4.1 ņŚ┤ņĀäļŗ¼ ĒĢ┤ņäØ Ļ▓░Ļ│╝
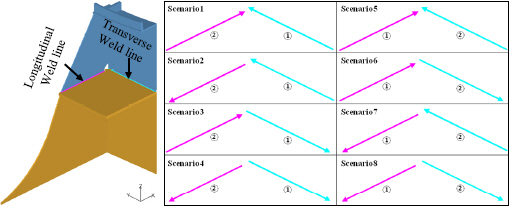
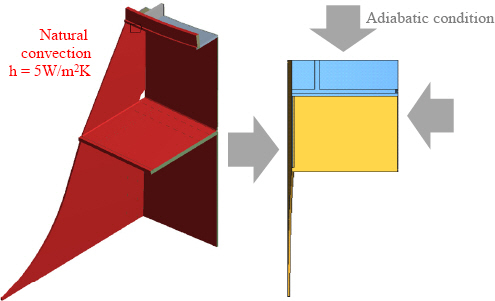
ņŚ┤ņĀäļŗ¼ ĒĢ┤ņäØņØĆ ņÜ®ņĀæ ļ░®Ē¢źĻ│╝ ņł£ņä£ļź╝ Ļ│ĀļĀżĒĢśņŚ¼
Fig. 16ņØś ņŚ¼ļŹ¤ Ļ░Ćņ¦Ć ņŗ£ļéśļ”¼ņśżļĪ£ ņłśĒ¢ēĒĢśņśĆļŗż.
Fig.┬Ā16
Welding scenarios for heat transfer analysis
ļĀłņ¦ä ņŗ£Ļ│Ą ļČĆņ£ä ņżæ, ņŚ¼ļŹ¤ Ļ░Ćņ¦Ć ņÜ®ņĀæ ņŗ£ļéśļ”¼ņśżņØś ĒĢ┤ņäØ Ļ▓░Ļ│╝ņŚÉņä£ Ļ░Ćņן ņś©ļÅäĻ░Ć ļåÆĻ▓ī ĒÅēĻ░ĆļÉ£ ņ£äņ╣śņÖĆ Ļ░ü ĒĢ┤ņäØ Ļ▓░Ļ│╝ņŚÉņä£ņØś ņś©ļÅäļ│ĆĒÖöļŖö
Fig. 17,
18Ļ│╝ Ļ░Öļŗż.
Fig.┬Ā17
Peak temperature position and temperature distribution on the top plate
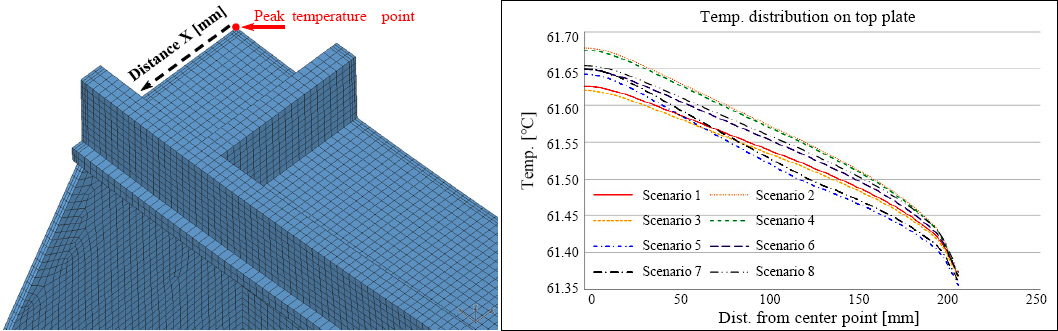
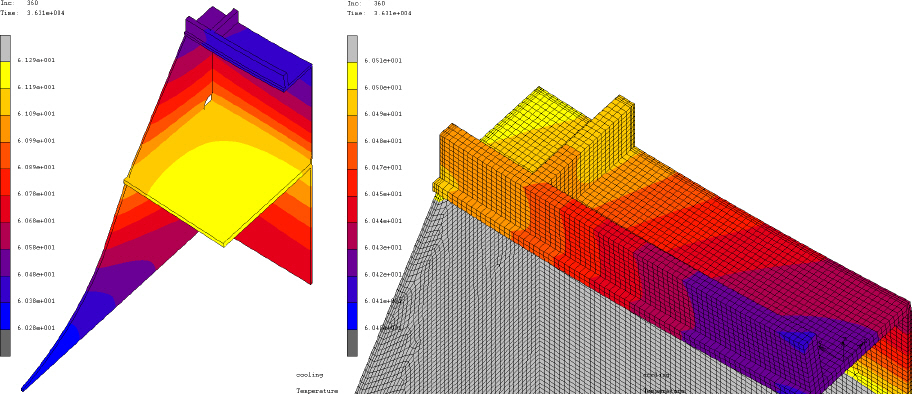
Fig.┬Ā18
Temperature distribution on the top plate after cooling
ņ£ä Ļ▓░Ļ│╝ņØś ņĄ£ļīĆ ņś©ļÅäļź╝ ņĀĢļ”¼ĒĢśļ®┤
Table 4ņÖĆ Ļ░Öļŗż.
Fig. 17Ļ│╝
Table 4ļź╝ ĒåĄĒĢ┤ ņāłļōż ņāüĒīÉņØś ņś©ļÅäļŖö ņāłļōżņØś ņø╣ ĒöäļĀłņ×ä (web frame)Ļ│╝ ņżæņĢÖļČĆ ļĖīļØ╝ņ╝ōņØ┤ ĻĄÉņ░©ĒĢśļŖö ņ¦ĆņĀÉņŚÉ Ļ░ĆĻ╣īņÜĖņłśļĪØ ļåÆņØīņØä ņĢī ņłś ņ׳ļŗż. ĒĢ┤ļŗ╣ ļČĆļČäņØĆ ļīĆļźśņŚÉ ņØśĒĢ£ ņŚ┤ņåÉņŗżņØ┤ ļ░£ņāØĒĢśņ¦Ć ņĢŖļŖö ļé┤ļČĆ ņśüņŚŁņØ┤ļ®░ ņäĀņ▓┤ ĻĖĖņØ┤ (X), ĒÅŁ (Y) ļ░®Ē¢ź ņÜ®ņĀæņäĀņŚÉņä£ ņĀäļÅäļÉśļŖö ņŚ┤ņØ┤ ĻĄÉņ░©ĒĢśļŖö ļČĆļČäņØ┤ļ»ĆļĪ£ ņśłņāü Ļ░ĆļŖźĒĢ£ Ļ▓░Ļ│╝ņØ┤ļŗż.
Table┬Ā4
Maximum temperature of each scenario in the top plate [Ōäā]
|
Dist. [mm] |
SC 1 |
SC 2 |
SC 3 |
SC 4 |
SC 5 |
SC 6 |
SC 7 |
SC 8 |
|
0.00 |
61.625 |
61.678 |
61.621 |
61.675 |
61.643 |
61.649 |
61.650 |
61.654 |
|
3.00 |
61.625 |
61.678 |
61.620 |
61.675 |
61.642 |
61.648 |
61.649 |
61.654 |
|
6.50 |
61.624 |
61.677 |
61.619 |
61.674 |
61.641 |
61.647 |
61.648 |
61.653 |
|
10.00 |
61.623 |
61.675 |
61.618 |
61.672 |
61.639 |
61.646 |
61.646 |
61.652 |
|
19.75 |
61.617 |
61.668 |
61.612 |
61.664 |
61.630 |
61.639 |
61.637 |
61.645 |
|
29.50 |
61.609 |
61.657 |
61.603 |
61.654 |
61.618 |
61.630 |
61.625 |
61.636 |
|
39.25 |
61.599 |
61.646 |
61.594 |
61.643 |
61.605 |
61.620 |
61.612 |
61.626 |
|
49.00 |
61.590 |
61.634 |
61.585 |
61.631 |
61.592 |
61.609 |
61.599 |
61.615 |
|
58.75 |
61.580 |
61.623 |
61.575 |
61.620 |
61.578 |
61.599 |
61.585 |
61.605 |
|
68.50 |
61.571 |
61.611 |
61.566 |
61.608 |
61.565 |
61.588 |
61.572 |
61.594 |
|
78.25 |
61.561 |
61.600 |
61.557 |
61.597 |
61.552 |
61.578 |
61.559 |
61.584 |
|
88.00 |
61.552 |
61.588 |
61.547 |
61.586 |
61.539 |
61.567 |
61.546 |
61.573 |
|
97.75 |
61.542 |
61.577 |
61.538 |
61.574 |
61.526 |
61.557 |
61.533 |
61.563 |
|
107.50 |
61.533 |
61.566 |
61.528 |
61.563 |
61.513 |
61.547 |
61.520 |
61.552 |
|
117.75 |
61.523 |
61.554 |
61.519 |
61.551 |
61.500 |
61.536 |
61.507 |
61.542 |
|
127.00 |
61.513 |
61.542 |
61.509 |
61.540 |
61.490 |
61.525 |
61.495 |
61.531 |
|
136.75 |
61.503 |
61.530 |
61.499 |
61.528 |
61.480 |
61.514 |
61.486 |
61.520 |
|
146.50 |
61.492 |
61.517 |
61.488 |
61.515 |
61.470 |
61.502 |
61.475 |
61.508 |
|
156.25 |
61.481 |
61.504 |
61.477 |
61.501 |
61.459 |
61.490 |
61.465 |
61.496 |
|
166.00 |
61.468 |
61.489 |
61.465 |
61.486 |
61.448 |
61.476 |
61.453 |
61.482 |
|
175.75 |
61.454 |
61.472 |
61.450 |
61.469 |
61.434 |
61.461 |
61.440 |
61.467 |
|
185.50 |
61.437 |
61.451 |
61.434 |
61.449 |
61.419 |
61.442 |
61.424 |
61.448 |
|
195.25 |
61.415 |
61.425 |
61.412 |
61.423 |
61.398 |
61.419 |
61.404 |
61.424 |
|
205.00 |
61.369 |
61.368 |
61.366 |
61.366 |
61.355 |
61.368 |
61.361 |
61.374 |
ņŗ£Ļ░äņØś ļ│ĆĒÖöņŚÉ ļö░ļźĖ ņāłļōż ņāüĒīÉ ņżæņĢÖ ņ¦ĆņĀÉņØś ņś©ļÅä ļ│ĆĒÖöļŖö
Fig. 19ņÖĆ Ļ░Öļŗż. ņāłļōż ņāüĒīÉņØś ņżæņĢÖ ņ¦ĆņĀÉņØĆ ņÜ®ņĀæņäĀļĪ£ļČĆĒä░ņØś Ļ▒░ļ”¼Ļ░Ć ļ®Ćņ¢┤ ņÜ®ņĀæ ņóģļŻī ņØ┤ĒøäņŚÉ ņĄ£Ļ│Ā ņś©ļÅäņŚÉ ļÅäļŗ¼Ē¢łļŗżĻ░Ć ņś©ļÅäĻ░Ć ļ¢©ņ¢┤ņ¦ĆļŖö Ļ▓āņØä ņĢī ņłś ņ׳ļŗż.
Fig.┬Ā19
Temperature history at the center point of the saddleŌĆÖs top plate (Scenario1)

ļ│Ė ņŚ░ĻĄ¼ņŚÉ ņé¼ņÜ®ļÉ£ ņāłļōż ļ¬©ļŹĖņØś ņĄ£ņåī ļåÆņØ┤ļŖö 800mm ņØ┤ņāüņØ┤ļ®░, ņØ┤ļŖö ļ¼ĖņĀ£ņŚåņØ┤ ņØĖļÅäļÉ£ ņŗżņĀüņäĀņØ┤ļ»ĆļĪ£ ļ¬©ļōĀ ņŗ£ļéśļ”¼ņśżņŚÉņä£ ļĀłņ¦äĻ│╝ ņÜ░ļōĀ ļĖöļĪØņŚÉ ņåÉņāüņØä ņ×ģĒ×É ņłśņżĆņØś ņŚ┤ņśüĒ¢źņØĆ ļ░£ņāØĒĢśņ¦Ć ņĢŖņĢśļŗż. ļśÉĒĢ£ ņŗżņäĀ ņĀ£ņ×æņØä ĒåĄĒĢ┤ ĒĢ┤ņäØ Ļ▓░Ļ│╝ņØś ĒāĆļŗ╣ņä▒ņØä ĒÖĢņØĖĒĢśņśĆļŗż.
ņāłļōżņØś ļåÆņØ┤ņŚÉ ļö░ļźĖ ņŚ┤ņśüĒ¢źņØä ņśłņĖĪĒĢśĻĖ░ ņ£äĒĢ┤ ņāłļōż ņä╝Ēä░ ļØ╝ņØĖņŚÉņä£, ņÜ®ņĀæ ļ╣äļō£ļĪ£ļČĆĒä░ņØś ļåÆņØ┤ ļ░®Ē¢ź Ļ▒░ļ”¼ņŚÉ ļö░ļźĖ ņś©ļÅäļź╝
Fig. 20ņŚÉ ņŗ£ļéśļ”¼ņśżļ│äļĪ£ ļ╣äĻĄÉĒĢśņśĆļŗż.
Fig. 20ņØś ĻĘĖļלĒöäļŖö Ļ░üĻĖ░ ļŗżļźĖ ņŗ£Ļ░äņŚÉņä£ņØś Ļ░ü ņ¦ĆņĀÉļ│ä ņĄ£ļīĆ ņś©ļÅäļź╝ ņŗ£ļéśļ”¼ņśż ļ│äļĪ£ ļéśĒāĆļéĖ Ļ▓░Ļ│╝ņØ┤ļŗż. Ļ▒░ļ”¼ņŚÉ ļö░ļØ╝ ņĄ£ļīĆ ņś©ļÅäņŚÉ ļÅäļŗ¼ĒĢśļŖö ņŗ£Ļ░äņØ┤ ļŗżļź┤ļ»ĆļĪ£ ļÅÖņŗ£Ļ░äņŚÉ ļ░£ņāØĒĢ£ ņś©ļÅäĻ░Ć ņĢäļŗśņØä ņĢīļ”░ļŗż.
Fig. 21ņØĆ ĒŖ╣ņĀĢ ņŗ£ļéśļ”¼ņśżņŚÉņä£ ņŗ£Ļ░äņØś ĒØÉļ”äņŚÉ ļö░ļØ╝ ļ│ĆĒĢśļŖö ņś©ļÅä ļČäĒżņØ┤ļŗż.
Fig.┬Ā20
Temperature changes by scenario depending on the distance from the weld bead
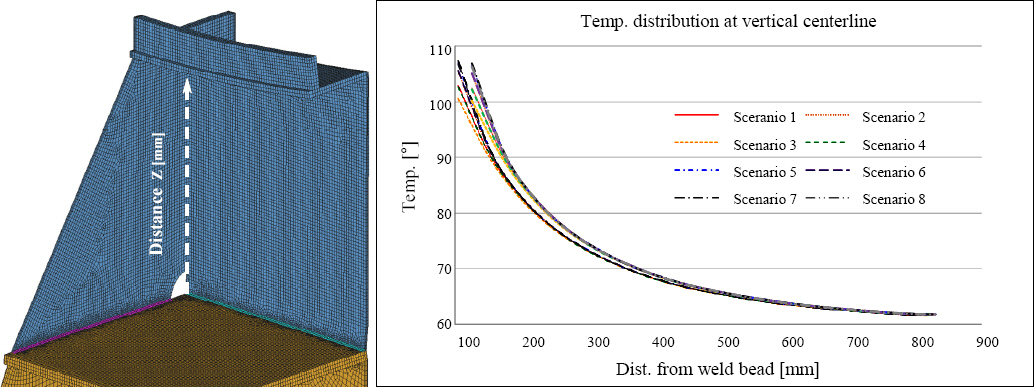
Fig.┬Ā21
Temperature distribution changes over time (Scenario1)

ņÜ®ņĀæņŚ┤ņŚÉ ņØśĒĢ£ ņåÉņāüņØä ļ░®ņ¦ĆĒĢśĻ│Ā ĻĖ░ļŖźņØś ņāüņŗżņØä ļ¦ēĻĖ░ ņ£äĒĢ£ ņĄ£ņåī ļé┤ņŚ┤ ņś©ļÅäļŖö ļĀłņ¦äņØ┤ 70Ōäā, ņÜ░ļōĀ ļĖöļĪØņØ┤ 90ŌäāņØ┤ļŗż.
Fig. 20ņØś Ļ▓░Ļ│╝ļź╝ ņĀĢļ”¼ĒĢśļ®┤
Table 5ņÖĆ Ļ░Öļŗż.
Table┬Ā5
Temperature distribution of each scenario at vertical centerline [Ōäā]
|
Dist. [mm] |
SC 1 |
SC 2 |
SC 3 |
SC 4 |
SC 5 |
SC 6 |
SC 7 |
SC 8 |
Tmax/Tmin
|
|
104.72 |
102.98 |
105.48 |
100.59 |
102.71 |
106.92 |
105.67 |
107.42 |
106.79 |
1.068 |
|
154.25 |
90.21 |
90.80 |
89.61 |
90.20 |
91.13 |
90.92 |
91.20 |
91.10 |
1.018 |
|
203.77 |
82.34 |
82.61 |
82.04 |
82.36 |
82.47 |
82.56 |
82.47 |
82.49 |
1.007 |
|
253.30 |
76.85 |
77.11 |
76.75 |
76.98 |
77.02 |
77.01 |
77.03 |
76.96 |
1.005 |
|
302.83 |
73.21 |
73.14 |
73.15 |
73.05 |
73.29 |
73.21 |
73.28 |
73.21 |
1.003 |
|
352.36 |
70.40 |
70.48 |
70.34 |
70.44 |
70.37 |
70.47 |
70.35 |
70.46 |
1.002 |
|
400.00 |
68.34 |
68.29 |
68.32 |
68.25 |
68.38 |
68.31 |
68.39 |
68.32 |
1.002 |
|
450.00 |
66.64 |
66.78 |
66.61 |
66.76 |
66.66 |
66.72 |
66.68 |
66.72 |
1.002 |
|
500.00 |
65.48 |
65.46 |
65.46 |
65.46 |
65.46 |
65.49 |
65.47 |
65.50 |
1.001 |
|
550.00 |
64.46 |
64.42 |
64.46 |
64.41 |
64.48 |
64.43 |
64.49 |
64.44 |
1.001 |
|
600.00 |
63.58 |
63.66 |
63.58 |
63.65 |
63.62 |
63.59 |
63.64 |
63.60 |
1.001 |
|
650.00 |
62.94 |
62.98 |
62.93 |
62.98 |
62.90 |
62.96 |
62.91 |
62.97 |
1.001 |
|
700.00 |
62.42 |
62.40 |
62.41 |
62.40 |
62.41 |
62.42 |
62.42 |
62.43 |
1.000 |
|
750.00 |
61.98 |
61.97 |
61.98 |
61.97 |
61.99 |
61.96 |
61.99 |
61.96 |
1.001 |
|
800.00 |
61.66 |
61.66 |
61.71 |
61.71 |
61.68 |
61.68 |
61.69 |
61.68 |
1.001 |
|
820.00 |
61.63 |
61.68 |
61.62 |
61.67 |
61.64 |
61.65 |
61.65 |
61.65 |
1.001 |
ņŚ┤ņĀäļŗ¼ ĒĢ┤ņäØ Ļ▓░Ļ│╝ļŖö ņÜ®ņĀæ ļ░®Ē¢źĻ│╝ ņł£ņä£Ļ░Ć ņŚ┤ņĀäļŗ¼ ņĖĪļ®┤ņŚÉņä£ļŖö ĒŖ╣ņĀĢĒĢĀ ļ¦īĒĢ£ ņ░©ņØ┤Ļ░Ć ņŚåņØīņØä ļ│┤ņŚ¼ņżĆļŗż. ĒĢśņ¦Ćļ¦ī ļ¬©ļōĀ ņŗ£ļéśļ”¼ņśżņØś Ļ▓░Ļ│╝ļź╝ ĒåĄĒĢ┤, ļĀłņ¦äņØ┤ ņ×äĻ│äņś©ļÅä 70ŌäāņŚÉ ļÅäļŗ¼ĒĢśņ¦Ć ņĢŖĻĖ░ ņ£äĒĢ┤ņä£ļŖö ņāłļōżņØś ņĄ£ņåī ņÜöĻĄ¼ ļåÆņØ┤Ļ░Ć ņĢĮ 400mm ņĀĢļÅäņ×äņØä ņĢī ņłś ņ׳ļŗż. ņÜ®ņĀæ ļ╣äļō£ļĪ£ļČĆĒä░ 400mm ļ¢©ņ¢┤ņ¦ä ņ£äņ╣śņŚÉņä£ņØś ņŗ£ļéśļ”¼ņśż ļ│ä ņĄ£Ļ│Ā ņś©ļÅäņÖĆ ņĄ£ņĀĆ ņś©ļÅäļŖö 0.2% ņ░©ņØ┤ ļ░¢ņŚÉ ļéśņ¦Ć ņĢŖņØīņØä ņĢī ņłś ņ׳ļŗż.
4.2 ņŚ┤ļ│ĆĒśĢ ĒĢ┤ņäØ Ļ▓░Ļ│╝
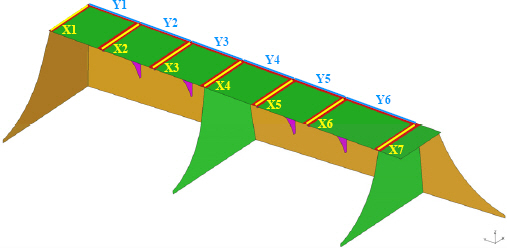
ņŚ┤ļ│ĆĒśĢ ĒĢ┤ņäØņØĆ
Fig. 22ņØś ņÜ®ņĀæņäĀ ļČäĒżņŚÉ ļīĆĒĢ┤
Table 6ņØś ņŚ┤ļæÉ Ļ░Ćņ¦Ć ņŗ£ļéśļ”¼ņśżļĪ£ ņ¦äĒ¢ēĒĢśņśĆļŗż. ņØ┤ļŖö ĒśäņŚģņŚÉņä£ ņŗżĒ¢ē Ļ░ĆļŖźĒĢ£ ĒśäņŗżņĀüņØĖ ņŗ£ļéśļ”¼ņśżļōżņØ┤ļŗż.
Fig.┬Ā22
Weld line distribution of heat deformation analysis
Table┬Ā6
Weld scenarios for heat deformation analysis
|
Sequence |
SC1 |
SC2 |
SC3 |
SC4 |
SC5 |
SC6 |
SC7 |
SC8 |
SC9 |
SC10 |
SC11 |
SC12 |
|
1 |
X7 |
X1 |
Y6 |
Y1 |
X7 |
X1 |
Y6 |
Y1 |
X7 |
X1 |
X1 |
X7 |
|
2 |
Y6 |
Y1 |
Y5 |
Y2 |
X6 |
X2 |
Y5 |
Y2 |
X6 |
X2 |
Y6 |
Y1 |
|
3 |
X6 |
X2 |
Y4 |
Y3 |
X5 |
X3 |
Y4 |
Y3 |
X5 |
X3 |
X2 |
X6 |
|
4 |
Y5 |
Y2 |
Y3 |
Y4 |
X4 |
X4 |
Y3 |
Y4 |
X4 |
X4 |
Y5 |
Y2 |
|
5 |
X5 |
X3 |
Y2 |
Y5 |
X3 |
X5 |
Y2 |
Y5 |
X3 |
X5 |
X3 |
X5 |
|
6 |
Y4 |
Y3 |
Y1 |
Y6 |
X2 |
X6 |
Y1 |
Y6 |
X2 |
X6 |
Y4 |
Y3 |
|
7 |
X4 |
X4 |
X7 |
X1 |
X1 |
X7 |
X1 |
X7 |
X1 |
X7 |
X4 |
X4 |
|
8 |
Y3 |
Y4 |
X6 |
X2 |
Y6 |
Y1 |
X2 |
X6 |
Y1 |
Y6 |
Y3 |
Y4 |
|
9 |
X3 |
X5 |
X5 |
X3 |
Y5 |
Y2 |
X3 |
X5 |
Y2 |
Y5 |
X5 |
X3 |
|
10 |
Y2 |
Y5 |
X4 |
X4 |
Y4 |
Y3 |
X4 |
X4 |
Y3 |
Y4 |
Y2 |
Y5 |
|
11 |
X2 |
X6 |
X3 |
X5 |
Y3 |
Y4 |
X5 |
X3 |
Y4 |
Y3 |
X6 |
X2 |
|
12 |
Y1 |
Y6 |
X2 |
X6 |
Y2 |
Y5 |
X6 |
X2 |
Y5 |
Y2 |
Y1 |
Y6 |
|
13 |
X1 |
X7 |
X1 |
X7 |
Y1 |
Y6 |
X7 |
X1 |
Y6 |
Y1 |
X7 |
X1 |
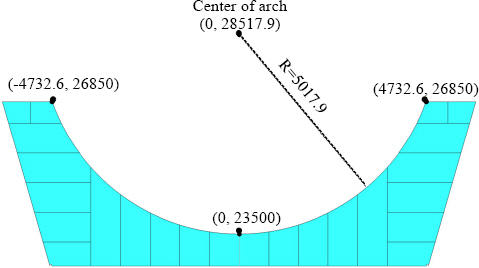
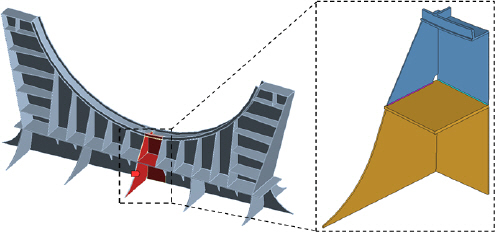
ņŚ┤ļ│ĆĒśĢ ĒĢ┤ņäØ Ļ▓░Ļ│╝ļź╝ ļČäņäØĒĢśĻĖ░ ņĢ×ņä£, ĒĢ┤ņäØņŚÉ ņé¼ņÜ®ļÉ£ ļ¬©ļŹĖņØś ņĀĢļ│┤ļź╝ ĒÖĢņØĖĒĢĀ ĒĢäņÜöĻ░Ć ņ׳ļŗż. 3ņ░©ņøÉ ņåöļ”¼ļō£ ļ¬©ļŹĖņØä 2ņ░©ņøÉ ņēś ļ¬©ļŹĖĒÖö ĒĢśĻ▓ī ļÉśļ®┤ ņāłļōż ņĢäņ╣śļČĆ ņāüĒīÉ ļæÉĻ╗śņØś ņĀłļ░śņŚÉ ĒĢ┤ļŗ╣ĒĢśļŖö ņ╣śņłśņØś ļ│ĆĒÖöĻ░Ć ļ░£ņāØĒĢ£ļŗż. ĒĢ┤ļŗ╣ ļ¬©ļŹĖņØĆ ņŗżņĀüņØ┤ ņ׳ļŖö LNG ņŚ░ļŻīĒā▒Ēü¼ļĪ£ņŹ© ņĀĢĒÖĢĒĢ£ ņ╣śņłśļĪ£ ļ¬©ļŹĖļ¦üņØ┤ ļÉśņŚłņ£╝ļéś, 3ņ░©ņøÉ ņåöļ”¼ļō£ ļ¬©ļŹĖņØä 2ņ░©ņøÉ ņēś ļ¬©ļŹĖļĪ£ ļ│ĆĒÖśĒĢśļŖö Ļ│╝ņĀĢņŚÉņä£ ļ»ĖņåīĒĢśņ¦Ćļ¦ī ņłśņ╣ś ņŚÉļ¤¼Ļ░Ć ļ░£ņāØĒĢśņśĆļŗż. ļö░ļØ╝ņä£ ĒĢ┤ņäØĻ▓░Ļ│╝ļź╝ ņĀĢĒÖĢĒ׳ ļČäņäØĒĢśĻĖ░ ņ£äĒĢ┤ ļ│ĆĒÖśļÉ£ 2ņ░©ņøÉ ņ£ĀĒĢ£ņÜöņåī ļ¬©ļŹĖņØś ņĀĢļ│┤ļź╝ ĒåĀļīĆļĪ£, ĒĢ┤ņäØ ļ¬©ļŹĖņØś ņĢäņ╣ś ņżæņŗ¼, ļ░śņ¦Ćļ”äņØä
Fig. 23Ļ│╝ Ļ░ÖņØ┤ ņ×¼Ļ│äņé░ĒĢśņśĆļŗż.
Fig.┬Ā23
Recalculation of 2-D FE modelŌĆÖs dimension [mm]
Ļ░ü ņŗ£ļéśļ”¼ņśż ļ│ä ĒĢ┤ņäØ Ļ▓░Ļ│╝ļŖö
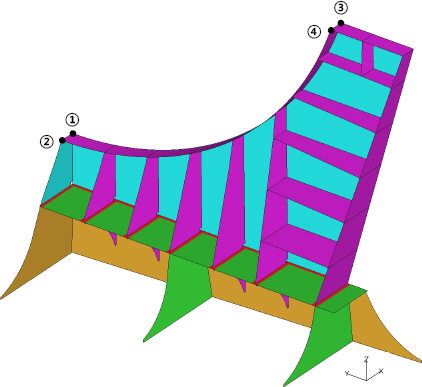
Fig. 24ņØś ŌæĀ ~ ŌæŻ ņ¦ĆņĀÉņŚÉ ļīĆĒĢ┤ ņĀĢļ”¼ĒĢśņśĆņ£╝ļ®░, ĻĘĖ Ļ▓░Ļ│╝ļŖö
Table 7Ļ│╝ Ļ░Öļŗż. Ōæó, ŌæŻ ņ¦ĆņĀÉņØś Z ļ│Ćņ£äļŖö, ĒĢ┤ņäØņØś ņ¦äĒ¢ēņŚÉ ļö░ļØ╝ ļ░£ņāØĒĢśļŖö ŌæĀ, ŌæĪ ņ¦ĆņĀÉņØś ņØ┤ļÅÖņØä Ļ│ĀļĀżĒĢśņŚ¼ ņØ┤ņŚÉ ļīĆĒĢ£ ņāüļīĆ ļ│Ćņ£ä ŌæóŌĆÖ, ŌæŻŌĆÖļĪ£ ļéśĒāĆļé┤ņŚłļŗż.
Fig.┬Ā24
Designated point for assessment
Table┬Ā7
Y & Z displacement of the designated points of each scenario [mm]
|
Y displacement |
Position |
|
ŌæĀ |
ŌæĪ |
Ōæó |
ŌæŻ |
|
|
|
SC1 |
0 |
0 |
-0.090938 |
-0.090962 |
|
|
|
SC2 |
0 |
0 |
-0.092602 |
-0.092627 |
|
|
|
SC3 |
0 |
0 |
-0.092542 |
-0.092567 |
|
|
|
SC4 |
0 |
0 |
-0.089975 |
-0.090001 |
|
|
|
SC5 |
0 |
0 |
-0.093020 |
-0.093044 |
|
|
|
SC6 |
0 |
0 |
-0.090610 |
-0.090633 |
|
|
|
SC7 |
0 |
0 |
-0.090423 |
-0.090448 |
|
|
|
SC8 |
0 |
0 |
-0.092064 |
-0.092090 |
|
|
|
SC9 |
0 |
0 |
-0.091774 |
-0.091797 |
|
|
|
SC10 |
0 |
0 |
-0.091840 |
-0.091863 |
|
|
|
SC11 |
0 |
0 |
-0.096928 |
-0.096954 |
|
|
|
SC12 |
0 |
0 |
-0.086342 |
-0.086365 |
|
|
|
Z displacement |
ŌæĀ |
ŌæĪ |
Ōæó |
ŌæŻ |
ŌæóŌĆÖ |
ŌæŻŌĆÖ |
|
SC1 |
0.020384 |
0.016777 |
-0.086170 |
-0.086213 |
-0.065787 |
-0.069437 |
|
SC2 |
0.021411 |
0.018675 |
-0.087729 |
-0.087773 |
-0.066318 |
-0.069099 |
|
SC3 |
0.020034 |
0.016287 |
-0.089025 |
-0.089071 |
-0.068991 |
-0.072785 |
|
SC4 |
0.020621 |
0.016708 |
-0.088990 |
-0.089035 |
-0.068369 |
-0.072327 |
|
SC5 |
0.021286 |
0.018858 |
-0.084524 |
-0.084566 |
-0.063238 |
-0.065708 |
|
SC6 |
0.021862 |
0.019304 |
-0.084310 |
-0.084352 |
-0.062449 |
-0.065048 |
|
SC7 |
0.020490 |
0.016658 |
-0.089046 |
-0.089092 |
-0.068556 |
-0.072434 |
|
SC8 |
0.020148 |
0.016320 |
-0.088960 |
-0.089006 |
-0.068812 |
-0.072686 |
|
SC9 |
0.021586 |
0.019048 |
-0.084328 |
-0.084370 |
-0.062743 |
-0.065322 |
|
SC10 |
0.021564 |
0.019107 |
-0.084504 |
-0.084546 |
-0.062940 |
-0.065438 |
|
SC11 |
0.021246 |
0.018921 |
-0.089036 |
-0.089082 |
-0.067790 |
-0.070161 |
|
SC12 |
0.020485 |
0.016509 |
-0.084359 |
-0.084400 |
-0.063874 |
-0.067891 |
Table 7ņØś Ļ▓░Ļ│╝ņŚÉņä£ ŌæĀ, ŌæĪ ņ¦ĆņĀÉņØĆ +Z ļ░®Ē¢źņØś ļ│Ćņ£äĻ░Ć, Ōæó, ŌæŻ ņ¦ĆņĀÉņØĆ -Y ļ░®Ē¢źņØś ļ│Ćņ£äĻ░Ć ļ░£ņāØĒ¢łļŗż. ņØ┤ļź╝ ĒåĄĒĢ┤ ņāłļōż ņĢäņ╣śņØś ĒśĢņāüņØ┤
Fig. 25ņÖĆ Ļ░ÖņØ┤ ņøÉĒśĢņŚÉņä£ ĒāĆņøÉĒśĢņŚÉ ņ£Āņé¼ĒĢ£ ĒśĢņāüņ£╝ļĪ£ ļ│ĆĒśĢļÉĀ Ļ▓āņØä ņśłņāüĒĢĀ ņłś ņ׳ļŗż.
Fig.┬Ā25
Schema of the deformed saddle
ņŚ┤ļ│ĆĒśĢ ĒĢ┤ņäØņØś Ļ▓░Ļ│╝ļŖö
Fig. 26, 27Ļ│╝ Ļ░Öļŗż.
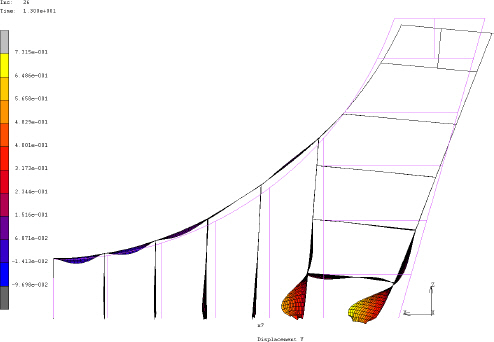
Fig.┬Ā26
Total deformation after welding (Scenario11, scale factor = 50)
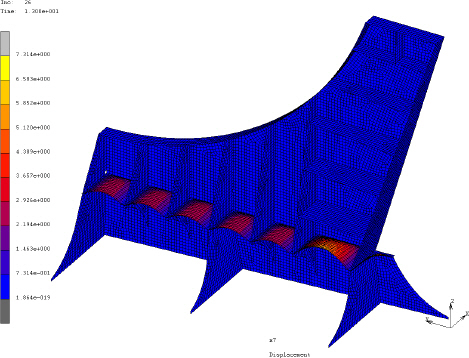
Fig.┬Ā27
Y-displacement of point Ōæó & ŌæŻ (Scenario11, scale factor = 1,000)
ņÜ®ņĀæ ņł£ņä£Ļ░Ć ļ»Ėņ╣śļŖö ņśüĒ¢źņØä ĒÖĢņØĖĒĢśĻĖ░ ņ£äĒĢ┤ ņÜ®ņĀæ ņ¦äĒ¢ē ņżæ ļ░£ņāØĒĢśļŖö ļ│Ćņ£äļź╝ ņČöņĀüĒĢ£ Ļ▓░Ļ│╝ļź╝
Table 8Ļ│╝
Fig. 28ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ņø╣ ĒöäļĀłņ×äĻ│╝ ļĖīļØ╝ņ╝ōņØä ļ▓łĻ░łņĢä Ļ░Ćļ®░ ņāłļōż ņÖĖļČĆņŚÉņä£ ļé┤ļČĆļĪ£ ņÜ®ņĀæņØ┤ ņ¦äĒ¢ēļÉśļŖö ņŗ£ļéśļ”¼ņśż 1Ļ│╝ ņĀĢļ░śļīĆ Ļ▓ĮņÜ░ņØĖ ņŗ£ļéśļ”¼ņśż 2, ĻĘĖļ”¼Ļ│Ā ņø╣ ĒöäļĀłņ×äĻ│╝ ļĖīļØ╝ņ╝ōņØ┤ ņĀĢļ░śļīĆ ļ░®Ē¢źņŚÉņä£ ĒĢśļéśņö® ņÜ®ņĀæņØ┤ ņ¦äĒ¢ēļÉśļ®░ ņĄ£ņóģ ļ│Ćņ£äĻ░Ć Ļ░Ćņן Ēü¼Ļ▓ī ļ░£ņāØĒĢ£ ņŗ£ļéśļ”¼ņśż 11ņØä ļ╣äĻĄÉĒĢśņśĆļŗż. ņĢ×ņä£ ņ▓©ņéŁļÉ£ ĻĘĖļ”╝ļōżņØś ļ│Ćņ£ä ļ░®Ē¢źĻ│╝ ļÅÖņØ╝ĒĢśĻ▓ī Ēæ£ĒśäĒĢśĻĖ░ ņ£äĒĢ┤ ļ░śļīĆ ļČĆĒśĖļź╝ ņĀüņÜ®Ē¢łņØīņØä ņĢīļ”░ļŗż.
Table┬Ā8
Displacement tendency according to different welding sequence
|
Weld sequence |
SC1 |
SC2 |
SC11 |
|
Weld path |
Y-displacement Ōæó [mm, anticlastic] |
Weld path |
Y-displacement Ōæó [mm, anticlastic] |
Weld path |
Y-displacement Ōæó [mm, anticlastic] |
|
0 |
- |
0 |
- |
0 |
- |
0 |
|
1 |
X7 |
0.062397 |
X1 |
-0.017394 |
X1 |
-0.017394 |
|
2 |
Y6 |
0.086844 |
Y1 |
-0.031711 |
Y6 |
0.005416 |
|
3 |
X6 |
0.134632 |
X2 |
-0.070216 |
X2 |
-0.031070 |
|
4 |
Y5 |
0.155705 |
Y2 |
-0.075136 |
Y5 |
-0.010248 |
|
5 |
X5 |
0.171166 |
X3 |
-0.120281 |
X3 |
-0.036129 |
|
6 |
Y4 |
0.180979 |
Y3 |
-0.103734 |
Y4 |
-0.025865 |
|
7 |
X4 |
0.193692 |
X4 |
-0.093125 |
X4 |
-0.013454 |
|
8 |
Y3 |
0.190315 |
Y4 |
-0.080335 |
Y3 |
-0.016080 |
|
9 |
X3 |
0.164081 |
X5 |
-0.066154 |
X5 |
-0.001065 |
|
10 |
Y2 |
0.157761 |
Y5 |
-0.043299 |
Y2 |
-0.007046 |
|
11 |
X2 |
0.121673 |
X6 |
-0.002335 |
X6 |
0.038720 |
|
12 |
Y1 |
0.109512 |
Y6 |
0.021505 |
Y1 |
0.025949 |
|
13 |
X1 |
0.090938 |
X7 |
0.092602 |
X7 |
0.096928 |
Fig.┬Ā28
Displacement tendency by scenario
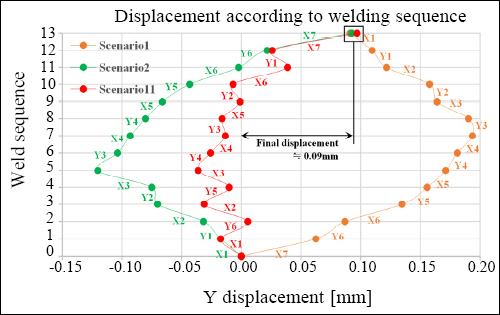
Table 7ņŚÉ ņĀĢļ”¼ļÉ£ ļ░öņÖĆ Ļ░ÖņØ┤ ĒÅŁ ļ░®Ē¢ź ņĄ£ņóģ ļ│Ćņ£äļŖö ņĢĮ 0.09mm ņłśņżĆņ£╝ļĪ£ Ļ░ü ņŗ£ļéśļ”¼ņśż ļ│ä ņ░©ņØ┤ļŖö Ēü¼ņ¦Ć ņĢŖļŗż. ĒĢśņ¦Ćļ¦ī ņÜ®ņĀæ ņł£ņä£ņŚÉ ļö░ļØ╝ ņÜ®ņĀæņØ┤ ņ¦äĒ¢ēļÉśļŖö ļÅÖņĢłņØś Ļ▓ĮĒ¢źņØĆ ĒÖĢņŚ░Ē׳ ņ░©ņØ┤Ļ░Ć ļé£ļŗż. ņāłļōżņØś ņÖĖļČĆņŚÉņä£ ļé┤ļČĆļĪ£ ņ¦äĒ¢ēļÉśļŖö ņŗ£ļéśļ”¼ņśż 1ņŚÉņä£ļŖö ņāłļōżņØś ņÖĖļČĆļź╝ ņÜ®ņĀæĒĢśļŖö ļÅÖņĢłņØĆ ņāłļōżņØ┤ ņÖĖļČĆļĪ£ ļ│ĆĒśĢĒĢśļŖö ņ¢æņāüņØä ļ│┤ņØ┤ļŗżĻ░Ć ņÜ®ņĀæņØ┤ ļ░ś ņØ┤ņāü ņ¦äĒ¢ēļÉ£, ņāüļīĆņĀüņ£╝ļĪ£ ņāłļōż ļé┤ļČĆļź╝ ņÜ®ņĀæĒĢśļŖö ļÅÖņĢłņØĆ ņāłļōżņØ┤ ļé┤ļČĆļĪ£ ļ│ĆĒśĢĒĢśļ®░ 0.2mm ņłśņżĆĻ╣īņ¦Ć ļ░£ņāØĒ¢łļŹś ļ│Ćņ£äĻ░Ć 0.09mm ņłśņżĆņ£╝ļĪ£ ļ¢©ņ¢┤ņ¦äļŗż. ļ░śļīĆņØś Ļ▓ĮņÜ░ņØĖ ņŗ£ļéśļ”¼ņśż 2ļŖö ļ©╝ņĀĆ ņāłļōżņØś ļé┤ļČĆĻ░Ć ņÜ®ņĀæļÉśļŖö ļÅÖņĢł ņāłļōżņØ┤ ļé┤ļČĆļĪ£ ļ│ĆĒśĢĒĢśļŖö ņ¢æņāüņØä ļ│┤ņØ┤ļŗżĻ░Ć, ņÖĖļČĆņśüņŚŁņ£╝ļĪ£ ņÜ®ņĀæņØ┤ ņØ┤ļÅÖĒĢśļ®┤ņä£ ņÖĖļČĆļĪ£ ļ│ĆĒśĢĒĢśļŖö ņ¢æņāüņØä ļ│┤ņØĖļŗż. ņāłļōżņØś ļé┤ļČĆņÖĆ ļé┤ļČĆļź╝ ļ▓łĻ░łņĢä Ļ░Ćļ®░ ņÜ®ņĀæĒĢśļŖö ņŗ£ļéśļ”¼ņśż 11ņŚÉņä£ļŖö ļ│ĆĒśĢņØ┤ ļŖśņŚłļŗż ņżäņŚłļŗż ĒĢśļŖö ņ¦ĆĻĘĖņ×¼ĻĘĖ ņ¢æņāüņØä ļ│┤ņØĖļŗż.
Table 7ņØś ļ│Ćņ£äĻ░Ć ļ░£ņāØĒĢ£ ŌæĀ ~ ŌæŻ ņ¦ĆņĀÉņØś ņāłļĪ£ņÜ┤ ņóīĒæ£ ŌæĀŌĆÖ ~ ŌæŻŌĆÖļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ŌæĀŌĆÖ - ŌæóŌĆÖ ņ¦ĆņĀÉņØä ņ¦ĆļéśļŖö ņøÉĻ│╝ ŌæĪŌĆÖ - ŌæŻŌĆÖ ņ¦ĆņĀÉņØä ņ¦ĆļéśļŖö ĒāĆņøÉņØś ņĀ£ņøÉņØä
Table 9ņŚÉ ļéśĒāĆļé┤ņŚłļŗż.
Table┬Ā9
The specification of the deformed saddle in each scenarios
|
Scenario |
a (length of major axis) of ŌæĀ - Ōæó [mm] |
b (length of minor axis) of ŌæĀ - Ōæó [mm] |
Eccentricity of ellipse ŌæĀ - Ōæó |
OOR (Dmax Dmin) ŌæĀ - Ōæó [mm] |
a (length of major axis) of ŌæĀ - Ōæó [mm] |
b (length of minor axis) of ŌæĪ - ŌæŻ [mm] |
Eccentricity of ellipse ŌæĪ - ŌæŻ |
OOR (Dma Dmin ŌæĪ - ŌæŻ [mm] |
|
SC1 |
5017.890476 |
5019.110826 |
0.022050 |
2.440701 |
5017.894083 |
5019.082103 |
0.021756 |
2.376039 |
|
SC2 |
5017.889449 |
5019.138009 |
0.022304 |
2.497120 |
5017.892185 |
5019.116309 |
0.022085 |
2.448249 |
|
SC3 |
5017.890826 |
5019.130300 |
0.022222 |
2.478947 |
5017.894573 |
5019.100465 |
0.021919 |
2.411784 |
|
SC4 |
5017.890239 |
5019.112996 |
0.022072 |
2.445514 |
5017.894152 |
5019.081833 |
0.021753 |
2.375363 |
|
SC5 |
5017.889574 |
5019.130928 |
0.022239 |
2.482707 |
5017.892002 |
5019.111692 |
0.022044 |
2.439381 |
|
SC6 |
5017.888998 |
5019.114342 |
0.022096 |
2.450689 |
5017.891556 |
5019.094055 |
0.021889 |
2.404998 |
|
SC7 |
5017.890370 |
5019.115936 |
0.022098 |
2.451132 |
5017.894202 |
5019.085417 |
0.021786 |
2.382430 |
|
SC8 |
5017.890712 |
5019.126941 |
0.022193 |
2.472459 |
5017.894540 |
5019.096455 |
0.021883 |
2.403829 |
|
SC9 |
5017.889274 |
5019.122108 |
0.022163 |
2.465667 |
5017.891812 |
5019.101985 |
0.021958 |
2.420347 |
|
SC10 |
5017.889296 |
5019.123026 |
0.022171 |
2.467460 |
5017.891752 |
5019.103559 |
0.021973 |
2.423614 |
|
SC11 |
5017.889614 |
5019.177568 |
0.022653 |
2.575909 |
5017.891939 |
5019.159195 |
0.022470 |
2.534513 |
|
SC12 |
5017.890375 |
5019.066938 |
0.021651 |
2.353127 |
5017.894351 |
5019.035227 |
0.021321 |
2.281754 |
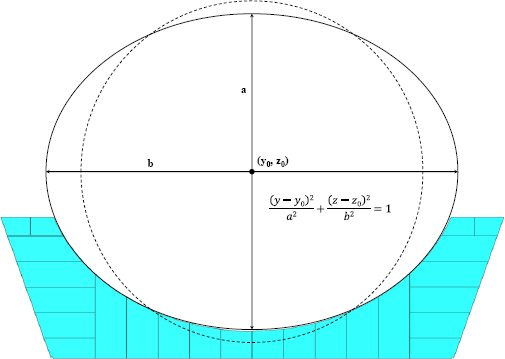
ļ│ĆĒśĢļÉ£ ņāłļōż ņĢäņ╣śņØś ĒśĢĒā£ļĪ£ļČĆĒä░ ĒāĆņøÉņØś ņØ┤ņŗ¼ļźĀ (eccen- tricity)Ļ│╝ ņ¦äņøÉļÅä (OOR, out of roundness)ļź╝ Ļ│äņé░ĒĢśņśĆļŗż. Ļ░ü ņŗ£ļéśļ”¼ņśżļ│äļĪ£ ņØ┤ņŗ¼ļźĀĻ│╝ ņ¦äņøÉļÅäļŖö ļ»ĖņåīĒĢ£ ņ░©ņØ┤ļ¦ī ņ׳ņØä ļ┐ÉņØ┤ļ®░, ņØ┤ Ļ░ÆļōżļĪ£ļČĆĒä░ ņāłļōżņØś ļ│ĆĒśĢļÉ£ ĒśĢņāüļÅä ņĀĢ(µŁŻ)ņøÉņŚÉ Ļ░ĆĻ╣īņøĆņØä ņĢī ņłś ņ׳ļŗż.
ĒĢśņ¦Ćļ¦ī ņŚ░ļŻīĒā▒Ēü¼ļŖö ņāłļōżĻ│╝ ļÅÖņŗ¼ņØä ņØ┤ļŻ©ĻĖ░ ļ│┤ļŗżļŖö
Fig. 29ņÖĆ Ļ░ÖņØ┤ ņāłļōż ņāüĒīÉņØś ņżæņĢÖļČĆņŚÉņä£ ņĀæņøÉņŚÉ Ļ░ĆĻ╣īņÜ┤ ĒśĢĒā£ļĪ£ ņäżņ╣śļÉ£ļŗż. ļö░ļØ╝ņä£ ņŚ░ļŻīĒā▒Ēü¼ ņäżņ╣ś Ļ┤ĆņĀÉņŚÉņä£ļŖö ņāłļōż ņāüĒīÉņØś ņ¦äņøÉļÅä ļ│┤ļŗż ņāłļōż ņ¢æ ļüØļŗ© Ōæó, ŌæŻ ņ¦ĆņĀÉņØś ņ£äņ╣śĻ░Ć ņżæņÜöĒĢśļŗż.
Fig.┬Ā29
Schema of the fuel tank installation after welding of the saddle
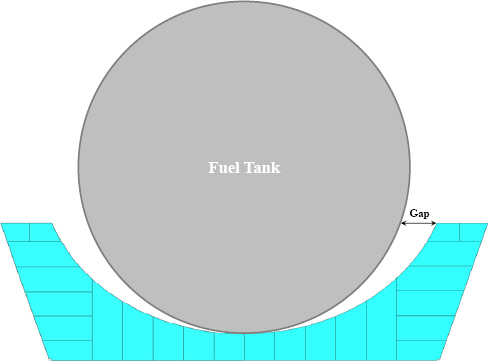
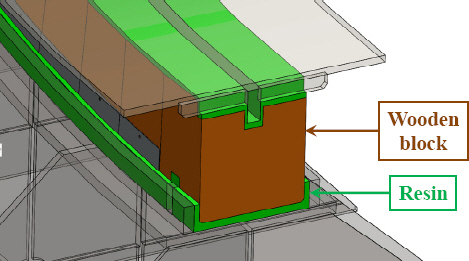
Ōæó, ŌæŻ ņ¦ĆņĀÉņØ┤ ņāłļōż ļé┤ļČĆļĪ£ ļ│ĆĒśĢ ņŗ£, ņŚ░ļŻīĒā▒Ēü¼ ņäżņ╣ś ņżæ Ļ░äņäŁ ļ░Å ņČ®ļÅī ļ¼ĖņĀ£ļź╝ ņĢ╝ĻĖ░ĒĢĀ ņłś ņ׳ļŗż. ĒåĄņāü ņāłļōżĻ│╝ ņŚ░ļŻīĒā▒Ēü¼ņØś ņÜ░ļōĀ ļĖöļĪØ ņé¼ņØ┤ļŖö 20mm ņĀĢļÅäņØś Ļ│Ąņ░©ļź╝ ņĀüņÜ®ĒĢśļ®░, ņØ┤ Ļ│ĄĻ░äņŚÉ ļĀłņ¦äņØ┤ ļÅäĒżļÉ£ļŗż. ļö░ļØ╝ņä£ ļĀłņ¦äņØ┤ ņĀüļŗ╣ĒĢ£ ļæÉĻ╗śļĪ£ ļÅäĒżļÉśņ¢┤ ļĪ£ļō£ ļ▓Āņ¢┤ļ¦ü ņŚŁĒĢĀņØä ņČ®ļČäĒ׳ ĒĢśĻ│Ā, ņŚ░ļŻīĒā▒Ēü¼ ņäżņ╣ś ņŗ£ ļ¼ĖņĀ£ļź╝ ļ░®ņ¦ĆĒĢśĻĖ░ ņ£äĒĢ┤ņä£ļŖö ņāłļōżņØ┤ ļé┤ļČĆļĪ£ ļ¦ÄņØ┤ ļ│ĆĒśĢļÉśļŖö Ļ▓āņØä Ēö╝ĒĢ┤ņĢ╝ĒĢ£ļŗż.
ļ░śļ®┤ Ōæó, ŌæŻ ņ¦ĆņĀÉņØ┤ ņāłļōż ņÖĖļČĆļĪ£ ļ│ĆĒśĢ ņŗ£, ņŚ░ļŻīĒā▒Ēü¼Ļ░Ć ņäżņ╣ś ņżæ ĒĢ£ņ¬Įņ£╝ļĪ£ ĻĖ░ņÜĖ ņłś ņ׳ņ£╝ļ®░, ņé¼ņÜ®ļÉśļŖö ļĀłņ¦ä ņ¢æņØś ņ”ØĻ░ĆļĪ£ ņ×Éņ×¼ ļ╣äņÜ®ņØ┤ ņ”ØĻ░ĆĒĢĀ ņłś ņ׳ļŗż.
ļśÉĒĢ£ ņāłļōżņØ┤ ļé┤ļČĆ ļśÉļŖö ņÖĖļČĆļĪ£ ļ│ĆĒśĢņØ┤ ļ░£ņāØĒĢśļŖö ļæÉ Ļ▓ĮņÜ░ ļ¬©ļæÉņŚÉņä£ ņāłļōż ņ¢æ ļüØļŗ© ņāüĒīÉ ņ£äņŚÉ ņäżņ╣śļÉśļŖö ņŚ░ļŻīĒā▒Ēü¼ ļČĆņ£Ā ļ░®ņ¦Ć ņäżļ╣ä (AFD, anti-floating device) ņäżņ╣ś ņ×æņŚģņØ┤ ņÜ®ņØ┤ĒĢśņ¦Ć ļ¬╗ĒĢĀ ņłś ņ׳ļŗż. ĒŖ╣Ē׳
Fig. 30Ļ│╝ Ļ░ÖņØĆ AFDņÖĆ ņŚ░ļŻīĒā▒Ēü¼ ļŗ©ņŚ┤ņ×¼ Ļ░äņØś Ļ░äņäŁ ļ¼ĖņĀ£ļŖö ņŚ░ļŻīĒā▒Ēü¼, ņāłļōż, AFDļź╝ ņĀ£ņ×æ Ļ│Ąņ░©ņŚÉ ļö░ļØ╝ ņĀ£ņ×æĒĢśņśĆņØīņŚÉļÅä ļ╣łļ▓łĒ׳ ļ░£ņāØĒĢśļŖö ĒÆłņ¦ł ļ¼ĖņĀ£ņØ┤ļŗż. ļö░ļØ╝ņä£ ņ┤łĻĖ░ ņäżĻ│ä ļīĆļ╣ä ņĄ£ņåīņØś ļ│ĆĒśĢņØ┤ ļ░£ņāØĒĢśļŖö ņäżņ╣ś Ļ│Ąļ▓ĢņØ┤ ņÜöĻĄ¼ļÉ£ļŗż.
Fig.┬Ā30
AFD installed normally (left) and interference between AFD and insulation (right)

Table 10ņØĆ
Table 7ņØś Ļ▓░Ļ│╝ļź╝ ĒÅēĻĘĀņ£╝ļĪ£ ņ×¼ņĀĢļ”¼ĒĢ£ Ļ▓░Ļ│╝ņØ┤ļŗż. ņŗ£ļéśļ”¼ņśżļ│äļĪ£ ņÜ®ņĀæ ņ¦äĒ¢ē ļ░®Ē¢ź ļ░Å ļ│ĆĒśĢņØś ņĀĢļÅäļź╝ Ēæ£ĻĖ░ĒĢśĻ│Ā ņ×æņŚģņä▒ņØä ņĀĢņä▒ņĀüņ£╝ļĪ£ ļČäļźśĒĢśņśĆļŗż.
Table┬Ā10
Total relative displacement of the designated points of each scenarios
|
Scenario |
Average of tota relative displacement Ōæó, ŌæŻ [mm] |
BracketsŌĆÖ welding direction (X) |
Web frameŌĆÖs welding direction (Y) |
╬┤/╬┤min |
Workability |
Remark |
|
SC12 |
0.108628 |
Inward |
Outward |
1.000 |
Bad |
Small displacement
Ōåæ
Ōöé
Ōöé
Ōöé
Ōöé
Ōåō
Large displacement |
|
SC6 |
0.110803 |
Outward |
Outward |
1.020 |
Normal |
|
SC9 |
0.111919 |
Inward |
Outward |
1.030 |
Good |
|
SC10 |
0.112062 |
Outward |
Inward |
1.032 |
Good |
|
SC5 |
0.113193 |
Inward |
Inward |
1.042 |
Normal |
|
SC1 |
0.113337 |
Inward |
Inward |
1.043 |
Good |
|
SC4 |
0.114233 |
Outward |
Outward |
1.052 |
Normal |
|
SC7 |
0.114675 |
Outward |
Inward |
1.056 |
Normal |
|
SC2 |
0.114730 |
Outward |
Outward |
1.056 |
Good |
|
SC8 |
0.116129 |
Inward |
Outward |
1.069 |
Normal |
|
SC3 |
0.116592 |
Inward |
Inward |
1.073 |
Normal |
|
SC11 |
0.118979 |
Outward |
Inward |
1.095 |
Bad |
|
Scenario |
Average of Y-displacement Ōæó, ŌæŻ [mm] |
BracketsŌĆÖ welding direction (X) |
Web frameŌĆÖs welding direction (Y) |
╬┤/╬┤min |
Workability |
Remark |
|
SC12 |
-0.086354 |
Inward |
Outward |
1.000 |
Bad |
Small displacement
Ōåæ
Ōöé
Ōöé
Ōöé
Ōöé
Ōåō
Large displacement |
|
SC4 |
-0.089988 |
Outward |
Outward |
1.042 |
Normal |
|
SC7 |
-0.090436 |
Outward |
Inward |
1.047 |
Normal |
|
SC6 |
-0.090622 |
Outward |
Outward |
1.049 |
Normal |
|
SC1 |
-0.090950 |
Inward |
Inward |
1.053 |
Good |
|
SC9 |
-0.091785 |
Inward |
Outward |
1.063 |
Good |
|
SC10 |
-0.091852 |
Outward |
Inward |
1.064 |
Good |
|
SC8 |
-0.092077 |
Inward |
Outward |
1.066 |
Normal |
|
SC3 |
-0.092554 |
Inward |
Inward |
1.072 |
Normal |
|
SC2 |
-0.092614 |
Outward |
Outward |
1.073 |
Good |
|
SC5 |
-0.093032 |
Inward |
Inward |
1.077 |
Normal |
|
SC11 |
-0.096941 |
Outward |
Inward |
1.123 |
Bad |
ļ¬ćņ░©ļĪĆ ņ¢ĖĻĖēļÉśņŚłļō»ņØ┤ ņŚ░ļŻīĒā▒Ēü¼ ņäżņ╣śņØś Ļ┤ĆņĀÉņŚÉņä£ļŖö Ōæó, ŌæŻ ņ¦ĆņĀÉņØś ņ£äņ╣śĻ░Ć ņżæņÜöĒĢśļ»ĆļĪ£ ĒĢ┤ļŗ╣ ņ¦ĆņĀÉļōżņØś ļ│Ćņ£äļź╝ ĻĖ░ņżĆņ£╝ļĪ£ Ļ▓░Ļ│╝ļź╝ ņĀĢļ”¼ĒĢśņśĆļŗż.
ņÜ®ņĀæņ×æņŚģņ£╝ļĪ£ ņØĖĒĢ┤ ļ░£ņāØĒĢśļŖö ļ│ĆĒśĢļ¤ēņØĆ ņ┤Ø ļ│Ćņ£äņÖĆ Y ļ░®Ē¢ź ļ│Ćņ£ä Ļ▓░Ļ│╝ ļ¬©ļæÉņŚÉņä£ ņŗ£ļéśļ”¼ņśż 12Ļ░Ć Ļ░Ćņן ņ×æĻ▓ī ļéśņÖöĻ│Ā, ņŗ£ļéśļ”¼ņśż 11ņØ┤ Ļ░Ćņן Ēü¼Ļ▓ī ļéśņÖöļŗż. ĒĢśņ¦Ćļ¦ī ĒĢ┤ņäØ Ļ▓░Ļ│╝ ĻĖ░ņżĆņ£╝ļĪ£ Ļ░Ćņן ņóŗņØĆ ņŗ£ļéśļ”¼ņśż 12ļŖö ņĀĢļ░śļīĆņØś ņ£äņ╣śļź╝ ļ▓łĻ░łņĢä ņśżĻ░Ćļ®░ ņ×æņŚģņØä ĒĢ┤ņĢ╝ ĒĢśļŖö ļŗ©ņĀÉņØ┤ ņ׳ļŗż. ņØ┤ļŖö ņ×æņŚģņ×ÉĻ░Ć ņāüĻ░æĒīÉ ļ¬ć ļ»ĖĒä░ ņ£äņŚÉ ņ£äņ╣śĒĢ£ ļåÆĻ│Ā ņóüņØĆ ņäĀņ▓┤ ņŗ£ĒŖĖ ņāüĒīÉņØä ņÜ®ņĀæ ņןļ╣äļź╝ ļōżĻ│Ā ļ╣äĻ│äļéś ņé¼ļŗżļ”¼ļź╝ ņØ┤ņÜ®ĒĢ┤ ņłśņ░©ļĪĆ ņÖöļŗż Ļ░öļŗż ĒĢ┤ņĢ╝ĒĢśļŖö ņ×æņŚģņØ┤ļŗż. ņØ┤ļ¤¼ĒĢ£ ņ×æņŚģņØĆ ņ×æņŚģņ×ÉņØś Ēö╝ļĪ£ļÅäĻ░Ć ņś¼ļØ╝Ļ░Ć ņÜ®ņĀæ ĒÆłņ¦łņØ┤ ļé«ņĢäņ¦ł ņłś ņ׳ņ£╝ļ®░, ļśÉĒĢ£ ņŗ£Ļ░äņØ┤ ļ¦ÄņØ┤ ļō£ļŖöļŹ░, ņØ┤ļŖö ļ¬©ļæÉ ļ╣äņÜ®ņØś ņ”ØĻ░ĆļĪ£ ņŚ░Ļ▓░ļÉ£ļŗż. ļö░ļØ╝ņä£ ĒĢ┤ļŗ╣ ņŗ£ļéśļ”¼ņśżņØś ņ×æņŚģņä▒ņØĆ ļéśņüśļŗżĻ│Ā ĒĢĀ ņłś ņ׳ļŗż. ņŗ£ļéśļ”¼ņśż 11ņØĆ ņŗ£ļéśļ”¼ņśż 12ņÖĆ ļ¦łņ░¼Ļ░Ćņ¦ĆļĪ£ ņĀĢļ░śļīĆņØś ņ£äņ╣śļź╝ ļ▓łĻ░łņĢä ņśżĻ░Ćļ®░ ņ×æņŚģņØä ĒĢ┤ņĢ╝ĒĢśĻ│Ā ļśÉĒĢ£ ļ│ĆĒśĢļ¤ēļÅä Ļ░Ćņן Ēü¼Ļ▓ī ļ░£ņāØĒĢ£ļŗż.
ņ×æņŚģņä▒ņØ┤ ņóŗļŗżĻ│Ā ĒÅēĻ░ĆļÉ£ ņŗ£ļéśļ”¼ņśż 1, 2, 9, 10ņØĆ ņāłļōżņØś ņø╣ ĒöäļĀłņ×äĻ│╝ ļĖīļØ╝ņ╝ōņØä ļ▓łĻ░łņĢä Ļ░Ćļ®░ Ļ░ÖņØĆ ļ░®Ē¢źņ£╝ļĪ£ ņ¦äĒ¢ēļÉśĻ▒░ļéś, ĒĢ£ ļ░®Ē¢źņ£╝ļĪ£ ņ¦äĒ¢ēĒ¢łļŗżĻ░Ć ņ¦Ćļé¼ļŹś Ļ▓ĮļĪ£ļź╝ ļŗżņŗ£ ļÅīņĢäņśżļŖö ņÜ®ņĀæ ļ░®ņŗØņØ┤ļŗż. ņ×æņŚģņä▒ņØ┤ ļ│┤ĒåĄņØ┤ļØ╝Ļ│Ā ĒÅēĻ░ĆļÉ£ ņŗ£ļéśļ”¼ņśż 3 ~ 8ņØĆ ņø╣ ĒöäļĀłņ×äņØ┤ļéś ļĖīļØ╝ņ╝ōņØä ĒĢ£ļ▓łņŚÉ ņÜ®ņĀæĒĢśĻ│Ā ļé©ņØĆ ņÜ®ņĀæņØä ĒĢśļŖö ļ░®ņŗØņ£╝ļĪ£, ņ×æņŚģņä▒ņØ┤ ņóŗļŗżĻ│Ā ĒÅēĻ░ĆļÉ£ ņŗ£ļéśļ”¼ņśż ļ│┤ļŗżļŖö ļŗżņåī ņ×æņŚģņ×ÉņØś ņØ┤ļÅÖņØ┤ ĒĢäņÜöĒĢśļŗż.
ņØ┤ļ¤¼ĒĢ£ Ļ▓░Ļ│╝ļōżņØä ņóģĒĢ®ĒĢśĻ│Ā ņŻ╝ņÜöĒĢśĻ▓ī Ļ┤Ćļ”¼ļÉśņ¢┤ņĢ╝ ļÉśļŖö ĒĢŁļ¬®ņŚÉ ļö░ļØ╝ ņÜ®ņĀæ ņŗ£ļéśļ”¼ņśżļź╝ ņäĀņĀĢĒĢĀ ņłś ņ׳ņØä Ļ▓āņØ┤ļŗż. ņśłļź╝ ļōżņ¢┤ ņäĀļ░ĢņØś DP (dynamic positioning)ņŚÉ ĒĢäņÜöĒĢ£ ņĢäņ¦Ćļ¼┤ņŖż ņŖżļ¤¼ņŖżĒä░ (Azimuth thruster)ļŖö 360ļÅä ĒÜīņĀäĒĢśĻ│Ā ņÖäļ▓ĮĒĢ£ ņłśļ░Ćņä▒ņØ┤ ĒÖĢļ│┤ļÉśņ¢┤ņĢ╝ ĒĢśļ»ĆļĪ£ ņ¦äņøÉļÅäņÖĆ ĒÅēĒāäļÅäļź╝ ĒÖĢļ│┤ĒĢĀ ņłś ņ׳ļÅäļĪØ ņäĀņ▓┤ņŚÉ ņÜ®ņĀæ ļÉśņ¢┤ņĢ╝ĒĢ£ļŗż. ņØ┤ Ļ▓ĮņÜ░, ņĀ£ĒÆłņØś ĒśĢņāüņØ┤ ļŗżļź┤ļ»ĆļĪ£ Ļ░ÖņØĆ ņŗ£ļéśļ”¼ņśżĻ░Ć ļéśņś¼ ņłśļŖö ņŚåņ¦Ćļ¦ī, ņŗ£ļéśļ”¼ņśżĻ░Ć Ļ░ÖļŗżĻ│Ā Ļ░ĆņĀĢĒĢ£ļŗżļ®┤ ļ░śļō£ņŗ£ ņŗ£ļéśļ”¼ņśż 12ļź╝ ņäĀņĀĢĒĢśņŚ¼ņĢ╝ ĒĢĀ Ļ▓āņØ┤ļŗż.
ņĢ×ņä£ ĻĖ░ņłĀĒĢ£ ļ░öņÖĆ Ļ░ÖņØ┤ ņŚ░ļŻīĒā▒Ēü¼ ņäżņ╣ś ņŗ£ ņāłļōżĻ│╝ ņŚ░ļŻīĒā▒Ēü¼ņØś ņÜ░ļōĀ ļĖöļĪØ Ļ░äņŚÉ ņĢĮ 20mm ņĀĢļÅäņØś Ļ│Ąņ░©ļź╝ ņĀüņÜ®ĒĢśļ»ĆļĪ£ ĒĢ┤ņäØņØä ĒåĄĒĢ┤ Ļ│äņé░ļÉ£ ņÜ®ņĀæ ļ│ĆĒśĢļ¤ēņØĆ ņŚ░ļŻīĒā▒Ēü¼ ņäżņ╣śņØś Ļ┤ĆņĀÉņŚÉņä£ ļ┤żņØä ļĢīļŖö Ēü░ ņśüĒ¢źņØä ņŻ╝ņ¦Ć ņĢŖņØä Ļ▓āņØ┤ļŗż. ĒĢśņ¦Ćļ¦ī ĒĢ┤ņäØĻ▓░Ļ│╝ļŖö ņØ┤ļĪĀņŗØĻ│╝ ņĀĢĒÖĢĒĢ£ ņĪ░Ļ▒┤ĒĢśņŚÉ ņ¦äĒ¢ēņØ┤ ļÉśņŚłĻ│Ā, ņŗżņĀ£ ņāüĒÖ®ņØĆ ņ¢┤ļ¢ż ņśłņāüņ╣ś ļ¬╗ĒĢ£ ņāüĒÖ®ņØ┤ ļ░£ņāØĒĢĀņ¦Ć ņĢī ņłś ņŚåĻĖ░ ļĢīļ¼ĖņŚÉ ļ│Ė ņŚ░ĻĄ¼ņØś Ļ▓░Ļ│╝ļź╝ ņ░ĖĻ│ĀĒĢ©ņ£╝ļĪ£ņŹ© ņĀüņ¢┤ļÅä ņĄ£ņĢģņØś ņāüĒÖ®ņØä Ēö╝ĒĢĀ ņłś ņ׳ņØä Ļ▓āņØ┤ļŗż. ļśÉĒĢ£ ņŚ░ļŻīĒā▒Ēü¼ ņāłļōż ĻĄ¼ņĪ░ņŚÉ ĻĄŁĒĢ£ļÉśņ¦Ć ņĢŖĻ│Ā ņ£Āņé¼ĒĢ£ ņŚ¼ļ¤¼ ĻĄ¼ņĪ░ļ¼╝ņØś ņŗ£Ļ│Ąļ░®ļ▓ĢņØä ņĀĢĒĢ©ņŚÉ ņ׳ņ¢┤ ļ│Ė ņŚ░ĻĄ¼Ļ▓░Ļ│╝Ļ░Ć ļÅäņøĆņØ┤ ļÉĀ Ļ▓āņ£╝ļĪ£ ņé¼ļŻīļÉ£ļŗż.











 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



