


1. ņä£ ļĪĀ
ņĄ£ĻĘ╝ ņäĀļ░Ģ, ļ╣äĒ¢ēĻĖ░ņÖĆ ļŹöļČłņ¢┤ ņżæņÜö ņÜ┤ņåĪņłśļŗ©ņżæ ĒĢśļéśņØĖ ņ×ÉļÅÖņ░©ļŖö ņŚ░ļ╣äĒ¢źņāü ļ░Å ņĢłņĀäĻĘ£ņĀ£Ļ░Ć Ļ░ĢĒÖöļÉśņŚłļŗż. ņØ┤ļź╝ ņ£äĒĢ┤ ĻĄŁļé┤ņÖĖ ņ×ÉļÅÖņ░©ņé¼ņŚÉņä£ļŖö ņĢłņĀäņŚÉļÅä ļ¼ĖņĀ£Ļ░Ć ņŚåņ£╝ļ®░ ņŚÉļäłņ¦Ć ĒÜ©ņ£©ņØä ĻĘ╣ļīĆĒÖöĒĢĀ ņłś ņ׳ļŖö ņ░©ņ▓┤ņØś Ļ▓Įļ¤ēĒÖöļź╝ ļ¬®Ēæ£ļĪ£ ĒĢśĻ│Ā ņ׳ļŗż. ņ░©ņ▓┤ļź╝ Ļ▓Įļ¤ēĒÖö ĒĢśņŚ¼ ņŚÉļäłņ¦Ć ĒÜ©ņ£©ņØä ļåÆņØ┤ļŖö ļīĆĒæ£ņĀüņØĖ ļ░®ļ▓Ģņ£╝ļĪ£ļŖö ĻĖ░ņĪ┤ Ļ░ĢĒīÉņØä Ļ│ĀĻ░ĢļÅä Ļ░ĢĒīÉņ£╝ļĪ£ ļ░öĻŠĖĻ│Ā ļæÉĻ╗śļź╝ ņżäņØ┤ļŖö ļ░®ļ▓ĢņØ┤ ņŻ╝ļĪ£ ņé¼ņÜ®ļÉ£ļŗż. ņØ┤ņŚÉ ļö░ļØ╝ Ļ░ĢĒīÉņØś ļŗżņ¢æĒĢ£ Ļ░ĢņóģņØ┤ Ļ░£ļ░£ļÉśņŚłļŖöļŹ░ ļīĆĒæ£ņĀüņØĖ ņśłļĪ£ DP (Dual Phase)Ļ░Ģ, CP(Complex Phase)Ļ░Ģ,MSĻ░Ģ(Mar- tensitic)Ļ░Ģ, TRIP(Transformation Induced Plasticity) Ļ░Ģ, TWIP(Twinning Induced Plasticity)Ļ░Ģ ļō▒ņØ┤ ļīĆĒæ£ņĀüņØĖ ņØĖņןĻ░ĢļÅä 700MPa ņØ┤ņāüņØś AHSS (Advanced High Strength Steel)Ļ░ĢņØ┤ļ®░ 1500MPaĻĖē ņØ┤ņāüņØś UHSS(Ultra High Strength Steel)ņØ┤ļŗż. ņØ┤ņÖĆ Ļ░ÖņØĆ Ļ│ĀĻ░ĢļÅä Ļ░ĢĒīÉ ļ░Å ņ┤łĻ│ĀĻ░ĢļÅä Ļ░ĢĒīÉņØś ņĀüņÜ®ņØ┤ ņ”ØĻ░ĆĒĢśĻ│Ā ņ׳ļŗż1).
Ļ│ĀĻ░ĢļÅäĻ░ĢņØä ņ░©ņ▓┤ņŚÉ ņĀüņÜ®ĒĢśĻĖ░ ņ£äĒĢ┤ņä£ļŖö ņÜ®ņĀæĻ│ĄņĀĢņØ┤ ĒĢäņłśņĀüņØ┤ļ®░, ņøÉĻ░Ć ņĖĪļ®┤ņŚÉņä£ ņ£Āļ”¼ĒĢ£ ņĀĆĒĢŁ ņĀÉ ņÜ®ņĀæ(resistance spot welding)ņØ┤ ņ░©ņ▓┤ ņÜ®ņĀæņŚÉņä£ 80%ņØ┤ņāüņ£╝ļĪ£ Ļ░Ćņן ļ¦ÄņØ┤ ņĀüņÜ®ļÉśĻ│Ā ņ׳ļŗż2).
ņĀĆĒĢŁ ņĀÉ ņÜ®ņĀæņä▒ņØä ĒÅēĻ░ĆĒĢśĻ▒░ļéś ņĀĆĒĢŁ ņĀÉ ņÜ®ņĀæ Ēøä ņÜ®ņĀæļČĆ Ļ░ĢļÅä ļ░Å ļäłĻ▓¤ ņ¦Ćļ”äņŚÉ ļīĆĒĢ£ ĒÅēĻ░Ć Ļ▓░Ļ│╝ļŖö ņ░©ņ▓┤ņØś ņäżĻ│äņŚÉ ļ¦żņÜ░ ņżæņÜöĒĢ£ ļŹ░ņØ┤Ēä░ļź╝ ņĀ£Ļ│ĄĒĢĀ ņłś ņ׳ļŗż. ņ┤łĻ│ĀĻ░ĢļÅäĻ░ĢņØĆ Ļ░ĢļÅäĒ¢źņāüņØä ņ£äĒĢ┤ ĒĢ®ĻĖłņøÉņåī ĒĢ©ļ¤ēņØä ļŖśņØ┤ĻĖ░ ļĢīļ¼ĖņŚÉ ņØ╝ļ░śņĀüņ£╝ļĪ£ ņÜ®ņĀæņä▒ņØ┤ ņŚ┤ņĢģĒĢ£ Ļ▓āņ£╝ļĪ£ ņĢīļĀżņĀĖ ņ׳ļŗż3). ņØ┤ļ¤¼ĒĢ£ ņ┤łĻ│ĀĻ░ĢļÅäĻ░ĢņØś ņĀĆĒĢŁ ņĀÉ ņÜ®ņĀæņØś Ļ▓ĮņÜ░ ņĀüņĀĢ ņÜ®ņĀæņĪ░Ļ▒┤ ņśüņŚŁņØ┤ ņČĢņåīļÉśĻ│Ā ņÜ®ņĀæļČĆņŚÉņä£ Ļ│äļ®┤Ēīīļŗ© ļ░Å ļČĆļČäĻ│äļ®┤Ēīīļŗ©ņØ┤ ļ░£ņāØĒĢśļŖö Ļ▓āņ£╝ļĪ£ ļ│┤Ļ│ĀļÉśņ¢┤ ņ׳ņ¢┤ Ļ▓░ĒĢ© ļ░Å ĒÆłņ¦łņØä ņŗżņŗ£Ļ░äņ£╝ļĪ£ ņśłņĖĪĒĢĀ ņłś ņ׳ļŖö ņÜ®ņĀæĒÆłņ¦ł ĒīÉņĀĢĻ│╝ Ļ┤ĆļĀ©ļÉ£ ņŚ░ĻĄ¼Ļ░Ć ĒÖ£ļ░£Ē׳ ņ¦äĒ¢ēļÉśĻ│Ā ņ׳ļŗż.
ņ░©ņ▓┤ļź╝ ĻĄ¼ņä▒ĒĢśļŖö Ļ░ĢņóģņØś ņóģļźśņÖĆ ļæÉĻ╗śĻ░Ć ļŗżņ¢æĒĢ┤ņ¦ĆĻ│Ā ņ׳ņ£╝ļ®░, ļ¬©ļōĀ Ļ░ĢņóģĻ│╝ ļæÉĻ╗śņŚÉ ļīĆĒĢśņŚ¼ ņŗżĒŚśņŚÉ ņØśņĪ┤ĒĢśņŚ¼ ņÜ®ņĀæņä▒ņØä ĒÅēĻ░ĆĒĢ£ļŗżļ®┤, ļ¦ÄņØĆ ņŗ£Ļ░ä, ļ╣äņÜ® ļō▒ņØ┤ Ēł¼ņ×ÉļÉśņ¢┤ņĢ╝ ĒĢ£ļŗż. ņØ┤ļ¤¼ĒĢ£ ļ¼ĖņĀ£ņĀÉņØä ĒĢ┤Ļ▓░ĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ņŗ£ļ«¼ļĀłņØ┤ņģś ĻĖ░ļ▓ĢņØä ņĀüņÜ®ĒĢśĻ│Ā ņ׳ļŗż.
ņŗ£ļ«¼ļĀłņØ┤ņģśņØä ņØ┤ņÜ®ĒĢ┤ ļŗżņ¢æĒĢ£ Ļ░ĢņóģĻ│╝ ļæÉĻ╗śņŚÉ Ļ┤ĆļĀ©ĒĢśņŚ¼ Ļ░ĢļÅä ļ░Å ļäłĻ▓¤ ņ¦Ćļ”äņØä ņśłņĖĪĒĢĀ ņłś ņ׳ļŖö ļ¬©ļŹĖņØ┤ Ļ░£ļ░£ļÉ£ļŗżļ®┤ ĻĘĖ ĒÜ©ņ£©ņä▒ņØĆ ļ¦żņÜ░ Ēü¼ļŗżĻ│Ā ļ│╝ ņłś ņ׳ļŗż4). ņĀĆĒĢŁ ņĀÉ ņÜ®ņĀæņŚÉņä£ ņØ╝ļ░śņĀüņ£╝ļĪ£ ņÜ®ņĀæņä▒ ĒÖĢņØĖņØä ņ£äĒĢ┤ ļĪ£ļĖīĻ│ĪņäĀņØä ņØ┤ņÜ®ĒĢśļ®░ ņĀüņĀĢ ņÜ®ņĀæ ņĪ░Ļ▒┤ņØä ĻĄ¼ĒĢ£ļŗż5). ņÜ®ņĀæ ņĪ░Ļ▒┤ņØś ņĄ£ņĀüĒÖöļź╝ ņ£äĒĢ┤ Ļ░ĢļÅäļéś ļäłĻ▓¤ ņ¦Ćļ”äņØś ņśłņĖĪļ¬©ļŹĖņØ┤ ĒĢäņÜöļĪ£ ĒĢśļ®░ ņśłņĖĪ ļ¬©ļŹĖņØä ĒåĄĒĢśņŚ¼ ņÜ®ņĀæņĪ░Ļ▒┤ņØä ņĄ£ņĀüĒÖö ĒĢśļŖö Ļ│╝ņĀĢņØ┤ ĒĢäņÜöĒĢśļŗż. ņØ┤ļ¤░ ņśłņĖĪ ļ¬©ļŹĖņØä ņ£äĒĢ┤ Hong6) ļō▒ņØĆ ņĀĆĒĢŁ ņĀÉ ņÜ®ņĀæņØś ņÜ®ņ£ĄļČĆļź╝ ņŗĀĻ▓ĮĒÜīļĪ£ļ¦ØĻ│╝ ĒÜīĻĘĆļ¬©ļŹĖņØä ņé¼ņÜ®ĒĢśņŚ¼ ņśłņĖĪĒĢśņśĆļŗż. ņØ┤ļ¤¼ĒĢ£ ĻĖ░ņĪ┤ ņŚ░ĻĄ¼ļŖö ņŗżĒŚśņØä ļ░öĒāĢņ£╝ļĪ£ ĒĢ£ Ļ▓āņ£╝ļĪ£ ņåīņ×¼ ļŗżņ¢æĒÖöņŚÉ ņĀüĻĘ╣ņĀüņ£╝ļĪ£ ļīĆņØæĒĢĀ ņłś ņŚåļŗżļŖö ĒĢ£Ļ│äĻ░Ć ņ׳ļŗż.
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö 1500MPaĻĖē ņ┤łĻ│ĀĻ░ĢļÅä Ļ░ĢĒīÉņŚÉ ļīĆĒĢśņŚ¼ ņŚ¼ļ¤¼ ņóģļźśņÖĆ ļŗżņ¢æĒĢ£ ļæÉĻ╗ś ņĪ░ĒĢ®ņŚÉ ļīĆĒĢ£ ņĀĆĒĢŁ ņĀÉ ņÜ®ņĀæ ņŗ£ļ«¼ļĀłņØ┤ņģśņØä ĒåĄĒĢ┤ ņÜ®ņĀæļČĆņØś ļäłĻ▓¤ ņ¦Ćļ”äņØä ņśłņĖĪĒĢĀ ņłś ņ׳ļŖö ļ¬©ļŹĖņØä Ļ░£ļ░£ĒĢśņśĆļŗż. ļśÉĒĢ£ ļŗżņ¢æĒĢ£ ņÜ®ņĀæ ņĪ░Ļ▒┤ņŚÉ ļö░ļØ╝ 1500MPaĻĖē ĒīÉņ×¼ņØś ņŗ£ļ«¼ļĀłņØ┤ņģśņØä ņłśĒ¢ēĒ¢łņ£╝ļ®░, ĻĘĖ Ļ▓░Ļ│╝ ļĪ£ļĖīĻ│ĪņäĀņØä ņ¢╗ņØä ņłś ņ׳ņŚłļŗż. ņÜ®ņĀæļČĆ ļäłĻ▓¤ ņ¦Ćļ”äņØä ņśłņĖĪĒĢĀ ņłś ņ׳ļŖö ļ¬©ļŹĖļĪ£ 2ņ░© ĒÜīĻĘĆļ¬©ļŹĖņØä ņĀ£ņĢłĒĢśņśĆņ£╝ļ®░, ņ×ģļĀź ņØĖņ×Éļź╝ ņĄ£ņåīĒÖö ĒĢ£ 2ņ░© ĒÜīĻĘĆļ¬©ļŹĖņØä ņĀ£ņĢłĒĢśņśĆļŗż.
2. ņĀĆĒĢŁ ņĀÉ ņÜ®ņĀæ ņŗ£ļ«¼ļĀłņØ┤ņģś
2.1 ņĀĆĒĢŁņÜ®ņĀæ ņŗ£ļ«¼ļĀłņØ┤ņģś ņ¦Ćļ░░ļ░®ņĀĢņŗØ
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņĀĆĒĢŁ ņĀÉ ņÜ®ņĀæ ņŗ£ļ«¼ļĀłņØ┤ņģśņØä ņłśĒ¢ēĒĢśņśĆņ£╝ļ®░ ņØ┤ļź╝ ņ£äĒĢ£ ņ¦Ćļ░░ļ░®ņĀĢņŗØņØĆ Ēü¼Ļ▓ī ņŚ┤ņĀü ņ¦Ćļ░░ļ░®ņĀĢņŗØĻ│╝ ĻĖ░Ļ│äņĀü ņ¦Ćļ░░ļ░®ņĀĢņŗØņ£╝ļĪ£ ĻĄ¼ļČäņØ┤ ļÉ£ļŗż. ņŚ┤ņĀü ņ¦Ćļ░░ļ░®ņĀĢņŗØņØĆ ņĀäļźśņØś ĒåĄņĀäņŚÉ ļö░ļźĖ Ļ░ĆņŚ┤ ļ░Å ņÜ®ņĀæ Ēøä ļāēĻ░üņØś ņś©ļÅäļ│ĆĒÖöļź╝ ņ£äĒĢ£ Ļ▓āņØ┤ļ®░, ĻĖ░Ļ│äņĀü ņ¦Ćļ░░ļ░®ņĀĢņŗØņØĆ ņÜ®ņĀæ Ēøä ļé┤ļČĆ ņØæļĀźņØś ļ│ĆĒÖöņŚÉ ļö░ļźĖ ĒśĢņāüņØś ļ│ĆĒÖöļź╝ Ļ│äņé░ĒĢśĻĖ░ ņ£äĒĢ£ Ļ▓āņØ┤ļŗż.
ņŚ┤ņĀü ņ¦Ćļ░░ļ░®ņĀĢņŗØņØĆ GalerkindņØś ņŚ┤ņĀäļŗ¼ ļ░®ņĀĢņŗØņØä ļö░ļź┤ļ®░ ņŗØ (1)Ļ│╝ Ļ░Öļŗż7).
ņŚ¼ĻĖ░ņä£ kļŖö ņŚ┤ņĀäļŗ¼Ļ│äņłś, TļŖö ņś©ļÅä, VļŖö Ļ┤Ćņŗ¼ ņ▓┤ņĀü(domain volume), pmņØĆ ļ░ĆļÅä, cmņØĆ ļ╣äņŚ┤, qļŖö ļ░£ņŚ┤, SļŖö Ļ▓ĮĻ│ä Ēæ£ļ®┤(boundary surface), ŌłÅļŖö ĻĖ░Ļ│äņĀü ĒלņŚÉ ņØśĒĢ£ ņŚÉļäłņ¦Ćļź╝ ļéśĒāĆļéĖļŗż. ĻĘĖļ¤¼ļ»ĆļĪ£ Ļ░üĻ░üņØś ĒĢŁņØĆ ļ░£ņāØ ņÜöņØĖ Ēś╣ņØĆ ņ£äņ╣śņŚÉ ļö░ļØ╝ ņŚ┤ņĀäļŗ¼ņØä Ēæ£ĒśäĒĢ£ Ļ▓āņ£╝ļĪ£ ņ▓½ ļ▓łņ¦Ė ĒĢŁņØĆ ņŚ┤ņĀäļÅäņŚÉ ņØśĒĢ£ ņŚÉļäłņ¦Ć, ļæÉ ļ▓łņ¦Ė ĒĢŁņØĆ ļé┤ļČĆņŚÉ ņĀĆņןļÉśļŖö ņŚÉļäłņ¦Ć, ņäĖ ļ▓łņ¦Ė ĒĢŁņØĆ ļ»Ėņåī ļ│╝ļź©ņŚÉņä£ņØś ņĀäĻĖ░ņĀü ļ░£ņŚ┤ ņŚÉļäłņ¦Ć, ļäż ļ▓łņ¦Ė ĒĢŁņØĆ Ēæ£ļ®┤ņŚÉņä£ ļ░£ņāØĒĢśļŖö ļ░£ņŚ┤ ņŚÉļäłņ¦ĆņØ┤ļ®░, ļŗżņä» ļ▓łņ¦Ė ĒĢŁņØĆ ļ¦łņ░░ ļ░Å ĻĖ░Ļ│äņĀüņØĖ ĒלņŚÉ ņØśĒĢ£ ļ░£ņŚ┤ Ēś╣ņØĆ ņŚ┤ņĀü ņåīņé░ ņŚÉļäłņ¦Ćļź╝ ļéśĒāĆļéĖļŗż.
ĻĖ░Ļ│äņĀü ļ¬©ļŹĖņØś ņ¦Ćļ░░ļ░®ņĀĢņŗØņØĆ ņŗØ (2)ņÖĆ Ļ░Öļŗż7).
ņŚ¼ĻĖ░ņä£, Žā ┬» ╬Ą ┬» ╦Ö , ╬Ą ╦Ö i j
ņØ┤ņÖĆ Ļ░ÖņØĆ ņŗ£ļ«¼ļĀłņØ┤ņģśņØś ņ¦Ćļ░░ļ░®ņĀĢņŗØņØĆ ņä£ļĪ£ ņŚ░ņä▒ļÉśņ¢┤ ņ׳ņ¢┤ ņłśļ¦ÄņØĆ ļ░śļ│ĄĻ│╝ņĀĢņØä ĒåĄĒĢ┤ Ļ░üĻ░üņØś ļ®öņē¼ņŚÉ ļīĆĒĢ£ ĒÆĆņØ┤ļź╝ ņłśĒ¢ēĒĢśĻ▓ī ļÉ£ļŗż. ņŗ£ļ«¼ļĀłņØ┤ņģśņŚÉņä£ ņé¼ņÜ® ļÉśņ¢┤ņ¦ä ņ×¼ļŻīņÖĆ ņĀäĻĘ╣ņØĆ ĒśäņןņŚÉņä£ ņō░ņØ┤ļŖö Ļ▓āņ£╝ļĪ£ ņé¼ņÜ®ĒĢśņŚ¼ Ļ░ü ņåīņ×¼ ļŹ░ņØ┤Ēä░ļź╝ ņ×ģļĀźņ£╝ļĪ£ ņé¼ņÜ®ĒĢśņśĆļŗż.
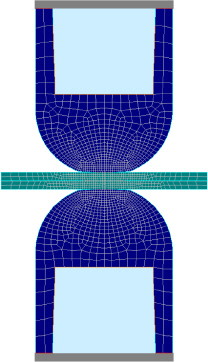
ņĀäĻĘ╣ ļ░Å ĒīÉņ×¼ņŚÉ ļīĆĒĢ£ ļ¬©ļŹĖļ¦üņØĆ Fig. 1Ļ│╝ Ļ░Öņ£╝ļ®░, ļ¬©ļŹĖņØś ļ®öņē¼ ĒśĢĒā£ļŖö 4Ļ░ü ļ®öņē¼ ĒśĢĒā£ļź╝ ņØ┤ņÜ®ĒĢśņśĆĻ│Ā, ņĀĢĒÖĢĒĢ£ Ļ│äņé░ņØä ņ£äĒĢ┤ ņĀæņ┤ēļČĆņØś ļ®öņē¼ņØś Ēü¼ĻĖ░ļź╝ ņ×æĻ▓īĒĢśņŚ¼ ņŗ£ļ«¼ļĀłņØ┤ņģśņØä ņłśĒ¢ēĒĢśņśĆļŗż.
2.2 ņĀĆĒĢŁņÜ®ņĀæ ņŗ£ļ«¼ļĀłņØ┤ņģś ņĪ░Ļ▒┤
ņĀĆĒĢŁ ņĀÉ ņÜ®ņĀæ ņŗ£ļ«¼ļĀłņØ┤ņģśņØä ņ£äĒĢ£ ņĪ░Ļ▒┤ņ£╝ļĪ£ ņé¼ņÜ®ļÉ£ ņÜ®ņĀæĻĖ░ļŖö 60Hz ĻĄÉļźśņÜ®ņĀæĻĖ░ļĪ£ ņäżņĀĢĒĢśņśĆņ£╝ļ®░, ņé¼ņÜ®ļÉ£ ņĀäĻĘ╣ņØĆ ņØ╝ļ░śņĀüņØĖ ņĀĆĒĢŁ ņĀÉ ņÜ®ņĀæņŚÉ ļ¦ÄņØ┤ ņō░ņØ┤ļŖö ļÅöĒśĢ ņĀäĻĘ╣ņ£╝ļĪ£ ņ¦üĻ▓Į 16mm, ņäĀļŗ©Ļ▓Į 6mmņØĖ CuCrņåīņ×¼ņØś ņĀäĻĘ╣ņØä ņØ┤ņÜ®ĒĢśņśĆļŗż. ļāēĻ░üņłśļŖö 20┬░CļĪ£ 4l/minņØś ņ£Āļ¤ēņ£╝ļĪ£ ņĀäĻĘ╣ņŚÉ ĒØÉļź┤ļÅäļĪØ Ļ▓ĮĻ│äņĪ░Ļ▒┤ņØä ņäżņĀĢĒĢśņśĆļŗż.
ņŗ£ļ«¼ļĀłņØ┤ņģśņŚÉ ņé¼ņÜ®ļÉ£ ņ×¼ļŻīļŖö 1500MPaĻĖē ĒĢ½ņŖżĒā¼ĒĢæ ļ│┤ļĪĀĻ░Ģ (HS1500) 1.0mmņÖĆ 1.4mm ļæÉĻ╗śļź╝ ņØ┤ņÜ®ĒĢśņśĆļŗż. ņØ┤ņóģ Ļ░Ģņ×¼ņØś ņĪ░ĒĢ®ņŚÉ ļö░ļźĖ ņŗ£ļ«¼ļĀłņØ┤ņģśņØä ņ£äĒĢ┤ņä£ ņČöĻ░ĆņĀüņ£╝ļĪ£ DP590 1.0mmņÖĆ 1.4mm ĻĘĖļ”¼Ļ│Ā DP780 1.0mmņÖĆ 1.4mmņØś Ļ░Ģņ×¼ļź╝ ņØ┤ņÜ®ĒĢśņśĆļŗż. Ļ░üĻ░ü ļæÉĻ╗ś ņĪ░ĒĢ®ņŚÉ ļö░ļźĖ ļÅÖņóģ ļ░Å ņØ┤ņóģĻ░ĢņóģņŚÉ ļīĆĒĢ£ ņĪ░ĒĢ®ņ£╝ļĪ£ ņ┤Ø 7Ļ░Ćņ¦Ć ņĪ░ĒĢ®ņŚÉ ļīĆĒĢśņŚ¼ Table 1Ļ│╝ Ļ░ÖņØĆ ņÜ®ņĀæņĪ░Ļ▒┤ņ£╝ļĪ£ ņŗ£ļ«¼ļĀłņØ┤ņģś ĒĢśņśĆĻ│Ā Ļ░ü ņ×¼ļŻīņØś ĒÖöĒĢÖņĀü ņä▒ļČäņØĆ Table 2ņÖĆ Ļ░Öļŗż.
3. ņĀĆĒĢŁ ņĀÉ ņÜ®ņĀæ ņŗ£ļ«¼ļĀłņØ┤ņģś Ļ▓░Ļ│╝
ņĀĆĒĢŁ ņĀÉ ņÜ®ņĀæņŚÉņä£ ņÜ®ņĀæņä▒ņØä Ēæ£ĒśäĒĢśļŖö ļ░®ļ▓Ģņ£╝ļĪ£ ņŻ╝ļĪ£ ņé¼ņÜ®ļÉśļŖö ļ░®ļ▓ĢņØ┤ ļĪ£ļĖīĻ│ĪņäĀņØä ĒÖ£ņÜ®ĒĢ£ļŗż8). ņØ╝ļ░śņĀüņ£╝ļĪ£ ļĪ£ļĖīĻ│ĪņäĀņØĆ ISO-14327ņŚÉ ļö░ļØ╝ ļÅäņČ£ĒĢśļ®░ ĻĖ░ņĪ┤ ņŚ░ĻĄ¼9)ņŚÉņä£ļŖö 3.5t t
ņŗ£ļ«¼ļĀłņØ┤ņģśņØś Ļ▓░Ļ│╝ļŖö ņŗżņĀ£ ņÜ®ņĀæ Ļ▓░Ļ│╝Ļ░Ć ļ¦żņÜ░ ņ£Āņé¼ĒĢ£ Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņŚłĻ│Ā10-13), ņŚÉņä£ ļ│┤ļŖö ļ░öņÖĆ Ļ░ÖņØ┤ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņŗżĒŚśņĀü ļ░®ļ▓ĢņØ┤ ņĢäļŗī ņŗ£ļ«¼ļĀłņØ┤ņģśņØä ņØ┤ņÜ®ĒĢśņŚ¼ ņÜ®ņĀæļČĆ ļäłĻ▓¤ņØś ņ¦Ćļ”äņØä ņĖĪņĀĢĒĢśņśĆļŗż.
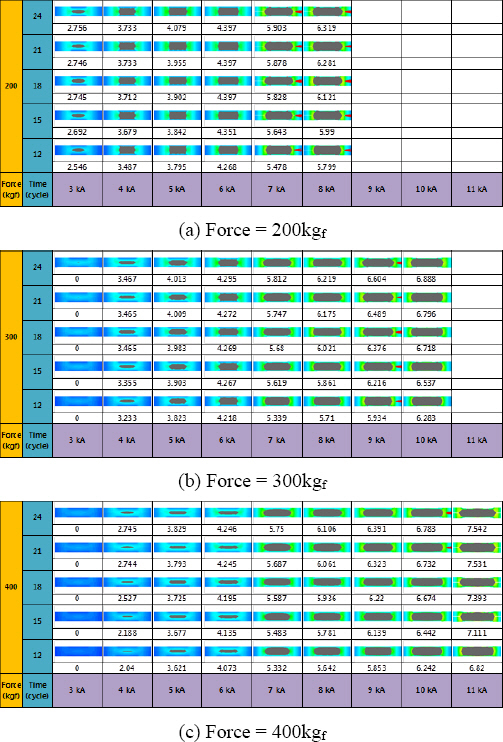
Fig. 2ļŖö HS1500 1.0mmņØś ļÅÖņóģņåīņ×¼ņŚÉ ļīĆĒĢ£ ņŗ£ļ«¼ļĀłņØ┤ņģś Ļ▓░Ļ│╝ņØ┤ļŗż. Fig. 2ņŚÉņä£ ļ│┤ļŖö ļ░öņÖĆ Ļ░ÖņØ┤ Ļ░ĆļĪ£ņČĢņØĆ ņÜ®ņĀæ ņĀäļźśĻ░Ć ņäĖļĪ£ņČĢņØĆ ņÜ®ņĀæ ņŗ£Ļ░äĻ│╝ Ļ░ĆņĢĢļĀźņØ┤ Ēæ£ņŗ£ļÉśņ¢┤ ņ׳ņ£╝ļ®░, Ļ░ü ņĪ░Ļ▒┤ļ│äļĪ£ ņÜ®ņĀæļČĆ ļäłĻ▓¤ņØś ņ¦Ćļ”äņØ┤ ņł½ņ×ÉļĪ£ Ēæ£ņŗ£ļÉśņ¢┤ ņ׳ļŗż. ĻĘĖļ”╝ņŚÉņä£ ļ│┤ļŖö ļ░öņÖĆ Ļ░ÖņØ┤ ņĀäļźśĻ░Ć ņ╗żņ¦łņłśļĪØ ņÜ®ņĀæņŗ£Ļ░äņØ┤ ĻĖĖņ¢┤ņ¦łņłśļĪØ ĻĘĖļ”¼Ļ│Ā Ļ░ĆņĢĢļĀźņØ┤ ņ×æņĢäņ¦łņłśļĪØ ņÜ®ņĀæļČĆ ļäłĻ▓¤ņØś Ēü¼ĻĖ░Ļ░Ć ņ╗żņ¦ĆĻ│Ā ņ׳ļŗż. ņŗżĒŚśņŚÉ ņé¼ņÜ®ļÉ£ ĻĘĖļ”╝ņŚÉņä£ Ļ░üĻ░üņØś ņÜ®ņĀæņĪ░Ļ▒┤ņŚÉ ļö░ļźĖ ņÜ®ņĀæļČĆ ļäłĻ▓¤ ņ¦Ćļ”ä Ļ░ÆņØä ļéśĒāĆļé┤ņŚłĻ│Ā, ņÖ╝ņ¬ĮņØĆ ļäłĻ▓¤ņØś ĒśĢņä▒ņØ┤ ļÉśņ¦Ć ņĢŖļŖö Ļ▓ĮņÜ░ Ēś╣ņØĆ ņĄ£ņåī ĒŚłņÜ® ļäłĻ▓¤ ņ¦Ćļ”ä ļ│┤ļŗż ļé«ņØĆ ĻĄ¼Ļ░äņØ┤ļ®░, ņāüĒĢ£ņØś Ļ▓ĮņÜ░ļŖö ņŖżĒī©Ēä░Ļ░Ć ļ░£ņāØĒĢ£ ĻĄ¼Ļ░äņØ┤ļŗż. Fig. 3ņØĆ HS1500 1.0tņØś ļĪ£ĻĘĖĻ│ĪņäĀņØ┤ļŗż. ļĪ£ļĖīĻ│ĪņäĀņŚÉņä£ ļäłĻ▓¤ ņ¦Ćļ”ä ļ»Ėļŗ¼, ņĀüņĀĢ ņÜ®ņĀæĻĄ¼Ļ░ä, ļ░Å ņŖżĒī©Ēä░ ņśüņŚŁņØä Ļ░üĻ░üņØś ņāēĻ╣öļĪ£ ĻĄ¼ļČäĒĢśņśĆļŗż. ļäłĻ▓¤ ņ¦Ćļ”ä ļ»Ėļŗ¼ņśüņŚŁņØĆ ĒÜīņāēņ£╝ļĪ£ ņŖżĒī©Ēä░ ņśüņŚŁņØĆ ņĀüņāē ĻĘĖļ”¼Ļ│Ā ņżæĻ░äļČĆļČäņØĖ ņĀüņĀĢ ņÜ®ņĀæĻĄ¼Ļ░äņØĆ ļģ╣ņāēņ£╝ļĪ£ Ēæ£ĒśäĒĢśņśĆļŗż.
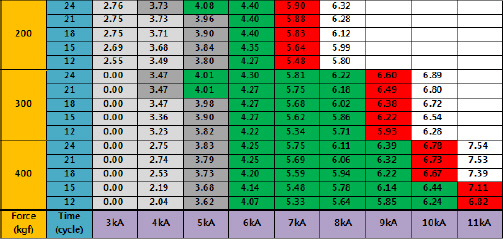
ļĪ£ļĖīĻ│ĪņäĀņŚÉņä£ Ļ░ĆņĢĢļĀźņØ┤ ņ”ØĻ░ĆĒĢĀņłśļĪØ ļäłĻ▓¤ņØś ņ¦Ćļ”äņØĆ Ļ░ÉņåīĒĢśļŖöļŹ░ ņØ┤Ļ▓āņØĆ Ļ░ĆņĢĢļĀźņØ┤ ņ”ØĻ░ĆĒĢśļ®┤ņä£ ņĀæņ┤ēņĀĆĒĢŁņØ┤ Ļ░ÉņåīĒĢśĻ│Ā ņØ┤ļĪ£ ņØĖĒĢśņŚ¼ ņÜ®ņĀæļČĆņØś ļ░£ņŚ┤ņØ┤ Ļ░ÉņåīĒĢśĻĖ░ ļĢīļ¼ĖņØ┤ļŗż. ĻĘĖļ¤¼ļ»ĆļĪ£ Ļ░ĆņĢĢļĀźņØ┤ ņ╗żņ¦łņłśļĪØ ļĪ£ĻĘĖĻ│ĪņäĀņØś ņĀüņĀĢ ĻĄ¼Ļ░äņØ┤ Ļ│ĀņĀäļźś ņ¬Įņ£╝ļĪ£ ņØ┤ļÅÖĒĢ£ļŗż.
4. ļäłĻ▓¤ ņ¦Ćļ”ä ņśłņĖĪ ļ¬©ļŹĖ Ļ░£ļ░£
4.1 ņŗ£ļ«¼ļĀłņØ┤ņģś ņĪ░Ļ▒┤
ļ│Ė ļģ╝ļ¼ĖņŚÉņä£ļŖö ņĀĆĒĢŁ ņĀÉ ņÜ®ņĀæļČĆņØś ļäłĻ▓¤ ņ¦Ćļ”äņØä ņśłņĖĪĒĢĀ ņłś ņ׳ļŖö ļ¬©ļŹĖņØä ņĀ£ņĢłĒĢśņśĆļŗż. ņØ╝ļ░śņĀü ņŗżĒŚśņØĆ ņĪ░Ļ▒┤ņŚÉ ļö░ļØ╝ ņØ┤ņé░(discrete)ņØś ņĪ░Ļ▒┤ņŚÉ ļīĆĒĢ£ Ļ▓░Ļ│╝ļź╝ ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż10). ĒĢśņ¦Ćļ¦ī ņśłņĖĪ ļ¬©ļŹĖņØä Ļ░£ļ░£ĒĢśļ®┤ ņŗżĒŚśņØä ĒĢśņ¦Ć ņĢŖĻ│ĀļÅä ņżæĻ░äĻ░ÆņŚÉ ļīĆĒĢ£ ņĀĢļ│┤ļź╝ ņ׳ņ¢┤ ņ£ĀņÜ®ĒĢśĻ▓ī ņé¼ņÜ®ĒĢĀ ņłś ņ׳ļŗż. ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ņé¼ņÜ®ļÉ£ ļŹ░ņØ┤Ēä░ļŖö ņŗ£ļ«¼ļĀłņØ┤ņģśņØä ĒåĄĒĢ£ 1500MPaĻĖē Ļ░Ģņ×¼ņØś ņĀĆĒĢŁ ņÜ®ņĀæ ĒŖ╣ņä▒ (I) -ņĀĆĒĢŁ ņĀÉ ņÜ®ņĀæņØś ļĪ£ļĖīĻ│ĪņäĀ ĒŖ╣ņä▒ ļČäņäØņØś ļŹ░ņØ┤Ēä░ļź╝ ĒÖ£ņÜ®ĒĢśņśĆļŗż.
ņÜ®ņĀæļČĆ ļäłĻ▓¤ ņ¦Ćļ”äņØä ņśłņĖĪĒĢśĻĖ░ ņ£äĒĢ┤ ĒÜīĻĘĆ ļČäņäØņØä ņé¼ņÜ®ĒĢśņŚ¼ ļ¬©ļŹĖņØä Ļ░£ļ░£ĒĢśņśĆļŗż. ĒÜīĻĘĆļ¬©ļŹĖņØĆ 1ņ░©, 2ņ░©, ļ╣äņäĀĒśĢļō▒ņØś ļŗżņ¢æĒĢ£ ļ¬©ļŹĖļĪ£ ĻĄ¼ņä▒ĒĢĀ ņłś ņ׳ļŗż. ĻĘĖļ¤¼ļéś ļ│Ė ļģ╝ļ¼ĖņŚÉņä£ ņé¼ņÜ®ļÉ£ ĒÜīĻĘĆļ¬©ļŹĖņØĆ ĒĢŁņØś Ļ│äņłśĻ░Ć 2ņ░©ņØĖ 2ņ░© ļŗżĒĢŁ ĒÜīĻĘĆļ¬©ļŹĖ(second order polynomial regression model)ļĪ£ ņŗØņØĆ (3)ņÖĆ Ļ░Öļŗż.
ņŚ¼ĻĖ░ņä£ ╬▓ļŖö ĒÜīĻĘĆļ¬©ļŹĖņØś Ļ│äņłśņØ┤ļŗż. ĒÜīĻĘĆļ¬©ļŹĖņØś ņČ£ļĀźļ│ĆņłśļĪ£ ļäłĻ▓¤ ņ¦Ćļ”äņ£╝ļĪ£ ņŗØ (3)ņØśy ^
Table┬Ā3
Coefficient values for optimized 2nd order polynomial regression model
Table 3ņŚÉņä£ -ļŖö ļ¦żņÜ░ ņ×æņØĆ Ļ░ÆņØä ņØśļ»ĖĒĢ£ļŗż. Ēæ£ņÖĆ Ļ░ÖņØ┤ ņ×ģļĀźļÉśļŖö ļ¬©ļŹĖņØś ļ│ĆņłśĻ░Ć ļ¦ÄņĢäņ¦ÉņŚÉ ļö░ļØ╝ ļŗżĒĢŁ ĒÜīĻĘĆļ¬©ļŹĖņŚÉņä£ ĒĢŁņØś Ļ░£ņłśĻ░Ć ļ¦ÄņĢäņ¦ĆĻ│Ā ņØ┤Ļ▓āņØĆ Ļ│╝ļīĆ ņČöņĀĢ(overfitting)ņØś ļ¼ĖņĀ£ņĀÉņØä Ļ░¢ņØä ņłś ņ׳ļŗż. ļśÉĒĢ£ Ļ│äņłśĻ░ÆņØ┤ ļ¦żņÜ░ ņ×æņØĆ ļ│ĆņłśĻ░Ć ļéśĒāĆļéśļŖö ļ¼ĖņĀ£ņĀÉņØä Ļ░¢Ļ│Ā ņ׳ļŗż.
ņØ┤ļ¤¼ĒĢ£ ļ¼ĖņĀ£ņĀÉņØä Ļ│ĀļĀżĒĢśņŚ¼ ĒåĄĻ│äņĀüņ£╝ļĪ£ ņ£ĀņØśĒĢśņ¦Ć ņĢŖļŖö ĒĢŁņØś Ļ░£ņłśļź╝ ņżäņØ┤ĻĖ░ ņ£äĒĢśņŚ¼ ļ¬©ļōĀ ņäĀĒāØ, ņĀäņ¦äņäĀĒāØ, Ēøäļ░®ņĀ£Ļ▒░, ļŗ©Ļ│äļ│ä ĒÜīĻĘĆ ņżæ ļŗ©Ļ│äļ│ä ĒÜīĻĘĆ ĻĖ░ļ▓Ģ(stepwise regression)ņØä ņé¼ņÜ®ĒĢśņŚ¼ ĒÜīĻĘĆ ļ¬©ļŹĖņØś ĒĢŁņØś Ļ░£ņłśļź╝ ņĄ£ņĀüĒÖö ĒĢśņśĆļŗż,
ņØ╝ļ░śņĀüņ£╝ļĪ£ ļ│ĆņłśņäĀĒāØ ļ░®ļ▓ĢņØĆ ņŗ£ļ«¼ļĀłņØ┤ņģś ņĪ░Ļ▒┤Ļ│╝ ņŗ£ļ«¼ļĀłņØ┤ņģś Ļ▓░Ļ│╝ļź╝ ļŗ©Ļ│äļ│ä ĒÜīĻĘĆļź╝ ĒåĄĒĢ┤ ĒÜīĻĘĆ ļ¬©ļŹĖņØä ņĢäļל ņŗØ(4)Ļ│╝ ļéśĒāĆļé┤ņŚłļŗż.
ņŚ¼ĻĖ░ņä£ ╬▓ļŖö ņĄ£ņĀüĒÖöļÉ£ ĒÜīĻĘĆļ¬©ļŹĖņØś Ļ│äņłśņØ┤ļ®░ Ļ░ü ņ×ģļĀźļ│ĆņłśņØś ņ▓©ņ×ÉņÖĆ Ļ░Öļŗż. ĒÜīĻĘĆ ļ¬©ļŹĖņØś Ļ│äņłśļŖö ņĄ£ņåīņĀ£Ļ│▒ļ▓Ģ(least square method)ņ£╝ļĪ£ ĻĄ¼ĒĢśņŚ¼ ņśżņ░©ņØś ņĀ£Ļ│▒ņØä ņĄ£ņåīĒÖö ĒĢĀ ņłś ņ׳ļÅäļĪØ ĒĢśņśĆļŗż. ļ¬©ļŹĖņŚÉ ļīĆĒĢ£ Ļ│äņłśļŖö Table 4ņÖĆ Ļ░Öļŗż.
4.2 ĒÜīĻĘĆļ¬©ļŹĖņØś ņśłņĖĪ ņä▒ļŖź
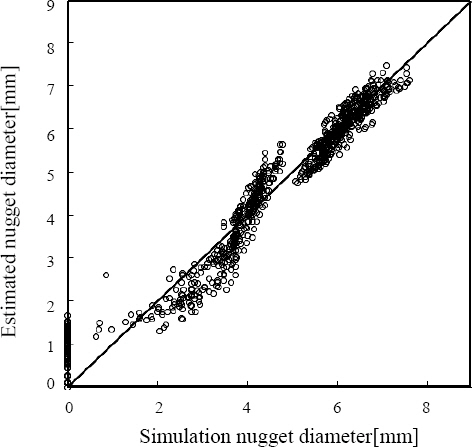
Ļ░ü ĒÜīĻĘĆļ¬©ļŹĖņØś ņśłņĖĪ ņä▒ļŖź ĒÅēĻ░Ćļź╝ ņ£äĒĢ┤ ņŗ£ļ«¼ļĀłņØ┤ņģś Ļ▓░Ļ│╝ļĪ£ ņ¢╗ņØĆ ņÜ®ņĀæļČĆ ļäłĻ▓¤ ņ¦Ćļ”äĻ│╝ ĒÜīĻĘĆļ¬©ļŹĖļĪ£ ņ¢╗ņØĆ ļäłĻ▓¤ ņ¦Ćļ”äņØś ņśłņĖĪ Ļ░ÆņØś ņāüĻ┤Ćņä▒ņØä ĻĘĖļלĒöäļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ļéśĒāĆļé┤ņŚłļŗż. Fig. 4ņÖĆ 5ļŖö Ļ░üĻ░ü 2ņ░© ļŗżĒĢŁ ĒÜīĻĘĆļ¬©ļŹĖĻ│╝, ņĄ£ņĀüĒÖöļÉ£ 2ņ░© ļŗżĒĢŁ ĒÜīĻĘĆ ļ¬©ļŹĖņØś ļ╣äĻĄÉ ĻĘĖļלĒöäņØ┤ļŗż. ĻĘĖļ”╝ņØä ĒåĄĒĢ┤ 2ņ░© ļ¬©ļŹĖņØś Ļ▓ĮņÜ░ ļæÉ Ļ░£ ļ¬©ļæÉ ņĀäņ▓┤ņĀüņ£╝ļĪ£ ņśłņĖĪņä▒ļŖźņØ┤ ļ╣äņŖĘĒĢ£ Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņŚłļŗż.
Fig.┬Ā4
Nugget diameter comparison between simulation values and estimated values for 2nd order polynomial model
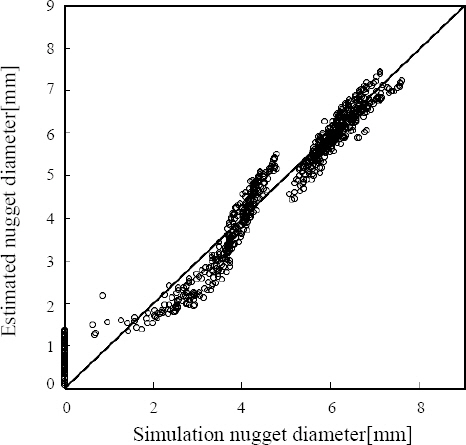
ļæÉ ļ¬©ļŹĖ ļŗż ņŗ£ļ«¼ļĀłņØ┤ņģś ņØś ļäłĻ▓¤ ņ¦Ćļ”äņØ┤ 0ņØĖ Ļ▓ĮņÜ░ ņśżņ░©Ļ░Ć Ēü¼Ļ▓ī ļÉśļŖöļŹ░, ņØ┤Ļ▓āņØĆ ļ¬©ļōĀ ņ×ģļĀźĻ░ÆņØ┤ 0ņØ┤ ļÉśņ¢┤ņĢ╝ ĒÜīĻĘĆ ļ¬©ļŹĖņØś Ļ░ÆņØ┤ 0ņØ┤ ļÉśĻĖ░ ļĢīļ¼ĖņØ┤ļ®░ ĒÜīĻĘĆļ¬©ļŹĖņØś ĒĢ£Ļ│äņĀüņØĖ ļČĆļČäņØ┤ļØ╝Ļ│Ā ĒĢĀ ņłś ņ׳ļŗż. ņĄ£ņĀüĒÖöļÉ£ 2ņ░© ĒÜīĻĘĆļ¬©ļŹĖņØś Ļ▓ĮņÜ░ ļ│ĆņłśĻ░Ć ņĀüņØīņŚÉļÅä ļČłĻĄ¼ĒĢśĻ│Ā 2ņ░© ĒÜīĻĘĆļ¬©ļŹĖĻ│╝ ņśłņĖĪ ņä▒ļŖźņØ┤ ļ╣äņŖĘĒĢ£ Ļ▓āņØä ņĢī ņłś ņ׳ņŚłļŗż.
ĒÜīĻĘĆļ¬©ļŹĖņØś ņśłņĖĪ ņä▒ļŖźņØś ņĀĢļץņĀü ĒÅēĻ░ĆļĪ£ļŖö ņāüĻ┤ĆĻ│äņłś, Ļ▓░ņĀĢĻ│äņłś, F-Ļ▓Ćņ”Ø, ĒÅēĻĘĀ ņśżņ░©ņ£© ļō▒ ļŗżņ¢æĒĢ£ ļ░®ļ▓Ģņ£╝ļĪ£ ņłśĒ¢ēļÉśņ¢┤ņ¦äļŗż4). ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö Ļ░üĻ░üņØś ļ¬©ļŹĖņŚÉ ļīĆĒĢ£ Ļ▓░ņĀĢ Ļ│äņłś(coefficient of determination:R2)ņÖĆ ĒÅēĻĘĀ ņśżņ░©ņ£©(average error rate: AER)ņØä ņé¼ņÜ®ĒĢśņŚ¼ ļ¬©ļŹĖņŚÉ ļīĆĒĢ£ ņśłņĖĪ ņä▒ļŖźņØä ĒÅēĻ░ĆĒĢśņśĆļŗż. ĒÅēĻĘĀ ņśżņ░©ņ£©Ļ│╝ Ļ▓░ņĀĢĻ│äņłśņØś ņŗØņØĆ Ļ░üĻ░ü ņĢäļלņØś ņŗØ (5)ņÖĆ (6)Ļ│╝ Ļ░Öļŗż.
ņŚ¼ĻĖ░ņä£ R2 ļŖö Ļ▓░ņĀĢĻ│äņłśņØ┤Ļ│Ā, i ļŖö ļŹ░ņØ┤Ēä░ ļ▓łĒśĖ, n ņØĆ ļŹ░ņØ┤Ēä░ņØś ņ┤Ø Ļ░£ņłśņØ┤ļŗż. y ļŖö ņŗ£ļ«¼ļĀłņØ┤ņģś Ļ▓░Ļ│╝ņØś ņØĖņןņĀäļŗ©Ļ░ĢļÅä, y ┬» y ^ y ^ ┬» y ^
5. Ļ▓░ ļĪĀ
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö 1500MPaĻĖē ĒĢ½ņŖżĒā¼ĒĢæĻ░ĢņŚÉ ļīĆĒĢ┤ ļÅÖņóģņ×¼ļŻī, ņØ┤ņóģņ×¼ļŻī, ļÅÖņóģļæÉĻ╗ś, ņØ┤ņóģļæÉĻ╗śņŚÉ ļīĆĒĢ£ ņĀĆĒĢŁ ņĀÉ ņÜ®ņĀæ ĒŖ╣ņä▒ņØä ņŗ£ļ«¼ļĀłņØ┤ņģśņØä ņłśĒ¢ēĒĢśņśĆĻ│Ā ņÜ®ņĀæļČĆņØś ļäłĻ▓¤ņØś ņ¦Ćļ”äņØä ņśłņĖĪĒĢĀ ņłś ņ׳ļŖö ļ¬©ļŹĖņØä ņĀ£ņĢłĒĢśņśĆļŗż.
1) FEM ņŗ£ļ«¼ļĀłņØ┤ņģśņØä ņØ┤ņÜ®ĒĢśņŚ¼ ĒĢ½ņŖżĒā¼ĒĢæĻ░ĢņØś ļæÉĻ╗ś 1.0mmņÖĆ 1.4mmņØś ļÅÖņóģ Ļ░ĢĒīÉĻ│╝ 1.0mmņÖĆ 1.4mmņØś ņØ┤ņóģ ļæÉĻ╗ś Ļ░ĢĒīÉņŚÉ ļīĆĒĢśņŚ¼ ļĪ£ļĖīĻ│ĪņäĀ ņĀ£ņĢłĒĢśņśĆļŗż.
2) ņŗ£ļ«¼ļĀłņØ┤ņģś Ļ▓░Ļ│╝ļź╝ ĻĘ╝Ļ▒░ļĪ£ ĒĢśņŚ¼ ņÜ®ņĀæļČĆņØś ļäłĻ▓¤ ņ¦Ćļ”äņØä ņśłņĖĪĒĢĀ ņłś ņ׳ļÅäļĪØ ņÜ®ņĀæņĀäļźś, ņÜ®ņĀæņŗ£Ļ░ä, ņĀäĻĘ╣ Ļ░ĆņĢĢļĀź, 2Ļ░Ćņ¦Ć ņåīņ×¼ņØś Ļ░Ģņ×¼ņØś ņ×¼ņ¦ł, ļæÉ Ļ░Ģņ×¼ņØś ļæÉĻ╗śļź╝ ņ×ģļĀźņØĖņ×ÉļĪ£ ĒĢśļŖö 2ņ░© ļŗżĒĢŁ ĒÜīĻĘĆ ļ¬©ļŹĖņØä ņĀ£ņĢłĒĢśņśĆļŗż.
3) ļ¦ÄņØĆ ņ×ģļĀź ņØĖņ×ÉļĪ£ ļČĆĒä░ ļŗ©Ļ│äļ│ä ĒÜīĻĘĆ ĻĖ░ļ▓Ģ(stepwise regression)ņØä ļÅäņ×ģĒĢśņŚ¼ ņĄ£ņĀüĒÖöļÉ£ 2ņ░© ļŗżĒĢŁ ĒÜīĻĘĆļ¬©ļŹĖņØä ņĀ£ņĢłĒĢĀ ņłś ņ׳ņŚłļŗż.
Fig.┬Ā5
Nugget diameter comparison between simulation values and estimated values for optimized 2nd order polynomial model
4) 2ņ░© ĒÜīĻĘĆļ¬©ļŹĖĻ│╝ ņĄ£ņĀüĒÖö ļ¬©ļŹĖņØś ņśłņĖĪ ņä▒ļŖźņØä Ļ▓░ņĀĢ Ļ│äņłśņÖĆ ĒÅēĻĘĀ ņśżņ░©ņ£©ļĪ£ ĒÅēĻ░ĆĒĢśņśĆņ£╝ļ®░ Ļ▓░ņĀĢĻ│äņłśļŖö Ļ░üĻ░ü 0.955, 0.951 ņØ┤ļ®░, ĒÅēĻĘĀņśżņ░©ņ£©ņØĆ ļ¬©ļæÉ 0.169ņśĆņ£╝ļ®░, ĻĘĖ Ļ▓░Ļ│╝ ļæÉ ļ¬©ļŹĖ ļ¬©ļæÉ ļ╣äņŖĘĒĢ£ ņśłņĖĪņä▒ļŖźņØä Ļ░¢Ļ│Ā ņ׳ņØīņØä ĒÖĢņØĖ ĒĢĀ ņłś ņ׳ņŚłļŗż.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



