vapor radiation, PW: weld pool radiation, G: gravitational force, FS: surface tension, FC: vapor recoil force, FR: resultant force.)5)
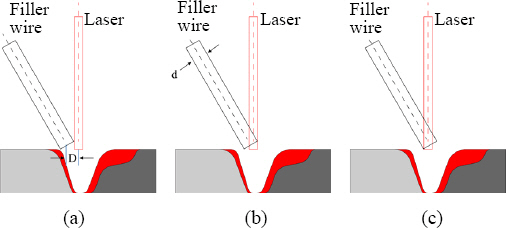
ņÖĆņØ┤ņ¢┤-ļĀłņØ┤ņĀĆ Ļ▓╣ņ╣©Ļ▒░ļ”¼(D)ļŖö ņÖĆņØ┤ņ¢┤ ņåĪĻĖēņĀÉĻ│╝ ņÖĆņØ┤ņ¢┤ ņåĪĻĖēņåŹļÅäņŚÉ ņśüĒ¢źņØä ļ░øļŖöļŗż. ļČĆļČäĻ▓╣ņ╣©ņØĖ Ļ▓ĮņÜ░ņŚÉņä£(Fig. 7(b)) ņÖĆņØ┤ņ¢┤ ļ░Å ļ¬©ņ×¼ņŚÉ ņČ®ļČäĒĢ£ ņ×ģņŚ┤ņØ┤ Ļ░ĆĒĢ┤ņĀĖ ņŚÉļäłņ¦Ć ĒÜ©ņ£©ņØ┤ Ļ░Ćņן ļåÆļŗż5,7,15). ņÖäņĀä Ļ▓╣ņ╣©ņØś Ļ▓ĮņÜ░ņŚÉļŖö(Fig. 7(c)) ņÖĆņØ┤ņ¢┤Ļ░Ć ļĀłņØ┤ņĀĆ ļ╣öņØś ņ¦äļĪ£ļź╝ ļ░®ĒĢ┤ĒĢśņŚ¼, ļ¬©ņ×¼ņØś ņś©ļÅäĻ░Ć ņČ®ļČäĒ׳ ņś¼ļØ╝Ļ░Ćņ¦Ć ņĢŖĻ▒░ļéś ļČĆņŚ¼ļÉ£ Ļ│╝ļŗżĒĢ£ ņ×ģņŚ┤ļĪ£ ņØĖĒĢ┤ ņŖżĒī©Ēä░Ļ░Ć ļ╣äņé░ĒĢ£ļŗż1,3,14). Ļ▓╣ņ╣©ņØ┤ ņŚåļŖö Ļ▓ĮņÜ░ņŚÉļŖö(Fig. 7(a)) ņÜ®ņĀüņØ┤ ļĀłņØ┤ņĀĆņŚÉ ļģĖņČ£ļÉśļŖö ņł£Ļ░ä ņŖżĒī©Ēä░Ļ░Ć ļ░£ņāØĒĢśĻ│Ā, ņÖĆņØ┤ņ¢┤ņŚÉ ļīĆĒĢ£ ņ×ģņŚ┤ņØ┤ ļČĆņĪ▒ĒĢśņŚ¼ ņåĪĻĖēņåŹļÅäĻ░Ć ņĪ░ĻĖłļ¦ī ļåÆņĢäņĀĖļÅä ļČĆļČä ņÜ®ņ£ĄņØ┤ ļ░£ņāØĒĢśļ®┤ņä£ ņÜ®ņĀæ ĒÆłņ¦łņØ┤ ņĀĆĒĢśļÉśņŚłļŗż. ņØ┤Ļ▓āņØĆ ņÖĆņØ┤ņ¢┤ ņåĪĻĖēļ░®Ē¢ź, ņåĪĻĖēņ£äņ╣ś ļō▒ņŚÉ ļö░ļØ╝ ļ¬©ņ×¼ņÖĆ ņÖĆņØ┤ņ¢┤ņŚÉ Ļ░ĆĒĢ┤ņ¦ĆļŖö ņ×ģņŚ┤ ņĀĢļÅä, ļĀłņØ┤ņĀĆ ļ╣öņØś ļŗżņżæļ░śņé¼ ļ░Å ĻĖłņåŹņ”ØĻĖ░ņØś ļ░£ņāØņØ┤ ļ░öļĆ£ņØä ņØśļ»ĖĒĢ£ļŗż. ļĢīļ¼ĖņŚÉ ļĀłņØ┤ņĀĆ-ņÖĆņØ┤ņ¢┤ Ļ▓╣ņ╣©Ļ▒░ļ”¼(D)ļŖö ņĪ░Ļ▒┤ņŚÉ ļö░ļØ╝ ļ¦×ņČż ņĪ░ņĀĢļÉśņ¢┤ņĢ╝ ĒĢ£ļŗż.
Fig.┬Ā7
Definition of wire-laser displacement (D); (a) fully detach (D > 1/2d), (b) partially overlap (0 < D < 1/2d), (c) fully overlap (D ŌēÆ 0)3)
3. ļĀłņØ┤ņĀĆ ĒĢäļ¤¼ ņÜ®ņĀæ Ļ░ĢļÅä
ļĀłņØ┤ņĀĆ ĒĢäļ¤¼ ņÜ®ņĀæņØ┤ ņĀüņÜ®ļÉśļŖö ļČĆĒÆłņØś ļ¬®ņĀüņŚÉ ļö░ļØ╝ ņĀæĒĢ®Ļ░ĢļÅäņØś ĒĢäņÜö ņ£Āļ¼┤ņÖĆ ĒŚłņÜ® ĒĢ£Ļ│äļŖö ļŗ¼ļØ╝ņ¦ł ņłśļ░¢ņŚÉ ņŚåļŗż. ņØ╝ļ░śņĀüņØĖ ļĖīļĀłņØ┤ņ¦Ģ ņĀæĒĢ®ņØĆ ļ¬©ņ×¼Ļ░Ć ņÜ®ņ£ĄļÉśņ¦Ć ņĢŖĻ│Ā ņÜ®ņ£ĄļÉ£ ņéĮņ×ģĻĖłņåŹņØ┤ ņĀæĒĢ®ļČĆļź╝ ņ▒äņøī ņĀæĒĢ®ļÉśļŖö ļ░®ņŗØņØä ņØśļ»ĖĒĢ£ļŗż. ĒÖöĒĢÖņĀü Ļ▓░ĒĢ®ņ£╝ļĪ£ ņĀæĒĢ®ļÉśņ¦Ćļ¦ī, Ļ▓░ĒĢ®ņĖĄņØ┤ ņ¢ĢĻ│Ā ņĀæĒĢ®ļČĆĻ░Ć Ļ▓¼Ļ│ĀĒĢśņ¦Ć ņĢŖņĢä Ļ░ĢļÅäĻ░Ć ļ¦ÄņØ┤ ņÜöĻĄ¼ļÉśņ¦Ć ņĢŖņØĆ ņ£äņ╣śņŚÉ ņŻ╝ļĪ£ ņĀüņÜ®ļÉśņ¢┤ ņÖöļŗż. ļ░śļ®┤ ļĀłņØ┤ņĀĆ ĒĢäļ¤¼ ņÜ®ņĀæņØś Ēīīļŗ©ņØĆ ņāüļīĆņĀüņ£╝ļĪ£ ņĢĮĒĢ£ Ļ░ĢļÅäņØĖ ņØ┤ņØīļČĆļź╝ ļö░ļØ╝ ņ¦äĒ¢ēļÉ£ļŗż. ļĢīļ¼ĖņŚÉ ļĀłņØ┤ņĀĆ ĒĢäļ¤¼ ņÜ®ņĀæļČĆņØś ņĀæĒĢ®Ļ░ĢļÅäļŖö ņØ┤ņØīļČĆņØś ĒśĢĒā£ņÖĆ ņÜ®Ļ░Ćņ×¼(ņÖĆņØ┤ņ¢┤) Ļ░ĢļÅäņŚÉ ņØśņĪ┤ņĀüņØ┤ļØ╝Ļ│Ā ĒĢĀ ņłś ņ׳ļŗż.
Fig. 8ņŚÉņä£ ļĀłņØ┤ņĀĆ ņČ£ļĀźņØ┤ Ļ░ÉņåīĒĢ©ņŚÉ ļö░ļØ╝ ņØĖņן Ļ░ĢļÅäĻ░Ć Ļ░ÉņåīĒĢśļŖö Ļ▓āņØä ļ│╝ ņłś ņ׳ļŖöļŹ░, ņØ┤ļź╝ ĒåĄĒĢ┤ ņĀæĒĢ®Ļ░ĢļÅäļŖö Ļ│ĄņĀĢ ļ│ĆņłśņØś ņśüĒ¢źņØä ļ░øļŖö Ļ▓āņØä ņĢī ņłś ņ׳ļŗż1). ļ│┤ĒÄĖņĀüņ£╝ļĪ£ ņ×ģņŚ┤ņØ┤ ņČ®ļČäĒĢśņŚ¼ Ļ▓░ĒĢ®ņĖĄņØ┤ ĒÖĢļ│┤ļÉśĻ│Ā, ņÖĆņØ┤ņ¢┤ ņåĪĻĖēņ£╝ļĪ£ ļŹ¦ņé┤ņØ┤ ĒśĢņä▒ļÉśļ®┤ ņØĖņןĻ░ĢļÅäļź╝ Ē¢źņāüņŗ£Ēé¼ ņłś ņ׳ļŗż12).
4. Ļ▓░ ļĪĀ
ļ│Ėļ¼ĖņØä ĒåĄĒĢ┤ ļĀłņØ┤ņĀĆ ĒĢäļ¤¼ ņÜ®ņĀæņŚÉņä£ ņé¼ņÜ®ļÉśļŖö ņ×ģņŚ┤Ļ┤ĆļĀ© ļ│ĆņłśņÖĆ ņÖĆņØ┤ņ¢┤ ņåĪĻĖēĻ┤ĆļĀ© ļ│ĆņłśĻ░Ć ņä£ļĪ£ ņāüĒśĖņ×æņÜ®ĒĢ©ņØä ĒÖĢņØĖĒĢśņśĆļŗż. Ļ░üĻ░üņØś ļ│ĆņłśļŖö ļ¬©ņ×¼ņÖĆ ņÖĆņØ┤ņ¢┤ņØś ņ×ģņŚ┤ ļČäĒż(Fig. 8(a)), ņÜ®ņĀüņŚÉ Ļ░ĆĒĢ┤ņ¦ĆļŖö ĒלņØś ļČäĒż(Fig. 8(b)), ņÜ®ņĀü ņØ┤Ē¢ē ļ░®ņŗØ, ņŚÉļäłņ¦Ć ĒÜ©ņ£© ļō▒ņŚÉ ņśüĒ¢źņØä ļ»Ėņ╣śņ¢┤, ņĀüņĀĢ ņāØņé░ ņĪ░Ļ▒┤ņØä ņäĀņĀĢĒĢśĻĖ░ ņ£äĒĢ┤ņä£ ĒĢ┤ļŗ╣ļ│ĆņłśņŚÉ ļīĆĒĢ£ ņØ┤ĒĢ┤Ļ░Ć ĒĢäņÜöĒĢśļŗżĻ│Ā ĒīÉļŗ©ļÉ£ļŗż. ņÖĆņØ┤ņ¢┤ņØś ņåīņ×¼(ņÜ®ņ£ĄņĀÉ ņ░©ņØ┤)ņŚÉ ļö░ļźĖ ņĄ£ņĀü ņåĪĻĖēĻ░üļÅäļéś ņ¦äĒ¢ēļ░®Ē¢ź ļō▒ņØĆ ņĢäņ¦ü ņä£ļĪ£ņØś ņØśĻ▓¼ņØ┤ ņ▓©ņśłĒĢ£ ņāüĒā£ņØ┤ļŗż. ļŗżļ¦ī, Table 2ņŚÉ ļéśĒāĆļéĖ ļ░öņÖĆ Ļ░ÖņØ┤ ļĀłņØ┤ņĀĆ-ņÖĆņØ┤ņ¢┤ Ļ▓╣ņ╣©Ļ▒░ļ”¼(D)ļŖö ņÖĆņØ┤ņ¢┤ ņåĪĻĖēļ░®Ē¢źņŚÉ ļö░ļØ╝ ņäĀĒśĖļÉśļŖö ņĪ░Ļ▒┤ņØ┤ ļŗżļź┤Ļ▓ī ļéśĒāĆļé¼ļŖöļŹ░, ņØ┤ļŖö ņÖĆņØ┤ņ¢┤ņÖĆ ļ¬©ņ×¼ņŚÉ ņÜöĻĄ¼ļÉśļŖö ņ×ģņŚ┤ņØ┤ ņÖĆņØ┤ņ¢┤ņÖĆ ļ¬©ņ×¼ņØś ņóģļźś, ņÜ®ņĀæņåŹļÅäņÖĆ ņÖĆņØ┤ņ¢┤ ņåĪĻĖē ņåŹļÅä ļō▒ ņŚ¼ļ¤¼ Ļ│ĄņĀĢļ│ĆņłśņŚÉ ņØśĒĢ┤ ļ│ĄĒĢ®ņĀüņØĖ ņśüĒ¢źņØä ļ░øĻĖ░ ļĢīļ¼Ėņ£╝ļĪ£ ņČöņĖĪļÉ£ļŗż.
Table┬Ā2
Preferred feeding direction and the wire-laser displacement in previous researches
| Preferred feeding direction | Preferred wire-laser displacement (D) | Reasons | Reference |
|---|---|---|---|
| Rear feeding | Detach | Wire didnŌĆÖt disturb the weld pool. | 2) |
| Rear feeding | Detach | Wire didnŌĆÖt disturb the weld pool. | 12) |
| Front feeding | Overlap | Additional Laser heat input to wire enhanced the weld stability. | 13) |
| Front feeding | Detach | Wire didnŌĆÖt disturb the weld pool. Diminished risk of serration. | 14) |
| Front feeding | Overlap | Additional Laser heat input to wire enhanced the weld stability. | 9) |
ļ│Ė ĻĖ░ņłĀĻĖ░Ļ│ĀņŚÉņä£ļŖö ņĢīļŻ©ļ»ĖļŖä ļśÉļŖö Ļ░Ģņ×¼ņØś ļĀłņØ┤ņĀĆ ĒĢäļ¤¼ ņÜ®ņĀæ Ļ│ĄņĀĢņØś ņŻ╝ņÜö ņśüĒ¢źņØĖņ×ÉĻ░Ć ĒÆłņ¦łņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØä ļČäņäØĒĢśĻ│Ā ņŗżņÜ®ĒÖö ņŚ░ĻĄ¼ Ļ░£ļ░£ņŚÉ ĒĢäņÜöĒĢ£ ņĀĢļ│┤ļź╝ ņĀ£Ļ│ĄĒĢśļŖö Ļ▓āņØä ļ¬®Ēæ£ļĪ£ ĒĢśņśĆļŗż. ļ¬©ņ¬╝ļĪØ ĒĢ┤ļŗ╣ ĻĖ░Ļ│ĀĻ░Ć ļĀłņØ┤ņĀĆ ĒĢäļ¤¼ ņÜ®ņĀæņØ┤ ņĀüņÜ®ļÉśļŖö ļČĆĒÆłņØä ņäżĻ│äĒĢśĻ│Ā, Ļ│ĄņĀĢņĪ░Ļ▒┤ņØä ņäĀņĀĢĒĢśļŖöļŹ░ ņ׳ņ¢┤ ņ×æņØĆ ļÅäņøĆņØ┤ ļÉśĻĖĖ Ēؼļ¦ØĒĢ®ļŗłļŗż.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



