


1. Introduction
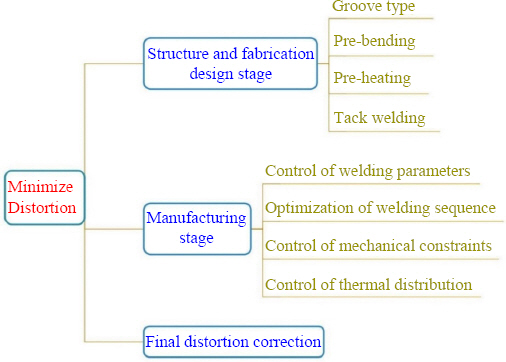
2. Distortion control in the design stage
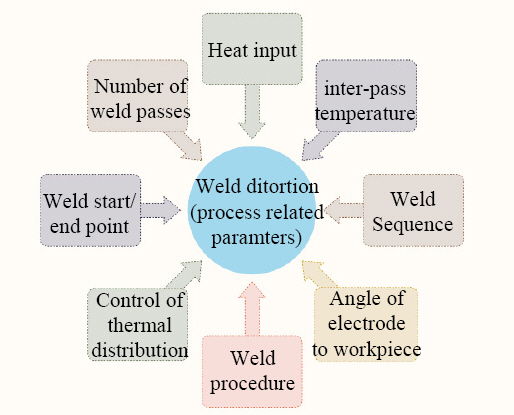
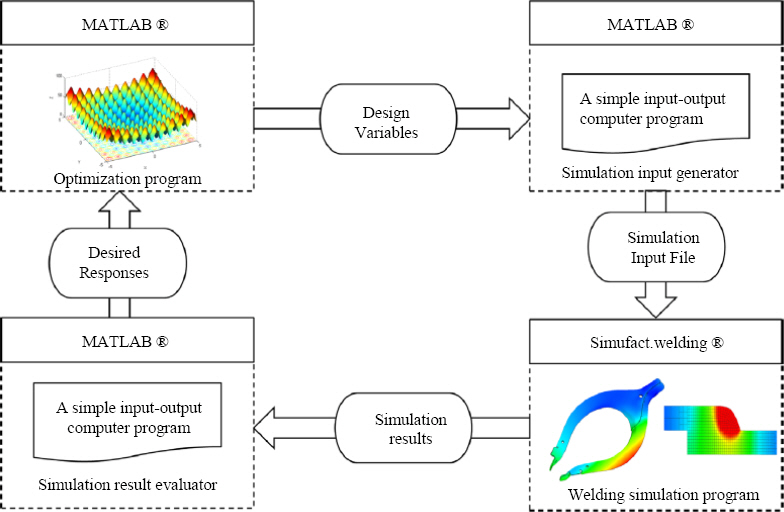
3. Welding process parameters control

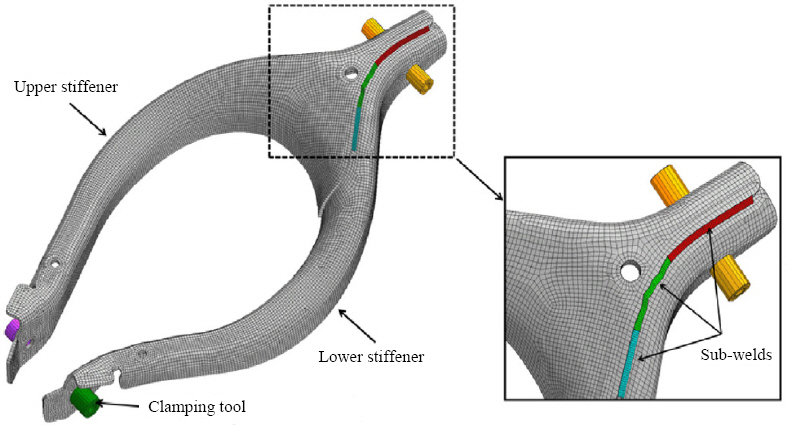
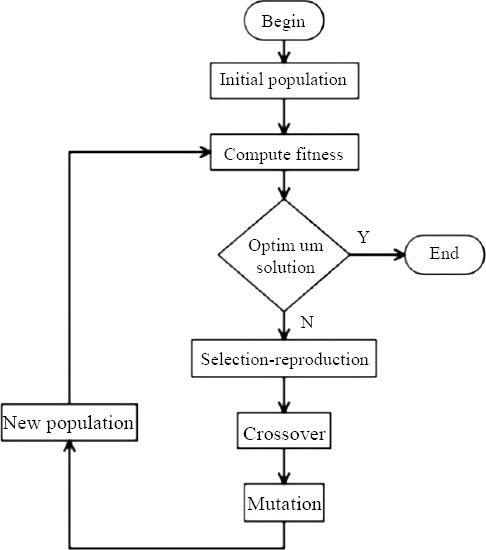
4. Optimization of welding sequence
5. Mechanical and thermal balance

6. Conclusion
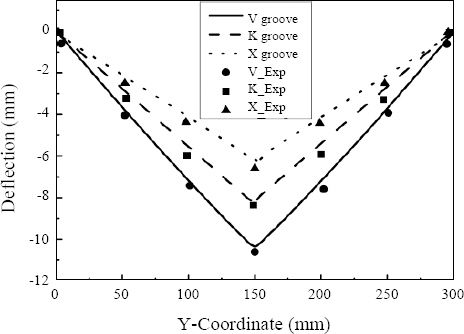
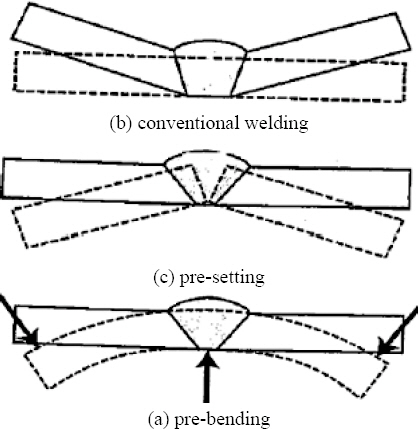
1) If possible, at the design stage, adopting reasonable structural planning or other means can have obvious cost benefits for limiting welding distortion. It is because it can prevent the distortion at the source of formation in welded structures. Common approaches include groove welding, tack welding, pre-heating or post-heating and pre-shaping methods.
2) It is believed that choosing the optimum welding process parameters is more effective approach for reducing welding distortion during manufacturing process. The summary of research works performed shows that both conventional methods and AI techniques can solve the parametric optimization problems. According to the number of parameters in practical problems, a suitable parameter optimization method is selected to reduce welding distortion.
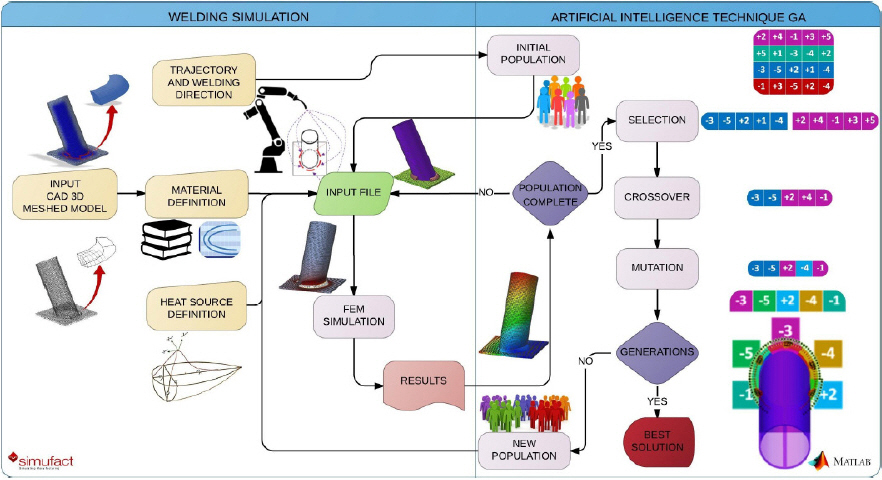
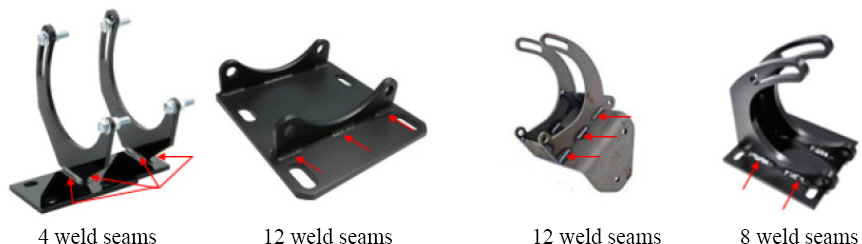
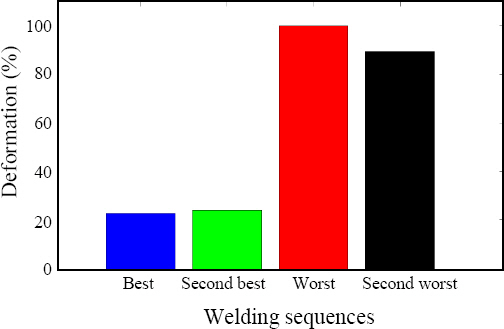
3) For welded structures with a number of weld seams, welding sequence and direction have a strong influences on weld deformation. Genetic algorithm can successfully optimize welding sequence to minimize the welding distortion.
4) In order to reduce exorbitant computation time and cost for TEP-FEM analysis, inherent strain method based on elastic FEM could be adopted to predict welding distortion during welding optimization with AI technology in the next stage.
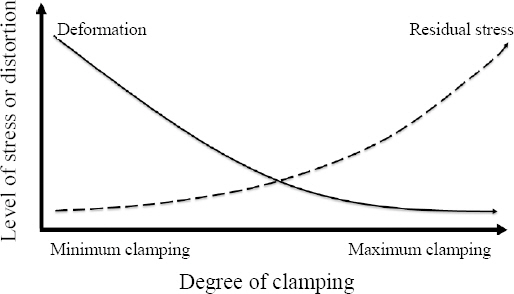
5) Mechanical balance control methods was also commonly used to reduce welding distortion during welding process, which employ large force. However, it can generate large welding residual stress because of strong external constrains, which has bad effect on fatigue performance of welded structure.
6) In order to get rid of the disadvantages of mechanical balancing, thermal balance in-process control methods have been developed, which employ additional heating with and without cooling sources during welding process. It is more desirable than mechanical techniques, because mechanical stretching requires complex setup and large force for large structures.
7) It would be more effective to mitigate welding distortion if we can adopt multiple approaches simultaneously, such as groove design, welding sequence optimization and reheating. It is valuable to search the best plan and design using FEM analysis before welding.
8) A review on various techniques to mitigate the welding distortion based on FEM analysis was presented. It is useful to fully understand the main mechanism of mitigation of welding distortion and to choose the most suitable method for minimizing distortion according to the realistic fabrication demand.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



