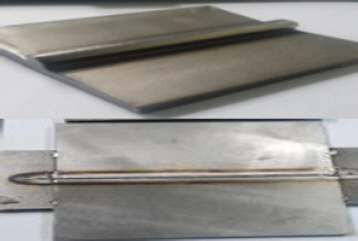
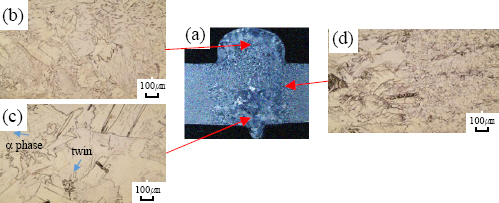
The electrolytic copper foil is a thin copper film fabricated through an electroplating process, which is mainly used as circuit components that transmit electrical signals in printed circuit boards of electronic products such as television, personal computer, and smartphones. Recently, their demand is increasing as the cathode current collector material, which is essentially applied in lithium-ion batteries of mobile information technology (IT) and electric vehicles. The electrolytic copper foil is fabricated with the electroplating method, using the equipment composed of a cathode (titanium), anode (titanium), and busbar (copper). This rocess consists of creating a copper sulfate solution for fabricating the copper foil by melting highly pure copper into a sulfuric acid solution, electroplating the copper ions from the copper sulfate solution to a large- scale Ti drum (cathode) in the electrolyzer, and exfoliating to create a rolled product. The commercially pure (CP) Ti is used as an electroplating drum material by considering the corrosion resistance, lightweightness, and detachability where processing it into a drum shape requires welding. However, a microstructural variation in the base material and the weld zone results in a defective product due to the transcription to the copper foil surface. Thus, microstructural adjustment is necessary to have a weld zone structure similar to the base material structure. Kang
1) reported that the soldering process of the CP Ti material during the friction stir welding had been achieved at a ╬▓-transformation temperature or below and no phase transformation occurred in the CP Ti, while phase transformation occurred in the Ti-6Al-4V alloy because the processing temperature reached the ╬▓-transformation temperature or above. According to Moon
2), the MC (M: V and/or Nb) carbide was extracted at the transgranular zone and crystal grain boundary in the welding of the austenitic Fe-30Mn-9Al-0.9C (wt%), in which Nb and V were added, and crystal grain boundary growth inhibition effect was observed at the heat-affected zone. Tan
3) performed hot rolling of the CP Ti material in the 600 - 800┬░C range and air cooling thereafter. Consequently, the recrystallization behavior of the crystal grain was observed. Hayashi et al.
4) also performed hot rolling of CP Ti at 600 - 800┬░C according to the varying reduction rate, which showed variations in rolled structure such as the generation of a twin crystal due to the forming process generated during rolling. Hayashi et al.
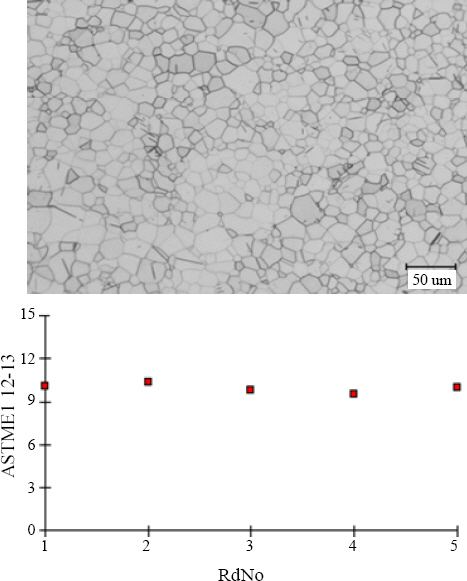
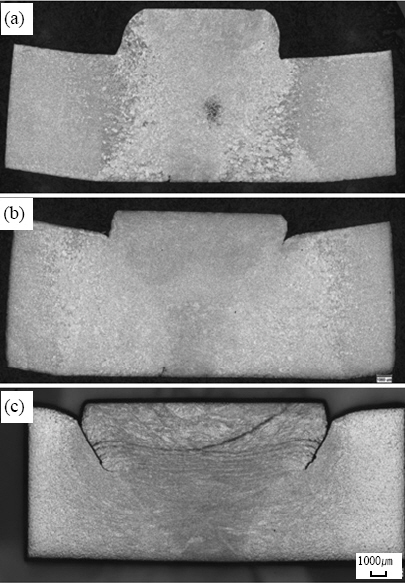
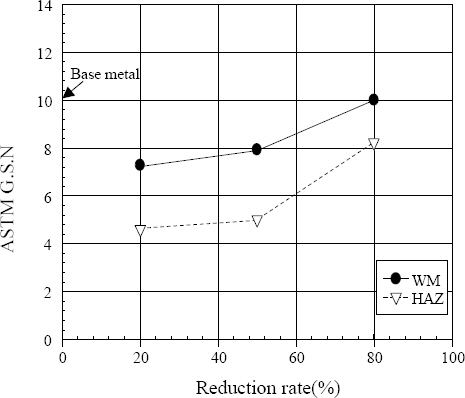
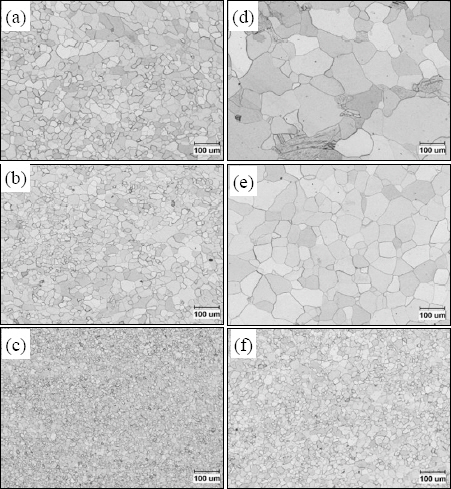
4) reported that the structure became finer due to recrystallization during the cooling process and that the structure transformed due to static recrystallization according to the temperature and reduction rate. In this study, a low heat input welding process, which could minimize the weld zone size, was utilized. Furthermore, the variation in grain size was studied through the forming process of the weld zone structure and recrystallization annealing






 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



