


1. Introduction
2. Experimental Method
2.1 Specimen preparation

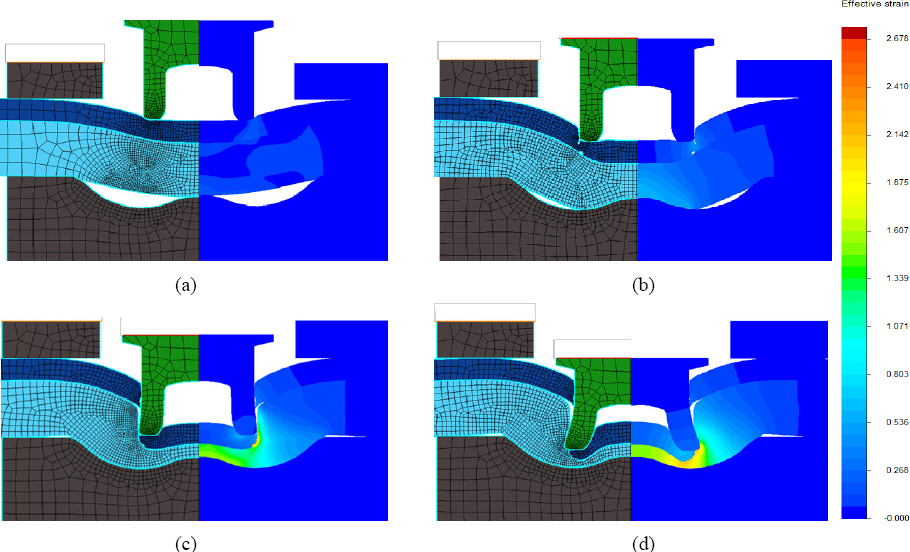
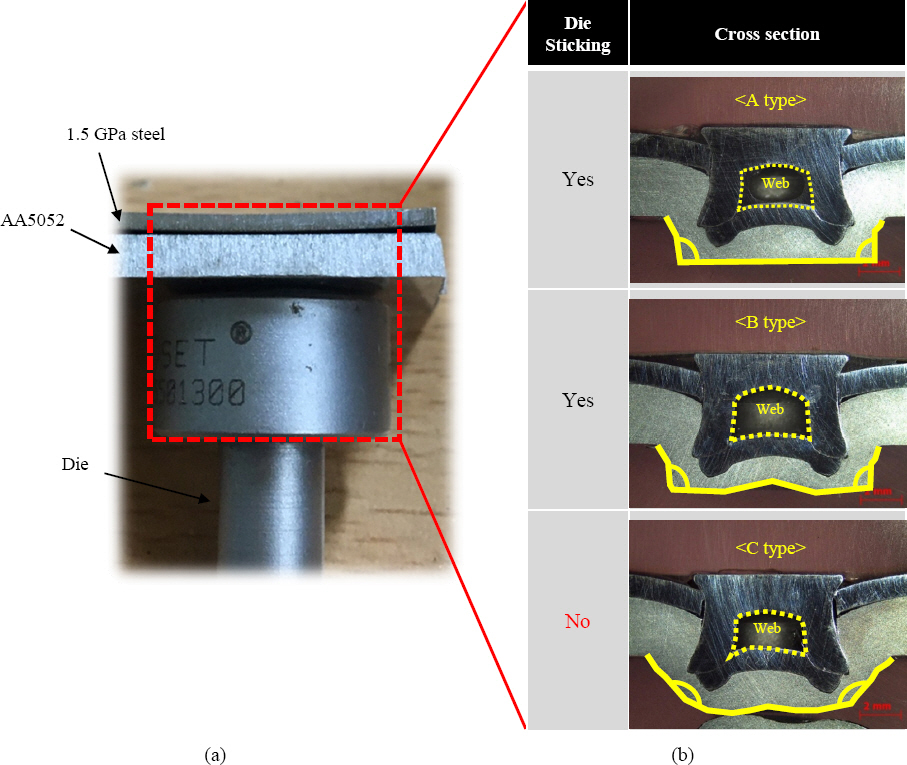
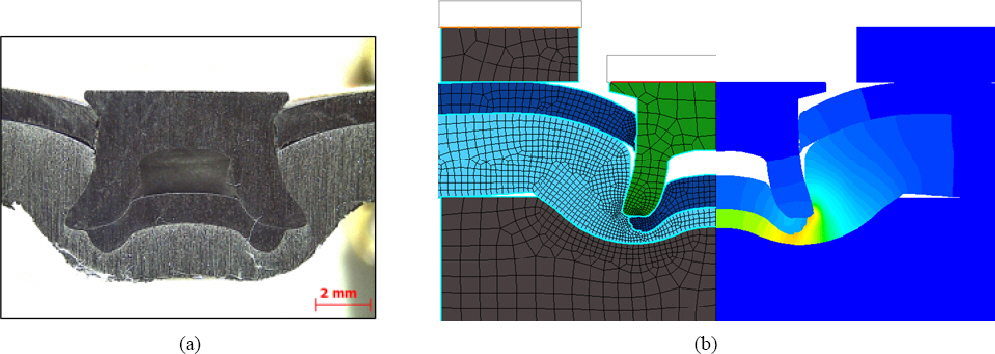
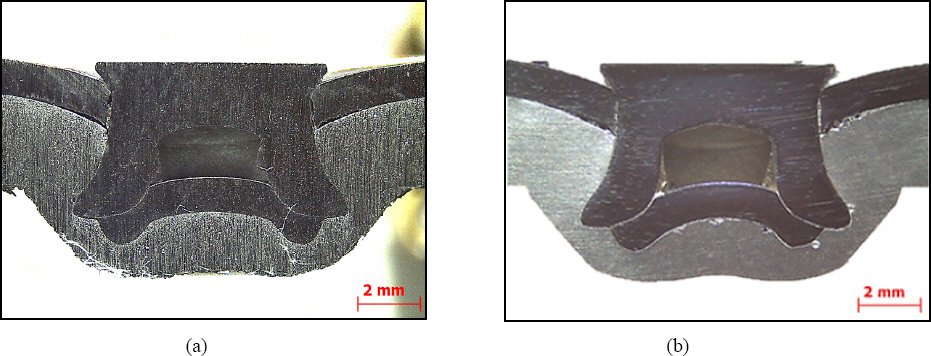
2.2 SPR process analysis and condition setting
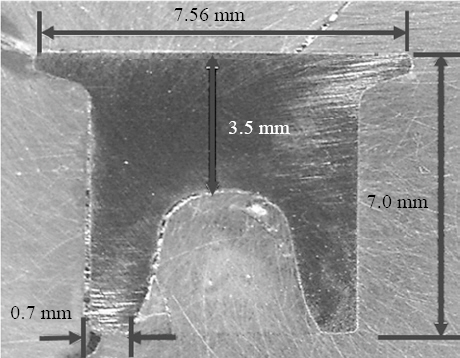
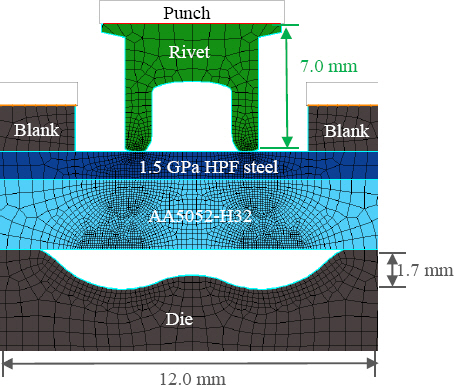
Fig.┬Ā4
Table┬Ā1
| Condition | Die | Rivet | Force (kN) | ||||
|---|---|---|---|---|---|---|---|
| Type | Diameter (mm) | Depth (mm) | Volume (mm3) | Type | Length (mm) | ||
| 1 | A | 10 | 1.8 | 145.9 | HDX | 6 | 70 |
| 2 | B | 10 | 2.2 | 175.2 | 70 | ||
| 3 | C | 12 | 2.5 | 186.9 | 70 | ||
| 4 | 1.7 | 134.0 | 70 | ||||
| 5 | 78 | ||||||
| 6 | 7 | 70 | |||||
| 7 | 78 | ||||||
2.3 Salt spray test and shear tensile test
3. Experiment Results and Discussion
3.1 Joint quality evaluation
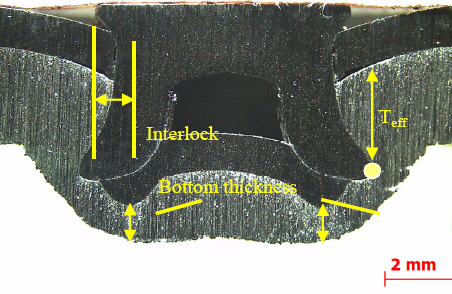
3.1.1 SPR joint quality evaluation
Table┬Ā2
Fig.┬Ā6
3.1.2 SPR-bonded joint quality evaluation

3.2 Specimen surface corrosion state according to the salt spray time
Fig.┬Ā10
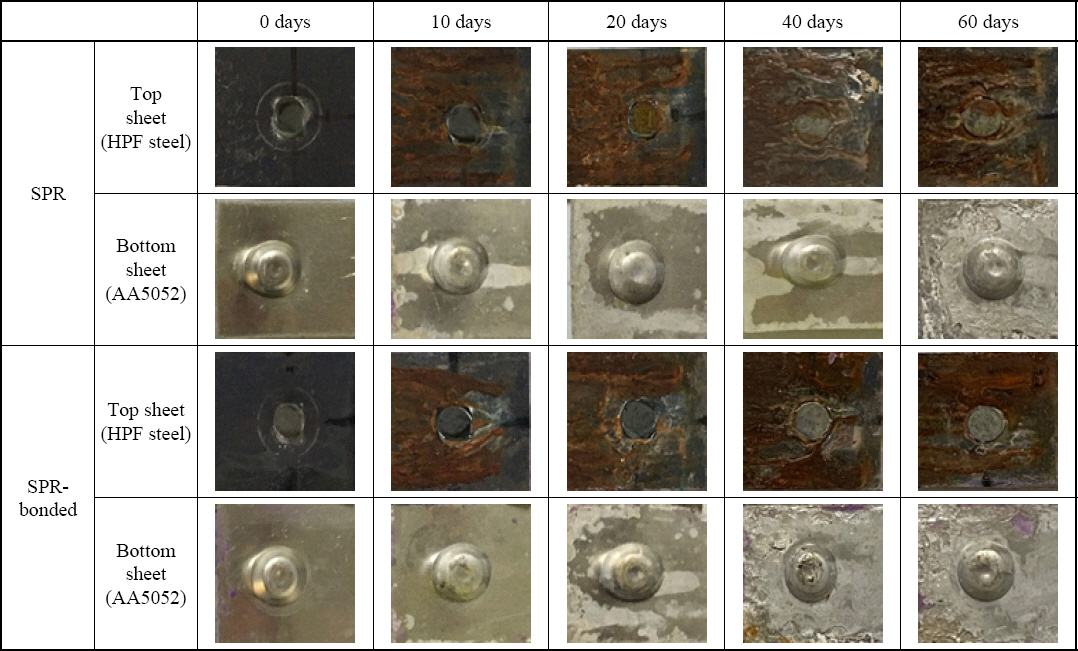
Fig.┬Ā11
3.3 Evaluation of the mechanical properties of the joint according to the salt spray test time
3.3.1 Shear tensile test analysis for SPR and SPR-bonded joints
Fig.┬Ā12
3.3.2 Fracture mode change analysis for SPR and SPR- bonded joints
Fig.┬Ā13
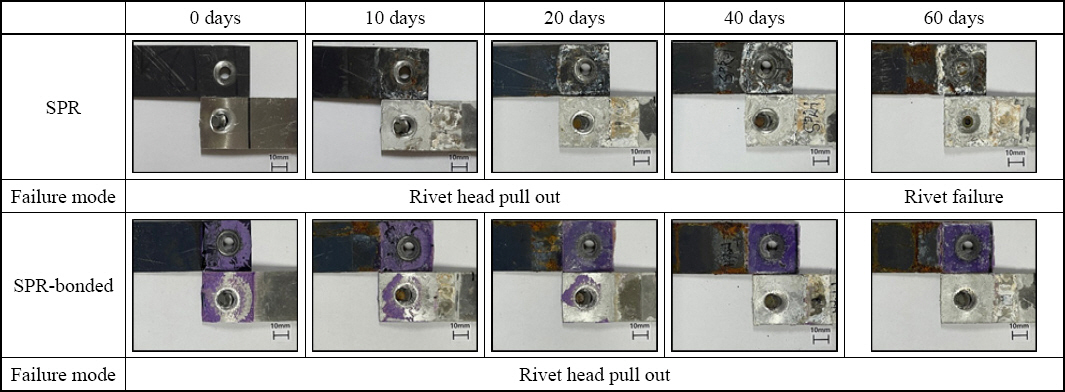

Fig.┬Ā15
4. Conclusion
1) The plastic deformation behavior of the bottom sheet for each SPR process stage was identified through the SPR process analysis. Based on these results, optimal process conditions were set. In the experiment results, die sticking occurred depending on the die geometry. It was possible to secure joint quality conditions that exhibit a shear tensile strength of approximately 9.87 kN by improving the interlock and Teff through a decrease in die depth and an increase in rivet length, respectively. In the SPR-bonded process in which the structural adhesive was mixed, the shear tensile strength increased by approximately 3.6 kN due to the application of AA5052 surface cleaning and adhesive. This indicates that aluminum sheet surface cleaning is essential for securing additional bonding strength in the SPR-bonded process.
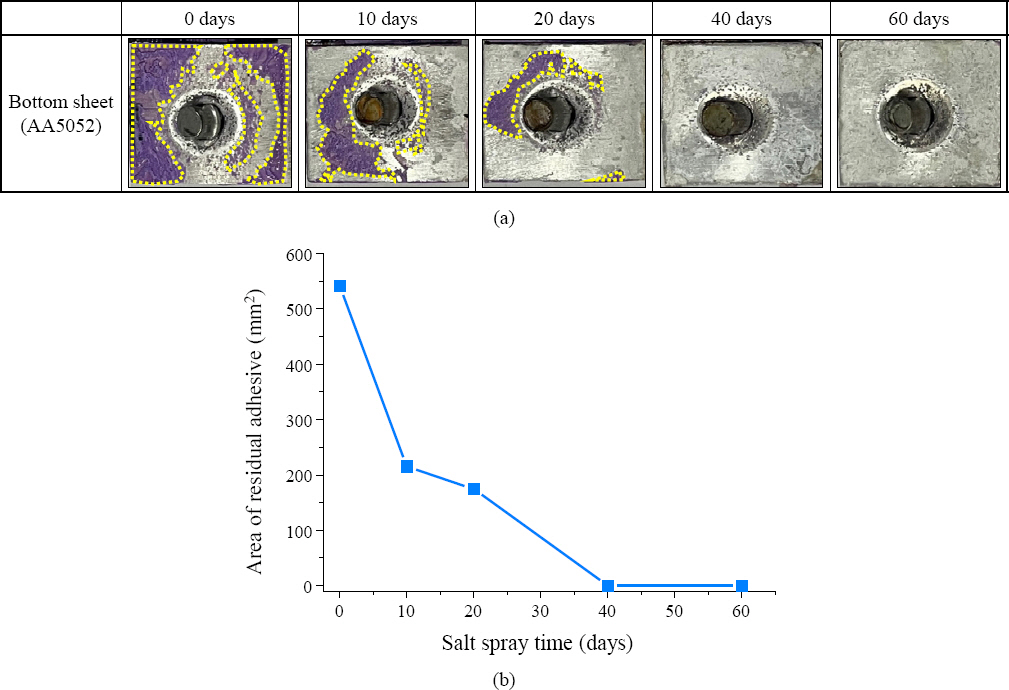
2) After salt spray, red and blue corrosion products were observed on the surface of HPF steel due to the reaction between Fe and salt water, and the oxides and hydroxides (Al2O3 and Al(OH)3) of aluminum were observed as the corrosion products of white spots on the surface of AA5052. Red and blue corrosion products were also observed from the rivet head as with HPF steel. In the case of the SPR-bonded process specimen, however, the corrosion rate was slow for both the rivet head and HPF steel compared to the SPR process specimen. This appears to be due to the galvanic corrosion reduction effect caused by the presence of the adhesive.
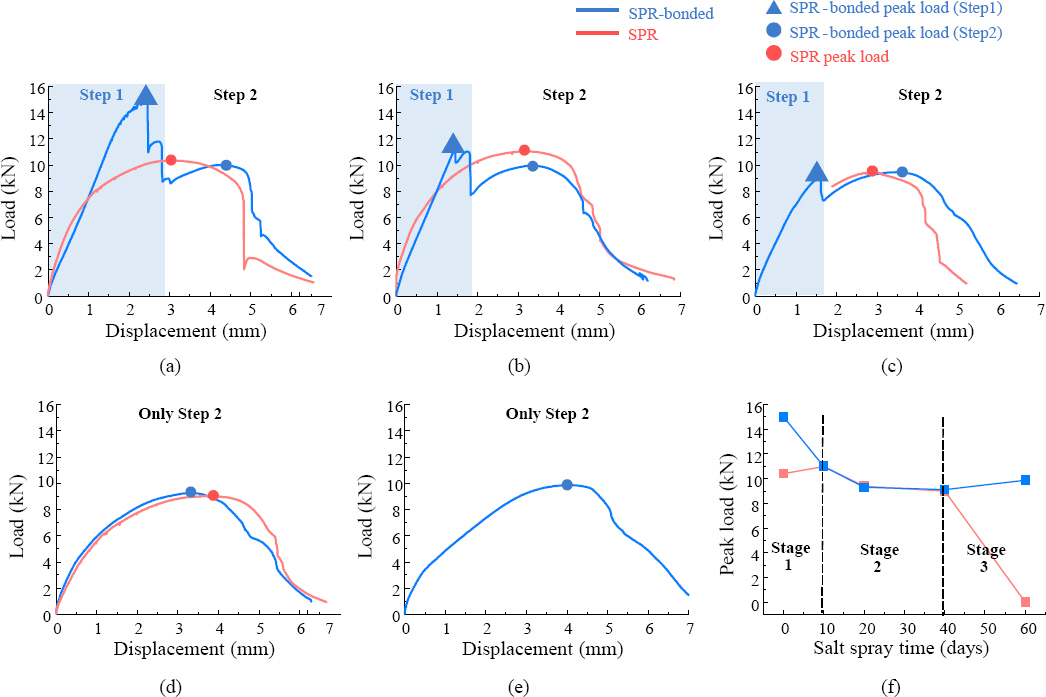
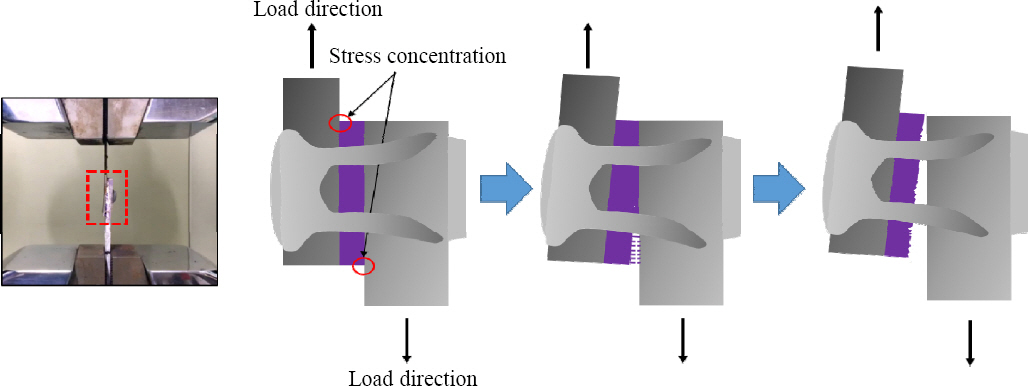
3) The load-displacement behavior of the SPR-bonded process specimen in the shear tensile test can be divided into the two steps caused by the detachment of the adhesive and the fracture of the SPR joint (steps 1 and 2). After 40 days of salt spray, the load increase caused by the detachment of the adhesive in step 1 was no longer observed. After 60 days, the SPR joint showed the rivet failure fracture mode due to the accelerated corrosion of the rivet legs, resulting in no load bearing capacity. The SPR-bonded joint, however, exhibited a peak load of approximately 9.9 kN because SPR joint locking was maintained due to the galvanic coupling effect by the adhesive.
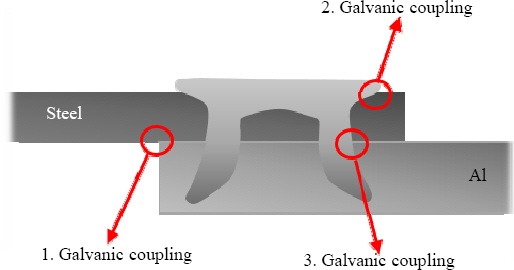
4) As for the fracture modes, two types (rivet head pull out and rivet failure) were observed due to the corrosion mitigation effect of the adhesive, which was present in the galvanic coupling regions formed by potential differences among the rivet, top sheet, and bottom sheet. In addition, in the SPR-bonded process, the adhesive failure mode in which fracture occurs between the bottom sheet surface and adhesive was observed after the shear tensile test, and the linear relationship between the residual adhesive area and shear tensile strength was confirmed.
5) The SPR-bonded process with surface cleaning may attain an additional enhancement in initial bonding strength due to the application of the adhesive. Especially in the salt spray corrosion environment, the presence of the adhesive made it possible to maintain bonding strength and the rivet head pull out mode by minimizing galvanic coupling through the inhibition of salt water infiltration and suppressing the rivet leg corrosion.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



