1. Introduction
Additive manufacturing (AM) offers the economic benefit of no waste of unnecessary material and enabling complex shapes to be formed relatively easier, as compared to traditional subtractive manufacturing. Consequently, many studies have been conducted on applying AM as industrial manufacturing technique, while AM is already being applied to manufacture some products. Moreover, AM technology using various functional metallic materials is being actively researched owing to less material used and alloyability
1).
Metal 3D printing techniques used for AM using metallic materials include powder bed fusion (PBF), binder jetting, and direct energy deposition (DED). Of these, DED not only makes it easy to manufacture large parts, but it can also be easily integrated as tooling in machine tools, such as conventional machining center tooling (MCT). Accordingly, applied technologies are being developed in various industries, including die and mold, automotive, and aerospace
2). With fuel nozzles from GE Aviation, which began mass production using AM technique exclusively, the reliability of applying manufacturing technique using metal 3D printing has gradually increased within the industry. In particular, DED technique is used for partial tooling, not for outputting the entire product shape, but for partial repair of airplane parts or die/mold products
3-6).
Unlike other deposition methods, DED has a high uncertainty for closure to external environment due to shielding by shield gas in the deposition sections where phase transition of the material takes place, while also being exposed to outside air. Moreover, the method of feeding the powder material to the melting pool is more dynamic than PBF or binder jetting and positional changes may occur according to the spatial movement of the tool and design shape. Therefore, because of many variable conditions, reliability and repeatability of printed products still need improvement. To determine the printing characteristics according to laser process parameters, which are limiting parameters of energy portion within the tooling part of DED, the present study experimentally evaluated the influence on tensile strength, which represents the mechanical properties and cross-sectional characteristics of printed products. The study aimed to use the findings to present laser process parameters for AM that are suitable for DED process and determine the influence on various metal powders through continued research to improve the mechanical performance of products manufactured via AM using DED technique.
2. Materials and Methods
2.1 Materials
The material used in the present study was stainless steel (STS304L; 45~150 ŃÄø in size) that was manufactured via gas atomization. STS304L is an ultra-low carbon steel, which has excellent intergranular corrosion resistance in welded state and high temperature strength. Accordingly, it is a material that is universally used for manufacturing parts that are difficult to heat treat, heat-resistant parts, and equipment in chemical, coal, and petroleum industries that require high intergranular corrosion resistance. The present study used such material with high utilization to investigate the deposition performance, meaning the cross-sectional characteristics, according to the process parameters of laser AM. The chemical and physical properties of the metal powder used in the study were as shown in
Tables 1 and
2 and
Figures 1 and
2. The base used in the experiment was dissimilar carbon steel (S45C), which was W100 ├Ś D50 ├Ś H10 (mm) in size.
Table┬Ā1
Chemical composition of the STS304L metal powder(wt.%)
|
Elements |
C |
Mn |
P |
Si |
Ni |
Cr |
Mo |
S |
Fe |
|
Component specification |
0.03 |
0.5 |
0.045 |
1.00 |
12.5~14 |
16~18 |
2.0~3.0 |
0.030 |
Bal |
|
STS304L |
0.019 |
0.1 |
0.02 |
0.83 |
13.1 |
17.2 |
2.05 |
0.030 |
Bal |
Table┬Ā2
Physical characteristics of the metal powder
|
Type |
Size(╬╝m) |
Apparent density (g/cm3) |
Flow rate (sec/50g) |
|
STS304L |
45~150 |
4.15 |
13.06 |
Fig.┬Ā1
SEM shape image of 45~150 ŃÄø the metal powder
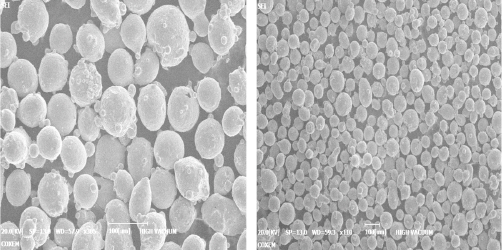
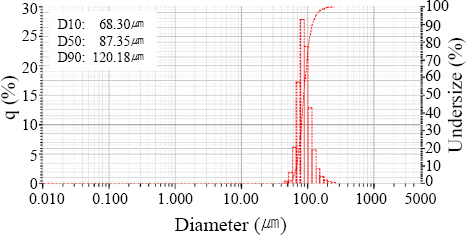
Fig.┬Ā2
Particle size distribution of 45~150 ŃÄø the metal powder
2.2 Methods
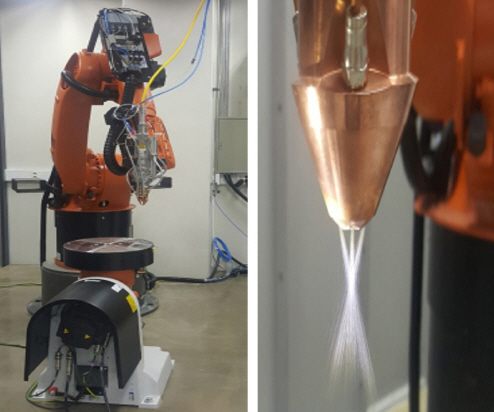
The DED robot system shown in
Fig. 3 (ROBOLASER, OR Laser, Germany) was used to conduct the deposition experiment using DED. The distance between the base and tool was set to 16 mm, which is the position of the focus. Meanwhile, the laser beam size was 1 mm. The other process parameters, as shown in
Table 3, were 1070 nm range, laser output power, laser header moving speed, powder feeding rate, and carrier gas flow rate.
Fig.┬Ā3
DED robot system(ROBOLASER)
Table┬Ā3
|
Method\ Parameter |
DED |
|
Laser header moving speed |
600, 900 mm/min |
|
Laser output power |
500, 700, 900 W |
|
Powder feeding rate |
3, 6 g/min |
|
Carrier gas flow rate |
2, 4, 6, 8 l/min |
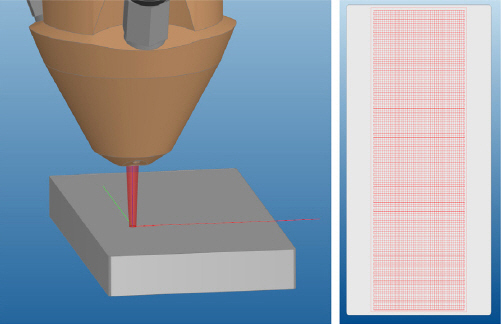
As shown in
Fig. 4, the shape of the deposition model used in the experiment was designed to a size of W100 ├Ś D35 ├Ś H10 (mm), which was a suitable size to be used as tensile sample for the experiment on the evaluation of tensile strength, which is a mechanical performance indicator. SKM DCAM
7), a computer-aided manufacturing (CAM) software, was used for the tooling path for the sample model that had been designed and deposition process parameters were applied as shown in
Table 4.
Fig.┬Ā4
Tensile strength part tool path used with SKM DCAM
7)
Table┬Ā4
DED Process parameter of tensile strength part
|
Method /Parameter |
DED |
|
Laser header moving speed |
600 mm/min |
|
Laser output power |
700 W |
|
Powder feeding rate |
6 g/min |
|
Carrier Gas flow rate |
2 l/min |
Based on data derived from a previous experiment, the deposition process parameters for the tensile strength experiment sample were set to laser output power of 700 W, laser header moving speed of 600 mm /min, powder feeding rate of 6 g/min, and carrier gas flow rate of 2
l/min in consideration of deposition time, efficiency, and minimal damage to the base material. The direction of deposition was designed relative to X-Y axes. To fabricate the sample for tensile strength testing that meets the ASTM E8/E8M standard, the deposition product was prepared to a size of W100 ├Ś D35 ├Ś H10 (mm). To increase the data reliability, three flat dog bone shaped samples were used to conduct tensile strength tests in a tensile test machine (ST1001, SALT, South Korea)
8).
For observation of the cross-sectional characteristics of the deposition product, the printed products were etched using 5% Nital etchant and cross-sectional imaging was performed using an optical microscope (IX70, OLYMPUS, Japan)
9).
3. Results and Discussion
3.1 Evaluation of deposition performance by laser header moving speed
For the evaluation, the experiment was conducted by altering the process parameters presented in
Table 1 with tool moving speed, which is the actual machining speed, fixed at 600 and 900 mm/min.
Fig. 3 shows the cross-sectional measurements for the experimental products.
The results of deposition experiment according to process parameters showed that deposition height increased as the powder feeding rate increased. Moreover, increase in laser output power showed increase in heat affected zone (HAZ) and dilution rate.
Fig. 4 shows the results of experiment performed with the laser header moving speed set to 900 mm/min and using the same process parameters. With respect to the influence of speed at different conditions, the results commonly showed clear decrease in deposition and HAZ heights as compared to the speed of 600 mm/min. However, changes in output energy and feeding gas tended to be similar at both speeds.
At powder feeding rate of 3 g/min, the appearance of cross-section that forms the melting pool appeared differently according to laser output power. At 500W, increase in gas feeding rate resulted in decreased deposition height and cross-sectional shapes with irregular dilution rate. It was determined that laser output power was lower than powder feeding rate. At 700W and 900W, deposition height decreased as the carrier gas flow rate increased, while dilution rate cross-sectional shape appeared to be regular.
At powder feeding rate of 6 g/min, the results also showed that cross-sectional appearance varied according to laser output power. At 500W, the deposition cross section showed almost no dilution with the base material due to low output relative to powder feeding rate. Moreover, the deposition height tended to decrease from 2l/min and above at 700W and from 4l/min and above at 900W. In other words, when 900W was used, deposition efficiency was poor at carrier gas flow rate of Ōēź4l/min.
3.2 Discussion of experiments according to depo-sition process parameters
Fig. 5 shows graphs of deposition heights of metal powder (STS304L) at laser header moving speed of 600 and 900 mm/min with varying deposition process parameters.
Fig.┬Ā5
Cross-section of deposition by laser header moving speed and powder feeding rate
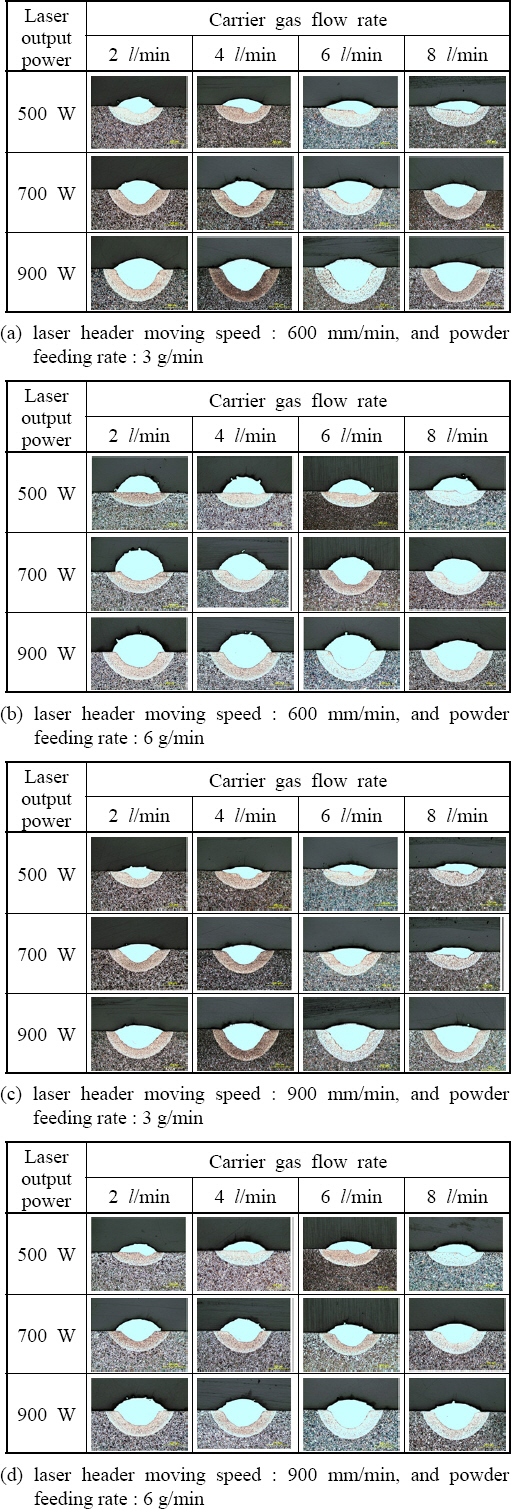
As shown in the figure, the deposition experiments according to process parameters showed that deposition height increased as the powder feeding rate increased. Increase in base material collision speed due to increase in flow rate and resulting increase in powder scattering caused decrease in the actual deposition height.
At 900 mm/min, the results for powder feeding rate of 3 and 6 g/min showed similar tendency as those of laser header moving speed of 600 mm/min, and overall, deposition height tended to decrease.
Fig. 7 shows the graphs of dilution rate of metal powder (STS304L) at laser header moving speed of 600 and 900 mm/min with varying deposition process parameters.
Fig.┬Ā6
Comparison of deposition height by Laser header moving speed and powder feeding rate

Fig.┬Ā7
Schematic view of the cross section of a clad track
10)
Dilution rate, which is defined as the mixture ratio between the base material and deposited metal powder, can be calculated by the equation shown below
10).
Here, A
c is the upper deposition area of substrate surface; h
c is the height; w
c is the width; A
mix is lower mixed area of substrate surface; and h
mix is the height (
Fig. 7).
Based on this, the present study showed the analysis results from substituting the cross-sectional analysis data according to varying deposition process parameters into Eq. (1).
Generally, low dilution rate is associated with failure of base material and deposition interface and quality degradation, whereas high dilution rate is associated with decrease in deposition rate relative to powder feeding rate.
At powder feeding rate of 3 g/min and laser output power of 500W, dilution rate became more irregular with increase in carrier gas flow rate. At 700W and 900W, dilution rate tended to increase as carrier gas flow rate increased.
At powder feeding rate of 6 g/min, the carrier gas flow rate tended to increase up to 6l/min and decreased at 8l/min when the laser output power was set to 500W and 700W. When the laser output power was set to 900W, the dilution rate increased as the carrier gas flow rate increased, which was determined to be the result of powder feeding rate relative to output being low up to carrier gas flow rate of 9l/min.
Accordingly, the most efficient parameters were determined to be powder feeding rate of 6 g/min, laser output power of 700W, and carrier gas flow rate of 2l/min, which showed low dilution rate and high deposition height.
3.3 Results and discussion of experiments according to tensile strength part
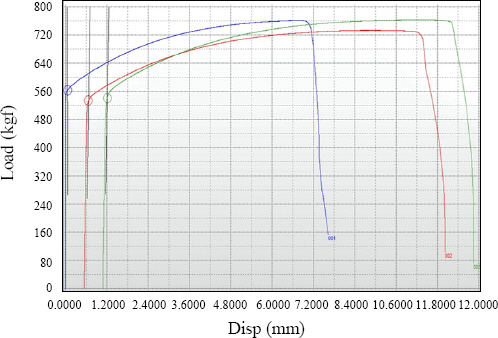
The results from the tensile strength test showed approximately 624 MPs, which was slightly higher than 480 MPa of conventional casting product
11). It was determined that such results were due to the fact that DED process involved repeated deposition, layer by layer, and had a relatively smaller melting pool than conventional casting products, and as a result, the mixture area of STS304L (austenite stainless steel) ferrous alloy (dilution) cooled faster, which in turn improved tensile strength due to formation of micro grains
12).
Fig.┬Ā8
Comparison of dilution height by Laser header moving speed and powder feeding rate
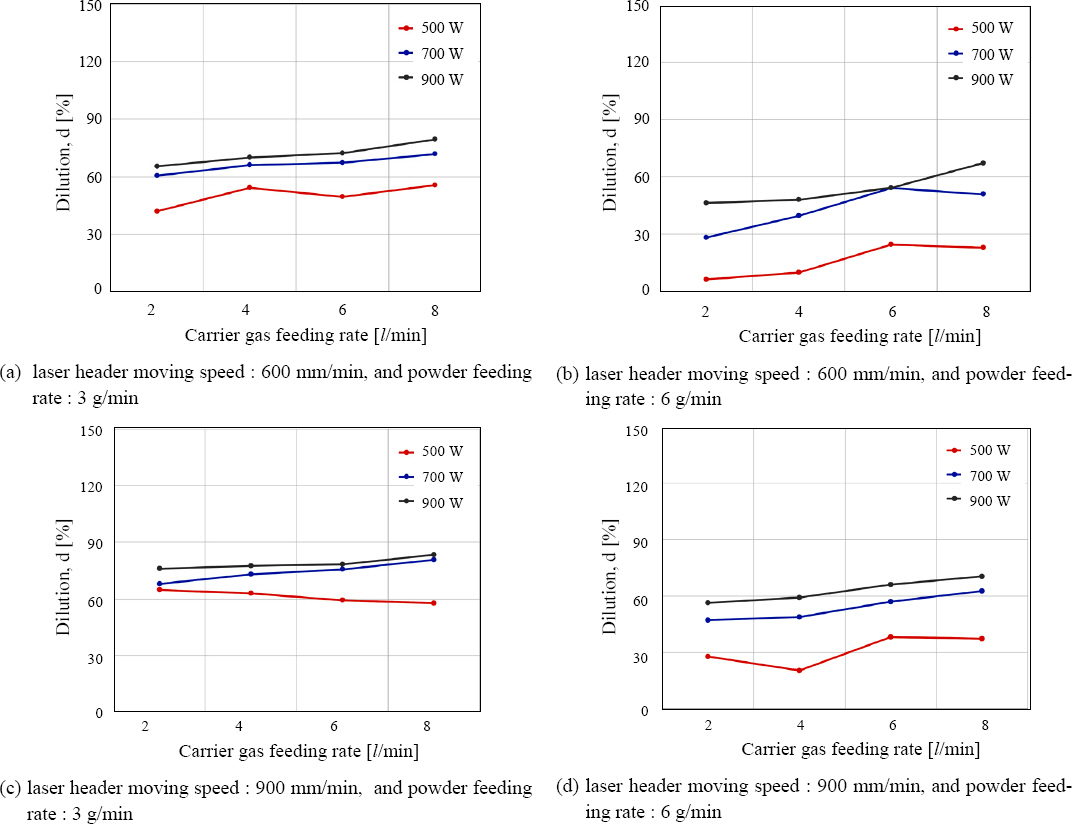
Fig.┬Ā9
Fractured shape of tensile test coupons
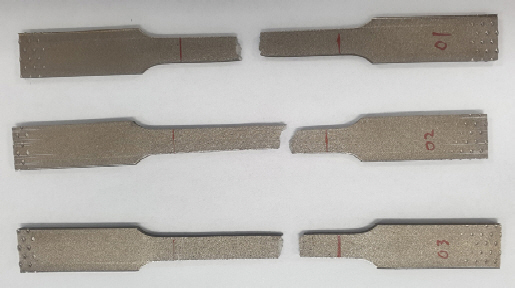
Fig.┬Ā10
Fractured feature of tensile test coupons
4. Conclusions
In the AM experiments on STS304L metal powder samples according to laser deposition process parameters, the influence of varying process parameters (laser output power, gas flow rate, powder feeding rate, and laser header moving speed) on the base and deposition was evaluated. The results were as follows:
1) In the experiment on the cross section of deposition samples according to laser output power, the results showed differences in deposition height and dilution rate. Considering the dilution rate and deposition height, 500W was found to be most efficient.
2) Deposition height increased as powder feeding rate increased, but with respect to deposition efficiency relative to powder feeding rate, low amount of powder consumed (6 g/min) was found to be suitable.
3) Deposition height decreased as carrier gas flow rate increased and deposition heights at 2Ōł╝4l/min were similar. Considering deposition efficiency, 2l/min was determined to be the optimal condition.
4) In the comparison of deposition height according to laser header moving speed, powder feeding rate of 3 and 6 g/min showed similar tendencies, while the overall deposition height tended to decrease as the moving speed increased.
5) Conventional STS304L casting products have a tensile strength of 480 MPa, while deposition products manufactured by metal 3D printing using DED technique showed a higher tensile strength of 624 MPa.
Acknowledgement
The present study was supported by the industrial infrastructure program of laser industry (Grant No. N0000598) Supervised by the MOTIE (Ministry of Trade, Industry, and Energy) and ŌĆ£Development of monitoring technique and software for improving quality of DED and PBF metal 3D printing process (Grant No. 2019-0-01692)ŌĆØ Supervised by the MSIT (Ministry of Science and ICT).
References
2. A. Saboori, A. Aversa, G. Marchese, S. Biamino, M. Lo- mbardi, and P. Fino, Application of Directed Energy Deposition-Based Additive Manufacturing in Repair,
Appl. Sci. 9(2019) 3316ŌĆō3342.
https://doi.org/10.3390/app9163316
[CROSSREF] 3. C. Y. Kim, J. S. Kim, H. L. Lee, M. K. Park, S. W. Kim, S. S. Shin, J. H. Hwang, and H. D. Kim, Effect of Laser Power Feedback Control on Mechanical Properties of Stainless Steel Part Built by Direct Energy Deposition,
J. Weld. Join. 38(2) (2020) 197ŌĆō202.
https://doi.org/10.5781/JWJ.2020.38.2.10
[CROSSREF] 4. J. H. Hwang, S. S. Shin, J. H. Lee, G. I. Jung, S. W. Kim, and H. D. Kim, A Study on Surface and Cross-section Properties Depending on the Process Parameters of Laser Deposition with Metal Powder(SUS316L and IN718),
J. Weld. Join. 35(3) (2017) 28ŌĆō34.
https://doi.org/10.5781/JWJ.2017.35.3.5
[CROSSREF] 5. C. Atwood, M. Ensz, D. Greene, M. Griffith, L. Harwell, D. Reckaway, T. Romero, E. Schlienger, and J. Smugeresky. Laser engineered net shaping (LENSTM), a tool for direct fabrication of metal parts. Proceedings of the ICALEO 1998; Orlando, FL, USA: (1998), p. 48ŌĆō56
8. ASTM E8/E 8M-08, Standard Test methods for Tension Testing of Metallic Materials, American Society for Testing and Materials (ASTM). (2018)
10. S. S. Shin, J. H. Lee, G. I. Jung, J. H. Hwang, S. W. Kim, and H. D. Kim, Effect of Laser Beam Spot Size and Process Parameters on the Cross Section of SUS316L Part using DED(Directed Energy Deposition),
J. Weld. Join. 37(5) (2019) 508ŌĆō513.
https://doi.org/10.5781/JWJ.2019.37.5.11
[CROSSREF]



 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



