


1. Introduction
Carburization is a widely recognized surface hardening process used to enhance the durability of steel parts by introducing carbon atoms into its surface layer1-6). This method has shown great potential in effectively improving material properties, particularly enhancing wear and corrosion resistance in stainless steel1-3,7). Typically, carburization involves the injection of carbon atoms from either the source material or the gas atmosphere into the surface of the target material, facilitating their diffusion and penetration. However, traditional carburizing techniques used for carbon steels, such as gas and pack carburization, have proven ineffective for stainless steel due to its alloy composition, which inhibits carbon diffusion into the material5,8). Recently, there has been significant attention towards a low-temperature gas carburization method that is conducted under a vacuum atmosphere, followed by the introduction of carburizing gas2,4). This method offers the advantage of exhibiting a gradual variation in carbon content in the thickness direction due to diffusion from the gas phase to the surface, resulting in reduced interfacial delamination and no changes in the target materialŌĆÖs properties under low-temperature heat treatment. Numerous studies have demonstrated the application of this process to enhance the tribological and corrosion performance of austenitic stainless steel, including improvements in scratch resistance, cavitation erosion resistance, and other related properties9-11).
In particular, 316L stainless steel, which is one of the representative grades of austenitic stainless steel, offers notable advantages such as high corrosion resistance, versatility, strength and toughness, and excellent weldability12). In addition to the extensive research conducted on enhancing tribological and corrosion resistance through carburization, it is essential to highlight weldabilities as another critical characteristic when considering the application of materials for automotive components. Among them, this study focuses specifically on laser welding, which is essential for the assembly of the steel materials. Laser welding has positive implications compared to conventional arc welding process in terms of higher productivity and lower heat input, which is favorable from the perspective of minimizing crack formation13). Welding, fundamentally, involves the application of heat for melting, whether it is a continuous solidification transformation from liquid to solid or solid-state phase transformations that occur within the solid. Regardless of the type of phase transformation, welding induces inevitable microstructural changes in the as-received steel sheet14). However, carbon is an element that is closely associated with the solidification mode in austenitic stainless steel, so it is necessary to examine the influence of the carburizing layer on the weldment from a microstructural perspective to ensure automotive component reliability. There is limited research on the influence of the carburizing layer in austenitic stainless steel welds, but its findings carry significant implications. Notably, K. Farrell et al.15) analyzed carburized 316L stainless steel and its electron beam welded joints for vessel applications in the nuclear industry. Their results revealed the presence of carbide particles within the carburizing layer in the heat-affected zone, which were presumed to be M23C6 carbides. However, since their investigation focused solely on the effects of neutron irradiation, further research is deemed necessary to examine the improvements in wear characteristics.
To fill this research gap, the present study aims to conduct a comprehensive assessment of the microstructural changes observed in laser welded joints of carburized austenitic 316L stainless steel. Specifically, the investigation will concentrate on the examination of overlap and fillet joints utilized for automotive application. By shedding light on the weldability of carburized stainless steel using vacuum carburization process, the research aims to provide valuable insights for optimizing welding parameters and ensuring the reliability of such joints in applications.
2. Experimental procedure
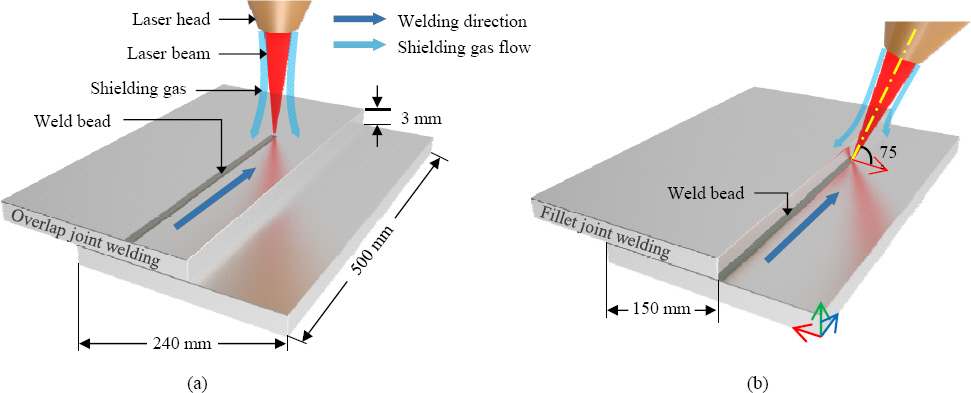
The initial material for this study comprised industrially produced 316L stainless steel with 5mm of thickness, which conformed to the ASTM A240 standards16). The compositions of the steel are provided in Table 1. To achieve the desired carburizing layer, Hyundai-Kefico corporation (Republic of Korea)ŌĆÖs well-established commercial production method was employed2), offering the advantage of being operating at a relatively low temperature. It involves the injection of hydrogen and acetylene gas as reaction gases, following a pre-treatment through a pickling process, thereby creating a vacuum atmosphere. The laser welding process was conducted using a disk laser (TruDisk 6001, Trumpf, Germany) with a maximum laser power of 6 kW, which was equipped with a scanner optical system (Intelli- WELD, Scanlab, Germany) to achieve precise control over the welding parameters. Two types of welding configurations were analyzed in this study: overlap and fillet joints. Fig. 1 illustrates a schematic diagram depicting the size and shape of the specimen used. Detailed welding conditions can be found in Table 2, and the specimen numbers were categorized based on the presence or absence of carburization in the upper and lower steel sheets.
Table┬Ā1
Chemical compositions of the stainless steel sheets used in this study in wt.%
| Grade | Fe | Cr | Ni | C | Mo | Si | Mn | P | S | N |
|---|---|---|---|---|---|---|---|---|---|---|
| 316L | Bal. | 18.1 | 12.3 | 0.03 | 1.9 | 0.75 | 1.8 | 0.045 | 0.031 | 0.1 |
Table┬Ā2
Laser welding conditions and specimen combinations. NC denotes the base material without carburizing
The welded plates were sectioned using a precision cutter to obtain representative cross-sectional specimens. Prior to the microstructural analysis, the prepared specimens underwent a preprocessing step that involved polishing and etching, which are standard practices in metallurgical analysis17). Initially, the specimens were examined using optical microscopy (OM; BX53M, Olympus, Japan) to obtain a macroscopic view of overall microstructural features, such as fusion zone (FZ), heat-affected zone (HAZ), and base metal (BM). For a more detailed investigation of the microstructure, selected specimens were further analyzed using field emission scanning electron microscopy (FE-SEM; JSM-7001F, Jeol, Japan) equipped with energy-dispersive X-ray spectroscopy (EDX; X-Max 80, Oxford Instruments, UK). Additionally, for elemental mapping analysis, electron probe microanalysis (EPMA; JXA-8530F Plus, JEOL, Japan) was employed. EPMA provides detailed elemental distributions within the specimen, allowing for a comprehensive understanding of the elemental composition and variations in different regions of the welds.
To assess the mechanical properties of the welds, micro hardness and nanoindentation measurements were performed. Micro hardness measurements were conducted using a Vickers hardness tester (AHM43, Leco, USA), which involved applying a specific load to create an indentation and measuring the indentation size to calculate the hardness values. Nanoindentation involved using a nanoindenter (Nanoindenter XP, MTS, USA) to apply controlled loads on the weld surface, allowing for the determination of hardness and elastic modulus at a microscopic scale.
3. Results and discussion
3.1 Base metal coating layer
To validate the improvement in abrasion resistance, the changes in the mechanical properties of the coating layer were examined using nanoindentation. Fig. 2 presents the nanoindentation results corresponding to positions within the depth of the coating layer from the surface. The analysis of these results reveals a consistent trend: the closer the position is to the surface, the greater the strength observed. The carburizing layer demonstrated a substantial about 215% improvement in hardness compared to the BM. This significant enhancement in hardness highlights the effectiveness of carburization in strengthening the material and enhancing its mechanical properties. This finding aligns with a general tendency of carbon accumulation observed during the carburizing process, indicating an increase in hardness due to carburization. In Fig. 3, adapted from reference6), the result presents the depth profile of the carbon content, which helps determine the thickness of the carburizing layer in the BM. The x-axis represents the distance from the surface, while the y-axis represents the carbon content. This figure illustrates the significant carbon accumulation on the surface of 316L stainless steel due to the carburizing process. The carbon-rich region can be seen to extend up to approximately 30 ŃÄø in thickness. Such a carburized layer is known to enhance the abrasion resistance and improve the corrosion resistance properties of steel materials. It is noteworthy that the average concentration of carbon in the carburizing layer, as indicated by the triangle marker in the figure, is approximately 1.35 wt.%. This value aligns closely with our experimental data, underscoring its significance in our study.
Fig.┬Ā2
Variation in mechanical properties as a function of the thickness position in the investigated stainless steel obtained by nanoindentation measurement

Fig.┬Ā3
Variation in carbon content within the carburizing layer as a function of the thickness position, adapted from reference 6) for stainless steel
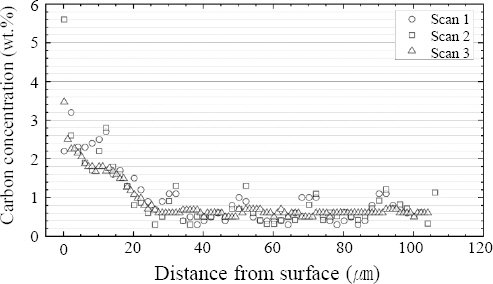
Fig. 4 illustrates the results of SEM image analysis, highlighting the differences in microstructure between the thickness center and the surface layer of the BM. The microstructure of the BM displays a predominantly austenitic matrix, characterized by its distinct angular polygonal grains. Moreover, a noticeable variation in the thickness of the carburizing layer is observed. This layerŌĆÖs consistency in thickness, as reflected in Figs. 2 and 3, underscores the uniformity of the carburization process, which influences the final properties of the material. The thickness of the carburizing layer is not only pivotal for surface hardening, but it also plays a crucial role in determining the metalŌĆÖs response under varying mechanical loads and environmental conditions. Therefore, maintaining precision in the control of this layerŌĆÖs thickness is crucial in the production and use of these materials. Additionally, no nitrides or carbides were observed in the microstructure of the as-received steel.

3.2 Macro images of weldment
In many industries, stainless steel welding is typically done towards the end of the manufacturing process, making it difficult to apply additional treatments like carburizing afterward. This means that the carburizing layer that was previously formed can be affected during the welding process, making it challenging to reproduce the original carburized state. Considering this limitation, this study focuses on analyzing the changes that occur in the carburizing layer within the laser-welded joint. The following sections aim to investigate how the welding process influences the integrity and properties of the carburized steel, specifically focusing on its effects on carburized stainless steel sheet.
Fig. 5 presents the macroscopic image of the laser- welded overlap joint for various combinations of heat input and steel plate, including variations in the presence or absence of the carburizing layer. This image provides a visual representation of the welded joint, allowing for the observation of the overall appearance and characteristics of the weld under different welding conditions. Under the laser welding conditions of 2 kW and 2 mpm, the heat input is relatively low, resulting in insufficient penetration to the lower plate and improper welding. In contrast, the welding conditions of 6 kW and 3 mpm, characterized by high heat input, enabled full penetration allowing overlap joint connection. Full penetration during the welding process allowed for adequate formation of the back bead. However, it was observed that the high heat input condition resulted in underfill at the top of the bead. These findings indicate that regardless of the presence of the carburizing layer, a similar trend is evident, suggesting that the optimal heat input may lie between 60 to 120 J/mm. The synergy of high laser power combined with the scanning mechanism facilitates efficient heat input and localized melting. Consequently, it is essential to adjust the welding parameters within a controllable range to prevent issues like underfill or undercut, ensuring the attainment of robust and dependable welded joints. Fig. 6 depicts the laser-welded fillet joint, highlighting variations contingent upon the presence of the carburizing layer in both the upper and lower sheets and differentiated by welding conditions. Compared to the overlap joint, the area requiring fusion is smaller, thus full penetration can be achieved even with a reduced heat input. However, observations reveal the presence of pores or cracks within the fusion zone. Such imperfections are presumably attributed to hot cracking. As this particular laser welding is predominantly executed as autogenous welding, reducing hot cracking through compositional control becomes challenging. Consequently, process control, including heat input, is imperative. The following section will further examine the reasons behind these defects from a microstructural perspective.
Fig.┬Ā5
Optical microscopy image of the laser-welded overlap joint in 316L stainless steel, illustrating variations based on the presence of the carburizing layer in both the upper and lower sheets and different welding conditions
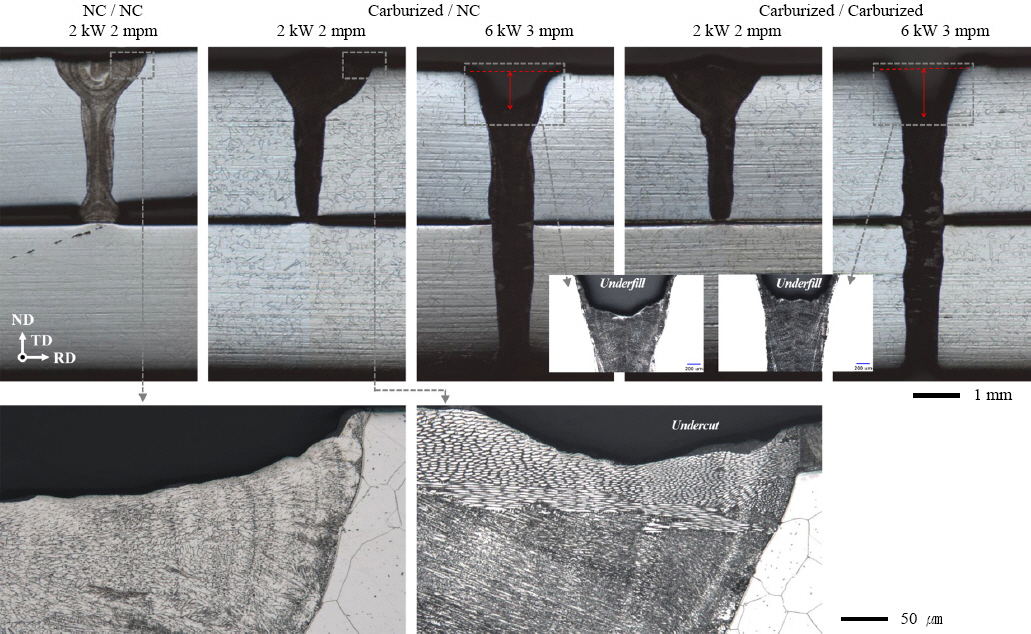
Fig.┬Ā6
Optical microscopy image of the laser-welded fillet joint in 316L stainless steel, illustrating variations based on the presence of the carburizing layer in both the upper and lower sheets and respective welding conditions

Fig. 7 illustrates a comparison between carburized and non-carburized conditions, analyzing the hardness distribution maps in the laser-welded joint of 316L stainless steel along the width and thickness directions. In this analysis, both carburized (Fig. 7a) and non-carburized (Fig. 7b) specimens, featuring an overlap joint with/without carburizing layers on both the upper and lower steel sheets, were investigated for their hardness distribution maps. The hardness distribution across the width direction encompasses the mechanical properties originating from the BM, HAZ, FZ, HAZ, and eventually returning to the BM. Consequently, the welded region exhibited a generally high hardness, while the BM exhibited relatively lower hardness. Overall, the specimens with both lower and upper sheet carburized exhibited slightly elevated hardness, which can be attributed to the increased carbon content resulting from dilution. The hardness profile in the thickness direction, specifically at the centerline of the FZ, exhibited a relatively homogeneous distribution across both specimens. It is important to highlight that the carburized specimen displayed a significantly higher hardness value, while maintaining a consistent distribution throughout the thickness. Despite the carburizing layer being exceptionally thin compared to the overall steel thickness, it demonstrated a uniform distribution across the entire welded joint following the welding process. This can be attributed to the rapid diffusion rate of carbon and the occurrence of melting, facilitating the even dispersion of the carburizing layer.

3.3 Microstructural analysis
Building upon the findings from the earlier discussions, where cracks were observed within the FZ and a slight increase in hardness was identified, the investigation now delves deeper into the potential microstructural implications. We aim to explore whether the high carbon content of the carburizing layer, when fused into the FZ, increases its carbon content and triggers any microstructural changes. Furthermore, the alterations in the carburizing layer within the HAZ will be examined.
Fig. 8 demonstrates the results from SEM observations of the center line of the FZ in cross-section of the fillet-welded specimen, conducted to discern the effect of carbon on the microstructure, depending on the presence of a carburizing layer. In the weldment of 316L stainless steel without the carburizing layer, interdendritic ferrite remnants were observed along the cell boundaries, suggesting a Austenite-Ferrite (AF) solidification mode (Fig. 8a). Conversely, when the carburizing layer was fused, leading to an increased carbon content within the FZ, a predominantly austenite (A) solidification mode was evidenced by the comparatively faint appearance of dendritic boundaries (Fig. 8b). Fig. 9 presents the Schaeffler diagram18), a well-established tool predominantly used to predict the solidification phase of stainless steel, providing a graphical representation of the expected microstructures based on the alloying elements present in the steel. In the context of this study, the diagram is employed to anticipate the microstructural changes in the FZ of the stainless steel post carburization. By mapping the chromium and nickel equivalents of the investigated steel onto the diagram, insights into the potential phase transformations during the welding process can be gained. This predictive capability is crucial in understanding the implications of the welding process on the carburizing layer and the overall performance of the treated stainless steel. As previously observed in Fig. 2, the thickness of the carburizing layer is approximately 0.035 mm and the maximum carbon content is approximately 3 wt.%. By employing the method of triangular area calculation, the average carbon concentration can be determined to be about 1.37 wt.%. Assuming that only the change in carbon content is evident in the FZ, the carbon content in that region can be calculated based on both the area of the carburizing layer that has melted into it and the area of the BM in as-received state. From Fig. 5, it can be seen that the total area of the melted carburizing layer on the four regions of the upper and lower sheets is calculated by multiplying the total width of 2.75 mm and the thickness of 0.030 mm, resulting in an area of about 0.083 mm2. On the other hand, the total area of the melted BM region is measured to be 2.62 mm2. Consequently, when the carburizing layer melts and undergoes dilution with the BM, the calculated area ratio indicates an approximate dilution of 3%. In other words, this melting contributes to the dilution of a high average carbon content of 1.35 wt.% down to the base metalŌĆÖs inherent 0.03 wt.% carbon, elevating it to 0.07 wt.%. As a result, the FZ of the steel sees an increase in its nickel equivalent, shifting it closer to the A solidification mode.
Fig.┬Ā8
SEM analysis of the microstructure at the center line in fusion zone of 316L stainless steel laser- welded fillet joint, indicating variations based on the presence of a carburizing layer, (a) Without carburizing layer, and (b) with a melted carburizing layer

Fig.┬Ā9
Implications of carburizing layer melting-induced carbon infusion on predicted weld microstructure via Schaeffler diagram

The pseudo-binary phase diagram of Fe-Ni-Cr system serves as an advanced thermodynamic calculation tool, extensively utilized in a wide range of studies deciphering the solidification behavior of stainless steels, with a focus on the Creq/Nieq ratio19). Fig. 10a, Fig. 10a, which demonstrates the effect of Ni and Cr on the solidification mode, can be interpreted to show the approximate Cr-Ni composition range of the 316L stainless steel used in this experiment, as indicated by the shaded region. In the case of 316L stainless steel welding without carburizing layer, the weld region is likely to possess an A mode solidification or, to a lesser extent, an FA solidification mode (Creq/Nieq is about 1.50). However, if a carburizing layer is assimilated into the FZ during welding process, thereby elevating the carbon content, the role of carbon as an austenite-stabilizing element prompts the FZ to solidify entirely in the A mode (Creq/Nieq is about 1.38). Further to this point, as demonstrated in Fig. 10b, the high carbon content in the components of the carburizing layer at the outermost surface thermodynamically probably encourages the formation of carbides such as M23C6 and M7C3. If the carburizing layer is thicker and full penetration is not achieved, that is, when the dilution of the carburizing layer relative to the BM is significant, leading to a higher increase in wt.% of carbon, there exists a potential for carbide precipitation.
Fig.┬Ā10
Pseudo-binary phase diagram calculated using Thermo-Calc software with the TCFE9 database, (a) Fe-0.03C- Ni-Cr and (b) Fe-18.1Cr-12.3Ni-C systems

In the broader context of our discussion concerning 316L stainless steel welding, the absence of a carburizing layer initiates the AF solidification mode. The infusion of a carburizing layer, on the other hand, escalates the carbon content within the FZ, instigating a transition to A mode solidification. Such shifts in solidification modes hold substantive implications for hot cracking susceptibility, making the management of carbon content a pivotal point of concern in stainless steel welding procedures. The solidification mode of stainless steel significantly dictates hot cracking tendencies. Favoring the AF mode affords a level of protection against hot cracking, owed to the presence of ferrite, a ductile phase adept at stress absorption and crack prevention. FerriteŌĆÖs additional ability to promote solidification shrinkage compensation further diminishes the likelihood of crack initiation and propagation. Moreover, the higher solubility of phosphorus in ferrite compared to austenite facilitates the segregation of phosphorus impurities during solidification, a mechanism that curtails the concentration of phosphorus in the austenite phase and thus, mitigates hot cracking susceptibility.
The control of average carbon content and the dilution rate in the carburizing layer ultimately guides the solidification process of the carburized steel, impacting its vulnerability to hot cracking. The original alloy design of austenitic stainless steel, embedding an optimal delta ferrite content, was devised to combat hot cracking during manufacturing process20). However, the welding process can provoke a variation in this delta ferrite content, owing to the localized heating and cooling cycles. This deviation potentially alters the hot cracking susceptibility of the welded joints. Consequently, through further research, investigating the correlation between delta ferrite content and hot cracking occurrence unveils insights into the factors dictating hot cracking likelihood and paves the way for preventive strategies. By maintaining an AF mode through vigilant control of carbon content and dilution rates, the risk of hot cracking can be mitigated, thereby enhancing the overall integrity and mechanical performance of stainless steel components.
In general, structural components that are strongly welded together often initiate and propagate cracks from stress-concentrated areas such as edges or toes. In particular, defects at the toe in an overlap joint, where two sheets of plate overlap, can reduce mechanical properties such as tensile strength or fatigue strength of the structure. As already verified in Fig. 7, no significant macroscopic hardness reduction occurred in the HAZ of the laser-welded 316L stainless steel. However, to investigate the possibility of grain boundary failures due to minute precipitates, a SEM analysis was conducted on the HAZ area. Fig. 11 illustrates the microstructures at various HAZ locations as a function of distance from the heat source center. In the nearest regions, phase transformations to ╬│ phase and carbides such as M23C6 and M7C3 are speculated to occur. With an increase in distance from the heat source, thermal conditions may not be sufficient to trigger phase transformations, nor may the kinetic conditions allow adequate time or temperature for diffusion of interstitial elements. As a result, the original form of the carburizing layer might remain intact. Yet, this study revealed the presence of certain micro-cracks, which are presumed to stem from differences in expansion coefficients due to varying carbon content.
Fig.┬Ā11
Comparative microstructural examination of the heat-affected zone in the carburizing layer based on distance from the fusion line in the fillet joint, (a) Top carburizing layer in the upper steel sheet, (b) interface of the carburizing layer where the two steel sheets meet, (c) magnified view of the adjacent position from (b) where phase transformation occurs, and (d) magnified view of a distant position from (b) with minimal phase transformation

The findings of this study highlight the significance of considering both the phase transformation behavior and the variation in delta ferrite content in the melted region and carburizing layer during welding. The higher carbon concentration within the FZ, resulting from the dilution of the carburizing layer, introduces complexities in the phase transformation kinetics. Additionally, the variation in delta ferrite content can affect the susceptibility to hot cracking. These factors emphasize the need for precise control of welding parameters and careful consideration of alloy design to mitigate the occurrence of hot cracking in materials with carburizing layers.
4. Conclusions
In conclusion, our study on the laser-welded joints of carburized stainless steel has revealed three important findings. Firstly, a hardening effect was observed due to a carburizing coating layer about 30 ŃÄø from the surface. The welding process showed that full penetration was not possible at a lower energy level (2kW- 2mpm) but was achieved at a higher energy level (6kW- 3mpm), suggesting the optimal welding condition might lie somewhere in between. Secondly, the formation of a unique heat-affected zone was seen during welding. This zone had a fine grain structure and increased hardness, indicating the significant influence of the welding process on the steelŌĆÖs properties. Lastly, the high carbon content in the carburizing layer led to an increased carbon concentration in the fusion zone during welding, resulting in a harder weld joint. This difference in carbon concentration suggests that the phase changes within the fusion zone could be different from other areas. These findings are valuable for improving welding parameters and enhancing the reliability of carburized stainless steel joints. More research can further refine the welding process for better performance.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



