


1. Metal additive manufacturing
Additive manufacturing (AM) has been defined by ASTM as ŌĆ£a process of joining materials to make objects from 3D model data, usually layer upon layer, as opposed to subtractive manufacturing methodologiesŌĆØ1). Also, it describes AM ŌĆ£is the general term for those technologies that based on a geometrical representation creates physical objects by successive addition of material. These technologies are presently used for various applications in engineering industry as well as other areas of society, such as medicine, education, architecture, cartography, toys and entertainmentŌĆØ1). In particular, a metal AM is studied broadly and the metal AM industry is emerging as a new part fabrication method in the past two to three decades2,3). When it compared with the conventional manufacturing methods, the metal AM has the numerous advantages such as: i) possible to fabricating complex components, ii) higher energy efficiency, iii) saving materials, iv) shorten manufacturing time and cycle, and etc4).
A basic metal AM system is composed of a motion system (robot or gantry), a heat (or energy) source, and a feeding system of the target material5). It is able to use laser beam, electron beam, or arc as the heat source. And the target material can be fed in the form of powder, wire, or sheet4). Thus, there is more than hundreds of combinations of different metal AM system at present, and hence, it is obvious that the metal AM is a transformable or flexible process.
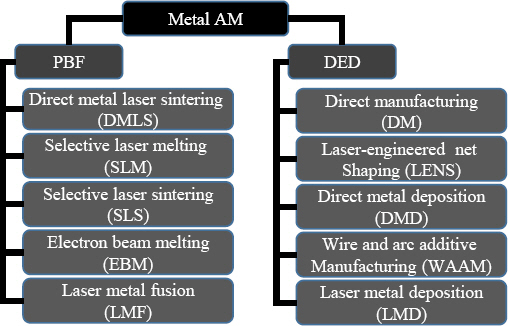
There are several categorizing ways of metal AM processes by the terms of heat source, material, or feedstock2,6). The most common way is classifying in two categories depending on the feedstock. One is called powder bed fusion (PBF) process ŌĆ£in which thermal energy selectively fuses regions of a powder bedŌĆØ and the other is direct energy deposition (DED) ŌĆ£in which focused thermal energy is used to fuse materials by melting as they are being depositedŌĆØ1). The main difference between PBF and DED is whether the material feeding and melting by the heat source is simultaneous or not. PBF and DED have dozens of branches in each by terms of the type of feeding material and heat source, and some of it shown in Fig. 1,4,7).
DED is the process that material feeding and melting/depositing is simultaneously occurred as mentioned afore. It has comparatively high energy efficiency and high deposition rates than PBF6). DED can save a significant amount of raw material compared with conventional manufacturing methods such as CNC milling with the billet. Also, it does not need any special tool or mold as in casting and forging, hence, it saves material cost, time for tool making, and makes readily modifying the design of the product.
DED can be classified again in terms of the material type it uses; powder or wire. Some of the DED processes using powder and wire are summarized in Table 1 with the heat source, abbreviation, company name, and deposition rates of each process. As seen in Table 1, wire-DED shows two or more times higher deposition rates than powder-DED. This can be advantageous on a fast prototyping or a short delivery time. Further, wire-DED does not need a sealed chamber which is required in PBF and powder-DED processes due to its high reactivity of the melt pool and safety/health issues with the fine metal powders4). In other words, wire- DED has no limitation in the dimension of the AM product. On the other hand, wire-DED has a lower resolution and rough surface than the PBF and powder-DED due to its high deposition rates and hence it needs additional post-machining processing such as CNC for the accuracy of the product5,8,9) Thus, the wire- DED is suitable for fabricating large, medium complexity metallic products6,8,9). Besides, the cost of the metallic powder for powder-DED is much higher than metal wires for wire-DED10). Further, commercial wires for the arc welding are also able to use for wire-DED with various heat sources. It can save the material cost and time for developing materials for DED as it does in PBF and powder-DED4,10).
Table┬Ā1
Classification of the DED process
2. Wire arc additive manufacturing
A wire arc additive manufacturing (WAAM) is the one of wire-DED. WAAM is a process that when the metal wire (feedstock) is melted by the arc (heat source), it transferred into the melt pool and subsequently solidifies and forms a deposited metal along the planned paths layer by layer as shown in Fig. 2,4,6,8,9,11). WAAM had been invented in 1925 by the Baker, but it had been studied as AM purpose since 1990s5,12).
Fig.┬Ā2
Schematic diagram of WAAM processes is shown in (a) and Y-axis view of the WAAM process is shown in (b)8)
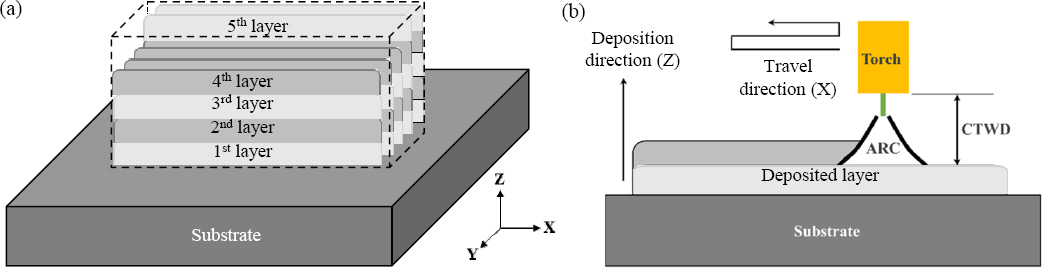
Likewise other AM processes, from a view of the hardware, WAAM also basically consisted with the motion system, heat source, and a feeding system. The heat source for the WAAM is generally arc heat sources such as gas tungsten arc welding (GTAW), gas metal arc welding (GMAW), or plasma arc welding (PAW) 2,4,8,9,12). Specific processes are listed and features of each process are described in Table 2. The deposition rate is somewhat varied with the material used as shown in Table 2. Nonetheless, it is common that the deposition rate is highest in tandem GMAW because it uses two kinds of metal wires (same or dissimilar alloy), when the feeding material is the same. The following is in the order of GMAW, CMT, PAW, and GTAW12). The GMAW-based WAAM is using consumable electrodes and it is coaxial to the heat source, hence easier to plan the tool path with less interference5). Meanwhile, GMAW-based WAAM has relatively limited volume and size of product due to its large melt pool and high heat input. The CMT-based WAAM is one of the alternative processes that can reduce the melt pool size with less heat input through the wire push-pull control4,5,8,9). The CMT-based WAAM is feasible to fabricating most ferrous and non-ferrous materials, but known as not to Ti alloy because the arc wanders during the process and surface roughness would be increased5,6). GTAW- and PAW-based WAAM has relatively high AM product quality and feasible to fabricating Ti alloy especially. However, these have limitations from a view of productivity in relatively low deposition rate, as well as the electrode maintenance, require rotation of the torch and wire, and external wire feeding issue4,5).
Table┬Ā2
Comparison of various WAAM processes depending on the heat source 12)
Recently, WAAM is getting attention from the metal parts manufacturing industries in worldwide owing to its advantages. As aforementioned, most of the commercial metal wires for conventional arc welding can be utilized for the WAAM4,8,12). And most of the arc welding facilities already using broadly also can be adapted for WAAM4,6,8). Therefore, it can be said that the WAAM can save huge upfront capital costs rather than the powder-based AM, or the AM using laser heat sources6,8,10). Further, compared to the powder-based AM, WAAM has no limitation in dimension or volume of product because it does not require any chamber, and hence the building capacity of WAAM is possibly expanded to the meter scale sizes4-6,8). And the material efficiency is almost 100 %, so that there is absence of needs for the recycling process of material as does in powder-based AM4-6). Besides, it can save fabrication time and post-machining time by 40-60 % and 15-20 % rather than the traditional subtractive manufacturing processes, respectively11,12). Due to these advantages, WAAM is being a competitive and promising process for decades. To date, research and development of the WAAM processes and optimization of it using ferrous and non-ferrous metals are actively being in all regions and all sections; from a traditional fabricating industry to automobile, marine, architecture, nuclear energy, bio, as well as the aerospace industries4,8).
3. WAAM of non-fer ous metals
The parts for the automobile, marine, aviation, and aerospace industries have being need lighter parts more and more, following the trends of the eco-friendly. And the traditional parts making industries such as casting is being suppressed by the trend of carbon trading due to the certificated emissions reduction (CER). Recently, as induced by the stricter global environmental regulations, AM processes and non-ferrous alloy parts attract high attention from the kinds of industries. Meanwhile, Al and Mg alloys are the reflective metal alloys and have poor laser coupling efficiency6). Also, it is prone to form a high fraction of porosity due to its high reactivity when the powder metal is used for AM of Al and Mg alloys13,14). Fortunately, the WAAM is the alternative process which is independent with coupling efficiency, instead, has almost 100 % of material and energy efficiency. Thus, the WAAM of Al and Mg alloys is a promising sector and possibly rising its usage in high value-added components such as aerospace, aviation, marine, biomedical, etc. within a decade. In this paper, it is discussed about the current progress on the non-ferrous WAAM technics and arise issues especially Al and Mg alloys.
3.1 WAAM of aluminum alloys
Al alloys are broadly used in automobile, aerospace, aviation, marine, rail industries due to their low density and high corrosion resistance. Recently, the application of the Al alloys in the industry is moving from plate and beam type to structural parts and complex shape components as the AM technologies are improved. A key Al alloys are the 2xxx, 4xxx, 5xxx, and 7xxx series15). Arc welding of Al alloys is studied a lot for dozens of years and the techniques and know-how are somewhat established firmly. Therefore, the study of the WAMM of Al alloys are being done actively and it is relatively reported a lot. There are numerous studies are already reported regarding the WAAM of Al alloys, and some of it listed in Table 3. The chemical compositions of the Filler metals mentioned in Table 3 are listed in Table 4. There are the studies using 2xxx, 4xxx, and 5xxx series filler metal, yet using the 7xxx series is none. That is because of the high Zn content in 7xxx series which prone to evaporated during the process15).
Haselhuhn et al. studied the GMAW-based WAAM using various Al alloy filler metals to evaluate the manufacturability and properties of AM parts16). ER 1100, ER 4043, ER 4943, ER 4047, and ER 5356 were used for fabrication and evaluated. Alloying elements affected the freezing ranges in which represents the time to solidify. Commercially pure ER1100 and near-eutectic ER4047 have narrow freezing ranges and observed smallest bead widths (about 5 and 5.5 mm, respectively), while the alloys with Mg alloying elements such as ER4943 and ER 5356 showed larger bead widths (about 6.5 mm). Increase of the freezing range due to the alloying elements such as Mg decrease the metal fluidity, and it results in more prone to form a shrinkage porosity21,22). The volume fraction of porosity within the deposited metal of ER1100 showed only 0.6 % while the ER5356 showed about 2 %. On the other hand, the addition of Si alloying element would increase the liquid density and decrease the solid density, due to Si expanding upon the solidification, so that results in less shrinkage porosity23). As a result, the AM block made of ER 5356 showed the highest porosity within it and largest difference in performance rather forgings in a bad way. While the 4xxx series showed less fraction of porosities within the block, as shown in Fig. 3. Li et al. also reported that the effect of the Mg alloying element in WAAM of 4xxx series Al alloy filler metals, and concluded that the increase in Mg alloying content results in the tendency of prone to form a porosity within WAAM product18).
Table┬Ā3
Process parameters and dimensions of product from various heat sources and Al filler metals
| Filler metal | Heat source | Heat input or input parameters | Dimensions of the product | Shielding gas | Interlayer interval or temperature control | Ref |
|---|---|---|---|---|---|---|
| ER1100 | GMAW |
Welder power setting (unitless): 1 Travel speed: 10 mm/s |
105.6 ├Ś 53 ├Ś 4 ├Ś 25.4 mm (block) | Pure Ar (14.4 L/min) | Pause 1 minute after each layer | 16) |
| ER4047 | ||||||
| ER4043 | ||||||
| ER4943 | ||||||
| ER5356 | ||||||
| ER5356 |
DC pulsed MIG/MAG |
- | 190 ├Ś 135 ├Ś 45 mm (block) | Pure Ar (20 L/min) | Below 50 and 100 Ōäā | 17) |
| ER2024 | CMT | Heat input: 118 J/mm | - (wall) | - | - | 15) |
| ER4043 | CMT |
Current: 120-130 A Voltage: 20.4-21.4 V Travel speed: 10 mm/s |
- (wall) | Pure Ar (25 L/min) | Between 160-180 Ōäā | 18) |
| ER4210 | ||||||
| ER4220 | ||||||
| Al-5Mg | CMT |
Current: 156 A Volatege: 15.2 V Travel speed: 8 mm/s |
200 mm long (wall) | - | - | 19) |
| Al-3Si |
Current: 115 A Volatege: 18.0 V Travel speed: 6 mm/s |
|||||
| ER2319 | CMT-ADV and CMT-PADV* | 112.2 and 189.1 J/mm | 500 ├Ś 200 mm (wall) | Pure Ar (25 L/min) | - | 20) |
Table┬Ā4
Chemical compositions of the filler metals listed in table 3
Fig.┬Ā3
Scanning electron images of 4xxx series test specimens. The images were taken from the bottom, top, and middle of the printed block16)

Porosity within the AM product would induce the micro-cracks on the periphery and act as a weak point, and hence degrade the mechanical properties such as strength, elongation, fatigue, etc.24,25). The formation of porosity is influenced by various factors. The first factor is the alloying elements such as Mg and Si as discussed above. Also, the alloying of Cu elements in Al alloy such as Cu-rich ER2319 increases the hydrogen solubility in liquid Al alloy and causes an increase in the formation of porosity during solidification22,26,27). The second factor is the excessive heat input during the WAAM. High heat input is directly connected with the high current, voltage, and wire feed rate which is in proportion to the deposition rate. It is obvious that the deposition rate is good as large as possible. However, the excessive heat input results in the coarsening of microstructure and less grain boundaries26). This can be promote liquation along the grain boundaries and entrapment of the gas, so that increase the formation of the porosity28,29). The third factor is contamination. The wire and/or substrate oxidation greatly affect the high oxygen concentration in the melt pool and liquid Al and results in the formation of porosity30).
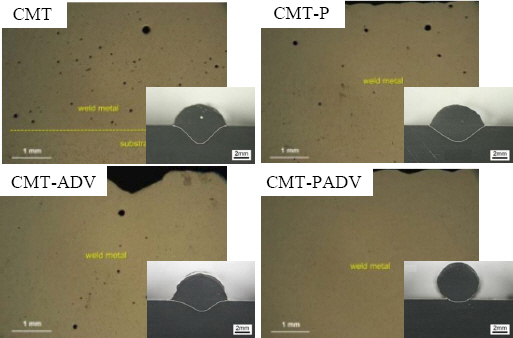
The formation of porosity can be suppressed in various ways. The first is using CMT-based WAAM processes such as CMT, CMT-Pulse (CMT-P), CMT-ADV, and CMT-PADV15,18-20,22,32). CMT-based technics are the process that uses push-pull technics on the wire feeding and controls the heat input relatively low level, and hence it is feasible to the WAAM of low melting temperature metals such as Al and Mg alloys32). Cong et al. reported that the effect of each CMT-based technics on the porosity formation within deposition of ER2219 as shown in Fig. 4,31). As per their report, CMT has deep penetration and thus has the longest path to hydrogen escape from the melt pool. As a result, it was observed micro-sized porosities (10-100 mm) in the upper and lower regions of the cross-section. On the other hand, CMT-P, CMT-ADV, and CMT-PADV showed less amount of porosity and smaller sized, but CMT-PADV was somewhat cold-welded and hence not appropriate for the WAAM due to its less wet angle. Gu et al. also compared the differences in porosity of the WAAM product using CMT-P and CMT-PADV20).
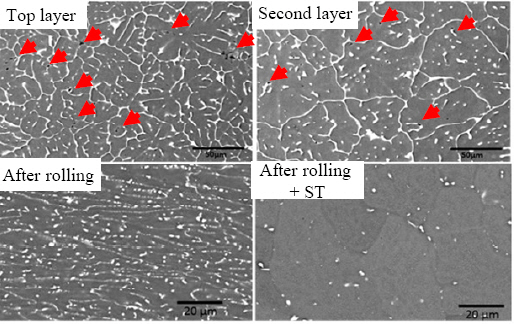
Another approach to decrease the porosity in WAAM of Al alloy is the control the temperature in between each layer adapting dwell time. Derekar et al. reported that the difference in the volume of porosity depending on the different interlayer temperatures given as 50 and 100 ┬░C17). The substrate was heated up the first layer to meet the interlayer temperature from the beginning of the experiment. And then, from the second layer during interval time was given till the product cooled down and meet the interlayer temperature during fabrication of the about 45 layers of each. The higher interlayer temperature condition (100 ┬░C) showed about 10 % less volume fraction of porosity and the size of the porosity was smaller than lower interlayer temperature condition (50 ┬░C). Despite the grain size difference in the two conditions as shown in Fig. 5, the higher interlayer temperature condition (100 ┬░C) showed slightly higher tensile strength and higher elongations due to the less volume fraction of porosity. Meanwhile, Fixter et al. utilized interpass rolling as well as the solution heat-t reatment (ST) to eliminate the porosity the WAAM product made of ER202415). It was found that the interpass rolling has significantly reduce the amount of porosity in WAAM product by the pore closure as well as the increase the rate of hydrogen dislocation pipe diffusion to free surfaces during subsequent ST, as shown in Fig. 6. And it was suggested by the Hauser et al. to reduce the oxygen concentration on weld through the control of contact tip to work distance (CTWD) in which the distance from the end of the contact tip to the work piece33).
Fig.┬Ā5
Invers pole figure map of WAAM product made of ER5356. The black regions represent internal voids17)
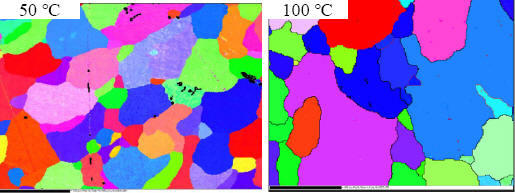
Fig.┬Ā6
Porosity observed in the WAAM product by SEM. The red arrows represent the locations of porosity15)
The presence of hot cracking and distortion is another challenging task on WAAM of Al alloys. Hot cracking is mainly due to the wide freezing range of Al alloys such as 5xxx series as discussed with afore21,22,34). Fixter et al. established an equation for hot cracking susceptibility (HSC) prediction and matched with their own actual WAAM product made of ER202415). Meanwhile, the distortion is mainly due to the huge thermal gradients within the WAAM product including the substrate during WAAM16,26). The key to reduce or eliminate distortion of WAAM product is prevent huge thermal gradients during and after WAAM. The combination of interval time between each pass or layer15,17,19) and preheating of the substrate32) can lower the thermal gradients, in which directly connected with thermal repetitive contraction and expansion.
3.2 WAAM of Mg alloys
Mg alloys are the lightest structural metal alloy and has good material properties such as high specific strength, good damping, electromagnetic shielding, machining, recyclability, biodegradability, etc11,14,35-37). For this reason, many studies and trials are being conducted in industries of automobile, railway, aviation, aerospace, military, and biomedical11,36,37). Most of the parts made of Mg alloys are manufactured by traditional parts making processes such as machining, gravity casting or die-casting14,35-38). However, recently, the demand on the lightweight monolithic part with large, medium scales and complex design is increased as the arising of the AM processes11,14,37). WAAM of Mg alloy can be a alternative fabrication method to meet those needs in industries. But, unfortunately, Mg alloys are relatively difficult to AM due to its nature of high reactivity14). It is prone to oxidizes uncontrollably in atmospheric environment, and thus easy to form a high level of porosity in AM parts14). Further, it is a kind of heat-sensitive material so that the coarsening of microstructure, hot cracking, distortion can easily occur11,14). Also, the commercial availability of the Mg alloy wires is low till now, and hence the researches on the WAAM of Mg alloys are barely done and reported, until now35,37,39). Some of the researches on the WAAM of Mg alloys are listed in the Table 5.
Table┬Ā5
Process parameters and dimensions of product from various heat sources and Mg filler metals
| Filler metal | Heat source | Heat input or input parameters | Dimensions of the product | Shielding gas | Interlayer interval or temperature control | Ref |
|---|---|---|---|---|---|---|
| AZ31B | GMAW |
Current: 100 A Volatege: 10 V Travel speed: 400-800 mm/min |
40 ├Ś 60 ├Ś 35 mm (block) 140 ├Ś 25 ├Ś 35 mm (block) | Pure Ar (25 L/min) | Time interval: 20 seconds | 38) |
| AZ31 | CMT and CMT-P |
Current: 125-350 A Voltage: - Travel speed: 600 mm/min |
250 ├Ś 150 (wall) | Pure Ar (18 L/min) | Time interval: 180 seconds | 11) |
| AZ31 | GTAW |
Current: 65 A Pulse frequency: 1-500 Hz Travel speed: 600 mm/min |
100 ├Ś 10 mm (wall) | Pure Ar (20 L/min) | - | 39) |
| AZ80M | GTAW |
Current: 75 A Pulse frequency: 8 Hz Travel speed: 300 mm/min |
- (wall) | Pure Ar (20 L/min) | Time interval: 160 seconds | 37) |
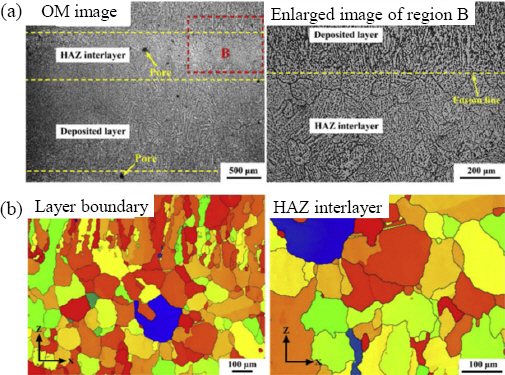
Most of the studies reported till now are dealt with basic research on the WAAM of Mg alloys such as optimization of parameters, trials of the WAAM with selected parameter, and microstructural and mechanical evaluation11,14,35,37-39). The trial results of the WAAM product made of Mg alloys are shown in Fig. 7. The wall structure products are somewhat able to fabricate with less defects and distortion, while the 3-dimensional blocks are still need more optimization. It can be observed the side collapse (Fig. 7a and 7c) and rough surfaces on both the top and side (Fig. 7). Wang et al.11) investigated the microstructural feature of the thin wall made of AZ31 alloy using the WAAM process which is shown in Fig. 7b. The micro pores were found in a HAZ interlayer as shown in Fig. 8a. The HAZ interlayer was composed of coarser grains with serrated grain boundaries with about 50 % of high angle grain boundaries (HAGBs), while the deposited layer was rated only about 32 % of HAGBs as shown in Fig. 8b.
Fig.┬Ā7
Images of the WAAM product made by (a) Takagi et al.38), (b) Wang et al.11), (c) Guo et al.39), and (d) Guo et al.37)
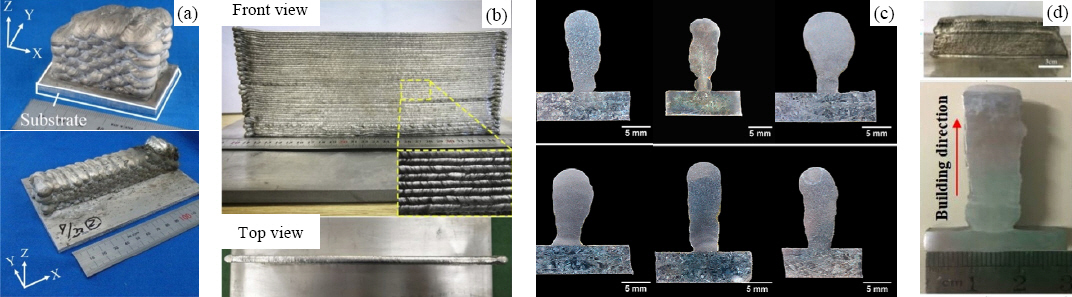
Fig.┬Ā8
(a) Optical microscope images and (b) invers pole figure maps of WAAM product made of AZ31 Mg alloy11)
The field of WAAM of Mg alloys is just got started to study compared to steel or Al alloys, and still most of the areas are not uncovered or discovered yet. Therefore, it could be a blue ocean to the researchers who are working with welding technology and material science as long as unless the demands are decreased due to discover or develop new material who can replace Mg and its alloys.
4. Closing remarks and future prospects
In this review paper, it is discussed that what is the AM and WAAM as well as the status and trends in WAAM of non-ferrous materials especially Al and Mg. As aforementioned, the needs and demands of the AM and WAAM of Al and Mg alloys would be increased as per the global trends in automation with the fourth industrial revolution and in eco-friendly policies due to the CER. Compared to the conventional fabricating methods, WAAM of Al and Mg alloys has very short history and there are still lots of things to be studied and optimized with. In here, it was focused on the process variations and methodologies, while the WAAM (as well as other AM processes) needs the cooperation with not only welding and mechanical engineering but also the metallurgy, thermodynamics, finite element analysis, aerodynamics, hydrodynamics, etc. to meet the needs of potential customers in kinds of industries. Further, the specialized equipment or system also should be considered to ensure the material handling safety and the quality of WAAM product due to its high risk of reacting with atmospheric oxygen.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



