


1. ņä£ ļĪĀ
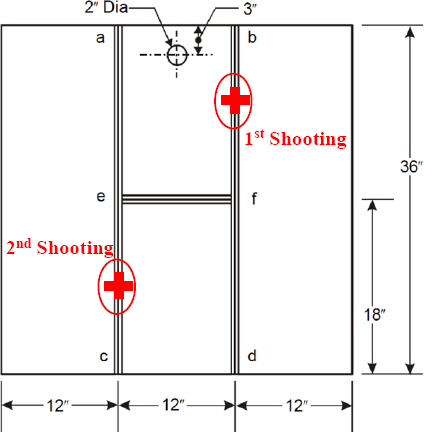
ĻĄŁļé┤ K1/K2 ņĀäņ░© ļō▒ņØś KĻ│äņŚ┤ ņĀäņ░©ņÖĆ ņ░©ļź£ĒśĢņןĻ░æņ░© ĻĄ¼ņĪ░ļ¼╝ņØś ņÜ®ņĀæņØĆ ļ»ĖĻĄŁ ĻĄŁļ░®ņä▒ ĻĘ£Ļ▓®ņØĖ TACOM Drawing 124795501)(ņØ┤ĒĢś TACOM)ņŚÉ ļö░ļØ╝ ņÜ®ņĀæņĀłņ░©ņŗ£ļ░®ņä£(WPS)ļź╝ Ļ░£ļ░£ ļ░Å Ļ▓Ćņ”ØĒĢśļÅäļĪØ ĻĘ£ņĀĢĒĢśĻ│Ā ņ׳Ļ│Ā, Ļ▓Ćņ”ØļÉ£ WPSņŚÉ ļö░ļØ╝ ņÜ®ņĀæņé¼ ņ×ÉĻ▓®Ļ▓Ćņ”Ø ļ░Å ņÜ®ņĀæ ņ×æņŚģĻ│╝ ņÜ®ņĀæĻ│ĄņĀĢņØś ĒÆłņ¦łĻ┤Ćļ”¼ļź╝ ņłśĒ¢ē ņżæņØ┤ļŗż. ĒŖ╣Ē׳ TACOM ĻĘ£Ļ▓®ņŚÉņä£ ņןĻ░æĻ░Ģ ņÜ®ņĀæļČĆņØś Ļ▓Ćņ”Ø ņŗ£ĒŚśņØĆ ņØ╝ļ░śņĀüņØĖ ĻĄ¼ņĪ░ļ¼╝Ļ│╝ ļŗ¼ļ”¼ ņØĖņן, ņČ®Ļ▓®, ĻĄĮĒל ļō▒ņØś ĻĖ░Ļ│äņĀü ļ¼╝ņä▒ņŗ£ĒŚś ļīĆņŗĀ Fig. 1Ļ│╝ Ļ░ÖņØ┤ ŌĆśHŌĆÖņ×É ĒśĢĒā£ ņŗ£ĒŚśĒÄĖ(ņØ┤ĒĢś H-Plate)ņØä ņÜ®ņĀæ ņĀ£ņ×æĒĢśņŚ¼ ĻĄ¼ņåīļĀ© ņŚ░ļ░®ņØś TĒśĢ ņĀäņ░©Ļ░Ć ņé¼ņÜ®ĒĢśļŖö ļīĆņĀäņ░©ņÜ® ĒāäņØś ļ¬©ņØśĒāäņØä H-PlateņØś ņÜ®ņĀæļČĆņŚÉ ņ¦üņĀæ ņé¼Ļ▓®ĒĢśļŖö ļ░®Ēāäņŗ£ĒŚśņØä ņÜöĻĄ¼ĒĢśĻ│Ā ņ׳ļŗż. ņŚ¼ĻĖ░ņä£ ņŗ£ĒŚś(ļ░®Ēāäņä▒ļŖź)ņØś ĒĢ®ļČĆ ĒīÉņĀĢņØĆ ĻĘ£ņĀĢļÉ£ Ēāä ņåŹļÅäņŚÉņä£ Ēö╝ĒāäļČĆ Ēøäļ®┤ņŚÉņä£ ļ░£ņāØĒĢ£ ĻĘĀņŚ┤ ĻĖĖņØ┤ļź╝ ĒåĀļīĆļĪ£ ĒĢ£ļŗż. ņØ┤ļĢī ņĄ£ļīĆ ĒŚłņÜ® ĻĘĀņŚ┤ ĻĖĖņØ┤ļŖö ņåīņ×¼ ļæÉĻ╗śņŚÉ ļö░ļØ╝ 1ņØĖņ╣ś ņåīņ×¼ņŚÉņä£ļŖö 9ņØĖņ╣ś ĻĘĖļ”¼Ļ│Ā ĻĘĖ ņÖĖ ļæÉĻ╗śņŚÉņä£ļŖö 15ņØĖņ╣ś ņØ┤ļé┤ļĪ£ ĻĘ£ņĀĢļÉ£ļŗż. ņØ┤ļ¤¼ĒĢ£ H-Plate ļ░®Ēāäņŗ£ĒŚśņØĆ ņĀüĻĄŁ ņĀäņ░©ņØś ĒāäņØä ņØ┤ņÜ®ĒĢśņŚ¼ ņÜ®ņĀæļČĆ ļ░®Ēāäņä▒ļŖźņØä ņ¦üņĀæ ĒÖĢņØĖĒĢśļŖö ļ░®ļ▓ĢņØ┤ņ¦Ćļ¦ī, ļ»ĖĻĄŁņŚÉņä£ļ¦ī ņŗ£ĒŚśņØ┤ Ļ░ĆļŖźĒĢ©ņŚÉ ļö░ļØ╝ ĻĄŁļé┤ņŚÉņä£ļŖö ņŗ£ĒŚśĒÄĖ ņĀ£ņ×æ, ņÜ┤ņåĪ ļ░Å ņŗ£ĒŚśņŚÉ Ļ│ĀĻ░ĆņØś ļ╣äņÜ® ļ░Å ņŗ£Ļ░äņØ┤ ņåīņÜöļÉśņ¢┤ ņÜ®ņĀæļČĆ Ļ▓Ćņ”Ø ņŗ£ĒŚśņØ┤ ĒĢ£ņĀĢņĀüņ£╝ļĪ£ ņØ┤ļŻ©ņ¢┤ņ¦ĆĻ│Ā ņ׳ļŖö ņŗżņĀĢņØ┤ļŗż.
ļö░ļØ╝ņä£ ļ│Ė ņŚ░ĻĄ¼ļŖö TACOM ĻĘ£Ļ▓®ņŚÉņä£ ņÜöĻĄ¼ĒĢśļŖö ņÜ®ņĀæļČĆ Ļ▓Ćņ”Ø ņŗ£ĒŚśņØĖ H-Plate ļ░®Ēāäņŗ£ĒŚśņØä ņØ╝ļ░ś ļ»╝ņłśĻĘ£Ļ▓®ņŚÉņä£ ņé¼ņÜ®ĒĢśĻ│Ā ņ׳ļŖö ņČ®Ļ▓®ņŗ£ĒŚś ļ░®ļ▓Ģ ļō▒ņØä ņØ┤ņÜ®ĒĢśņŚ¼ ļīĆņ▓┤Ļ▓Ćņ”Ø ĒĢĀ ņłś ņ׳ļŖö ĻĄŁļé┤ ņŗ£ĒŚśĒæ£ņżĆņØä ņĀ£ņĀĢĒĢśļŖö Ļ▓āņØä ļ¬®Ēæ£ļĪ£ ņŗ£ņ×æļÉśņŚłļŗż. ņØ┤ļŖö 1980ļģäļīĆ K1ņĀäņ░© Ļ░£ļ░£┬ĘņāØņé░ ņŗ£ļČĆĒä░ ņČĢņĀüļÉ£ ņÜ®ņĀæĻĖ░ņłĀ ļģĖĒĢśņÜ░ņÖĆ 20ĒÜī ņØ┤ņāüņØś H-plate ļ░®Ēāäņŗ£ĒŚśņØä ļČäņäØĒĢ£ Ļ▓░Ļ│╝ļź╝ ĻĘ╝Ļ▒░ļĪ£ ĒĢśĻ│Ā ņ׳ņ£╝ļ®░, Ēæ£ņżĆņØś ĻĖ░ņłĀņĀü Ļ▓Ćņ”ØņØä ņ£äĒĢ┤ ņČöĻ░ĆņĀüņ£╝ļĪ£ 11ĒÜīņØś ņŗĀĻĘ£ H-Plate ļ░®Ēāäņŗ£ĒŚśĻ│╝ 1,000ņŚ¼ ĒÜī ņØ┤ņāüņØś ņČ®Ļ▓®ņŗ£ĒŚś Ļ▓░Ļ│╝ļź╝ ļ░öĒāĢņ£╝ļĪ£ ņ×æņä▒ļÉśņŚłļŗż.
Ēæ£ņżĆ ņĀ£ņĀĢņØś ĒĢĄņŗ¼ņØĆ ļ░®Ēāäņŗ£ĒŚśĻ│╝ ņÜ®ņĀæļČĆ ĻĖ░Ļ│äņĀü ļ¼╝ņä▒Ļ│╝ņØś ņāüĻ┤Ćņä▒ņØä ņ×ģņ”ØĒĢśļŖö Ļ▓āņØ┤ļŗż. ņØ┤ļ¤¼ĒĢ£ ņŻ╝ņĀ£ļŖö ņśłņĀäļČĆĒä░ ļ¦ÄņØĆ ņŚ░ĻĄ¼ņ×ÉļōżņŚÉ ņØśĒĢ┤ ņŚ░ĻĄ¼ļÉśņŚłņ£╝ļéś Ļ▓░ļĪĀņĀüņ£╝ļĪ£ ļ░®Ēāäļ¼╝ņä▒ņØś Ļ▓ĮņÜ░ ļ│ĆĒśĢļźĀ ņåŹļÅäĻ░Ć ļ¦żņÜ░ ļåÆņØĆ 106-8/sec ņØĖļŹ░ ļ░śĒĢ┤ ĻĖ░ĒāĆ ĻĖ░Ļ│äņĀü ņŗ£ĒŚśņŚÉņä£ ņØ╝ļ░śņĀüņ£╝ļĪ£ ņŗżņŗ£ĒĢśļŖö ļ¼╝ļ”¼/ĻĖ░Ļ│äņĀü ļ¼╝ņä▒ņØĆ ļ│ĆĒśĢļźĀ ņåŹļÅäĻ░Ć 102-3/sec ņĀĢļÅäņŚÉņä£ ņĖĪņĀĢļÉśļŖö ļ¼╝ņä▒ņ£╝ļĪ£ ĻĘ╝ļ│ĖņĀüņ£╝ļĪ£ ļ¦×ņ¦Ć ņĢŖĻĖ░ ļĢīļ¼ĖņŚÉ ņØ┤ļōż Ļ░äņØś ņāüĻ┤ĆĻ┤ĆĻ│äļź╝ ņ░ŠĻĖ░ļŖö ļ¦żņÜ░ ņ¢┤ļĀżņÜ┤ ņŗżņĀĢņØ┤ļŗż2). ĒŖ╣Ē׳ļéś ļīĆļČĆļČäņØś ļ░®Ēāäņŗ£ĒŚśņŚÉ Ļ┤ĆĒĢ£ ņŚ░ĻĄ¼ļŖö ņÜ┤ļÅÖņŚÉļäłņ¦ĆĒāäņØ┤ ņĢäļŗī ņä▒ĒśĢņ×æņĢĮĒāäņØä ņØ┤ņÜ®ĒĢśņŚ¼ ļ░®ĒāäĒĢ£Ļ│äņåŹļÅä Ļ┤ĆņĀÉņŚÉņä£ ņ¦äĒ¢ēļÉśņŚłĻĖ░ņŚÉ3-5) ļŹöļŹöņÜ▒ ņāüĻ┤Ćņä▒ņØä ņ×ģņ”ØĒĢśĻĖ░ ņēĮņ¦Ć ņĢŖļŗż. Ļ┤ĆļĀ© ņŚ░ĻĄ¼ļōżņØä ņé┤ĒÄ┤ļ│┤ļ®┤ ņÜ░ņäĀ Kumar6)ņØĆ ĻĘĀņ¦łņĢĢņŚ░ņןĻ░æĻ░ĢņŚÉ ļŗżņ¢æĒĢ£ ļ¼╝ņä▒ņØä Ļ░Ćņ¦ä ņÜ®Ļ░Ćņ×¼ļĪ£ ņÜ®ņĀæ Ēøä ļ░®Ēāäņä▒ļŖźņØä ĒÖĢņØĖĒĢśļŖö ņŗ£ĒŚśņØä ņ¦äĒ¢ēĒĢśņśĆļŗż. ĻĘĖņØś ņŚ░ĻĄ¼ Ļ▓░Ļ│╝ņŚÉņä£ ļ░®Ēāäņä▒ļŖźņØĆ Ļ░ĢļÅä, Ļ▓ĮļÅä, ņŚ░ņŗĀņ£© ļ░Å ņØĖņä▒Ļ│╝ ņāüĻ┤Ćņä▒ņØä ļ│┤ņØĖļŗżļŖö Ļ▓āņØä ņ×ģņ”ØĒĢśņśĆņ£╝ļ®░, ĒāäļÅä ņĀĆĒĢŁņØĆ ņØĖņä▒ ļ░Å ņŚ░ņŗĀņ£©Ļ│╝ ņäĀĒśĢņĀüņØĖ Ļ┤ĆĻ│äļź╝ ļ│┤ņØ┤ļŖö ļ░śļ®┤ņŚÉ Ļ░ĢļÅä ļ░Å Ļ▓ĮļÅäĻ░Ć ļåÆņĢäņ¦łņłśļĪØ ĒāäļÅä ņĀĆĒĢŁņØ┤ ļé«ņĢäņ¦äļŗżĻ│Ā ļ│┤Ļ│ĀĒĢśņśĆļŗż. ĻĘĖļŖö ļśÉĒĢ£ ņÜ®ņĀæļČĆ ĒśĢņāüļÅä ļ░®Ēāäņä▒ļŖźņŚÉ ņśüĒ¢źņØä ļ»Ėņ╣£ļŗżĻ│Ā ĒĢśņśĆļŗż. Rosenberg7)ņØĆ ņČ®Ļ▓®ņØĖņä▒ņØ┤ ļ░®Ēāäņä▒ļŖźņØä Ļ▓░ņĀĢĒĢśļŖö ņŻ╝ņÜö ņØĖņ×ÉļØ╝Ļ│Ā ņŻ╝ņןĒĢśņśĆņ£╝ļ®░, Isfahany8)ļŖö ņןĻ░æĻ░ĢņØś ļåÆņØĆ Ļ▓ĮļÅäļŖö ņ▓½ ĒāĆĻ▓®ņŚÉ ļīĆĒĢ£ ļ░®ĒśĖļĀźņØä ļåÆņŚ¼ņŻ╝Ļ│Ā ņĀüņĀłĒĢ£ ņČ®Ļ▓®ņØĖņä▒ņØĆ ņŚ░ļ░£ ĒāĆĻ▓®ņŚÉ ļīĆĒĢ£ ļ░®ĒśĖļĀźņØä ņ”ØĻ░Ćņŗ£ĒéżĻĖ░ ļĢīļ¼ĖņŚÉ ņØ┤ļōż ļ¼╝ņä▒ ļ¬©ļæÉ ņżæņÜöĒĢ£ ņØĖņ×ÉļĪ£ ļ│┤Ļ│ĀĒĢśņśĆļŗż.
ņØ┤ņāüņØś ņŚ░ĻĄ¼ Ļ▓░Ļ│╝ļōżļĪ£ļČĆĒä░ ņÜ®ņĀæļČĆņØś ļ░®Ēāäņä▒ļŖźņØĆ ļŗżņ¢æĒĢ£ ĻĖ░Ļ│äņĀü ļ¼╝ņä▒ ņżæ ņČ®Ļ▓®ņØĖņä▒Ļ│╝ Ļ░Ćņן ņŚ░Ļ┤ĆņØ┤ ļÉśļŖö Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ļö░ļØ╝ņä£ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö H-Plate ļ░®Ēāäņŗ£ĒŚś Ļ▓░Ļ│╝ņÖĆ ņāżļź┤Ēö╝ ņČ®Ļ▓®ņŗ£ĒŚś Ļ▓░Ļ│╝ļź╝ ļ╣äĻĄÉ ļČäņäØĒĢśņŚ¼ ņāüĻ┤Ćņä▒ņØä ņ░ŠņĢäļé┤Ļ│Ā ļ░®Ēāäņŗ£ĒŚś ĒĢ®Ļ▓® ĻĖ░ņżĆņŚÉ ļČĆĒĢ®ĒĢśļŖö ņČ®Ļ▓®ņØĖņä▒ ņ×äĻ│äĻ░ÆņØä ļÅäņČ£ĒĢśļŖö Ļ▓āņØä ļ¬®Ēæ£ļĪ£ ĒĢśņśĆļŗż. ņØ┤ņŚÉ ņÜ®ņĀæļČĆņŚÉņä£ Ļ░Ćņן ņĘ©ņĢĮĒĢśļŗżĻ│Ā ĒīÉļŗ©ļÉśļŖö ņÜ®ņ£ĄņäĀ(fusion line)ņŚÉ ļģĖņ╣śļź╝ ņ£äņ╣śĒĢśņŚ¼ ņŗ£ĒŚśĒÄĖņØä ņ▒äņĘ©ĒĢśņśĆņ£╝ļ®░, ņØ┤ņŚÉ ļŹöĒĢ┤ ņÜ®ņ£ĄņäĀ ļ░öĻ╣źņ£╝ļĪ£ Ļ░üĻ░ü + 1 mm ļ░Å + 2 mm ļ¢©ņ¢┤ņ¦ä Ļ││, ņ┤Ø ņäĖ ņóģļźśņØś ļģĖņ╣ś ņČ®Ļ▓®ņŗ£ĒŚśĒÄĖņØä Ļ░ĆĻ│ĄĒĢśņŚ¼ Ļ▓░Ļ│╝ļź╝ ņłśņ¦æĒĢśņśĆļŗż. ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņČ®Ļ▓®ņŗ£ĒŚśļ┐Éļ¦ī ņĢäļŗłļØ╝ ĻĖ░ĒāĆ ĻĖ░Ļ│äņĀü ļ¼╝ņä▒Ļ│╝ņØś ņāüĻ┤Ćņä▒ ĒÖĢņØĖņØä ņ£äĒĢ┤ ņØĖņן, ĒĢŁļ│Ą, ņŗĀņ£© ļ░Å Ļ▓ĮļÅäņŗ£ĒŚśļÅä ļ│æĒ¢ēĒĢśņŚ¼ ņ¦äĒ¢ēĒĢśņśĆļŗż.
2. H-Plate ļ░®Ēāäņŗ£ĒŚś ļ░Å ņāżļź┤Ēö╝ ņČ®Ļ▓®ņŗ£ĒŚś
2.1 ņŗ£ĒŚś ņåīņ×¼ ļ░Å ņŗżĒŚśļ░®ļ▓Ģ
ļ│Ė ņŚ░ĻĄ¼ņŚÉ ņé¼ņÜ®ļÉ£ ņŗ£ĒŚś ņåīņ×¼ļŖö TACOM ĻĘ£Ļ▓®ņŚÉņä£ ļ¬ģņŗ£ĒĢśĻ│Ā ņ׳ļŖö ņןĻ░æĻ░Ģ 4ņóģ ņżæ ņŻ╝ļ¼╝ņ×¼ņÖĆ ņŗ£ĒŖĖ ĒīÉņ×¼ļź╝ ņĀ£ņÖĖĒĢśĻ│Ā MIL-A-12560 (Rolled Homogenous Armor, ņØ┤ĒĢś RHAĻ░Ģ ļśÉļŖö ĻĘĀņ¦łņĢĢņŚ░ņןĻ░æĻ░Ģ) ļ░Å MIL-A-46100 (High Hardness Armor, ņØ┤ĒĢś HHAĻ░Ģ ļśÉļŖö Ļ│ĀĻ▓ĮļÅäņןĻ░æĻ░Ģ)ņØä ņé¼ņÜ®ĒĢśņśĆļŗż. ņŚ¼ĻĖ░ņä£ HHAĻ░ĢņØĆ ļŗ┤ĻĖłņ¦ł Ēøä ņŚ┤ņ▓śļ”¼ļź╝ ĒåĄĒĢ┤ Ļ▓ĮļÅäĻ░Ć ļåÆņĢä ĒāäļÅä ļ░®Ēāäņä▒ļŖźņØ┤ ļ¦żņÜ░ ņÜ░ņłśĒĢ£ ĒŖ╣ņ¦ĢņØä Ļ░Ćņ¦ĆĻ│Ā ņ׳ļŖö ļ░śļ®┤ RHAĻ░ĢņØĆ Ļ▓ĮļÅäĻ░Ć ļ╣äĻĄÉņĀü ļé«ņ£╝ļéś Ļ│Ąļף ļ░Å ņĢĢņŚ░ Ļ│ĄņĀĢņØä ĒåĄĒĢ┤ ļåÆņØĆ ņĘ©ņä▒ĒīīĻ┤┤ ņĀĆĒĢŁņä▒ņØä Ļ░¢ļŖöļŗż. ņŗ£ĒŚśņŚÉ ņé¼ņÜ®ļÉ£ ņåīņ×¼ ņĀĢļ│┤ļŖö Table 1Ļ│╝ Ļ░Öļŗż.
Table┬Ā1
Material properties of base metal
ņĢ×ņä£ ņ¢ĖĻĖēĒĢ£ļīĆļĪ£ ļ│Ė ņŚ░ĻĄ¼ ņĀä ņäĀĒ¢ēņŚ░ĻĄ¼ ņ×ÉļŻīļĪ£ņä£ 22ĒÜīņØś H-Plate ļ░®Ēāäņŗ£ĒŚś Ļ▓░Ļ│╝ļź╝ ņÜ░ņäĀņĀüņ£╝ļĪ£ ĒÖ£ņÜ®ĒĢśņśĆļŗż. ļśÉĒĢ£ ļŗżņ¢æĒĢ£ ņåīņ×¼ ļ░Å ļæÉĻ╗ś, ņÜ®Ļ░Ćņ×¼ ļ░Å ņÜ®ņĀæļ│Ćņłś ņĪ░ĒĢ®ņ£╝ļĪ£ 11Ļ░£ņØś H-Plateļź╝ ņŗĀĻĘ£ ņĀ£ņ×æ Ēøä ļ░®Ēāäņŗ£ĒŚśņØä ņČöĻ░ĆļĪ£ ņŗ£Ē¢ēĒĢśņśĆļŗż. H-PlateņØś Ļ▓ĮņÜ░ ņÜ®ņĀæ Ēøä RT (Radiographic test) ļ╣äĒīīĻ┤┤Ļ▓Ćņé¼ļź╝ ĒåĄĒĢ┤ ļé┤ļČĆ Ļ▓░ĒĢ©ņØ┤ ņŚåļŖö Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆņ£╝ļ®░, ņÜ®ņĀæļČĆ ņ×öļźśņØæļĀźņ▓śļ”¼ļź╝ ļ│äļÅäļĪ£ ņŗżņŗ£ĒĢśņśĆļŗż. ļ░®Ēāäņŗ£ĒŚśņØĆ ļ»ĖĻĄŁ ĻĄŁļ░®ļČĆ ņé░ĒĢś ATC (Aberdeen Test Center)ņŚÉņä£ļ¦ī Ļ░ĆļŖźĒĢśļÅäļĪØ ĻĘ£ņĀĢļÉśņ¢┤ ņ׳ņØīņŚÉ ļö░ļØ╝ ņÜ®ņĀæ ļ░Å RTĻ▓Ćņé¼Ļ░Ć ņÖäļŻīļÉ£ H-Plateļź╝ ļ»ĖĻĄŁņ£╝ļĪ£ ņÜ┤ņåĪĒĢśņŚ¼ TACOM ĻĘ£Ļ▓®ņŚÉ ņØśĻ▒░ĒĢśņŚ¼ ļ░®Ēāäņŗ£ĒŚśņØä ņŗżņŗ£ĒĢśņśĆņ£╝ļ®░, ņŗ£ĒŚśņØ┤ ņÖäļŻīļÉ£ ņŗ£ĒŚśĒÄĖņØĆ Ļ▓░Ļ│╝ ļČäņäØņØä ņ£äĒĢ┤ ļŗżņŗ£ ĻĄŁļé┤ļĪ£ ĒÜīņłśĒĢśņśĆļŗż. ĒÜīņłśļÉ£ ņŗ£ĒŚśĒÄĖņØĆ ļ░®Ēāäņŗ£ĒŚśņŚÉ ņØśĒĢ£ ņśüĒ¢źņØ┤ ņŚåļŖö ļČĆļČäņŚÉņä£ ņČ®Ļ▓®, ņØĖņן ļ░Å ļ¦łĒü¼ļĪ£ ņŗ£ĒÄĖņØä ņ▒äņĘ©ĒĢśņŚ¼ ĻĘĖ Ļ▓░Ļ│╝ļź╝ ļŹ░ņØ┤Ēä░ĒÖö ĒĢśņśĆņ£╝ļ®░ Ēīīļŗ©ņ£äņ╣ś ļ░Å ĻĘĀņŚ┤ ĻĖĖņØ┤ ĻĘĖļ”¼Ļ│Ā Ēīīļŗ© ĒśĢĒā£ņŚÉ ļīĆĒĢ┤ņä£ļÅä ĻĖ░ļĪØĒĢśņśĆļŗż. ņČ®Ļ▓®ņŗ£ĒŚśĒÄĖņØĆ ASTM E23ņŚÉņä£ ĻĘ£ņĀĢĒĢ£ Ēæ£ņżĆ ņŗ£ĒŚśĒÄĖņØä ņé¼ņÜ®ĒĢśņśĆĻ│Ā, ļģĖņ╣śņØś ņ£äņ╣śļŖö ņÜ®ņ£ĄņäĀņŚÉņä£ 5Ļ░£, ņÜ®ņ£ĄņäĀ ļ░öĻ╣źņ£╝ļĪ£ Ļ░üĻ░ü + 1 mm ļ░Å + 2 mm ļ¢©ņ¢┤ņ¦ä Ļ││ņŚÉņä£ Ļ░üĻ░ü 5Ļ░£ļĪ£ ņ┤Ø 15Ļ░£ņØś ņŗ£ĒŚśĒÄĖņØä ņ▒äņĘ©ĒĢśņśĆļŗż. ņāżļź┤Ēö╝ ņČ®Ļ▓®ņŗ£ĒŚś ņś©ļÅäļŖö ļ¬©ņ×¼ņØś ņČ®Ļ▓®ņØĖņä▒ Ļ┤Ćļ”¼ ņś©ļÅäļź╝ ņ░ĖĻ│ĀĒĢśņŚ¼ ļÅÖņØ╝ĒĢśĻ▓ī -40ŌäāņŚÉņä£ ņ¦äĒ¢ēĒĢśņśĆļŗż.
2.2 ņŗ£ĒŚśĻ▓░Ļ│╝ ļČäņäØ
ļ│Ė ņŚ░ĻĄ¼ņŚÉļŖö ņ┤Ø 33ĒÜīņØś H-Plate ļ░®Ēāäņŗ£ĒŚś Ļ▓░Ļ│╝Ļ░Ć ĒÖ£ņÜ®ļÉśņŚłļŗż. ņŚ¼ĻĖ░ņä£ ļ░®Ēāäņŗ£ĒŚśņŚÉ ļČłĒĢ®Ļ▓®ĒĢ£ Ļ▓░Ļ│╝ļŖö ļŗ© 1ĒÜīņŚÉ ļČłĻ│╝ĒĢśņśĆļŗż. Ļ▓░ļĪĀņĀüņ£╝ļĪ£ ļīĆļČĆļČäņØś ļ»ĖņŖżļ¦żņ╣ś ņĪ░ĒĢ®ņŚÉņä£ļÅä ņ£ĪņĢł ļ░Å RTĻ▓Ćņé¼ņŚÉņä£ Ļ▓░ĒĢ©ņØ┤ ļ░£Ļ▓¼ļÉśņ¦Ć ņĢŖņ£╝ļ®┤ ļ¬©ļæÉ ļ░®Ēāäņŗ£ĒŚś ĒĢ®Ļ▓® ĻĖ░ņżĆņØä ĒåĄĻ│╝ĒĢśņśĆļŗż. ĻĘĖļ¤¼ļéś ņČ®Ļ▓®ņØĖņä▒ ĒÄĖņ░©ļŖö ņåīņ×¼ ļ░Å ņÜ®Ļ░Ćņ×¼ ņóģļźśņŚÉ ļö░ļØ╝ Ēü¼Ļ▓ī ņ░©ņØ┤Ļ░Ć ļé¼ņ£╝ļ®░ ĒŖ╣Ē׳ RHAĻ░ĢĻ│╝ HHAĻ░ĢņØś ņČ®Ļ▓®ņØĖņä▒ ļ▓öņ£äĻ░Ć ņāüņØ┤ĒĢśņśĆļŗż. ļö░ļØ╝ņä£ ņČ®Ļ▓®ņØĖņä▒ ņ×äĻ│äņ╣śļŖö Ļ░ü ņåīņ×¼ļ│äļĪ£ ĻĄ¼ļČäĒĢśņŚ¼ Ļ┤Ćļ”¼ĒĢ┤ņĢ╝ ļÉ£ļŗżļŖö Ļ▓āņØä ņĢīĻ▓ī ļÉśņŚłļŗż.
Fig. 2ļŖö ņÜ®ņ£ĄņäĀņŚÉņä£ņØś Ļ░üĻ░üņØś ņČ®Ļ▓®ņŗ£ĒŚś Ļ▓░Ļ│╝ļź╝ ņåīņ×¼ļ│äļĪ£ ĻĄ¼ļČäĒĢ£ Ļ▓░Ļ│╝ņØ┤ļŗż. Fig. 2(a)ņØś RHAĻ░ĢņØĆ ņČ®Ļ▓®ņØĖņä▒ Ļ░ÆņØ┤ ņåīņ×¼ ļ░Å ņÜ®Ļ░Ćņ×¼ņØś ņóģļźś, ņåīņ×¼ ļæÉĻ╗ś ļō▒ņŚÉ ņØśĒĢ┤ 50~200 J ņĀĢļÅäļĪ£ ļäōņØĆ ļ▓öņ£äņŚÉ ļČäĒżĒĢśļŖö Ļ▓░Ļ│╝Ļ░Ć ļéśĒāĆļé¼ļŗż. RHAĻ░ĢņØĆ ļ¬©ļæÉ ļ░®Ēāäņŗ£ĒŚśņŚÉ ĒĢ®Ļ▓®ĒĢśņśĆņ£╝ļ®░, ņØ┤ņŚÉ ļö░ļźĖ ņĄ£ņĀĆ ņČ®Ļ▓®ņØĖņä▒ ņ×äĻ│äņ╣śļŖö Ļ▓░Ļ│╝ļź╝ ļ░öĒāĢņ£╝ļĪ£ 50 JļĪ£ ĒīÉļŗ©ĒĢĀ ņłś ņ׳ļŗż. ĒĢ£ĒÄĖ HHAĻ░ĢņØś Ļ▓ĮņÜ░ļŖö ĻĘĖļ│┤ļŗż ļé«ņØĆ 25~40 JņØś ļ▓öņ£äņŚÉ ļīĆļČĆļČäņØś Ļ░ÆņØä Ļ░¢ļŖöļŗż. ņ£ĀņØ╝ĒĢśĻ▓ī ļČłĒĢ®Ļ▓®ļÉ£ ņŗ£ĒŚśĒÄĖņØś ņČ®Ļ▓®ņØĖņä▒ņØĆ ņĢĮ 5 JņØ┤ņŚłņ£╝ļ®░, ļ░®Ēāäņŗ£ĒŚśņŚÉ ĒĢ®Ļ▓®ĒĢ£ ņČ®Ļ▓®ņØĖņä▒ņØś ņĄ£ņåīĻ░ÆņØĆ 22 JļĪ£ ļéśĒāĆļé¼ļŗż.
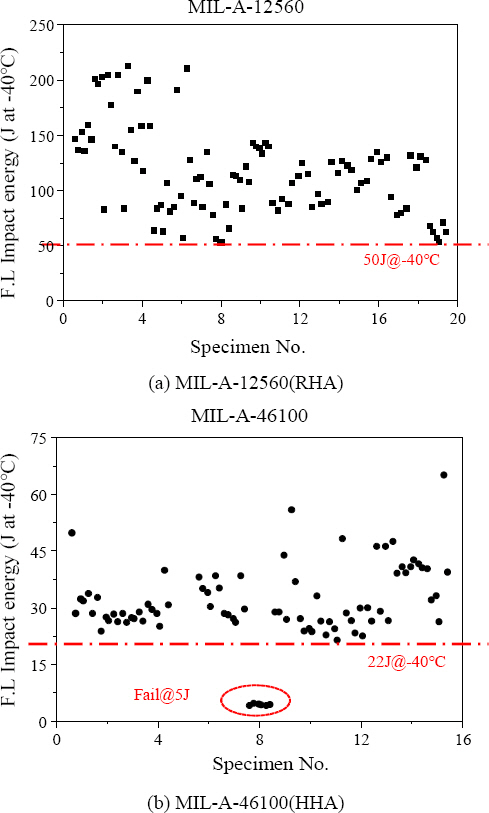
ņØ┤ņÖĆ Ļ░ÖņØ┤ ļÅäņČ£ļÉ£ ņÜ®ņ£ĄņäĀņØś ņČ®Ļ▓®ņØĖņä▒ ņ×äĻ│äņ╣śļŖö ļ¬©ņ×¼ņØś ņČ®Ļ▓®ņØĖņä▒ Ļ┤Ćļ”¼ĻĖ░ņżĆņØä ņāüĒÜīĒĢ£ļŗż. ņåīņ×¼ Ļ│ĄĻĖēņé¼ņŚÉņä£ Ļ┤Ćļ”¼ĒĢśļŖö ņøÉņåīņ×¼ņØś ņČ®Ļ▓®ņØĖņä▒ņØĆ Table 1Ļ│╝ Ļ░ÖņØ┤ ņŗ£ĒŚśņś©ļÅä -40 ŌäāņŚÉņä£ RHAĻ░ĢņØĆ 46 JņØ┤ļ®░ HHAĻ░ĢņØĆ 16 JņØ┤ļŗż. ļö░ļØ╝ņä£ Fig. 2ņØś ņŗżĒŚś Ļ▓░Ļ│╝ļź╝ ĻĘ╝Ļ▒░ļĪ£ Ēæ£ņżĆņØś ĒĢ®Ļ▓® ņ×äĻ│äņ╣śļŖö ņĄ£ņóģņĀüņ£╝ļĪ£ ļ¬©ņ×¼ņØś ņČ®Ļ▓®ņØĖņä▒ ņ×äĻ│äņ╣ś ņØ┤ņāüņ£╝ļĪ£ ņäżņĀĢĒĢśļŖö Ļ▓āņØ┤ ĒāĆļŗ╣ĒĢ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ņØ┤ļŖö Ļ│¦ ņÜ®ņ£ĄņäĀņØś ņČ®Ļ▓®ņØĖņä▒ņØ┤ ļ¬©ņ×¼ņØś ņČ®Ļ▓®ņØĖņä▒ ņØ┤ņāüņØä ņØśļ»ĖĒĢśļ»ĆļĪ£ ņÜ®ņĀæļČĆņØś ņĢłņĀäņä▒ņØä ļ│┤ņ”ØĒĢĀ ņłś ņ׳ļŗżļŖö ņØśļ»ĖĻ░Ć ļÉ£ļŗż.
3. ņןĻ░æĻ░ĢņØś ņÜ®ņĀæ ļ░Å ļ░®ĒāäĒŖ╣ņä▒
3.1 ņןĻ░æĻ░Ģ ņÜ®ņĀæĒŖ╣ņä▒
ņØ╝ļ░śņĀüņ£╝ļĪ£ ņĀäņ░© ļ░Å ņ░©ļź£ĒśĢņןĻ░æņ░©ļŖö ļīĆļČĆļČä ļ░®Ēāäņä▒ļŖźņØ┤ ņÜöĻĄ¼ļÉśļŖö ļČĆņ£äņŚÉ RHAĻ░Ģ ļ░Å HHAĻ░ĢņØä ņé¼ņÜ®ĒĢśĻ│Ā ņ׳ņ£╝ļ®░, ņØ┤ļōżņØś ņÜ®ņĀæņä▒ņØĆ ņé¼ņÜ® ņ×¼ļŻī ļ░Å ņÜ®Ļ░Ćņ×¼, ĻĘĖļ”¼Ļ│Ā ņÜ®ņĀæ Ļ│ĄņĀĢ ļō▒ņŚÉ ņØśĒĢ┤ ņ░©ņØ┤ļŖö ņ׳ņ£╝ļéś ļīĆļČĆļČä ņÜ®ņĀæļČĆĻ░Ć Ļ░Ćņן ņĘ©ņĢĮĒĢ£ ņśüņŚŁņ£╝ļĪ£ ļéśĒāĆļé£ļŗż. ņØ┤ļ¤¼ĒĢ£ ņØ┤ņ£ĀļŖö ņÜ®Ļ░Ćņ×¼ ņä▒ļŖźņØś ĒĢ£Ļ│äņŚÉ ĻĖ░ņØĖĒĢ£ļŗż. ņןĻ░æĻ░ĢņØĆ ļ░®Ēāäņä▒ļŖź ĒÖĢļ│┤ļź╝ ņ£äĒĢ┤ ļé«ņØĆ ņŚ░ņŗĀņ£© ļīĆļ╣ä ĻĖ░Ļ░ĆĻĖē(GPa) ņØĖņןĻ░ĢļÅäļź╝ Ļ░¢Ļ│Ā ņ׳ņ£╝ļéś ņÜ®Ļ░Ćņ×¼ļŖö ņĀ£ņĪ░ ĒĢ£Ļ│äļĪ£ ņĄ£ļīĆ 900 MPaĻĖēņØä ļäśĻĖ░ ņ¢┤ļĀĄļŗż. ņØ┤ņŚÉ ļö░ļØ╝ ņÜ®Ļ░Ćņ×¼ņÖĆ ņøÉņåīņ×¼Ļ░ä ļ»ĖņŖżļ¦żņ╣śĻ░Ć ļ░£ņāØĒĢśņŚ¼ ņØĖņןņŗ£ĒŚś ņŗ£ ņżæļīĆĒĢ£ Ļ▓░ĒĢ©ņØ┤ ņŚåļŖö Ļ▓ĮņÜ░ ņØ╝ļ░śņĀüņ£╝ļĪ£ Fig. 3Ļ│╝ Ļ░ÖņØ┤ ņÜ®ņĀæļČĆ Ēīīļŗ©ņØ┤ ļ░£ņāØĒĢ£ļŗż.

ņØ┤ņÖĆ Ļ░ÖņØĆ ņé¼ņŗżņØĆ Ļ▓ĮļÅäņĖĪņĀĢ Ļ▓░Ļ│╝ņŚÉņä£ļÅä ĒÖĢņØĖņØ┤ Ļ░ĆļŖźĒĢśļŗż. Fig. 4ļŖö HHA ņןĻ░æĻ░Ģ ņÜ®ņĀæļČĆņØś Ļ▓ĮļÅä ņĖĪņĀĢĻ▓░Ļ│╝ļź╝ ļ│┤ņŚ¼ņżĆļŗż. Ļ▓ĮļÅä ĒöäļĪ£ĒīīņØ╝ņŚÉņä£ ņÜ®ņĀæļČĆ(280 Hv)ņÖĆ ļ¬©ņ×¼(440 Hv)Ļ░ä ņāüļŗ╣ļ¤ēņØś Ļ▓ĮļÅä ņ░©ņØ┤Ļ░Ć ļéśĒāĆļéśĻ│Ā ņ׳ņØīņØä ņĢī ņłś ņ׳ļŗż. ņŚ┤ņśüĒ¢źļČĆņØś Ļ▓ĮņÜ░ ņÜ®ņ£ĄņäĀņØä ĻĖ░ņżĆņ£╝ļĪ£ ĻĖēĻ▓®ĒĢśĻ▓ī ņ×¼Ļ▓ĮĒÖöļÉśļŖö RH-HAZ(Rehardness Heat Affect Zone) ņśüņŚŁĻ│╝ ņØ┤Ēøä ņŚ┤ ņŚ░ĒÖöļĪ£ ņØĖĒĢ┤ ļŗżņŗ£ Ļ▓ĮļÅäĻ░Ć ļ¢©ņ¢┤ņ¦ĆļŖö T-HAZ(Tempered Heat Affect Zone)ņ£╝ļĪ£ ĻĄ¼ļČäļÉ£ļŗż. ņØ┤ļ¤¼ĒĢ£ Ļ▓ĮļÅä ĒöäļĪ£ĒīīņØ╝ņØĆ ņĀĢļÅäņØś ņ░©ņØ┤ļŖö ņ׳ņ£╝ļéś ļīĆļČĆļČäņØś ņןĻ░æĻ░Ģ ņÜ®ņĀæ ņĪ░ĒĢ®ņŚÉņä£ ļéśĒāĆļéśļŖö ņØ╝ļ░śņĀüņØĖ ĒśäņāüņØ┤ļŗż9).
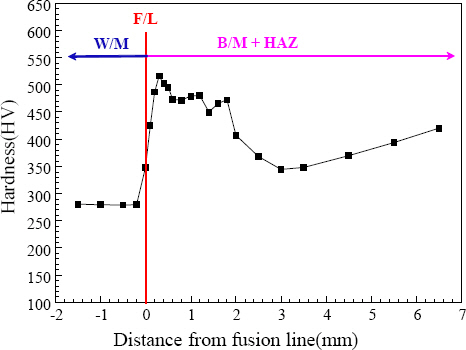
ņŚ¼ĻĖ░ņä£ ņŻ╝ļ¬®ĒĢĀ ļČĆļČäņØĆ ļ░öļĪ£ ņÜ®ņ£ĄņäĀņŚÉņä£ņØś ĻĖēĻ▓®ĒĢ£ Ļ▓ĮļÅä ļ│ĆĒÖö ņśüņŚŁņØ┤ļŗż. Ļ▓ĮļÅäņØś ĻĖēĻ▓®ĒĢ£ ļ│ĆĒÖöļŖö ļé┤ļČĆ ņ×öļźśņØæļĀźņØ┤ ņØæņ¦æļÉśņ¢┤ ņĪ┤ņ×¼ĒĢśļŖö Ļ▓āņØä ņØśļ»ĖĒĢśļ®░ ņØ┤ļ¤¼ĒĢ£ ņØæļĀźņØś ņ¦æņżæņØĆ ņØĖņןņŗ£ĒŚśĻ│╝ Ļ░ÖņØĆ ņĀĢņĀü ĒīīĻ┤┤ņŚÉņä£ļŖö Ēü¼Ļ▓ī ņśüĒ¢źņØä ļ»Ėņ╣śņ¦Ć ņĢŖņ£╝ļéś ļ░®Ēāä ļ░Å ņČ®Ļ▓®ņŗ£ĒŚśĻ│╝ Ļ░ÖņØĆ ļÅÖņĀü ĒīīĻ┤┤ņŚÉņä£ļŖö ņĘ©ņĢĮņĀÉņ£╝ļĪ£ ņ×æņÜ®ĒĢ£ļŗż.
3.2 ņÜ®ņĀæļČĆ ļ░®ĒāäĒŖ╣ņä▒
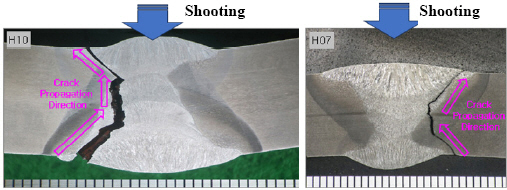
ļ░®Ēāäņŗ£ĒŚśņØĆ ļīĆņĀäņ░©ņÜ® ĒāäņØś ļ¬©ņØśĒāäņØä ĻĘ£ņĀĢļÉ£ ņåŹļÅäļĪ£ Fig. 1Ļ│╝ Ļ░ÖņØ┤ ņ¦ĆņĀĢļÉ£ ņ£äņ╣śņŚÉ ņé¼Ļ▓®ĒĢśņŚ¼ ļ░£ņāØĒĢ£ ņ┤Ø ĻĘĀņŚ┤ ĻĖĖņØ┤ļź╝ ĻĘ╝Ļ▒░ļĪ£ ņÜ®ņĀæļČĆņØś Ļ▒┤ņĀäņä▒ņŚÉ ļīĆĒĢ£ ĒĢ®ļČĆņŚ¼ļČĆļź╝ ĒīÉļŗ©ĒĢ£ļŗż. ļ│Ė ņŚ░ĻĄ¼ļź╝ ĒåĄĒĢ┤ ņłśĒ¢ēļÉ£ 11ĒÜīņØś ļ░®Ēāäņŗ£ĒŚś Ēøä ņŗ£ĒŚśĒÄĖņØä ĒÜīņłśĒĢśņŚ¼ ĻĘĀņŚ┤ņØś ļ░£ņāØ ļ░Å ņ¦äņĀä ņ£äņ╣śļź╝ ĒÖĢņØĖĒĢ£ Ļ▓░Ļ│╝ ņåīņ×¼ ņóģļźś ļ░Å ļæÉĻ╗śņÖĆ ļ¼┤Ļ┤ĆĒĢśĻ▓ī ļ¬©ļæÉ Fig. 5ņÖĆ Ļ░ÖņØ┤ Ēö╝ĒāäļČĆņØś Ēøäļ®┤ ņÜ®ņĀæ ĒåĀņÜ░ļČĆ(toe)ņŚÉņä£ ņØ╝ņ¢┤ļé£ Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż.
ņØ┤ņŚÉ ļ│┤ļŗż ņĀĢĒÖĢĒĢ£ Ļ┤Ćņ░░ņØä ņ£äĒĢ┤ HHAĻ░Ģ ņżæ ĒĢśļéśļź╝ ņäĀĒāØĒĢśņŚ¼ Ēīīļ®┤ļČäņäØņØä ņ¦äĒ¢ēĒĢśņśĆņ£╝ļ®░ ĻĘĖ Ļ▓░Ļ│╝ļŖö Fig. 6Ļ│╝ Ļ░Öļŗż. Ēīīļŗ©ļ®┤ņØś Ļ▒░ņŗ£ņĀü Ļ┤Ćņ░░ Ļ▓░Ļ│╝ ņĘ©ņä▒ ĻĖēņåŹĒīīĻ┤┤ ņŗ£ Ļ┤Ćņ░░ļÉĀ ņłś ņ׳ļŖö ņēÉļĖīļĪĀļ¦łĒü¼(Chevron mark)ņÖĆ ļ”¼ļ▓äĒī©Ēä┤(River pattern)ņØ┤ ļ░£Ļ▓¼ļÉśņŚłņ£╝ļ®░ ĻĘĀņŚ┤ņØĆ Ēö╝Ēāäļ®┤ņØś Ēøäļ®┤ļČĆĒä░ ņŗ£ņ×æļÉśņ¢┤ ĻĖēņåŹĒĢ£ ņĀäĒīīĻ░Ć ņØ╝ņ¢┤ļé£ Ļ▓āņ£╝ļĪ£ ĒÖĢņØĖļÉ£ļŗż. ņØ┤Ēøä ļ│┤ļŗż ļ»Ėņŗ£ņĀü Ļ┤Ćņ░░ņØä ņ£äĒĢ┤ Ēīīļ®┤ SEM Ļ┤Ćņ░░ņØä ĒĢśņśĆņ£╝ļ®░ ĻĘĖ Ļ▓░Ļ│╝ļŖö Fig. 7ņŚÉ ņĀ£ņŗ£ĒĢśņśĆļŗż. ņĀäņ▓┤ņĀüņ£╝ļĪ£ ļ▓ĮĻ░£Ēīīļŗ©(Cleavage)ņØ┤ ņ¦Ćļ░░ņĀüņØĖ Ļ░ĆņÜ┤ļŹ░ ņØ╝ļČĆ ņÜ®ņ░®ĻĖłņåŹļČĆĻ░Ć ļ£»Ļ▓©ņ¦ä ĻĄ¼Ļ░äņŚÉņä£ļŖö ņŚ░ņä▒Ēīīļŗ©ļ®┤ņØĖ ļöżĒöī(Dimple) Ēīīļŗ©ņØ┤ ļ░£Ļ▓¼ļÉśĻ│Ā ņ׳ļŗż. Ēīīļ®┤ ļČäņäØņØä ĒåĄĒĢ┤ Ļ▓░Ļ│╝ņĀüņ£╝ļĪ£ ļ░®Ēāäņŗ£ĒŚśņØĆ ņĘ©ņä▒Ēīīļŗ© Ļ▓ĮĒ¢źņØä ļéśĒāĆļé┤Ļ│Ā ņ׳ņØīņØä ĒÖĢņØĖĒĢśņśĆļŗż.
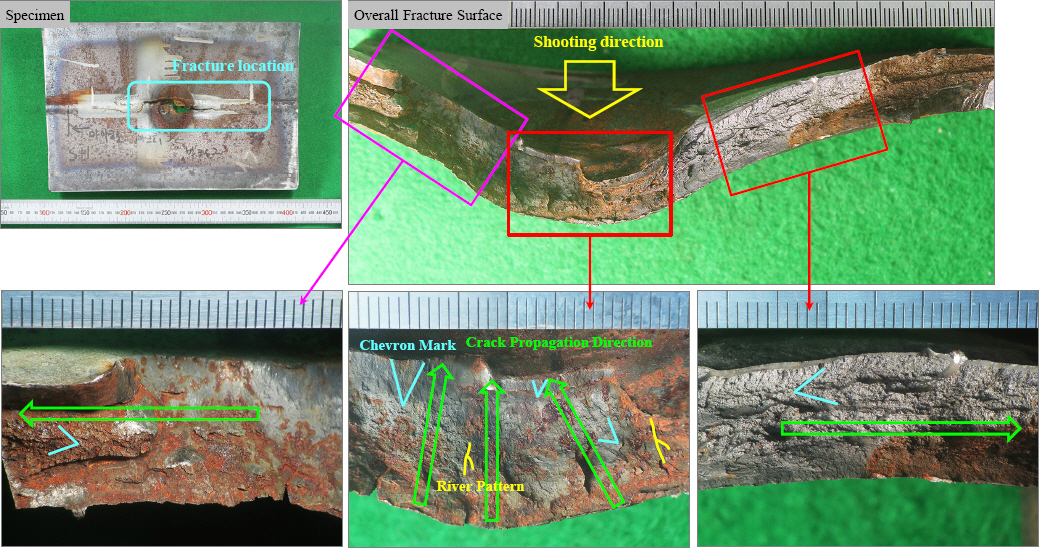

ņØ┤ļ¤¼ĒĢ£ ļČäņäØ Ļ▓░Ļ│╝ļź╝ ļ░öĒāĢņ£╝ļĪ£ ļ░®Ēāäņŗ£ĒŚś ņŗ£ Ļ░Ćņן ņĘ©ņĢĮņĀÉņØĆ ņÜ®ņĀæ ĒåĀņÜ░ļČĆļź╝ ĻĖ░ņĀÉņ£╝ļĪ£ ĒĢśļŖö ņÜ®ņ£ĄņäĀ ļČĆņ£äņØĖ Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż. ņĀĢļ”¼ĒĢśņ×Éļ®┤ H-Plate ļ░®Ēāäņŗ£ĒŚś ņŗ£ ļ¬©ņØśĒāäņØś ņČ®Ļ▓®ņŚÉļäłņ¦ĆļĪ£ ņØĖĒĢśņŚ¼ ĻĘĀņŚ┤ņØĆ Fig. 5ņÖĆ Ļ░ÖņØ┤ ņÜ®ņĀæ ĒåĀņÜ░ļČĆņŚÉņä£ ņŗ£ņ×æļÉśņ¢┤ ņÜ®ņĀæ ņŚ┤ņśüĒ¢źļČĆ(HAZ), ĻĘĖ ņżæņŚÉņä£ļÅä ņÜ®ņ£ĄņäĀņŚÉņä£ ĒśĢņä▒ļÉśļŖö ĻĄŁļČĆņĘ©ĒÖöņśüņŚŁ(Local brittle zone)ņØä ļö░ļØ╝ ĻĘĀņŚ┤ņØ┤ ņ¦äņĀäļÉśĻ│Ā ņĄ£ņóģņĀüņ£╝ļĪ£ ņÜ®ņĀæļČĆ ĒīīĻ┤┤Ļ░Ć ļ░£ņāØĒĢśĻ▓ī ļÉśļŖö ļ®öņ╗żļŗłņ”śņØ┤ļŗż. Fig. 8ņØĆ ļ░®Ēāäņŗ£ĒŚś Ēøä ņŗ£ĒÄĖņØś ļŗ©ļ®┤ņØä ļČäņäØĒĢ£ Ļ▓░Ļ│╝ļĪ£ ņØ┤ļ¤¼ĒĢ£ ĒĢ┤ņäØ Ļ▓░Ļ│╝ļź╝ ņ×ģņ”ØĒĢ£ļŗż.
ļö░ļØ╝ņä£ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ļ¼┤ņŚćļ│┤ļŗż ņÜ®ņ£ĄņäĀņØś ņČ®Ļ▓®ņØĖņä▒ņØ┤ ļ░®Ēāäņä▒ļŖźņØä ņ¦Ćļ░░ĒĢĀ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ĒĢśņŚ¼ ņÜ®ņ£ĄņäĀņØś ņČ®Ļ▓®ņØĖņä▒Ļ│╝ ļ░®Ēāäņä▒ļŖźĻ│╝ņØś ņāüĻ┤Ćņä▒ņØä ļČäņäØĒĢśņśĆņ£╝ļ®░, ņØ┤ļŖö ļŗżņØīņĀłņŚÉ ņäżļ¬ģĒĢśņśĆļŗż.
3.3 ņČ®Ļ▓®ņØĖņä▒Ļ│╝ ļ░®Ēāäņä▒ļŖź ņāüĻ┤Ćņä▒
3.3.1 ņÜ®ņĀæļČĆ ļ¼╝ņä▒Ļ│╝ ĻĘĀņŚ┤ ĻĖĖņØ┤ ņāüĻ┤Ćņä▒
ņŗ£ĒŚśĻĖ░Ļ┤ĆņŚÉ ļ░®Ēāäņŗ£ĒŚś ņØśļó░ ņŗ£ ļŗ©ņł£Ē׳ ņÜ®ņĀæļČĆņØś ĒĢ®ļČĆ ĒīÉņĀĢļ┐Éļ¦ī ņĢäļŗłļØ╝ ĻĘ£ņĀĢļÉ£ ĒāäņåŹ ļīĆļ╣ä ņŗżņĀ£ Ļ│äņĖĪļÉ£ ĒāäņåŹĻ│╝ ĒĢ©Ļ╗ś ņĄ£ņóģ ĻĘĀņŚ┤ ĻĖĖņØ┤ļź╝ Ļ▓░Ļ│╝ļĪ£ ņĀ£Ļ│ĄĒĢ©ņŚÉ ļö░ļØ╝ ņŗ£ļŻīļ│ä ĻĘĀņŚ┤ ņĀĆĒĢŁņä▒ņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŖö ņ×ÉļŻīļĪ£ ĒÖ£ņÜ®ņØ┤ Ļ░ĆļŖźĒĢśļŗż. ļö░ļØ╝ņä£ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ĻĘĀņŚ┤ ņĀĆĒĢŁņä▒Ļ│╝ Ļ┤ĆĻ│äļÉ£ ĻĖ░Ļ│äņĀü ļ¼╝ņä▒ņ£╝ļĪ£ ņČ®Ļ▓®ņØĖņä▒ ļ┐Éļ¦ī ņĢäļŗłļØ╝ ĒĢŁļ│Ą ļ░Å ņØĖņןĻ░ĢļÅä, Ļ▓ĮļÅä, ļ¬©ņ×¼ ļ░Å ņÜ®Ļ░Ćņ×¼ ļ¼╝ņä▒ ļō▒ņØ┤ ņ׳ņ£╝ļ®░ ņØ┤ņŚÉ ļö░ļźĖ ņāüĻ┤Ćņä▒ņØä ļČäņäØĒĢśņśĆļŗż.
Fig. 9ļŖö ļ│Ė ņŚ░ĻĄ¼ņØś Ļ▓░Ļ│╝ ļŹ░ņØ┤Ēä░ļź╝ ĒåĀļīĆļĪ£ ĻĘĀņŚ┤ ĻĖĖņØ┤ņÖĆ Ļ░üņóģ ĻĖ░Ļ│äņĀü ļ¼╝ņä▒ Ļ░ä ņāüĻ┤Ćņä▒ņØä ļČäņäØĒĢ£ Ļ▓░Ļ│╝ļź╝ ļ│┤ņŚ¼ņżĆļŗż. ĻĘĖļלĒöäņØś YņČĢņØĆ ĻĘĀņŚ┤ ĻĖĖņØ┤ļĪ£ Ļ│ĀņĀĢĒĢśĻ│Ā XņČĢņŚÉļŖö Ļ░üĻ░ü ņÜ®ņ£ĄņäĀ ņ£äņ╣śņŚÉņä£ņØś ņČ®Ļ▓®ņØĖņä▒, ņØĖņןĻ░ĢļÅä, ĒĢŁļ│ĄĻ░ĢļÅä, Ļ▓ĮļÅä, ņŚ░ņŗĀņ£© ĻĘĖļ”¼Ļ│Ā ņÜ®Ļ░Ćņ×¼ņØś ņØĖņןĻ░ĢļÅäļĪ£ Ļ░üĻ░ü ļ│ĆĒÖöņŗ£ņ╝£Ļ░Ćļ®░ ļŹ░ņØ┤Ēä░ļź╝ ņ×ģļĀźĒĢśņśĆļŗż. Ļ▓░Ļ│╝ņØś ņé░ĒżļÅäļź╝ ĒåĀļīĆļĪ£ ļČäņäØĒĢ£ Ļ▓░Ļ│╝ ņČ®Ļ▓®ņØĖņä▒ņØś Ļ▓ĮņÜ░ļŖö ļ░śļ╣äļĪĆņĀüņØĖ Ļ┤ĆĻ│äĻ░Ć ņ¢┤ļŖÉ ņĀĢļÅä ļéśĒāĆļéśļŖö ļ░śļ®┤ ļŗżļźĖ ļ│ĆņłśļōżĻ│╝ ĻĘĀņŚ┤ ĻĖĖņØ┤ņØś ņāüĻ┤Ćņä▒ņØĆ Ēü¼Ļ▓ī ļéśĒāĆļéśņ¦Ć ņĢŖņĢśļŗż.

3.3.2 ņČ®Ļ▓®ņØĖņä▒Ļ│╝ ĻĘĀņŚ┤ ĻĖĖņØ┤ ņāüĻ┤Ćņä▒
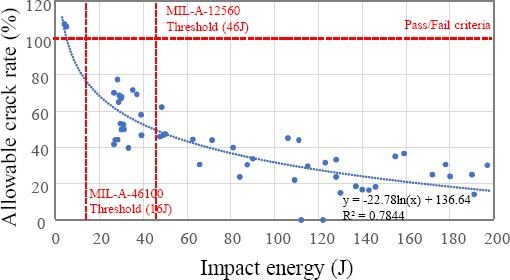
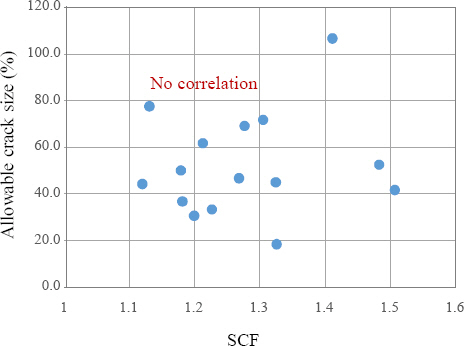
ņČ®Ļ▓®ņØĖņä▒Ļ│╝ ļ░®Ēāäņä▒ļŖźĻ░ä ņāüĻ┤Ćņä▒ņŚÉ ļīĆĒĢ£ ņŻ╝ņĀ£ļŖö ņØ┤ļ»Ė ļ¦ÄņØĆ ņŚ░ĻĄ¼Ļ░Ć ņ׳ņ¢┤ņÖöļŗż. ĻĘĖļōżņØś ņŚ░ĻĄ¼Ļ▓░Ļ│╝ļōżņØä ņóģĒĢ®ĒĢśļ®┤ ņØ╝ņĀĢ ņłśņżĆ ņØ┤ņāüņØś Ļ▓ĮļÅäņŚÉņä£ļŖö ņČ®Ļ▓®ņŗ£ĒŚśņŚÉ ņØśĒĢśņŚ¼ ņĖĪņĀĢļÉ£ ņØĖņä▒ņØ┤ ņ”ØĻ░ĆĒĢĀņłśļĪØ ļ░®Ēāäņä▒ļŖźņØ┤ ņ”ØĻ░ĆĒĢśļŖö Ļ▓āņ£╝ļĪ£ ļ│┤Ļ│ĀļÉśņŚłļŗż6-8). ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļÅä ļśÉĒĢ£ ņĢ×ņäĀ ņÜ®ņĀæļČĆ ļ¼╝ņä▒Ļ│╝ ĻĘĀņŚ┤ ĻĖĖņØ┤ ņāüĻ┤Ćņä▒ ļČäņäØĻ▓░Ļ│╝ļź╝ ĒåĀļīĆļĪ£ ņČ®Ļ▓®ņØĖņä▒ņØ┤ ĻĘĀņŚ┤ ĻĖĖņØ┤ņÖĆ Ļ░Ćņן Ēü░ ņŚ░Ļ┤Ćņä▒ņØä Ļ░¢Ļ│Ā ņ׳ļŖö Ļ▓āņ£╝ļĪ£ ĒÖĢņØĖļÉśņŚłļŗż. ļö░ļØ╝ņä£ ņČ®Ļ▓®ņØĖņä▒Ļ│╝ ĻĘĀņŚ┤ ĻĖĖņØ┤ ņāüĻ┤Ćņä▒ ļČäņäØņØä ņÜ░ņäĀ ņ¦äĒ¢ēĒĢśņśĆļŗż. TACOM ĻĘ£Ļ▓®ņŚÉņä£ ņĀ£ņŗ£ĒĢśļŖö ĒŚłņÜ® ĻĘĀņŚ┤ ĻĖĖņØ┤ļŖö ņåīņ×¼ ļæÉĻ╗śņŚÉ ļö░ļØ╝ ļŗ¼ļ”¼ ĻĄ¼ļČäļÉ£ļŗż. ļö░ļØ╝ņä£ ĻĘĀņŚ┤ ĻĖĖņØ┤ļź╝ ĒŚłņÜ® ĻĘĀņŚ┤ ĒĢ£Ļ│äļĪ£ Ēæ£ĒśäĒĢ£ ĻĘĀņŚ┤ ņ¦äņĀäļźĀ(Allowable crack ratio)ļĪ£ ļéśĒāĆļé┤ļŖö Ļ▓āņØ┤ ļ│┤ļŗż ņāüĻ┤Ćņä▒ņØä ļ│┤ņØ╝ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ņØ┤ņŚÉ ŌĆ£ĻĘĀņŚ┤ ĒŚłņÜ®ļźĀ = (ņŗżņĀ£ĻĘĀņŚ┤ ĻĖĖņØ┤ / ĒŚłņÜ®ĻĘĀņŚ┤ĒĢ£Ļ│ä) ├Ś100 %ŌĆØ ņ£╝ļĪ£ ņĀĢņØśĒĢśĻ│Ā ņāüĻ┤Ćņä▒ ļČäņäØņØä ļŗżņŗ£ ņ¦äĒ¢ēĒĢśņśĆļŗż. ņØ┤ņŚÉ ļö░ļźĖ Ļ▓░Ļ│╝ļŖö Fig. 10ņŚÉ ņĀ£ņŗ£ĒĢśņśĆļŗż. ņØ┤ Ļ▓ĮņÜ░ ņÜ®ņ£ĄņäĀņØś ņČ®Ļ▓®ņØĖņä▒Ļ│╝ ĻĘĀņŚ┤ ņ¦äņĀäļźĀņØś ņāüĻ┤Ćņä▒ņØĆ ņĢĮ 78% ņĀĢļÅäļĪ£ ļ╣äĻĄÉņĀü ļåÆņØĆ ņāüĻ┤ĆĻ┤ĆĻ│äļź╝ ļ│┤ņØ┤ļŖö Ļ▓āņ£╝ļĪ£ ĒÖĢņØĖļÉśņŚłļŗż. ņØ┤ņāüņØś ļČäņäØ Ļ▓░Ļ│╝ļź╝ ĒåĀļīĆļĪ£ ļ░®Ēāäņŗ£ĒŚśņØä ņÜ®ņ£ĄņäĀ ņ£äņ╣śņŚÉņä£ņØś ņāżļź┤Ēö╝ ņČ®Ļ▓®ņŗ£ĒŚśņ£╝ļĪ£ ļīĆņ▓┤ĒĢśļŖö Ļ▓āņØĆ ļåÆņØĆ ņØĖĻ│╝ņä▒ņØä Ļ░¢ļŖö Ļ▓āņ£╝ļĪ£ ņŻ╝ņןĒĢĀ ņłś ņ׳ļŗż.
3.3.3 ņØæļĀźņ¦æņżæĻ│äņłśņÖĆ ĻĘĀņŚ┤ ĻĖĖņØ┤ ņāüĻ┤Ćņä▒
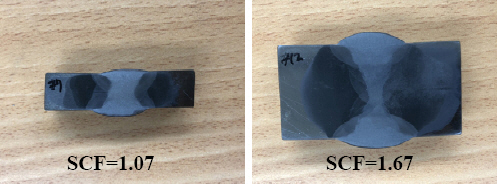
Ēö╝Ēāä ņČ®Ļ▓®ņŚÉ ļö░ļźĖ ĻĘĀņŚ┤ņØś ņŗ£ņ×æņĀÉņØĆ ņĢ×ņä£ ļ░ØĒśĆņ¦ä ļīĆļĪ£ Fig. 5ņÖĆ Ļ░ÖņØ┤ ņÜ®ņĀæ ĒåĀņÜ░ļČĆņŚÉņä£ ļ░£ņāØļÉ©ņŚÉ ļö░ļØ╝ ĒåĀņÜ░ļČĆņØś ņØæļĀźņ¦æņżæĻ│äņłś(Stress Concentration Factor, SCF)Ļ░Ć ĻĘĀņŚ┤ņØś ļ░£ņāØ ļ░Å ņ¦äņĀäņŚÉ ņśüĒ¢źņØä ļ»Ėņ╣śļŖöņ¦Ć ĒÖĢņØĖĒĢĀ ĒĢäņÜöĻ░Ć ņ׳ļŗż10). ļö░ļØ╝ņä£ ņŗżņĀ£ ļ╣äļō£ ļŗ©ļ®┤ Ļ┤Ćņ░░ņØä ĒåĄĒĢ┤ ĒśĢņāüņØä Ļ│äņĖĪĒĢśĻ│Ā ņØ┤ļź╝ ļ░öĒāĢņ£╝ļĪ£ ņØæļĀźņ¦æņżæĻ│äņłśļź╝ Ļ│äņé░ĒĢśņśĆļŗż. ņ┤Ø 15Ļ░£ņØś ņāśĒöīņŚÉ ļīĆĒĢ┤ ļČäņäØĒĢśņśĆņ£╝ļ®░, ņØ┤ņżæ Ļ░Ćņן ļé«ņØĆ ņØæļĀźņ¦æņżæĻ│äņłś Ļ░ÆņØĆ 1.07, ĻĘĖļ”¼Ļ│Ā ņĄ£ļīĆĻ░ÆņØĆ ļéśĒāĆļé┤ļŖö ņŗ£ĒŚśĒÄĖņØś Ļ▓ĮņÜ░ 1.67ļĪ£ Ļ│äņé░ļÉśņŚłļŗż. ņØ┤ļ¤¼ĒĢ£ ņØæļĀźņ¦æņżæĻ│äņłś ņ░©ņØ┤ļŖö ļ╣äļō£ ņŚ¼ņä▒ļČĆņØś ļÅīņČ£ļĪ£ ņØĖĒĢ£ ĻĖēĻ▓®ĒĢ£ ĒśĢņāüļ│ĆĒÖöļĪ£ ņØĖĒĢ┤ ļ░£ņāØĒĢśļŖö Ļ▓āņ£╝ļĪ£ ņØ┤ ļæśņØś ņ░©ņØ┤ļŖö Fig. 11ļĪ£ ņ¦üņĀæņĀü ļ╣äĻĄÉĻ░Ć Ļ░ĆļŖźĒĢśļŗż.
ņāüĻ┤Ćņä▒ ļČäņäØņØä ņ£äĒĢ┤ ņØæļĀźņ¦æņżæĻ│äņłśņÖĆ ĻĘĀņŚ┤ ĒŚłņÜ®ļźĀņØś Ļ┤ĆĻ│äļź╝ Fig. 12ņÖĆ Ļ░ÖņØ┤ ļÅäņŗØĒÖöĒĢśņśĆņ£╝ļ®░ Ļ▓░Ļ│╝ņĀüņ£╝ļĪ£ ĒåĀņÜ░ļČĆ ĒśĢņāüĻ│╝ ĻĘĀņŚ┤ ĻĖĖņØ┤ Ļ░ä ņāüĻ┤Ćņä▒ņØĆ ņ░ŠņØä ņłś ņŚåņŚłļŗż. ņØ╝ļ░śņĀüņ£╝ļĪ£ ņÜ®ņĀæ ĒåĀņÜ░ļČĆņØś ĻĖēĻ▓®ĒĢ£ Ļ░üļÅä ļ│ĆĒÖöņŚÉ ļö░ļźĖ ļģĖņ╣ś ĒÜ©Ļ│╝ļĪ£ ņØĖĒĢ┤ Ēö╝ļĪ£ĒīīĻ┤┤ņŚÉļŖö ņØæļĀźņ¦æņżæĻ│äņłśĻ░Ć Ēü░ ņśüĒ¢źņØä ļ»Ėņ╣śļŖö Ļ▓āņ£╝ļĪ£ ņĢīļĀżņĀĖ ņ׳ļŗż. ĻĘĖļ¤¼ļéś ļ░®Ēāäņŗ£ĒŚśĻ│╝ Ļ░ÖņØĆ ļ╣ĀļźĖ ĻĘĀņŚ┤ ņ¦äņĀä ļ®öņ╗żļŗłņ”śņØä Ļ░¢ļŖö ĒīīĻ┤┤ļ¬©ļō£ņŚÉņä£ļŖö ļ╣äļō£ ĒśĢņāü(ņØæļĀźņ¦æņżæĻ│äņłś)ņØ┤ Ēü¼Ļ▓ī ņśüĒ¢źņØä ļ»Ėņ╣śņ¦Ć ņĢŖļŖö Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
4. ņÜ®ņĀæ ļ╣äĒĢäņłśļ│ĆņłśņÖĆ ĻĖ░Ļ│äņĀü ļ¼╝ņä▒
ņÜ®ņĀæ ļ╣äĒĢäņłśļ│Ćņłś(Non-essential variables)ļ×Ć ļ│ĆņłśĻ░Ć ļ│ĆĒÖöĒĢ┤ļÅä ņÜ®ņĀæļČĆņØś ĻĖ░Ļ│äņĀü ņä▒ņ¦łņŚÉ ņśüĒ¢źņØä ļü╝ņ╣śņ¦Ć ņĢŖļŖö ļ│Ćņłśļź╝ ļ¦ÉĒĢśļ®░, ņØ┤ļŖö ņÜ®ņĀæņĀłņ░©ņŗ£ļ░®ņä£ņØś ņ×¼ņŖ╣ņØĖņØ┤ ĒĢäņÜö ņŚåņØ┤ ņé¼ņÜ®ņØ┤ Ļ░ĆļŖźĒĢśļŗż. ņØ┤ņŚÉ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ļ░®Ēāäņŗ£ĒŚśņØä ņāżļź┤Ēö╝ ņČ®Ļ▓®ņŗ£ĒŚśņ£╝ļĪ£ ļīĆņ▓┤ Ļ▓Ćņ”ØĒĢśļŖö Ēæ£ņżĆņØä ņĀ£ņĀĢĒĢśļŖöļŹ░ ņ׳ņ¢┤ ļ╣äĒĢäņłśļ│Ćņłś ļ│ĆĻ▓ĮņŚÉ ĒĢ£ĒĢ┤ņä£ļ¦ī ņČ®Ļ▓®ņŗ£ĒŚśņ£╝ļĪ£ ļīĆņ▓┤ĒĢĀ ņłś ņ׳ļŗżļŖö Ēæ£ņżĆ ņĀ£ņĀĢņØä ļ¬®Ēæ£ļĪ£ ĒĢśņśĆļŗż. ļö░ļØ╝ņä£ ņØ┤ļź╝ ņ×ģņ”ØĒĢśĻĖ░ ņ£äĒĢ┤ ņŗżņĀ£ ļ╣äĒĢäņłśļ│ĆņłśĻ░Ć ļ│ĆĒÖöĒĢ┤ļÅä ĻĖ░Ļ│äņĀü ņä▒ņ¦łņØ┤ ļ│ĆĒĢśņ¦Ć ņĢŖņØīņØä ĒÖĢņØĖĒĢśļŖö ņŗżĒŚśņØ┤ ņÜöĻĄ¼ļÉ£ļŗż.
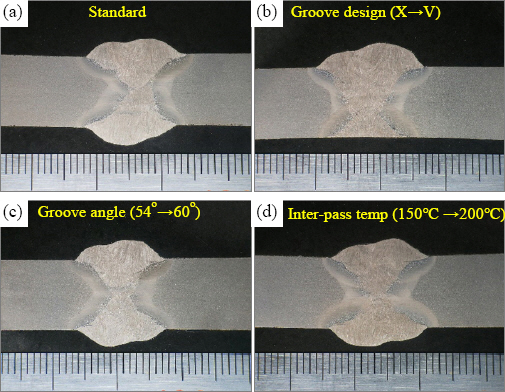
ASME ņĮöļō£ņŚÉņä£ ņ¦ĆņĀĢĒĢśļŖö ļīĆĒæ£ņĀüņØĖ ļ╣äĒĢäņłśļ│ĆņłśļĪ£ļŖö ņØ┤ņØīļČĆ ĒśĢņāü(Joint design)ņØ┤ ņ׳ļŗż. ņØ╝ļĪĆļĪ£ ĒÖł ĒśĢņāü(VĒśĢ, UĒśĢ, XĒśĢ, HĒśĢ ļō▒)ņØś ļ│ĆĻ▓Į ļśÉļŖö ĒÖł Ēü¼ĻĖ░ņØś ļ│ĆĻ▓Į ļō▒ņØĆ ņÜ®ņĀæņĀłņ░©ņŗ£ļ░®ņä£ņØś ņ×¼ņØĖņĀĢņØä ņŗżņŗ£ĒĢśņ¦Ć ņĢŖņĢäļÅä ļÉ£ļŗż. ļö░ļØ╝ņä£ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ļÅÖņØ╝ĒĢ£ ņåīņ×¼ ļ░Å Ļ│ĄņĀĢņŚÉ ļīĆĒĢ┤ ņĢäļלņÖĆ Ļ░ÖņØ┤ 4 ņóģļźśņØś ņ┐ĀĒÅ░ ņŗ£ĒŚśĒÄĖņØä ņĀ£ņ×æĒĢ£ ļÆż ņŗ£ļŻīļź╝ ņ▒äņĘ©ĒĢśņŚ¼ ĻĖ░Ļ│äņĀü ļ¼╝ņä▒ņØä ļ╣äĻĄÉĒĢśļŖö ņŗżĒŚśņØä ņ¦äĒ¢ēĒĢśņśĆļŗż.
ņŚ¼ĻĖ░ņä£ 4ļ▓łņØś ņĖĄĻ░äņś©ļÅä ļ│ĆņłśļŖö ņÜ®ņĀæņĪ░Ļ▒┤ņØś ļ│ĆĻ▓ĮņØ┤ ņÜ®ņĀæļČĆņØś ĒīīĻ┤┤ņØĖņä▒ņŚÉ ņśüĒ¢źņØä ļ»Ėņ╣śļŖö Ļ▓ĮņÜ░ ņÜöĻĄ¼ļÉśļŖö ņČöĻ░Ć ĒĢäņłśļ│Ćņłś(Supplementary essential variables)ļĪ£ ĻĖ░ņĪ┤ 1~3ļ▓ł ņŗ£ĒŚśĒÄĖĻ│╝ņØś ļ╣äĻĄÉļź╝ ņ£äĒĢ┤ ņĀ£ņ×æĒĢśņśĆļŗż. ņØ┤ļōż 4Ļ░Ćņ¦Ć ļŗżļźĖ ļ│Ćņłśļź╝ Ļ░¢ļŖö ņ┐ĀĒÅ░ ņŗ£ĒŚśĒÄĖņØś ĻĖ░Ļ│äņĀü ņä▒ņ¦ł ļ╣äĻĄÉ ĒÅēĻ░Ć Ļ▓░Ļ│╝ 4ļ▓łņØä ņĀ£ņÖĖĒĢ£ 1~3ļ▓łņØ┤ ņ£Āņé¼ĒĢ£ Ļ░ÆņØ┤ ļéśĒāĆļéĀ Ļ▓ĮņÜ░ ļ╣äĒĢäņłśļ│ĆņłśĻ░Ć ņŗżņĀ£ ĻĖ░Ļ│äņĀü ņä▒ņ¦łņŚÉ ņśüĒ¢źņØä ļ»Ėņ╣śņ¦Ć ņĢŖļŖöļŗżļŖö Ļ▓āņØä Ļ░äņĀæņĀüņ£╝ļĪ£ ņ×ģņ”ØĒĢĀ ņłś ņ׳ļŗżļŖö ņĢäņØ┤ļööņ¢┤ļź╝ ļ░öĒāĢņ£╝ļĪ£ ņŗżĒŚśņØä ņäżĻ│äĒĢśņśĆļŗż.
ņŚ¼ĻĖ░ņä£ ņ┐ĀĒÅ░ņÜ®ņĀæ ļīĆņāü ņåīņ×¼ļŖö ĻĖ░ņĪ┤ ņ¢æņé░ņŚÉ ņĀüņÜ®ļÉśļŖö HHAĻ░Ģ ņżæ ĒĢśļéśļź╝ ņäĀņĀĢĒĢśņśĆņ£╝ļ®░ RHAĻ░ĢņŚÉņä£ļŖö ļ│äļÅäņØś Ļ▓Ćņ”ØņŗżĒŚśņØä ņ¦äĒ¢ēĒĢśņ¦Ć ņĢŖņĢśļŗż. RHA Ļ░ĢņŚÉ ļīĆĒĢ£ ņŗżĒŚśņØä ļ│æĒ¢ēĒĢśņŚ¼ ņ¦äĒ¢ēĒĢśņ¦Ć ņĢŖņØĆ ņØ┤ņ£ĀļŖö Fig. 2ņØś Ļ▓░Ļ│╝ņŚÉļÅä ņĢī ņłś ņ׳ļō»ņØ┤ HHAĻ░ĢņØ┤ RHAĻ░ĢĻ│╝ ļ╣äĻĄÉĒĢśņŚ¼ ņāüļīĆņĀüņ£╝ļĪ£ ļé«ņØĆ ņČ®Ļ▓®ņØĖņä▒ņØä ļéśĒāĆļé┤ļ®░ ņÜ®ņĀæ ņ×ģņŚ┤ņŚÉ ļŹöņÜ▒ ņśłļ»╝ĒĢ£ ĻĖłņåŹĒĢÖņĀü ĒŖ╣ņä▒ņØä Ļ░Ćņ¦ĆĻ│Ā ņ׳ņ¢┤ HHAĻ░ĢņØś ņŗżĒŚśĻ▓░Ļ│╝ ļ¦īņ£╝ļĪ£ļÅä ņČ®ļČäĒ׳ Ļ▓░Ļ│╝ņØś ļīĆĒæ£ņä▒ņØä Ļ░¢ļŖöļŗżĻ│Ā ĒīÉļŗ©ĒĢĀ ņłś ņ׳ĻĖ░ ļĢīļ¼ĖņØ┤ļŗż. ļīĆņāü ņåīņ×¼ņØś ļæÉĻ╗śļŖö 1/2ņØĖņ╣śņØ┤ļ®░ ņÜ®ņĀæ Ēøä ņØĖņן, Ļ▓ĮļÅä, ņŚ░ņŗĀņ£©, ņČ®Ļ▓® ļ░Å ļ»ĖņäĖņĪ░ņ¦ü ņŗ£ĒŚśņØä ņ¦äĒ¢ēĒĢśņśĆļŗż.
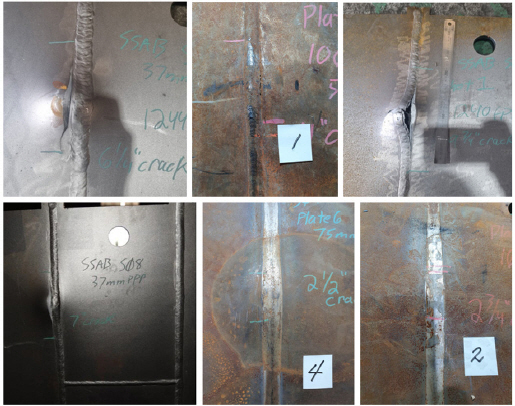
Fig. 13ņØĆ 4 Ļ░Ćņ¦Ć ņŗżĒŚś ņĪ░Ļ▒┤ņŚÉņä£ņØś ļŗ©ļ®┤ĒśĢņāüņØä ļ│┤ņŚ¼ņżĆļŗż. ņŚ¼ĻĖ░ņä£ 2ļ▓ł ĻĘĖļŻ©ļĖī ĒśĢņāüņØ┤ XŌåÆVļĪ£ ļ│ĆĻ▓ĮļÉ£ Ļ▓āņØä ņĀ£ņÖĖĒĢśĻ│Ā ļéśļ©Ėņ¦ĆļŖö ļ¦łĒü¼ļĪ£ ļŗ©ļ®┤ Ļ▓Ćņé¼ņŚÉņä£ ņÖĖĻ┤Ćņāü ņ░©ņØ┤ļź╝ ļ│┤ņØ┤ņ¦Ć ņĢŖņĢśļŗż. 4 ņóģņØś ņ┐ĀĒÅ░ņŗ£ĒŚśĒÄĖņŚÉ ļīĆĒĢ£ ļŗżņ¢æĒĢ£ ĻĖ░Ļ│äņĀü ļ¼╝ņä▒ ņŗ£ĒŚśĻ▓░Ļ│╝ļŖö Table 2ņŚÉ ņĀ£ņŗ£ĒĢśņśĆļŗż. ņśłņāüļīĆļĪ£ 1~3Ļ│╝ ļ╣äĻĄÉĒĢśņŚ¼ 4ļ▓ł ņŗ£ĒŚśĒÄĖņØś ĻĖ░Ļ│äņĀü ļ¼╝ņä▒, ĒŖ╣Ē׳ -40Ōäā ņĀĆņś©ņČ®Ļ▓®ņØĖņä▒ņØ┤ Ēü¼Ļ▓ī ņ░©ņØ┤Ļ░Ć ļé¼ļŗż. 4ļ▓ł ņŗ£ĒŚśĒÄĖņØś Ļ▓ĮņÜ░ ņĖĄĻ░äņś©ļÅäļź╝ ĻĖ░ņżĆļ│┤ļŗż ļåÆņ×äņŚÉ ļö░ļØ╝ ņĪ░ņ¦üņØ┤ ņĪ░ļīĆĒÖöļÉśņ¢┤ Ļ▓░Ļ│╝ņĀüņ£╝ļĪ£ ņČ®Ļ▓®ņØĖņä▒ņØś ņĀĆĒĢśļź╝ ļéśĒāĆļéĖ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
Table┬Ā2
Comparison of mechanical properties according to welding variable
ļ│Ė ņŗ£ĒŚśĻ▓░Ļ│╝ļź╝ ĻĘ╝Ļ▒░ļĪ£ ņÜ®ņĀæ ļ╣äĒĢäņłśļ│Ćņłś ļ│ĆĒÖöļŖö ņÜ®ņĀæļČĆņØś ĻĖ░ļ│ĖņĀüņØĖ ĻĖ░Ļ│äņĀü ņä▒ņ¦łņŚÉ Ēü¼Ļ▓ī ņśüĒ¢źņØä ļ»Ėņ╣śņ¦Ć ņĢŖļŖöļŗżļŖö Ļ▓āņØä ņŻ╝ņןĒĢĀ ņłś ņ׳ņ£╝ļ®░, ņØ┤ļ¤¼ĒĢ£ ĻĖ░Ļ│äņĀü ņä▒ņ¦łņŚÉļŖö ļ░®Ēāäņä▒ļŖźļÅä ĒżĒĢ©ĒĢĀ ņłś ņ׳ļŗż.
5. Ļ▓░ ļĪĀ
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö TACOM Drawing 12479550ņŚÉņä£ ņÜöĻĄ¼ĒĢśļŖö ņÜ®ņĀæļČĆ Ļ▓Ćņ”Ø ņŗ£ĒŚśņØĖ H-Plate ļ░®Ēāäņŗ£ĒŚśņØä ņØ╝ļ░ś ļ»╝ņłśĻĘ£Ļ▓®ņŚÉņä£ ņé¼ņÜ®ĒĢśĻ│Ā ņ׳ļŖö ņČ®Ļ▓®ņŗ£ĒŚś ļ░®ļ▓Ģ ļō▒ņØä ņØ┤ņÜ®ĒĢśņŚ¼ ļīĆņ▓┤Ļ▓Ćņ”Ø ĒĢĀ ņłś ņ׳ļŖö ĻĄŁļé┤ ņŗ£ĒŚśĒæ£ņżĆņØä ņĀ£ņĀĢĒĢśļŖö Ļ▓āņØä ļ¬®Ēæ£ļĪ£ ņŗ£ņ×æļÉśņŚłļŗż. ņØ┤ņØś ĒĢĄņŗ¼ņØĆ ļ░®Ēāäņŗ£ĒŚśĻ│╝ ņāżļź┤Ēö╝ ņČ®Ļ▓®ņŗ£ĒŚśĻ│╝ņØś ņāüĻ┤Ćņä▒ņØä ņ×ģņ”ØĒĢśĻ│Ā, ņØ┤ļĢīņØś ņČ®Ļ▓®ņŗ£ĒŚś ĻĖ░ņżĆņ╣śļź╝ ĒÖĢņØĖĒĢśļŖö Ļ▓āņØ┤ļŗż.
ļŗżņ¢æĒĢ£ ņןĻ░æĻ░Ģ ļ░Å ņÜ®ņĀæņåīņ×¼ ĻĘĖļ”¼Ļ│Ā ņÜ®ņĀæ ļ│ĆņłśļĪ£ ņĀ£ņ×æļÉ£ ņŗ£ĒŚśĒÄĖņØś ļ░®Ēāäņŗ£ĒŚśĻ▓░Ļ│╝ ļ░£ņāØļÉ£ ĻĘĀņŚ┤ ĻĖĖņØ┤ļŖö ņČ®Ļ▓®ņØĖņä▒Ļ│╝ ņĢĮ 78 %ņØś ņāüĻ┤Ćņä▒ņØä ļ│┤ņØ┤ļŖö Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż. ļśÉĒĢ£ ļ░®Ēāäņŗ£ĒŚś Ēøä ĻĘĀņŚ┤ņØś ņŗ£ņ×æņĀÉņØä ļČäņäØĒĢ£ Ļ▓░Ļ│╝ ņåīņ×¼ ņóģļźś ļ░Å ļæÉĻ╗śņÖĆ ļ¼┤Ļ┤ĆĒĢśĻ▓ī ņÜ®ņĀæ ĒåĀņÜ░ļČĆņŚÉņä£ ĻĘĀņŚ┤ņØ┤ ļ░£ņāØļÉśĻ│Ā ņÜ®ņ£ĄņäĀņØä ļö░ļØ╝ ņĀäĒīīļÉśļŖö Ļ▓āņØä ĒåĀļīĆļĪ£ ņāżļź┤Ēö╝ ņČ®Ļ▓®ņŗ£ĒŚśĒÄĖņØś ļģĖņ╣ś ņ£äņ╣śļŖö ņÜ®ņ£ĄņäĀņ£╝ļĪ£ Ļ▓░ņĀĢĒĢśņśĆļŗż. ņØ┤ļĢīņØś ņŗ£ĒŚśņś©ļÅäļŖö ņןĻ░æĻ░Ģ ļ¬©ņ×¼ņØś ņČ®Ļ▓®ņØĖņä▒ Ļ┤Ćļ”¼ĻĖ░ņżĆņØä ņ░ĖņĪ░ĒĢśņŚ¼ -40ŌäāļĪ£ ņĀĢĒĢśņśĆļŗż. ļśÉĒĢ£ ņÜ®ņĀæ ļ╣äĒĢäņłśļ│Ćņłś ļ│ĆĻ▓Į ņŗ£ ņČ®Ļ▓®ņØĖņä▒ņØ┤ Ēü¼Ļ▓ī ļ░öļĆīņ¦Ć ņĢŖļŖöļŗżļŖö Ļ▓āņØä ņŗżĒŚśņØä ĒåĄĒĢ┤ ņ×ģņ”ØĒĢśņśĆņ£╝ļ®░, ņČ®Ļ▓®ņØĖņä▒ņØś ņ×äĻ│äĻ░ÆņØĆ ņןĻ░æĻ░ĢņØś ņóģļźśļź╝ ĻĄ¼ļČäĒĢśņŚ¼ Ļ┤Ćļ”¼ĒĢ┤ņĢ╝ ĒĢ©ņØä ĒÖĢņØĖĒĢśņśĆļŗż.
ļīĆņāü ņåīņ×¼ņØĖ MIL-A-12560Ļ│╝ MIL-A-46100 ņןĻ░æĻ░ĢņØś ņÜ®ņ£ĄņäĀ ņČ®Ļ▓®ņØĖņä▒ ņ×äĻ│äĻ░ÆņØĆ ņŗżĒŚśĻ▓░Ļ│╝ Ļ░üĻ░ü 50 J ļ░Å 22 JļĪ£ ļéśĒāĆļé¼ļŗż. ņØ┤ļōż ņåīņ×¼ Ļ┤Ćļ”¼ ĻĘ£Ļ▓®ņŚÉņä£ ņĀ£ņĢłĒĢśļŖö ņČ®Ļ▓®ņØĖņä▒ņØś ņ×äĻ│äņ╣śļŖö 46 J ļ░Å 16 JņØ┤ļŗż. ļö░ļØ╝ņä£ ņČ®Ļ▓®ņØĖņä▒ ĒĢ®Ļ▓® ņ×äĻ│äņ╣śļŖö ņĄ£ņóģņĀüņ£╝ļĪ£ ļ¬©ņ×¼ņØś ņČ®Ļ▓®ņØĖņä▒ ņ×äĻ│äņ╣ś ņØ┤ņāüņ£╝ļĪ£ Ļ▓░ņĀĢĒĢśņśĆļŗż. ņØ┤ļŖö ņÜ®ņ£ĄņäĀņØś ņČ®Ļ▓®ņØĖņä▒ņØ┤ ļ¬©ņ×¼ņØś ņČ®Ļ▓®ņØĖņä▒ ņØ┤ņāüņØä ņØśļ»ĖĒĢśļ»ĆļĪ£ ņĢłņĀäņä▒ņØä ļ│┤ņ”ØĒĢĀ ņłś ņ׳ļŗż.
ļ│Ė ņŚ░ĻĄ¼ņŚÉ ĻĘ╝Ļ▒░ĒĢ£ Ēæ£ņżĆ ņĀ£ņĀĢņŚÉ ļö░ļØ╝ ņ¦Ćņāüļ¼┤ĻĖ░ņ▓┤Ļ│ä ņĀ£ņĪ░ņŚÉņä£ ņĀäņ▓┤ Ļ░£ļ░£ļ╣äņÜ® ļ░Å ņŗ£Ļ░äņØś ņāüļŗ╣ĒĢ£ ļŗ©ņČĢ ĒÜ©Ļ│╝ ĻĘĖļ”¼Ļ│Ā Ļ▓Ćņ”Ø Ļ░äņåīĒÖöņŚÉ ļö░ļźĖ ņÜ®ņĀæ ĒÆłņ¦łĻ┤Ćļ”¼ ĒÜ©ņ£©ņä▒ņŚÉ ļīĆĒĢ£ ĒÄĖņØśņä▒ņØä ņé¼ņÜ®ņ×ÉņŚÉĻ▓ī ņĀ£Ļ│ĄĒĢĀ ņłś ņ׳ņØä Ļ▓āņ£╝ļĪ£ ĻĖ░ļīĆļÉ£ļŗż.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



