


1. Introduction
The spread of electric and hybrid vehicles is accelerating1), with research for enhancing the mileage per charge being strategically conducted by increasing battery density and efficiency. In battery assembly, a large number of battery cells are connected through tabs or bus-bars, and aluminum and oxygen-free copper are selectively applied according to the type of polarity2,3). Joining processes like electric resistance welding, ultrasonic welding, laser welding, and mechanical fastening 4-6) are used to connect the battery tabs or the lead and tab. Among them, ultrasonic welding is typically used when connecting 30-50 sheets of ultra-thin plates. It has low dependence on the materials and can secure large bonding joints in a short duration, since ultrasonic welding is a solid-state welding technique. Ultrasonic welding proceeds through the steps of clamping, vibration, and unloading, as shown in Fig. 1. Indentations formed by the applied pressure and vibration of the process affect joint strength and fracture location7). Particularly, the shape of the horn and anvil affects the joint quality because it directly contacts the substrate7-10). This study investigates the change in indentations according to welding variables and analyzes the correlation between welding variables and indentation depth. This study also attempts to predict the maximum theoretical fracture strength.
Fig.┬Ā1
Steps in the ultrasonic welding process: (a) Clamping, (b) Vibration and welding, (c) Holding, and (d) Unloading7)

2. Experimental Method
Overlapping plates of 0.2 mm thick non-coated C1020 and Al1050 material were ultrasonically welded. The C1020 showed an average tensile strength of 461 MPa, and the Al1050-H18 was 181 MPa. As shown in Fig. 2 (a), the materials were machined to a width of 50 mm and a length of 80 mm. The copper material was placed on the top, and the aluminum was placed at the bottom. The overlap length was 25 mm. The knurl of the anvil and horn had a height of 0.22 mm. Figs. 2 (b) and (c) show the experimental equipment and dimensions of the horn and anvil, respectively.
Fig.┬Ā2
Experimental set up. (a) Schematic diagram of fabricated sample, (b) Images of used ultrasonic welding machine, and (c) Designs of horn and anvil

Welding time, clamping pressure, and amplitude were varied as shown in Table 1 to investigate the influence of these process variables on indentation formation. An optical microscope was used to measure the width and length of the surface indentation formed after ultrasonic welding, and indentation depth was quantified via cross- sectional analysis and a non-contact three-dimensional measuring machine. At least six pieces of data were derived from the fabricated specimens and were averaged to present the width, length, and indentation depth. A tensile-shear test was performed with a head speed of 3 mm/min, and the results were presented as averages of the three specimens for each condition.
3. Experimental results and discussion
3.1 Change in indentation shape with experimental variables
The shape of the indentation on the contact surface of the material and ultrasonic tool changed in accordance with the experimental variables. Fig. 3 shows the indentation images with different welding times at a clamping pressure of 0.4 MPa and amplitude of 24 ╬╝m. At short welding time condition, the indentations in the oxygen-free copper surface exhibited were relatively longer in the transverse direction due to transverse vibration. However, as time progressed, the lengths in the longitudinal and transverse directions became similar. In contrast, the aluminum surface indentations exhibited no large changes in shape after 0.25 s. As the horn and anvil have a quadrangular pyramid shape, the surface indentation area has a tendency to increase in proportion to the square of the indentation depth (Fig. 4).
Fig.┬Ā3
Images of surface appearance corresponding to the welding time and substrates. The specimens were fabricated under a force of 0.4 MPa and amplitude of 24 ╬╝m

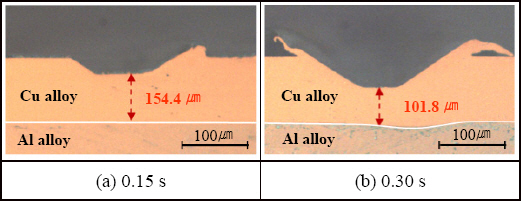
Fig.┬Ā4
Macro-sectional images of the ultrasonic welds at differential welding times. (a) 0.15 s, and (b) 0.30 s (fixed welding condition; force of 0.2 MPa and amplitude of 33 ╬╝m)
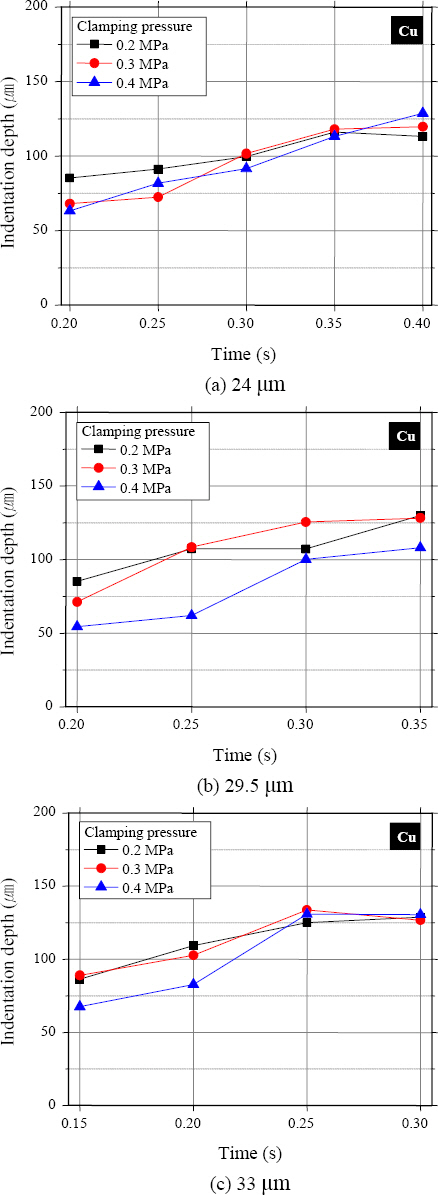
The change in indentation depth in accordance with welding variables is summarized in Figs. 5 and 6. As shown in Fig. 5, the indentations formed on the oxygen-free copper surface were approximately 60 ╬╝m for short welding time but increased to 120 ╬╝m for longer time. In addition, indentations were deep even for short welding times as the amplitude increased. However, the effect of clamping pressure on indentation depth was unclear, although the indentations were expected to be deeper for increasing pressures. At a force of 0.4 MPa and amplitude of 29.5 ╬╝m, the indentation depth was shallow compared to that at low pressure conditions. This proves that the increasing pressure enhanced the frictional force between the tool and substrate. Therefore, the applied external force was exhausted and the force transfer in the thickness direction was insufficient. On the other hand, changes in indentation depth on the aluminum substrate surface could be neglected, except for an amplitude of 24 ╬╝m as shown in Fig. 6. In most cases, the indentation depths converged to approximately 110 ╬╝m.

3.2 Change in joint strength according to experimental variables
In general, mechanical properties are affected by welding variables such as clamping pressure, welding time, and vibration width. As shown in Fig. 7, the fracture strength tended to increase with an increase in welding time, and higher strengths were measured under large amplitudes even for shorter welding times. However, the effect of clamping pressure on strength was not clear. This trend matched the changes in indentation depths formed on the oxygen-free copper surface shown in Fig. 5.
Fig.┬Ā7
Measured tensile-shear load according to the welding variable. At amplitude of (a) 24 ╬╝m, (b) 29.5 ╬╝m, and (c) 33 ╬╝m
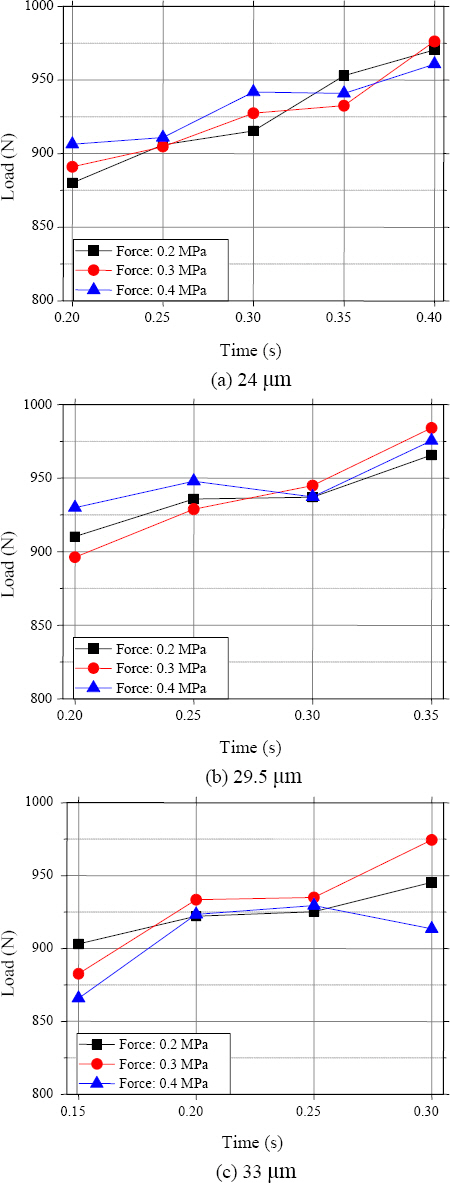
The frictional heat generated at the contact interface and the pressure of the horn/anvil penetrating the substrate are the driving forces that generate a bond in ultrasonic welding. As the aluminum indentations were similar under all conditions, the increase in strength can be attributed to the change in penetration depth in oxygen-free copper.
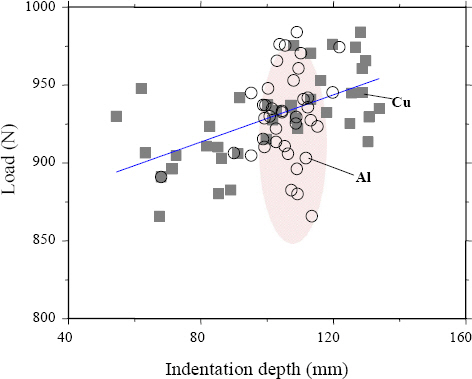
Fig. 8 shows the correlation between the joint fracture strength and indentation depth. Though the indentation depth on the aluminum substrate was relatively constant, the fracture strength greatly varied. This indicated that the indentation depth on the aluminum substrate is independent of changes in strength. In contrast, the fracture strength tended to increase as the indentation formed on the oxygen-free copper substrate deepened.
3.3 Prediction of theoretical fracture strength
According to the tensile-shear test on the ultrasonically welded dissimilar joint specimen, fractures occurred along the indentation boundary in the aluminum substrate, as shown in Fig. 9. This is due to the low strength of aluminum and the stress concentration formed by knurl penetrates, since fracture typically occurs in the most vulnerable areas.
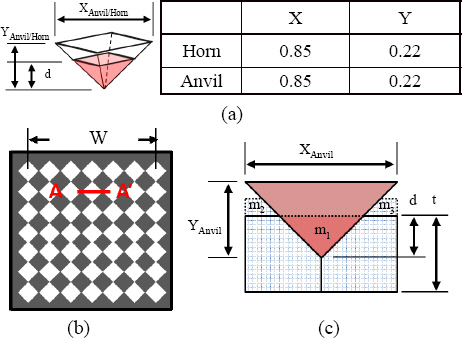
The principle of conservation of energy dictates that mass must be conserved during the welding process. Therefore, the volume that the knurl penetrates into the substrate (m1) must equal the amount pushed out to the around (m2+m3) (Fig. 10(c)). It means that there is no loss of cross-sectional area regardless of penetration depth of knurl. As a result, when the space between the knurls is completely filled, the penetration depth no longer increases and converges to a certain value, as measured above.
Fig.┬Ā10
(a) Definition of knurl dimension, (b) schematic diagrams of indentation mark, and (c) sectional images indicated in Fig. 10(b) (where t is thickness of substrate, d is indentation depth, W is effective width, X and Y is dimensions of horn and envil)
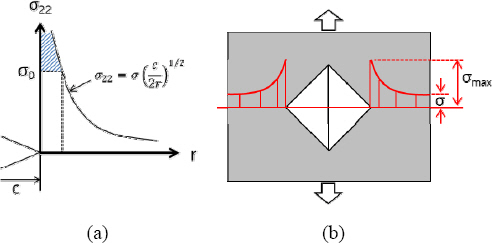
Because the stress is concentrated at the tip of the knurl, a cold-lapped (unbonded) joint interface can form next to the knurl, and act as a crack tip inside the joint11). In addition, the indentation boundary of the fracture, which is an interface contiguous with the unjointed part, can be treated as a sharp crack tip. Plastic deformation commonly occurs even at low stresses near crack tips. This is called fracture toughness (Fig. 11). A concentrated stress near the knurl can be expressed as in Eq. 112,13). Since it has a wide bonding interface compared to its thickness, a plane stress condition can be assumed. The above assumption justifies the summarization shown in Eqs. 2 and 3 (where ╬Ė = 0). It means that when the material is locally under tension, it can undergo plastic deformation at less than 70% of the base material strength. The measured fracture strength was 900-950 N, which is 62-65% of the tensile strength of aluminum substrate, and similar to the value predicted by the equation.
Fig.┬Ā11
(a) Definition of dimension, (b) Schematic diagrams of indentation mark, and (c) Sectional images indicated in Fig. 10
While some studies have reported that physical properties change due to indentation deformation, no singularity could be found based on the hardness test in the experiment (Fig. 12). Some differences are predicted in accordance with the material used or degree of hardening. Deformation hardening under the indentation is important because the indentation acts as a path of the fracture. If a hardness change has occurred, it is necessary to modify ŽāBM in Eq. 3 considering the changes in hardness under the indentation.

4. Conclusions
This study investigated the effect of process variables on the formation of indentations in an ultrasonic welded aluminum/oxygen-free copper dissimilar joint and suggested the theoretical maximum fracture strength. A non-contact measuring device was used to digitize the indentation depth. The results confirmed that the indenta- tion depth converged to a certain value due to the knurl height.
The indentation depth in the oxygen-free copper surface increased proportionally with the welding time, and the fracture strength also tended to increase. Fractures occurred at the indentation boundary of the aluminum substrate having low fracture toughness.
Ultrasonic welding has characteristics that makes it possible to avoid the formation of intermetallic compounds between two substrates. However, it is necessary to design the safety factor in consideration of fracture toughness and the fracture path.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



