1. ņä£ ļĪĀ
ņĢ×ņäĀ ļģ╝ļ¼ĖņŚÉņä£ Ļ│Ā ļ¦ØĻ░äĻ░Ģņ£╝ļĪ£ ļ¦īļōżņ¢┤ņ¦ä ĒīīņØ┤Ēöä ļ░Å ļØ╝ņØ┤ņĀĆ ņĀ£ņ×æĻ│╝ Ļ┤ĆļĀ©ļÉ£ ņóģ ļ░®Ē¢ź ļ▓äĒŖĖ ņÜ®ņĀæ(Longitudinal butt welding)ņØś ņ×öļźśņØæļĀź Ļ│äņĖĪĻ│╝ ņĀĢļ░ĆĒĢ£ ņŚ┤-Ēāäņåīņä▒ĒĢ┤ņäØņØä ņØ┤ņÜ®ĒĢ£ Ļ░ü ļ░®Ē¢źļ│ä ņ×öļźśņØæļĀź ņśłņĖĪņŚÉ ļīĆĒĢ£ ļé┤ņÜ®ņØä ļģ╝ņØśĒĢśņśĆļŗż. ņØ╝ļ░śņĀüņ£╝ļĪ£ ĻĖ░ņĪ┤ ņĮöļō£ ļ░Å Ēæ£ņżĆņŚÉņä£ ņóģ ļ░®Ē¢ź ļ▓äĒŖĖ ņÜ®ņĀæ (
Fig. 1)ņØĆ ĒöīļĀłņØ┤ĒŖĖņØś ļ¦×ļīĆĻĖ░ ņÜ®ņĀæņ£╝ļĪ£ Ļ░äņŻ╝ļÉ£ļŗż. ĒīīņØ┤Ēöä ļ░Å ļØ╝ņØ┤ņĀĆ ņĀ£ņ×æņØä ņ£äĒĢ£ ņÜ®ņĀæņØĆ Ēü¼Ļ▓ī ņøÉņŻ╝ņÜ®ņĀæĻ│╝ ņóģ ļ░®Ē¢ź ļ▓äĒŖĖ ņÜ®ņĀæņ£╝ļĪ£ ĻĄ¼ļČäļÉĀ ņłś ņ׳ļŗż. ņøÉņŻ╝ņÜ®ņĀæņØś Ļ▓ĮņÜ░ ļ¦ÄņØĆ ņŚ░ĻĄ¼ņ×ÉļōżņŚÉ ņØśĒĢśņŚ¼ ņøÉņŻ╝ļ░®Ē¢ź ņÜ®ņĀæ ņ×öļźś ņØæļĀź ĒöäļĪ£ĒīīņØ╝Ļ│╝ Ļ┤ĆļĀ©ļÉ£ ļ¦ÄņØĆ ņŚ░ĻĄ¼
1-5)Ļ░Ć ņ׳ņ¢┤ņÖöļŗż. ĒĢśņ¦Ćļ¦ī ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ļģ╝ņØśļÉśĻ│Ā ņ׳ļŖö ņóģ ļ░®Ē¢ź ļ▓äĒŖĖ ņÜ®ņĀæļÉ£ ĒīīņØ┤Ēöä ļśÉļŖö ļØ╝ņØ┤ņĀĆ Ļ░ÖņØĆ ĻĄ¼ņĪ░ņØś ļīĆĒæ£ ĻĖ░ĒĢśĒĢśņĀü ĒīīļØ╝ļ®öĒä░ļØ╝Ļ│Ā ĒĢĀ ņłś ņ׳ļŖö ļ░śĻ▓Į ļīĆ ļæÉĻ╗ś ļ╣äņ£© (r/t)Ļ│╝ ņ×öļźśņØæļĀźņØś ņāüĻ┤ĆĻ┤ĆĻ│ä ļō▒ņØ┤ Ļ│ĀļĀżļÉ£ ļé┤ņÜ®ņØś ņŚ░ĻĄ¼Ļ░Ć ĻĘ╣Ē׳ ļ»Ėļ»ĖĒĢ£ ņŗżņĀĢņØ┤ļŗż. ļśÉĒĢ£ Ļ│Ā ļ¦ØĻ░äĻ░ĢĻ│╝ Ļ░ÖņØĆ ĒŖ╣ņłś ņ×¼ņ¦łņØä(ņśłļź╝ ļōżļ®┤ X100 ļō▒ĻĖē ņØ┤ņāüņØś Ļ│ĀĻ░ĢļÅä Ļ░Ģņ▓Ā) ņé¼ņÜ®ĒĢśļŖö ĒĢ┤ņ¢æ ļØ╝ņØ┤ņĀĆņŚÉļŖö ņØ┤ļ¤¼ĒĢ£ Ēæ£ņżĆņØ┤ ņĀüĒĢ®ĒĢśņ¦Ć ņĢŖļŗż. ņØ┤ļ¤¼ĒĢ£ ņØ┤ņ£ĀļĪ£ ņóģ ļ░®Ē¢ź ļ▓äĒŖĖ ņÜ®ņĀæļÉ£ ĒĢ┤ņ¢æ ļØ╝ņØ┤ņĀĆņŚÉ ļīĆĒĢ£ ņÜ®ņĀæņØś ņ×öļźś ņØæļĀź ĒöäļĪ£ĒīīņØ╝ņØś ĒŖ╣ņä▒Ļ│╝ Ļ┤ĆļĀ©ļÉ£ ņŚ░ĻĄ¼Ļ░Ć ļŗżņ¢æĒĢśĻ▓ī ļģ╝ņØś ļÉśņ¢┤ņĢ╝ ĒāĆļŗ╣ĒĢśļŗż.
Fig.┬Ā1
Typical steel catenary risers (SCRs)
6)
ņØ╝ļ░śņĀüņ£╝ļĪ£ SCRs (Steel catenary risers)ņÖĆ Ļ░ÖņØĆ ņŗżļ”░ļŹö ĒśĢĒā£ņØś ĻĄ¼ņĪ░ļ¼╝ņŚÉņä£ ļæÉĻ╗śļ░®Ē¢ź ņ×öļźśņØæļĀźņØĆ ļ¦ēņØæļĀź ņä▒ļČäĻ│╝ ĻĄĮĒלņØæļĀź ņä▒ļČäņ£╝ļĪ£ ļČäĒĢ┤ĒĢĀ ņłś ņ׳ņØīņØ┤ ņĢīļĀżņĀĖ ņ׳ļŗż. ļ│Ė ļģ╝ļ¼ĖņŚÉņä£ļŖö ņŗżņĀ£ ņ×öļźśņØæļĀźņŚÉ ņśüĒ¢źņØä ņżä ņłś ņ׳ļŖö ĒīīņØ┤ĒöäņØś ņŻ╝ņÜö ļ¦żĻ░£ ļ│Ćņłśļź╝ Ļ│ĀļĀżĒĢśņŚ¼ ņóģ ļ░®Ē¢ź ļ▓äĒŖĖ ņÜ®ņĀæļÉ£ ļØ╝ņØ┤ņĀĆņØś ļ░®Ē¢źļ│ä ņ×öļźś ņØæļĀź ņśłņĖĪņØä ņ£äĒĢ┤ ļ╣äņäĀĒśĢ ņ£ĀĒĢ£ņÜöņåīĒĢ┤ņäØņØä ĒåĄĒĢ£ ĒīīļØ╝ļ®öĒŖĖļ”Ł ņŖżĒä░ļööļź╝ ņłśĒ¢ēĒĢśņśĆļŗż. ņØ┤ Ļ│╝ņĀĢņØä ĒåĄĒĢ┤ ļÅäņČ£ļÉ£ ļŗżņłśņØś ĒīīļØ╝ļ®öĒŖĖļ”Ł ņĀĢļ░Ć ņłśņ╣śĒĢ┤ņäØ Ļ▓░Ļ│╝ļź╝ ĒÖ£ņÜ®ĒĢśņŚ¼ ņ×öļźś ņØæļĀź ĒöäļĪ£ĒīīņØ╝ņØä ņČöņĀĢĒĢśĻĖ░ ņ£äĒĢ£ ņāłļĪ£ņÜ┤ ņ×öļźś ņØæļĀź ņśłņĖĪņŗØņØä ņĀ£ņĢłĒĢśņśĆļŗż.
2. ĒīīļØ╝ļ®öĒŖĖļ”Ł ņŚ░ĻĄ¼
ņĢ×ņäĀ ļģ╝ļ¼ĖņŚÉņä£ Ļ│Ā ļ¦ØĻ░äĻ░Ģņ£╝ļĪ£ ļ¦īļōżņ¢┤ņ¦ä SCRsņØś ņ×öļźśņØæļĀźņØä ĒÖĆļō£ļ”┤ļ¦ü ļ░®ļ▓Ģņ£╝ļĪ£ ņĖĪņĀĢĒĢśņśĆņ£╝ļ®░, ĻĘĖ Ļ▓░Ļ│╝ļŖö ņĀĢĒÖĢĒĢ£ ņłśņ╣ś ļČäņäØĻ│╝ ļ╣äĻĄÉĒĢśņŚ¼ Ļ▓Ćņ”ØļÉśņŚłļŗż. ĻĘĖ Ļ▓░Ļ│╝ ņĀ£ņĢłļÉ£ ņĀĢļ░Ć ņłśņ╣śĒĢ┤ņäØņØä ĒåĄĒĢ┤ ņøÉņŻ╝ ļ░®Ē¢ź ļ░Å ņóģ ļ░®Ē¢źņŚÉ ļīĆĒĢ£ ņ×öļźśņØæļĀźņØä ņČ®ļČäĒĢ£ ņĀĢĒÖĢļÅäļĪ£ ņśłņĖĪĒĢĀ ņłś ņ׳ņØīņØä ĒÖĢņØĖĒĢśņśĆļŗż.
Fig. 1Ļ│╝ Ļ░ÖņØ┤ ņŗ¼ĒĢ┤ ņ×æņŚģņŚÉņä£ ņé¼ņÜ®ļÉśļŖö SCRsņØś Ļ▓ĮņÜ░ ņĀ£ņĪ░ļŗ©Ļ│äņŚÉņä£ ņ┤łĻĖ░ Ļ▓░ĒĢ©, ĒŖ╣Ē׳ ņÜ®ņĀæņ£╝ļĪ£ ņØĖĒĢ£ ņ×öļźś ņØæļĀźņØś ļ░£ņāØņØĆ ĒĢ┤ļŗ╣ ĻĄ¼ņĪ░ļ¼╝ņØ┤ ņŗ¼ĒĢ┤ņŚÉ ņäżņ╣śļÉ£ ņØ┤Ēøä ļŗżņ¢æĒĢ£ ĻĘ╣ĒĢ£ ļśÉļŖö ņÜ░ļ░£ņĀü ĒĢśņżæ ĒĢśņŚÉņä£ SCRsņØś ņ×æļÅÖ/ņÜ┤ņÜ®ņä▒ņŚÉ ņāüļŗ╣ĒĢ£ ņśüĒ¢źņØä ļ»Ėņ╣Ā ņłś ņ׳ļŗż. ļö░ļØ╝ņä£ ņØ┤ļ¤¼ ĒśĢĒā£ņØś ņ×öļźśņØś ņśłņĖĪņØĆ ļ¦żņÜ░ ņżæņÜöĒĢśļŗż. ĒŖ╣Ē׳, ņāłļĪŁĻ▓ī Ļ░£ļ░£ļÉ£ Ļ░Ģņ×¼(Ļ│Ā ļ¦ØĻ░äĻ░Ģ, X120)ņŚÉ ļīĆĒĢ┤ņä£ļŖö ņ┤łĻĖ░ļČĆĒä░ ņ×öļźśņØæļĀźņØä ņśłņĖĪĒĢśļŖö ļ░®ļ▓ĢņØä Ļ░£ļ░£ĒĢĀ ĒĢäņÜöĻ░Ć ņ׳ļŗż. ĒīīņØ┤Ēöä ļ░Å ļØ╝ņØ┤ņĀĆņØś ĒŖ╣ņä▒ņāü ņøÉņŻ╝ļ░®ĒĢŁņŚÉ ļīĆĒĢśņŚ¼ ņŻ╝ņÜö ĻĖ░ĒĢśĒĢÖņĀü ļ¦żĻ░£ļ│Ćņłś(r/t ļ╣äņ£© ļō▒)ļź╝ ņé¼ņÜ®ĒĢśļŖö ņ×öļźśņØæļĀź ņśłņĖĪņŗØņØä Ļ░£ļ░£ĒĢ┤ņĢ╝ ĒĢ£ļŗż. ņøÉņŻ╝ļ░®Ē¢źņØ┤ ņżæņÜöĒĢ£ ņØ┤ņ£ĀļŖö ņŗżņĀ£ ņŗżĒŚś ļ░Å ņłśņ╣śĒĢ┤ņäØĻ▓░Ļ│╝ņŚÉņä£ ņóģļ░®Ē¢źļ│┤ļŗż ļŹö ĻĄ¼ņĪ░ņŚÉ ņ׳ņ¢┤ ļ»╝Ļ░ÉĒĢ£ ļ¦żĻ░£ļ│ĆņłśņØ┤ĻĖ░ ļĢīļ¼ĖņØ┤ļŗż.
2.1 ņŻ╝ņÜö ļ¦żĻ░£ļ│Ćņłś ņäĀņĀĢ
ņØ┤ļ¤¼ĒĢ£ Ļ▓ĮĒŚśņĀü/ņŗżĒŚśņĀü Ļ│ĄņŗØņØä Ļ░£ļ░£ĒĢśļĀżļ®┤ ļ©╝ņĀĆ ņóģļ░®Ē¢ź ļ▓äĒŖĖ ņÜ®ņĀæ ĒīīņØ┤ĒöäņØś ņÜ®ņĀæ ņ×öļźś ņØæļĀź ņśłņĖĪņØä ĒĢśĻĖ░ņ£äĒĢ£ ņĀüĒĢ®ĒĢ£ ļ¦żĻ░£ ļ│Ćņłśļź╝ ņäĀĒāØĒĢ┤ņĢ╝ ĒĢ£ļŗż. ĒīīņØ┤ĒöäņÖĆ Ļ┤ĆļĀ©ļÉ£ ņØ╝ļ░śņĀü ļ¦żĻ░£ļ│ĆņłśļĪ£ļŖö ĒīīņØ┤Ēöä ļŗ©ļ®┤ ļ░śĻ▓Į ļīĆ ļæÉĻ╗śņØś ļ╣äņ£© (r/t), ļØ╝ņØ┤ņĀĆ ļæÉĻ╗ś ņ×Éņ▓┤ (t), ņÜ®ņĀæ ļ¬©ņ¢æ, ņÜ®ņĀæ Ēī©ņŖż Ēü¼ĻĖ░ ļ░Å ņŚ┤ ņ×ģļĀź ļō▒ņØ┤ ņ׳ļŗż.
ĒŖ╣ņĀĢ ļØ╝ņØ┤ņĀĆ ĒīīņØ┤ĒöäņØś Ļ▓ĮņÜ░ ļÅÖņØ╝ĒĢ£ ņÜ®ņĀæļ░®ļ▓Ģ(FCAW+ SAW)ņØ┤ ņé¼ņÜ®ļÉśĻ│Ā ņ×ģņŚ┤ļ¤ēņØś Ļ▓ĮņÜ░ ļæÉĻ╗śņŚÉ ņØ╝ļ░śņĀüņ£╝ļĪ£ ļ╣äļĪĆĒĢśļŖö Ļ▓ĮĒ¢źņØä ļéśĒāĆļé┤ĻĖ░ ļĢīļ¼ĖņŚÉ ņÜ®ņĀæļ░®ļ▓ĢĻ│╝ ņ×ģņŚ┤ļ¤ēņØś ļ│ĆņłśļŖö ņĀ£ņÖĖĒĢśņśĆļŗż. ļö░ļØ╝ņä£ ļ│Ė ļģ╝ļ¼ĖņŚÉņä£ļŖö ĒīīņØ┤ĒöäņØś ĒŖ╣ņ¦ĢņĀüņØĖ ĻĖ░ĒĢśĒĢÖņĀü ļ¦żĻ░£ ļ│ĆņłśņØĖ r/t ļ╣äņ£©ņØä ņŻ╝ņÜö ļ│ĆņłśļĪ£ ņé¼ņÜ®ĒĢśņŚ¼ ņ×öļźś ņØæļĀźņØä ņśłņĖĪĒĢśļŖö ļ░®ļ▓ĢņØä ņé¼ņÜ®ĒĢśņśĆļŗż.
ļ│Ė ļģ╝ļ¼ĖņŚÉņä£ļŖö Ļ╣ŖņØ┤ņŚÉ ļö░ļØ╝ ņŗżņĀ£ ņé¼ņÜ®ļÉśļŖö ļØ╝ņØ┤ņĀĆ ĒīīņØ┤ĒöäņØś ļæÉĻ╗ś ļ░Å ļ░śņ¦Ćļ”ä Ļ░ÆņØä ņĀĢļ”¼ĒĢ£ ņØ┤ņĀä ļģ╝ļ¼Ė
7)ņØś ņ×ÉļŻīļź╝ ĒÖ£ņÜ®ĒĢśņŚ¼ ĒīīļØ╝ļ®öĒŖĖļ”Ł ņŚ░ĻĄ¼ļź╝ ņ¦äĒ¢ēĒĢśņśĆļŗż. ņØ┤ ņ×ÉļŻīļź╝ ĒÖ£ņÜ®ĒĢśņŚ¼ ļ│Ė ļģ╝ļ¼ĖņŚÉ ņé¼ņÜ®ĒĢ£ ĒīīļØ╝ļ®öĒŖĖļ”Ł ņŖżĒä░ļööņØś Ļ░ü ņĪ░Ļ▒┤ņØĆ ņĢäļלņØś
Table 1(a), (b)ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ļæÉ Ļ░£ņØś ņ╣┤ĒģīĻ│Āļ”¼ļĪ£ ļČäļźśļÉ£ ņØ┤ņ£ĀļŖö ņāØņé░ ļ░Å ņłśņåĪņŚÉ ņé¼ņÜ®ļÉśļŖö ļØ╝ņØ┤ņĀĆļĪ£ Ļ░üĻ░üņØś ĒŖ╣ņ¦ĢņŚÉ ņØśĒĢ┤ ļæÉĻ╗ś ļ░Å ņ¦üĻ▓ĮņŚÉ ņ░©ņØ┤ļź╝ ļ│┤ņØ┤Ļ│Ā ņ׳ļŗż.
Table┬Ā1
Analytical case studies for parametric method
|
r/t |
Outer diameter (mm) |
|
203.2 |
254.0 |
304.8 |
|
Thickness (mm) |
16.51 |
6.15 |
- |
- |
|
25.40 |
4.00 |
|
35.56 |
2.86 |
|
16.51 |
- |
7.69 |
|
34.29 |
3.70 |
|
45.72 |
2.78 |
|
22.86 |
- |
6.67 |
|
31.75 |
4.80 |
|
48.26 |
3.16 |
|
(a) Production SCRs |
|
|
r/t |
Outer diameter (mm) |
|
406.4 |
508.0 |
609.6 |
|
Thickness (mm) |
25.40 |
8.00 |
- |
- |
|
31.75 |
6.40 |
|
39.37 |
5.16 |
|
27.94 |
- |
9.09 |
|
35.56 |
7.14 |
|
48.26 |
5.26 |
|
25.40 |
- |
12.00 |
|
35.56 |
8.57 |
|
48.26 |
6.32 |
|
(b) Export SCRs |
|
ļ│Ė ļģ╝ļ¼ĖņŚÉņä£ ņé¼ņÜ®ļÉ£ ņóģļ░®Ē¢ź ļ▓äĒŖĖ ņÜ®ņĀæ ĒīīņØ┤ĒöäņØś ļīĆĒæ£ņĀüņØĖ FEA ļ¬©ļŹĖņØĆ
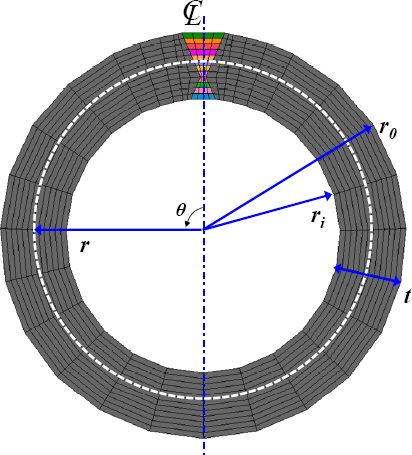
Fig. 2ņŚÉ ļéśĒāĆļéś ņ׳ļŗż. ņłśņ╣śĒĢ┤ņäØņŚÉņä£ generalized plane-strain ņÜöņåīļź╝ ņé¼ņÜ®ĒĢśņśĆņ£╝ļ®░, ĒīīļØ╝ļ®öĒŖĖļ”Ł ņŚ░ĻĄ¼ņŚÉņä£ ņé¼ņÜ®ļÉ£ ļ░śņ¦Ćļ”ä rĻ░ÆņØĆ
Fig. 2ņŚÉ ļéśĒāĆļé£ Ļ▓āņ▓śļ¤╝ ļé┤ļČĆļ░śĻ▓Į
ri ņÖĆ ņÖĖļČĆļ░śĻ▓Į
ro ļĪ£ ņĪ░ĒĢ®ļÉ£ ņżæĻ░ä ļæÉĻ╗śņØś ļ░śĻ▓ĮņØä ņé¼ņÜ®ĒĢśņŚ¼ ļéśĒāĆļé┤ņŚłļŗż.
Fig.┬Ā2
Representative FE analysis model
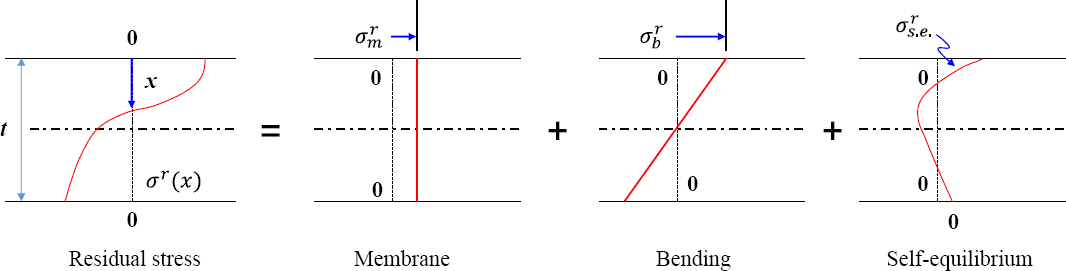
ĻĄ¼ņĪ░ļ¼╝ņŚÉņä£ ņÜ®ņĀæņŚÉ ņØśĒĢ£ ņ×öļźśņØæļĀźņØĆ ĻĘĖ ĻĄ¼ņĪ░ļ¼╝ņØś ļé┤ņŚÉņä£ ņ×Éņ▓┤ ĒÅēĒśĢņĪ░Ļ▒┤ņØä ņČ®ņĪ▒ĒĢ┤ņĢ╝ ĒĢ£ļŗż. ĒŖ╣Ē׳ SCRsĻ│╝ Ļ░ÖņØĆ ļæÉĻ╗śĻ░Ć ņØ╝ņĀĢ ņĀĢļÅä ņ׳ļŖö ĻĄ¼ņĪ░ļ¼╝ņØś Ļ▓ĮņÜ░, ļæÉĻ╗ś ļ░®Ē¢źņØś ņ×öļźśņØæļĀź ļČäĒżļŖö ļæÉĻ╗ś ļ░®Ē¢źņØś ļ®żļĖīļĀłņØĖ ņØæļĀź, ĻĄĮĒלņØæļĀź ĻĘĖļ”¼Ļ│Ā ņ×ÉĻĖ░ ĒÅēĒśĢļČäĒż ļśÉļŖö ņØ┤Ļ▓āļōżņØś ņĪ░ĒĢ®ņ£╝ļĪ£ ļéśĒāĆļé╝ ņłś ņ׳ļŗżĻ│Ā ņĢīļĀżņĀĖ ņ׳ļŗż. ņØ┤Ļ▓āņŚÉ ļīĆĒĢ£ ļÅäņŗØĒÖöĻ░Ć ņĢäļלņØś
Fig. 3ņŚÉ ņל ļéśĒāĆļéś ņ׳ļŗż.
Fig.┬Ā3
Residual stress decomposition in terms of through-thickness
ņØ┤ņĀä ņŚ░ĻĄ¼
7,8) ņŚÉ ļö░ļź┤ļ®┤, ĻĄ¼ņĪ░ļ¼╝ Ēīīļŗ© ĒÅēĻ░Ćņŗ£ Ēīīļŗ© ĻĄ¼ļÅÖļĀźņØĆ ņŻ╝ļĪ£ ļ¦ē ņä▒ļČä (
Žām)Ļ│╝ ĻĄĮĒל ņä▒ļČä (
Žāb)ņ£╝ļĪ£ ĻĄ¼ņä▒ļÉ£ļŗżĻ│Ā ļģ╝ņØśļÉśņŚłļŗż. ļö░ļØ╝ņä£ ņÜ®ņĀæņ×öļźśņØæļĀźņŚÉ ņØśĒĢ┤ ļ░£ĒśäļÉśļŖö ļæÉĻ╗ś ļ░®Ē¢źņØś ļ®żļĖīļĀłņØĖ ņä▒ļČäĻ│╝ ĻĄĮĒלņä▒ļČäņŚÉ ļīĆĒĢ£ ĒīīņØ┤ĒöäņØś Ļ░ü ļ░®Ē¢źļ│ä(Hoop, axial direction) ņ×öļźśņØæļĀźņØä ļČäņäØĒĢśĻ│Ā ņśłņĖĪĒĢśļŖö ņŚ░ĻĄ¼ļŖö ļ¦żņÜ░ ņżæņÜöĒĢśļŗżĻ│Ā ļ│╝ ņłś ņ׳ļŗż. ņØ┤ ņ×öļźśņØæļĀźņŚÉ ņØśĒĢ┤ ļæÉĻ╗ś ļ░®Ē¢źņ£╝ļĪ£ ļ░£ĒśäļÉśļŖö ļ¦ē ņä▒ļČä, ļ®żļĖīļĀłņØĖ ņä▒ļČä ĻĘĖļ”¼Ļ│Ā ņ×ÉĻĖ░ ĒÅēĒśĢļČäĒż ņä▒ļČäņØä ļŗżņØīņØś ņŗØ (1)ņŚÉ ļéśĒāĆļé┤ņŚłļŗż.
ņóģļ░®Ē¢ź ļ▓äĒŖĖ ņÜ®ņĀæļÉ£ Ļ│Ā ļ¦ØĻ░äĻ░Ģ(X120)ņØś SCRsņŚÉ ļīĆĒĢ£ Ļ░ü ļ░®Ē¢ź(Hoop and axial direction)ņŚÉ ļö░ļźĖ r/tņØś ņśłņĖĪ Ļ│ĄņŗØņØĆ ļ╣äņäĀĒśĢ FE ĒĢ┤ņäØņŚÉņä£ Ļ│äņé░ļÉ£ ļ¦ē ļ░Å ĻĄĮĒל ņØæļĀźņØä ņé¼ņÜ®ĒĢśņŚ¼ ĻĄ¼ĒśäĒĢśņśĆļŗż. ņØ╝ļ░śņĀüņ£╝ļĪ£ ĒīīņØ┤Ēöä Girth ņÜ®ņĀæņØś Ļ▓ĮņÜ░ r/t ļ╣äņ£©ņØĆ Ļ┤ĆĒåĄ ļæÉĻ╗śņŚÉņä£ ņ×öļźś ņØæļĀź ļČäĒżņØś ļ¦ē/ĻĄĮĒל ņØæļĀź ĻĄ¼ņä▒ ņÜöņåīļź╝ ņĀ£ņ¢┤ĒĢśļŖö ļ░śĻ▓Į ļ░®Ē¢ź ĻĄĮĒל Ļ░Ģņä▒ņØä ļéśĒāĆļéĖļŗżĻ│Ā ņĢīļĀżņĀĖ ņ׳ļŗż
5). ņØ┤ ļģ╝ļ¼ĖņŚÉņä£ Ļ┤Ćņŗ¼ņØä Ļ░Ćņ¦ĆļŖö
Fig. 2 ņÖĆ Ļ░ÖņØĆ ņóģ ļ░®Ē¢źņ£╝ļĪ£ ļ▓äĒŖĖ ņÜ®ņĀæļÉ£ ĒīīņØ┤Ēöä ņÜöņåīņØś Ļ▓ĮņÜ░, r/t ļ╣äņ£©ņØĆ ņøÉņŻ╝ ņÜ®ņĀæ ņłśņČĢņ£╝ļĪ£ ņØĖĒĢ£ ĒøäĒöä ļ░®Ē¢źņØś ņ×öļźś ņØæļĀź ļČäĒżņŚÉņä£ ļæÉĻ╗śļ░®Ē¢źņØś ĻĄĮĒל Ļ░Ģņä▒ļČĆļČäņØä ņĀ£ņ¢┤ļź╝ ĒĢ©ņŚÉ ņ׳ņ¢┤ ņ£Āņé¼ĒĢ£ ņŚŁĒĢĀņØä ĒĢ£ļŗżĻ│Ā ļ│╝ ņłś ņ׳ļŗż. ņŗżņĀ£ ņé¼ņÜ®ĒĢśļ®░ ņé¼ņÜ® Ļ░ĆļŖźĒĢ£ SCRs ļ▓öņ£ä ļé┤ņŚÉņä£ ņ┤Ø 18 Ļ░£ņØś ļØ╝ņØ┤ņĀĆ ņŗ£ņŖżĒģ£ņØä ņäĀĒāØĒĢśĻ│Ā
Table 1 (a), (b)ņŚÉ ļéśņŚ┤ļÉ£ ņ╝ĆņØ┤ņŖżļĪ£ ļ¦żĻ░£ ļ│Ćņłś ņŚ░ĻĄ¼ļź╝ ņłśĒ¢ēĒĢśņśĆļŗż.
2.2 ĒīīļØ╝ļ®öĒŖĖļ”Ł ņŚ░ĻĄ¼ ļ░Å Ļ│ĄņŗØĒÖö Ļ▓░Ļ│╝
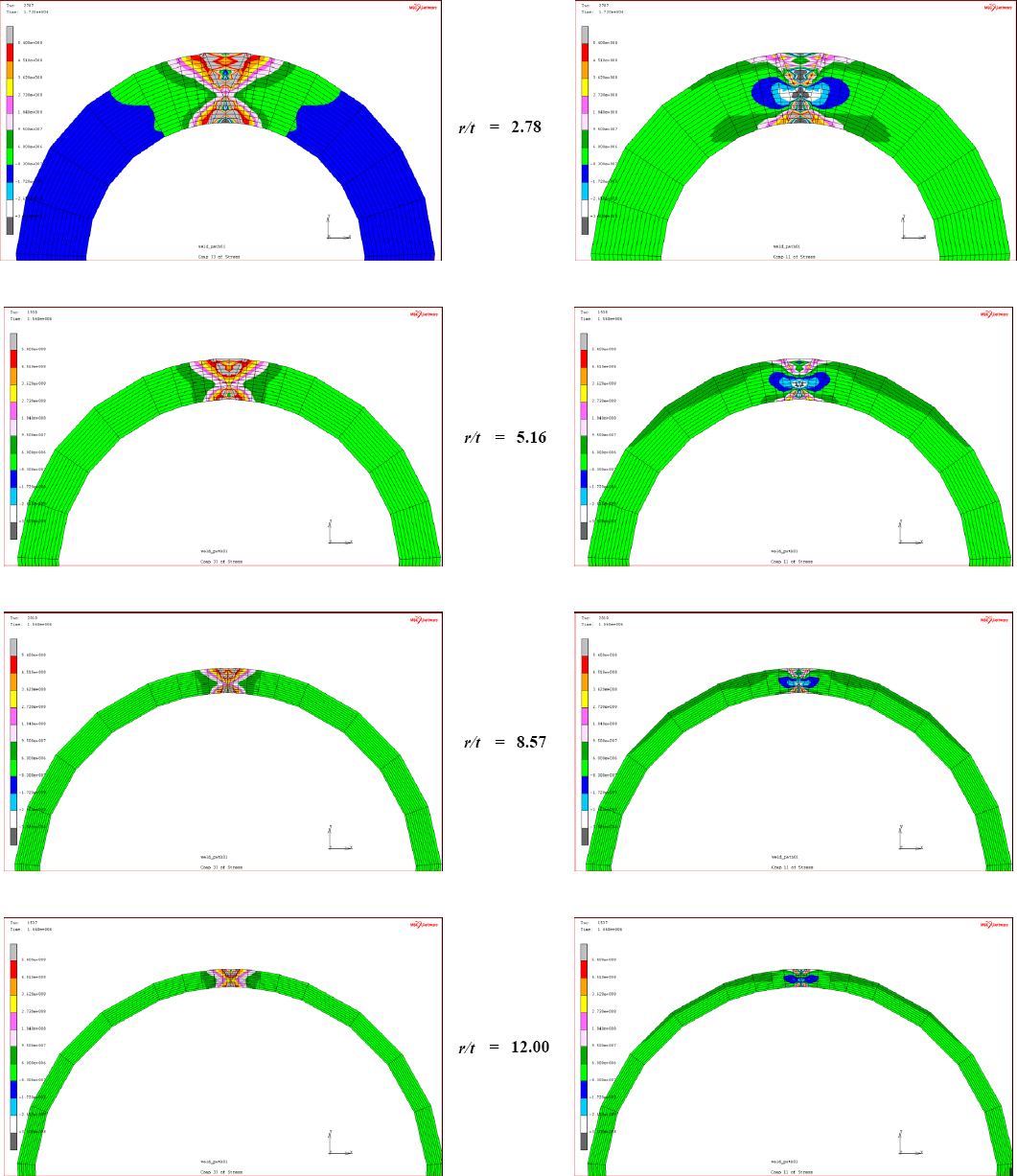
Fig. 4ļŖö ĒīīļØ╝ļ®öĒŖĖļ”Ł ņŚ░ĻĄ¼ņŚÉ ņØśĒĢ┤ ļÅäņČ£ļÉ£ ņ×öļźśņØæļĀź ĒĢ┤ņäØĻ▓░Ļ│╝ņØ┤ļŗż. ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ņé¼ņÜ®ļÉ£ r/t ĒīīļØ╝ļ®öĒä░ņØś ļ▓öņ£äĻ░Ć 2.86ņŚÉņä£ 12.0 ņé¼ņØ┤ņØ┤ļ®░ ĻĘĖ Ļ▓░Ļ│╝ļŖö ņĢäļלņØś
Fig. 4ņÖĆ Ļ░ÖņØ┤ ĒøäĒöä ļ░Å ņČĢ ļ░®Ē¢źņØś ņ×öļźś ņØæļĀźņØś ņĀäĒśĢņĀüņØĖ ļČäĒżļź╝ ļ│┤ņŚ¼ņżĆļŗż.
Fig.┬Ā4
Specimen after longitudinal butt welding
ļ│Ė ļģ╝ļ¼ĖņŚÉņä£ ņ×öļźśņØæļĀźņØś ĒŖ╣ņä▒ņØä ņל ļ¬©ņé¼ĒĢśĻĖ░ ņ£äĒĢ£ ĻĖ░ĒĢśĒĢÖņĀü ĒīīļØ╝ļ®öĒä░ļź╝ r/tņØś ļ╣äņ£©ļĪ£ ņĀĢņØśĒĢśĻ│Ā ņØ┤ Ļ░ÆņŚÉ ļīĆĒĢ£ ņ×öļźśņØæļĀźņØś ņśüĒ¢źņØä ļČäņäØĒĢśņśĆļŗż. ņØ┤ ĒīīļØ╝ļ®öĒä░ņØś ņśüĒ¢źņØä ņĀĢļ¤ēņĀüņ£╝ļĪ£ ĒÅēĻ░ĆĒĢśĻĖ░ ņ£äĒĢ┤ ĒīīņØ┤Ēöä Ēś╣ņØĆ ļØ╝ņØ┤ņĀĆ ļæÉĻ╗ś ļ░®Ē¢ź ņ×öļźśņØæļĀź ļČäĒżļź╝ ļ¦ē ņØæļĀź ļ░Å ĻĄĮĒל ņØæļĀźĻ░Æņ£╝ļĪ£ ļČäĒĢ┤ĒĢśņŚ¼ ļČäņäØĒĢśņśĆļŗż. ņÜ®ņĀæ ņżæņŗ¼ņäĀ (WCL, Welding Center Line)ņŚÉņä£ ņČöņČ£ļÉ£ ļČäĒĢ┤ļÉ£ ņ×öļźś ņØæļĀźņØĆ
Fig. 5 ņŚÉ Ēæ£ņŗ£ļÉśņ¢┤ ņ׳ņ£╝ļ®░ ņĀäņłĀĒĢ£ ļ░öņÖĆ Ļ░ÖņØ┤ ļ¦ē ļ░Å ĻĄĮĒל ņØæļĀźņ£╝ļĪ£ ļČäĒĢ┤ļÉĀ ņłś ņ׳ļŗż. ļČäņäØļÉ£ ņ×öļźśņØæļĀź ņśłņĖĪņŗØņØĆ ņé¼ņÜ®ļÉ£ ņ×¼ļŻīņØś ĒĢŁļ│Ą Ļ░Æ (ņĢĮ 540 MPa)ņ£╝ļĪ£ ņĀĢĻĘ£ĒÖöĒĢśņŚ¼ ļéśĒāĆļé┤ņŚłļŗż. ņØ┤ Ļ▓░Ļ│╝ļź╝ ļ░öĒāĢņ£╝ļĪ£ ņŗØ.(2)~(4)Ļ░Ć ļÅäņČ£ļÉśņŚłļŗż.
Fig.┬Ā5
Decomposed normalized residual stresses at WCL in the form of through-thickness membrane and bending as a function of r/t ratio
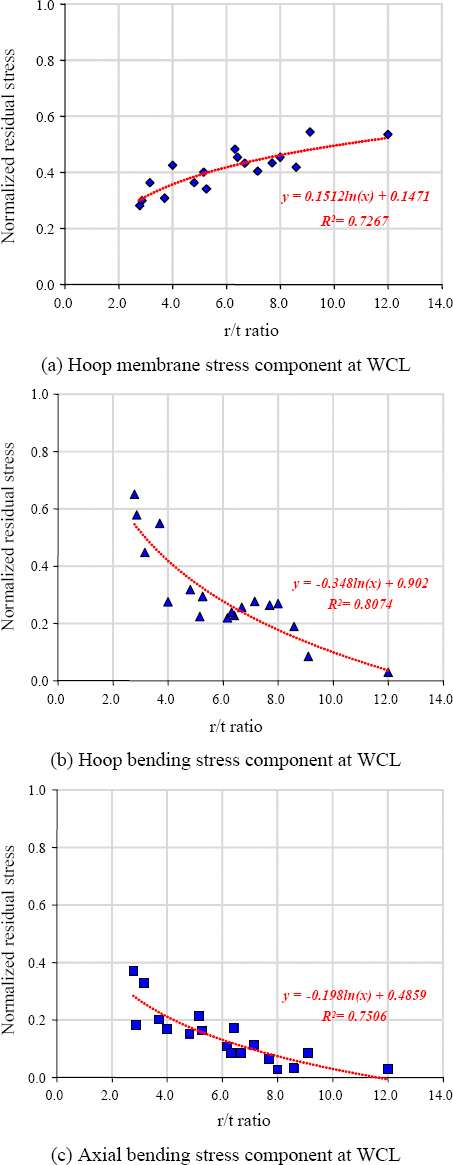
-ņÜ®ņĀæņżæņŗ¼ņŚÉņä£ ņøÉņŻ╝(Hoop) ļ░®Ē¢ź ļ¦ēņØæļĀź ņä▒ļČä
at 2 < r/t < 12
- ņÜ®ņĀæņżæņŗ¼ņŚÉņä£ ņøÉņŻ╝(Hoop) ĻĄĮĒלņØæļĀź ņä▒ļČä
at 2 < r/t < 12
- ņÜ®ņĀæņżæņŗ¼ņŚÉņä£ ņČĢ(Axial) ļ░®Ē¢ź ĻĄĮĒלņØæļĀź ņä▒ļČä
at 2 < r/t < 12
ņĀäļ░śņĀüņ£╝ļĪ£, ņøÉņŻ╝ļ░®Ē¢źņØś ĻĄĮĒלņä▒ļČäĻ│╝ ņČĢļ░®Ē¢źņØś ĻĄĮĒלņä▒ļČäņØś ņ×öļźś ņØæļĀźņØĆ r/t ļ╣äņ£©ņØ┤ ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ Ļ░ÉņåīĒĢśļŖö Ļ▓ĮĒ¢źņØä ļ│┤ņØ┤Ļ│Ā ņ׳ļŗż. ļ░śļīĆļĪ£, ņøÉņŻ╝ļ░®Ē¢źņØś ļ¦ēņØæļĀź ņä▒ļČäņØĆ r/t ļ╣äņ£©ņØ┤ ņ”ØĻ░ĆĒĢĀņłśļĪØ ļ»ĖņåīĒĢśĻ▓ī ņ”ØĻ░ĆĒĢśļŖö Ļ▓ĮĒ¢źņØ┤ ņ׳ļŖö Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņŚłļŗż.
ļśÉĒĢ£, ņøÉņŻ╝ ļ░®Ē¢źņØś ĻĄĮĒל ņä▒ļČäņØĆ ņČĢ ļ░®Ē¢ź ĻĄĮĒל ņä▒ļČäņŚÉ ļ╣äĒĢ┤ r/t ļ╣äņ£©ņŚÉ ļŹö Ēü¼Ļ▓ī ņØśņĪ┤ĒĢśļŖö Ļ▓āņ£╝ļĪ£ Ļ┤Ćņ░░ļÉśņŚłļŗż. ņØ┤ļŖö r/t ļ╣äņ£©ņØś ņśüĒ¢źņØä ļ░øļŖö ļ░śĻ▓Į ļ░®Ē¢ź ĻĄĮĒל Ļ░Ģņä▒ņ£╝ļĪ£ ņØĖĒĢ┤ ņŻ╝ļĪ£ ĻĄĮĒלĒśĢĒā£ņŚÉņä£ ņ×ÉĻĖ░ ĒÅēĒśĢ ĒśĢĒā£ļĪ£ ņøÉņŻ╝ ļ░®Ē¢ź ņ×öļźś ņØæļĀźņØ┤ ņØ┤ļÅÖĒ¢łņØä Ļ▓āņ£╝ļĪ£ ņČöņĀĢļÉ£ļŗż. ļ░śļīĆļĪ£ ņČĢ ļ░®Ē¢ź ĻĄĮĒל ņ×öļźśņØæļĀź ņä▒ļČäņØĆ r/t ļ╣äņ£©ņŚÉ Ļ┤ĆĻ│äņŚåņØ┤ ņČĢ ļ░®Ē¢źņØś ĻĖ░ĒĢśĒĢÖņĀü ņĀ£ņĢĮņŚÉ ņāüļīĆņĀüņ£╝ļĪ£ ņ×æņØĆ ņØśņĪ┤ņä▒ņØä Ļ░¢ļŖö Ļ▓āņ£╝ļĪ£ ļéśĒāĆļé¼ļŗż.
3. Ļ▓░ ļĪĀ
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņÜ®ņĀæ ņŚ┤ņøÉņØś ņĀĢļ░Ć ļ¬©ļŹĖņØä ņØ┤ņÜ®ĒĢ£ ņŚ┤-Ēāäņåīņä▒ ĒĢ┤ņäØņØä ņłśĒ¢ēĒĢśĻ│Ā ņØ┤ ĒĢ┤ņäØļČäņäØ Ļ▓░Ļ│╝ņØś ņĀĢĒÖĢņä▒ņØä ĒÖĢņØĖĒĢśĻĖ░ ņ£äĒĢ┤ ņĢ×ņäĀ ļģ╝ļ¼ĖņŚÉņä£ ĒÖĆ ļō£ļ”┤ļ¦ü ļ░®ļ▓ĢņØä ņé¼ņÜ®ĒĢ£ ņ×öļźś ņØæļĀź ņĖĪņĀĢņØä ņłśĒ¢ēĒĢśņśĆļŗż. ņØ┤ļź╝ ĒåĄĒĢ┤ ņĀ£ņĢłļÉ£ ĒĢ┤ņäØĻĖ░ļ▓ĢņØś ĒāĆļŗ╣ņä▒ņØä ĒÖĢņØĖĒĢśņśĆņ£╝ļ®░ ņØ┤ ĒĢ┤ņäØļ░®ļ▓ĢņØä ĒÖ£ņÜ®ĒĢśņŚ¼ ĻĄ¼ņĪ░ļ¼╝ Ēīīļŗ© ĒÅēĻ░Ćņŗ£ ņżæņÜöĒĢ£ ņØśļ»Ėļź╝ Ļ░Ćņ¦ĆļŖö ņøÉņŻ╝ ļ░Å ņČĢļ░®Ē¢ź ņ×öļźśņØæļĀź ņä▒ļČäņØä ņśłņĖĪĒĢĀ ņłś ņ׳ļŖö ņśłņĖĪņŗØņØä ņĀ£ņĢłĒĢśņśĆļŗż. ņ×öļźśņØæļĀź ņśłņĖĪņØĆ ņŗżņĀ£ ņĀüņÜ®ļÉśļŖö ļØ╝ņØ┤ņĀĆņØś ļæÉĻ╗ś ļ░Å ļ░śĻ▓ĮņØä ĒÖ£ņÜ®ĒĢ£ ĒīīļØ╝ļ®öĒŖĖļ”Ł ņŖżĒä░ļööļź╝ ĒåĄĒĢ┤ ņĀ£ņĢłļÉ£ ĒĢ┤ņäØĻĖ░ļ▓ĢņØä ņĀüņÜ®ĒĢśņŚ¼ ļÅäņČ£ļÉśņŚłļŗż. ņĄ£ņóģņĀüņ£╝ļĪ£ r/tļØ╝ļŖö ĒīīņØ┤Ēöä Ēś╣ņØĆ ļØ╝ņØ┤ņĀĆņØś ĻĖ░ĒĢśĒĢÖņĀü ļ│Ćņłśļź╝ ĒåĄĒĢ┤ ņĢäļלņØś Ļ▓░ļĪĀņØä ņ¢╗ņØä ņłś ņ׳ņŚłļŗż.
1) ĒĢ┤ņ¢æĻĄ¼ņĪ░ļ¼╝ ļØ╝ņØ┤ņĀĆ ĒśĢĒā£ņØś ņøÉĒåĄĒśĢ ĻĄ¼ņĪ░ļ¼╝ Ēīīļŗ© ĒÅēĻ░Ćņŗ£ ņżæņÜöĒĢ£ ņØśļ»Ėļź╝ Ļ░Ćņ¦ĆļŖö ņ×öļźśņØæļĀźņØś Ļ▓ĮĒŚśņĀü Ļ│ĄņŗØņØä ļÅäņČ£ĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ņŗżņĀ£ ņé¼ņÜ®ļÉśļŖö ļØ╝ņØ┤ņĀĆņØś ņé¼ņØ┤ņ”ł ļČäņäØņØä ĒåĄĒĢ┤ ņ┤Ø 18Ļ▒┤ņØś ļ¦żĻ░£ ļ│Ćņłś ņŚ░ĻĄ¼Ļ░Ć ņłśĒ¢ēļÉśņŚłļŗż.
2) ļ¦żĻ░£ ļ│Ćņłś ņŚ░ĻĄ¼ļź╝ ĒåĄĒĢ┤ ņøÉņŻ╝ļ░®Ē¢źņØś ļ¦ēņØæļĀź, ĻĄĮĒלņØæļĀź ņä▒ļČäņØś ņ×öļźśņØæļĀź ņśłņĖĪņŗØņØä ļÅäņČ£ĒĢśņśĆņ£╝ļ®░ ļŹöļČłņ¢┤ ņČĢļ░®Ē¢źņØś ĻĄĮĒלņØæļĀź ņä▒ļČäņØś ņ×öļźśņØæļĀź ņśłņĖĪņŗØņØä Ļ▓░ņĀĢĒĢĀ ņłś ņ׳ņŚłļŗż. ļÅäņČ£ļÉ£ ņ×öļźśņØæļĀź ņśłņĖĪ Ļ│ĄņŗØņØĆ Ē¢źĒøä ņóģļ░®Ē¢ź ļ▓äĒŖĖ ņÜ®ņĀæļÉ£ ļØ╝ņØ┤ņĀĆņØś ĻĄ¼ņĪ░ ņĢłņĀĢņä▒ ļ░Å ņĀüĒĢ®ņä▒ņØä Ļ▓░ņĀĢĒĢśĻĖ░ ņ£äĒĢ£ ņ×ÉļŻīļĪ£ ļ¦ÄņØĆ ļÅäņøĆņØä ņżä Ļ▓āņØ┤ļØ╝ ĒīÉļŗ©ļÉ£ļŗż. ņØ┤ļź╝ ĒåĄĒĢ┤ ĒĢ┤ņ¢æĻĄ¼ņĪ░ļ¼╝ņŚÉņä£ Ļ│Āļ¦ØĻ░äĻ░ĢņØ┤ ņĀüņÜ®ļÉ£ ņŗ¼ĒĢ┤ ĒīīņØ┤Ēöä ļ░Å ļØ╝ņØ┤ņĀĆ ņŗ£ņŖżĒģ£ņØś ņäżĻ│ä ļ░Å ņÜ┤ņśüņŚÉ ņ׳ņ¢┤ Ēø©ņö¼ ļŹö ļäōņØĆ ļ▓öņ£äņØś r/tņŚÉ ļīĆĒĢ£ ņ×öļźśņØæļĀź ĒöäļĪ£ĒīīņØ╝ ņĀĢļ│┤ ņāØņä▒ ņŗ£ ĒÜ©Ļ│╝ņĀüņØĖ ĒöäļĀłņ×ä ņøīĒü¼ļź╝ ņĀ£Ļ│ĄĒĢĀ Ļ▓āņØ┤ļŗż.



 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



