


1. ņä£ ļĪĀ
ļīĆĻĖ░ ņżæņ£╝ļĪ£ ļ░®ņČ£ļÉśļŖö ņØ┤ņé░ĒÖöĒāäņåīļŖö ņ¦ĆĻĄ¼ ņś©ļé£ĒÖöņØś ņŻ╝ņÜö ņÜöņØĖņ£╝ļĪ£ ņØĖņŗØļÉśļŖöļŹ░, ņŻ╝ļĪ£ ĒÖöņäØņŚ░ļŻīņØś ņŚ░ņåīĻ│╝ņĀĢņŚÉņä£ ļ░░ņČ£ļÉ£ļŗż. ņłśņåĪĻĖ░ĻĖ░ņŚÉņä£ ļ░░ņČ£Ļ░ĆņŖż ņĀĆĻ░ÉņØä ņ£äĒĢ£ ĒÜ©Ļ│╝ņĀüņØĖ ļ░®ļ▓ĢņżæņØś ĒĢśļéśļŖö ņ░©ļ¤ēņØś ļ¼┤Ļ▓īļź╝ Ļ░Éņåīņŗ£ĒéżļŖö Ļ▓āņØ┤ļŗż. ļ»ĖĻĄŁ ņŚÉļäłņ¦Ćņä▒(DOE)ņØś ļ│┤Ļ│ĀņŚÉ ļö░ļź┤ļ®┤, ņ░©ļ¤ēņØś ņżæļ¤ēņØä 10% ņżäņØ┤ļ®┤ 7~8%ņØś ņŚ░ļ╣äļź╝ ņ”ØĻ░Ćņŗ£ņ╝£ ņØ┤ņé░ĒÖöĒāäņåī ļ░░ņČ£ļ¤ēņØä Ļ░Éņåīņŗ£Ēé¼ ņłś ņ׳ļŗż1). ņ░©ņ▓┤ņØś ļ¼┤Ļ▓īļź╝ ņżäņØ┤ĻĖ░ ņ£äĒĢśņŚ¼ Ļ│ĀĻ░ĢļÅäĻ░Ģ, ņĢīļŻ©ļ»ĖļŖä, ļ¦łĻĘĖļäżņŖś, CFRP ļō▒ ļ¼┤Ļ▓ī ļīĆļ╣ä Ļ░ĢļÅäĻ░Ć ļåÆņØĆ Ļ▓Įļ¤ēņåīņ×¼ņØś ņĀüņÜ®ņØä ņ”ØĻ░Ćņŗ£ĒéżĻ│Ā ņ׳ļŗż. ĒŖ╣Ē׳ ņĢīļŻ©ļ»ĖļŖäņØĆ ĻĘ£ņåī ļŗżņØīņ£╝ļĪ£ ļČĆņĪ┤ļ¤ēņØ┤ ļ¦ÄĻ│Ā, ņāüņÜ® ĻĖłņåŹ ņżæņŚÉņä£ļŖö ļ¦łĻĘĖļäżņŖś ļŗżņØīņ£╝ļĪ£ ļ░ĆļÅäĻ░Ć ļé«ņØĆ ņåīņ×¼ņØ┤ļŗż. ļśÉĒĢ£ ņĢīļŻ©ļ»ĖļŖäĒĢ®ĻĖłņØĆ ļ╣äĻĄÉņĀü ņŚŁņé¼Ļ░Ć ņśżļלļÉśņ¢┤ ļŗżņ¢æĒĢ£ ĒĢ®ĻĖłĻ│äĻ░Ć Ļ░£ļ░£ļÉśņŚłĻ│Ā, Ļ░ĆĻ│Ą, ņÜ®ņĀæ, ļ░®ņŗØ ļō▒ ļČĆĒÆłĒÖöļź╝ ņ£äĒĢ£ ĻĖ░ņłĀņØ┤ Ļ░£ļ░£ļÉśņŚłļŗż. ņĢīļŻ©ļ»ĖļŖäĒĢ®ĻĖłņØĆ ņé░ĒÖöņä▒, ņŚ┤ ļ░Å ņĀäĻĖ░ņĀäļÅäļÅäĻ░Ć ļåÆĻĖ░ ļĢīļ¼ĖņŚÉ ņóģļלņØś ļ░®ļ▓Ģņ£╝ļĪ£ ņÜ®ņĀæņØ┤ Ļ╣īļŗżļĪ£ņÜ░ļéś, ņÜ®ņĀæņןļ╣äņØś ļ░£ņĀäņŚÉ ļö░ļØ╝ ņĄ£ĻĘ╝ņŚÉļŖö ļ¼┤ļé£Ē׳ ņÜ®ņĀæņØ┤ Ļ░ĆļŖźĒĢśļŗż. ĒŖ╣Ē׳ TIGņÜ®ņĀæņØĆ ņĢīļŻ©ļ»ĖļŖäĒĢ®ĻĖłņØś ņÜ®ņĀæņŚÉņä£ ļ╣äņÜ®ņØ┤ ļé«ņØä ļ┐Éļ¦īņĢäļŗłļØ╝ ņÜ®ņĀæļČĆ ņä▒ļŖźņØ┤ ņÜ░ņłśĒĢśļŗż2-6).
ĒĢ£ĒÄĖ, ļ│Ąņ×ĪĒĢ£ ĒśĢņāüņØś ļČĆĒÆłņØś ņĀ£ņĪ░ņŚÉļŖö ņĢäĒü¼ņÜ®ņĀæņØ┤ ņØ╝ļ░śņĀüņ£╝ļĪ£ ņé¼ņÜ®ļÉśļŖöļŹ░, ļ╣äņ▓Āņåīņ×¼ Ēś╣ņØĆ ņåīĻĘ£ļ¬© ņāØņé░ņŚÉļŖö TIG ņÜ®ņĀæņØ┤ ņé¼ņÜ®ļÉ£ļŗż. TIG ņÜ®ņĀæņØĆ ĒĢäļ”┐, ļ¦×ļīĆĻĖ░, Ļ▓╣ņ╣śĻĖ░ ļō▒ ļŗżņ¢æĒĢ£ ņØ┤ņØīļČĆņŚÉ ņĀüņÜ®ņØ┤ Ļ░ĆļŖźĒĢśļŗż. ĻĘĖļ¤¼ļéś ņ×ģņŚ┤ļ¤ēņØ┤ Ļ│╝ļŗżĒĢśļ®┤ ņÜ®ņĀæņŚÉ ļö░ļźĖ ņŚ┤ņØæļĀźņØ┤ ļ░£ņāØĒĢśĻ▓ī ļÉśĻ│Ā, ņāüļŗ╣ļ¤ēņØś ļé┤ļČĆņØæļĀźņØ┤ ļ¬©ņ×¼ ļé┤ļČĆņŚÉ ņČĢņĀüļÉśņ¢┤ ļ│ĆĒśĢņŚÉ ļö░ļźĖ ņÜ®ņĀæļČłļ¤ēņØ┤ ļ░£ņāØļÉ£ļŗż5). ņĢīļŻ©ļ»ĖļŖäĒĢ®ĻĖłņØś TIG ņÜ®ņĀæļČĆļŖö ļ╣ĀļźĖ ņŚ┤ņĀäļŗ¼ ļ░Å ĒīĮņ░Į/ņłśņČĢņ£╝ļĪ£ ņŚ┤ļ│ĆĒśĢņØ┤ ļ¦ÄņØ┤ ļ░£ņāØĒĢśņ¦Ćļ¦ī Ļ┤ĆļĀ© ņŚ░ĻĄ¼ļŖö ļ¦ÄņØ┤ ļČĆņĪ▒ĒĢ£ ņŗżņĀĢņØ┤ļŗż7).
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņØ╝ļ░śņĀüņ£╝ļĪ£ ņé¼ņÜ®ļÉśļŖö Ļ│ĀĻ░ĢļÅä ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖłņØĖ A6061 ņåīņ×¼ņØś TIG ņÜ®ņĀæ ĒŖ╣ņä▒ņŚÉ ļīĆĒĢśņŚ¼ ņĢīņĢäļ│┤ņĢśļŗż. ņÜ®ņĀæļČĆ ĒÆłņ¦łņØĖņ×ÉļōżņØĆ ņÜ®ņ×ģĻ╣ŖņØ┤, ļ╣äļō£ĒÅŁ ļ░Å ņ¢ĖļŹöĒĢäņØä ņäĀņĀĢĒĢśņśĆĻ│Ā, ļ│ĆņłśļŖö ņÜ®ņĀæņĀäļźś, ņØ┤ņåĪņåŹļÅä ļ░Å ņĢäĒü¼ĻĖĖņØ┤ļź╝ ņäĀņĀĢĒĢśņśĆļŗż. ņĀüņØĆ ņŗżĒŚśĒÜīņłśļĪ£ ļŗżņ¢æĒĢ£ ļ│ĆņłśļōżņØś ņśüĒ¢źņØä ņĀĢļ░ĆĒĢśĻ│Ā ņ×¼Ēśäņä▒ņ׳Ļ▓ī ņĢīņĢäļ│┤ĻĖ░ ņ£äĒĢśņŚ¼ ņŗżĒŚśĻ│äĒÜŹļ▓ĢņŚÉ ļö░ļØ╝ ņÜ®ņĀæņØä ņłśĒ¢ēĒĢśņśĆļŗż. ļśÉĒĢ£, ļ░śņØæĒæ£ļ®┤ļČäņäØļ▓Ģ(Response Surface Methodology)ņØä ņĀüņÜ®ĒĢśņŚ¼ ņĄ£ņĀüņØś ļ╣äļō£ ĒśĢņāüņØä Ļ░Ćņ¦ĆļŖö ņÜ®ņĀæņĪ░Ļ▒┤ņØä ņäĀņĀĢĒĢśņśĆļŗż.
2. ņØ┤ļĪĀņĀü ļ░░Ļ▓Į
TIG ņÜ®ņĀæņŚÉņä£ļŖö ļŗżņ¢æĒĢ£ Ļ│ĄņĀĢļ│ĆņłśļōżņØ┤ ņÜ®ņĀæļČĆ ņä▒ļŖźņŚÉ ņśüĒ¢źņØä ļ»Ėņ╣śļ®░, ļ│Ćņłśļōż ņé¼ņØ┤ņŚÉ ĻĄÉĒśĖņ×æņÜ®ņØ┤ ļ░£ņāØĒĢśĻĖ░ļÅä ĒĢ£ļŗż. ļŗżņ¢æĒĢ£ Ļ│ĄņĀĢļ│Ćņłś ļ░Å ļ░śņØæņØ┤ ņĪ┤ņ×¼ĒĢśļŖö Ļ▓ĮņÜ░ ņŗżĒŚśĻ│äĒÜŹļ▓ĢņŚÉ ļö░ļØ╝ ņÜ®ņĀæņĪ░Ļ▒┤ņØä ņäĀņĀĢĒĢśĻ│Ā ņŗżĒŚśņØä ņłśĒ¢ēĒĢśļŖö Ļ▓āņØ┤ ĒÜ©ņ£©ņĀüņØ┤ļŗż. ļīĆĒæ£ņĀüņØĖ ņŗżĒŚśĻ│äĒÜŹļ▓ĢņØĆ ņÜöņØĖļ░░ņ╣śļ▓Ģ, ļ░śņØæĒæ£ļ®┤ļČäņäØļ▓Ģ, ļŗżĻĄ¼ņ░ī ņŗżĒŚśĻ│äĒÜŹļ▓Ģ ļō▒ņØ┤ ņ׳ļŗż.
2.1 ļ░śņØæĒæ£ļ®┤ļČäņäØļ▓Ģ
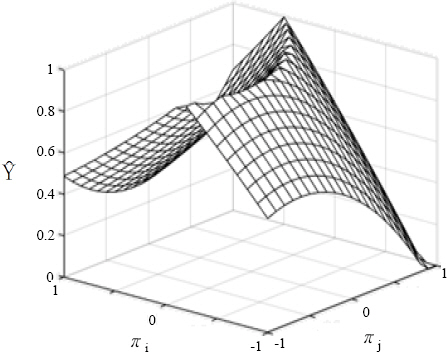
ļ░śņØæĒæ£ļ®┤ļČäņäØļ▓ĢņŚÉņä£ Ļ░ü ņØĖņ×ÉĻ░äņØś ņŻ╝ ĒÜ©Ļ│╝ņÖĆ ĻĄÉĒśĖņ×æņÜ®ņØä ĒÖĢņØĖĒĢśĻĖ░ ņ£äĒĢ┤ņä£ļŖö Ļ░ü ĒÜ©Ļ│╝ņŚÉ ļīĆĒĢ┤ ĻĘĖļלĒöäļĪ£ ļéśĒāĆļé┤ņŚłņØä ļĢī, ņāüĒśĖ ĻĄÉĒśĖņ×æņÜ®ņŚÉ ņØśĒĢ┤ ņäĀĒśĢņØ┤ ņĢäļŗī ļ╣äņäĀĒśĢņ£╝ļĪ£ ļéśĒāĆļé£ļŗż. ļö░ļØ╝ņä£ ņČ£ļĀźļ│Ćņłśļź╝ ņĄ£ņĀüĒÖöņŗ£ĒéżĻĖ░ ņ£äĒĢ£ ļ░śņØæĒæ£ļ®┤ņØĆ, ĒÜīĻĘĆļČäņäØ(Regression analysis) ļ░®ļ▓ĢņŚÉ ņØśĒĢ┤ ņČöņĀĢļÉśļ»ĆļĪ£ 2ņ░© ĒÜīĻĘĆļ¬©ļŹĖņØä ņŗżĒŚśĻ│äĒÜŹļ▓ĢņØś Ēæ£ņŚÉ ļ¦×ņČś ņŗżĒŚśņØś Ļ▓░Ļ│╝ Ļ░ÆņØä ĒåĄĒĢ┤ ĻĄ¼ĒĢśļ®░, ņŗØ(1)Ļ│╝ Ļ░ÖņØ┤ ļéśĒāĆļéĖļŗż8).
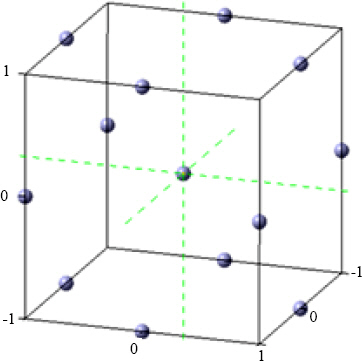
ņŚ¼ĻĖ░ņä£ ┼ĘļŖö ļ░śņØæļ¤ē yņØś ņČöņĀĢ Ļ░ÆņØ┤Ļ│Ā, xi,xj ļŖö ņ×ģļĀźļ│ĆņłśļōżņØś ņĮöļō£ļ│Ćņłś Ļ░Æ(Coded unit)ņØ┤ļ®░, B0,Bi,Bij ļŖö ņĄ£ņåīņ×ÉņŖ╣ļ▓ĢņØä ņĀüņÜ®ĒĢśņŚ¼ ĻĄ¼ĒĢ£ Ļ│äņłśņØ┤ļ®░ kļŖö ņÜöņØĖņØś Ļ░£ņłśņØ┤ļŗż. ļ░śņØæĒæ£ļ®┤ļČäņäØļ▓ĢņØĆ ņŗØ (1) ļ░Å Fig. 2ņŚÉ ļéśĒāĆļéĖ Ļ▓āĻ│╝ Ļ░ÖņØ┤ ņŚ¼ļ¤¼ Ļ░£ņØś ņ×ģļĀźļ│Ćņłś xi,,xj Ļ░Ć ļ│ĄĒĢ®ņĀüņØĖ ņ×æņÜ®ņØä ĒĢ©ņ£╝ļĪ£ņŹ© ņ¢┤ļ¢ż ņČ£ļĀźļ│Ćņłś ┼ĘņŚÉ ņśüĒ¢źņØä ņŻ╝Ļ│Ā ņ׳ņØä ļĢī, ņØ┤ļ¤¼ĒĢ£ ļ░śņØæņØś ļ│ĆĒÖöĻ░Ć ļ░śņØæĒæ£ļ®┤ņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņŚÉ ļīĆĒĢ£ ĒåĄĻ│äņĀüņØĖ ļČäņäØļ░®ļ▓ĢņØĖļŹ░9), ņ¦üĻĄÉ ļĖöļĪØņØä ļ¦īļōżĻĖ░ ņÜ®ņØ┤ĒĢśĻ│Ā, 2ņ░© ĒÜīĻĘĆļ¬©ļŹĖņØä ņāØņä▒ĒĢĀ ņłś ņ׳ņ£╝ļ®░, ņĄ£ņĀüņØś ņĪ░Ļ▒┤ņØä ņ░ŠņØä ņłś ņ׳ļŗż. ļśÉĒĢ£ Fig. 2ņÖĆ Ļ░ÖņØĆ BBD(Box-Benh- ken Design)ļ░®ļ▓ĢņØĆ ĻĘ╣ņĀÉņØś ņŗżĒŚśņØä ņĀ£ņÖĖĒĢ©ņ£╝ļĪ£ņŹ© ņŗżĒŚś ĒܤņłśĻ░Ć ļ╣äĻĄÉņĀü ņĀüņ¢┤ņä£ ļ░śņØæĒæ£ļ®┤ļČäņäØņŚÉņä£ ļ¦ÄņØ┤ ņé¼ņÜ®ļÉ£ļŗż.
2.2 F-testņÖĆ P-valueļź╝ ĒåĄĒĢ£ ĒÜīĻĘĆļ¬©ļŹĖņØś Ļ▓ĆņĀĢ ļ░Å ĒśĖĻ░ÉļÅä ĒĢ©ņłś
BBD ļ░®ļ▓ĢņŚÉ ņØśĒĢ┤ ĻĄ¼ĒĢ┤ņ¦ä ĒÜīĻĘĆņŗØņØś ņ£ĀņØśņä▒ņŚÉ ļīĆĒĢ£ ĒīÉļŗ©ņØĆ F-test ļ░Å P-valueņŚÉ ņØśĒĢ┤ Ļ▓░ņĀĢļÉ£ļŗż. F-testņŚÉņä£ļŖö, Ēæ£ļ│Ė ņ¦æļŗ©ņØĖ F0ņØś Ļ░ÆņØ┤ ļ¬©ņ¦æļŗ©ņØĖ F(╬▒)ņÖĆ ļ╣äĻĄÉĒĢśņŚ¼ Ēü¼ļ®┤ Ēü┤ņłśļĪØ ĒÜīĻĘĆļ░®ņĀĢņŗØņØś ņĀĢļÅäĻ░Ć ņóŗļŗżĻ│Ā ĒĢĀ ņłś ņ׳ļŗż10). P-valueņØś Ļ▓ĮņÜ░, ņśłņĖĪļÉ£ ĒåĄĻ│ä Ļ░ÆĻ│╝ ļŗżļźĖ Ļ▓░Ļ│╝ Ļ░ÆņØ┤ ļéśņś¼ ĒÖĢļźĀņØä ļ¦ÉĒĢśļŖö Ļ▓āņ£╝ļĪ£ P-valueņØś Ļ░ÆņØ┤ ņ£ĀņØśņłśņżĆņØĖ 0.05ļ│┤ļŗż ļé«ņØäņłśļĪØ ņłśĒĢÖņĀü ĒÜīĻĘĆļ¬©ļŹĖņØś ņĀĢļÅäĻ░Ć ņóŗļŗżĻ│Ā ĒīÉļ│äļÉ£ļŗż.
ĒśĖĻ░ÉļÅä ĒĢ©ņłśļŖö ļŗżņżæņØæļŗĄņŚÉ ļīĆĒĢ£ ņĄ£ņĀü ņ×ģļĀź Ļ░ÆņØä ņ░ŠņĢäņŻ╝ļŖö ļ░®ļ▓Ģņ£╝ļĪ£, ĒÜīĻĘĆļ¬©ļŹĖņØä ņé¼ņÜ®ĒĢśņŚ¼ Ļ░ü ņØæļŗĄņŚÉ ļīĆĒĢ£ ĒśĖĻ░ÉļÅä ĒĢ©ņłśņØś ļ▓öņ£äļź╝ 0~1ļĪ£ ņĀĢņØśĒ¢łņØä ļĢī Ļ░ü ņØæļŗĄņŚÉ ļīĆĒĢ£ ļ¦īņĪ▒ļÅäĻ░Ć Ēü┤ņłśļĪØ 1ņŚÉ ĻĘ╝ņĀæĒĢśĻ│Ā ļ¦īņĪ▒ļÅäĻ░Ć ņ×æņØäņłśļĪØ 0ņŚÉ ĻĘ╝ņĀæĒĢ£ļŗż11).
3. ņŗżĒŚśļ░®ļ▓Ģ ļ░Å ņł£ņä£
ņÜ®ņĀæņżĆļ╣ä, ņĪ░Ļ▒┤ņäĀņĀĢ, ņÜ®ņĀæņŗżĒŚś, ļŹ░ņØ┤Ēä░ļČäņäØ ļ░Å ņĄ£ņĀüĒÖöļŖö Fig. 3Ļ│╝ Ļ░ÖņØ┤ ņłśĒ¢ēĒĢśņśĆļŗż. BBD ļ░®ļ▓Ģņ£╝ļĪ£ ņäżĻ│äļÉ£ ņĪ░Ļ▒┤ņ£╝ļĪ£ ņÜ®ņĀæņØä ņłśĒ¢ēĒĢśĻ│Ā, ĻĘĖ ņŗżĒŚś Ļ▓░Ļ│╝ Ļ░Æņ£╝ļĪ£ļČĆĒä░ ņłśĒĢÖņĀü ĒÜīĻĘĆļ¬©ļŹĖņØä ļÅäņČ£ĒĢśĻ│Ā, ĒÜīĻĘĆļ¬©ļŹĖņØś ņĀüĒĢ®ļÅäļŖö ANOVA, F-test, P-value ļ░Å Ļ▓░ņĀĢĻ│äņłś(R2)ļź╝ ņé¼ņÜ®ĒĢśņŚ¼ Ļ▓ĆņĀĢĒĢśņśĆļŗż. Ļ▓ĆņĀĢ ņÖäļŻī Ēøä, ĒśĖĻ░ÉļÅä ĒĢ©ņłśņÖĆ ļ░śņØæĒæ£ļ®┤ļ▓ĢņØä ņé¼ņÜ®ĒĢśņŚ¼ ņĄ£ņĀüĒÖöĒĢśņśĆņ£╝ļ®░, ļ│ĄĒĢ® ĒśĖĻ░ÉļÅä ĒĢ©ņłśļź╝ ņé¼ņÜ®ĒĢśņŚ¼ ņĄ£ņĀüĒÖö Ļ▓░Ļ│╝ ļ░Å ĒÜīĻĘĆļ¬©ļŹĖņØś ņĀĢĒÖĢļÅäļź╝ Ļ▓Ćņé¼ĒĢśņśĆļŗż.
3.1 ņÜ®ņĀæ ņĪ░Ļ▒┤
ļ│Ė ņŗżĒŚśņŚÉ ņé¼ņÜ®ļÉ£ ņåīņ×¼ļŖö ņÜ®ņĀæņä▒Ļ│╝ ņä▒ĒśĢņä▒ņØ┤ ņÜ░ņłśĒĢśņŚ¼ ļäÉļ”¼ ņé¼ņÜ®ļÉśļŖö A6061 ĒĢ®ĻĖłņØ┤ņŚłļŗż. Table 1ņŚÉ A6061 ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖłņØś ĒÖöĒĢÖņĀü ņä▒ļČäņØä ļéśĒāĆļé┤ņŚłļŗż. ņÜ®ņĀæņŗ£ĒÄĖņØĆ 160mm ├Ś 75mm ├Ś 2 mmļĪ£ ņĀłļŗ©ĒĢśĻ│Ā, ņØ┤ļ®┤ļ╣äļō£ ņāØņä▒ ļČĆĻĘ╝ņØä ņŚÉĒŗĖņĢīņĮ£ļĪ£ ņäĖņĀüĒĢśņśĆļŗż.
Table┬Ā1
Chemical compositions of A6061 aluminum alloy (wt.%)
| Al | Cu | Si | Mn | Mg | Zn | Fe |
|---|---|---|---|---|---|---|
| bal. | 0.15~0.4 | 0.4~0.8 | 0.15 | 0.8~1.2 | 0.25 | 0.7 |
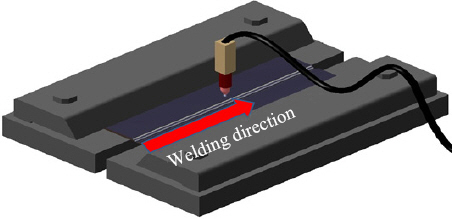
ņĢīļŻ©ļ»ĖļŖäĒĢ®ĻĖłņØś TIG ņÜ®ņĀæņŚÉņä£ ļ╣äļō£ ĒśĢņāüņŚÉ ņśüĒ¢źņØä ļ»Ėņ╣śļŖö ņØĖņ×ÉļŖö ņÜ®ņĀæņĀäļźś, ņØ┤ņåĪņåŹļÅä, ņĢäĒü¼ ĻĖĖņØ┤, ĒåĀņ╣ś Ļ░üļÅä, ļ│┤ĒśĖĻ░ĆņŖżņØś ņóģļźśņÖĆ ņ£Āļ¤ē ļō▒ņØ┤ ņ׳ļŗż. ņśłļ╣äņŗżĒŚśņØä ĒåĄĒĢ┤ ņŻ╝ņÜö ņ×ģļĀźļ│ĆņłśļĪ£ ņÜ®ņĀæņĀäļźś, ņØ┤ņåĪņåŹļÅä ļ░Å ņĢäĒü¼ĻĖĖņØ┤ļź╝ ņäĀņĀĢĒĢśņśĆļŗż. ĒåĀņ╣śĻ░üļÅä, ņĀäĻĘ╣ņ¦üĻ▓Į ļ░Å ļ│┤ĒśĖĻ░ĆņŖż ļō▒ņØĆ Ļ│ĀņĀĢļ│ĆņłśļĪ£ ĒĢśņŚ¼ Table 2ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ņÜ®ņĀæļČĆ ĒÆłņ¦łņØä ļéśĒāĆļé┤ļŖö ņČ£ļĀźļ│ĆņłśļŖö ņÜ®ņ×ģĻ╣ŖņØ┤ņÖĆ ļ╣äļō£ĒÅŁņØä ņäĀņĀĢĒĢśņśĆļŗż. ņÜ®ņĀæĻĖ░ļŖö Froniusņé¼ņØś Magic Wave 3000 TIG ņÜ®ņĀæĻĖ░ņØ┤ļ®░, AC ņĀäļźśļĪ£ ņŗżņŗ£ĒĢśņśĆļŗż. ņÜ®ņĀæņØĆ Fig. 4ņÖĆ Ļ░ÖņØ┤ ņĢäļלļ│┤ĻĖ░ (1G) ņ×ÉņäĖļĪ£ ļ╣äļō£ ņś© ĒöīļĀłņØ┤ĒŖĖļĪ£ ĒĢśņśĆņ£╝ļ®░, ņÜ®ņĀæĻĖĖņØ┤ļŖö 120 mmņØ┤ņŚłļŗż.
Table┬Ā2
Fixed conditions for TIG welding for A6061 aluminum alloy
| Torch angle (┬░) | 90 |
| Gas | Ar |
| Gas flow (l/min) | 15 |
| Electrodes (mm) | 3 |
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ļ¬®Ēæ£ ĒśĢņāü ņ╣śņłśļź╝ ļ¦īņĪ▒ĒĢśļŖö ņÜ®ņĀæņĪ░Ļ▒┤ņØä ņ░ŠĻĖ░ ņ£äĒĢ┤, ņĢ×ņä£ ņäżļ¬ģĒĢ£ BBD ļ░®ļ▓ĢņØä ņé¼ņÜ®ĒĢśņśĆļŗż. ņ×ģļĀźļ│ĆņłśņØĖ ņÜ®ņĀæņĪ░Ļ▒┤ņØĆ ņĀäļźś(X1)ļŖö 100~120A, ņĢäĒü¼ ĻĖĖņØ┤(X2)ļŖö 1~3mm, ņÜ®ņĀæņåŹļÅä(X3)ļŖö 6~8mm/sņØ┤ņŚłņ£╝ļ®░ Table 3ņŚÉ ļéśĒāĆļé┤ņŚłļŗż.
3.2 ņÜ®ņĀæļ╣äļō£ ĒśĢņāü ņĖĪņĀĢ
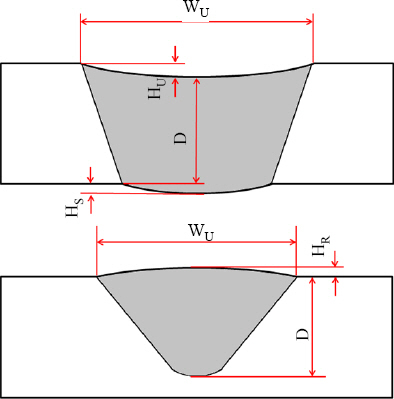
ņÜ®ņĀæņØĆ case ļŗ╣ 3ĒÜī ļ░śļ│ĄĒĢśņśĆņ£╝ļ®░, ņÜ®ņĀæ ļ╣äļō£ņØś ņżæĻ░äņØĖ 60mm ņ¦ĆņĀÉņŚÉņä£ ļ¬©ņ×¼ļź╝ ņĪ░ņ¦üĻ▓Ćņé¼ņÜ® ņŗ£ĒÄĖņØä ņ▒äņĘ©ĒĢśņśĆļŗż. ņÜ®ņĀæļČĆļź╝ ņŚ░ļ¦ł ļ░Å ļČĆņŗØņŗ£ņ╝£ Ļ┤æĒĢÖĒśäļ»ĖĻ▓Įņ£╝ļĪ£ Ļ┤Ćņ░░ĒĢśņŚ¼ ņāüļČĆļ╣äļō£Ēż(WU), ĒĢśļČĆļ╣äļō£ĒÅŁ(WL), ņÜ®ņ×ģĻ╣ŖņØ┤(D), ņ¢ĖļŹöĒĢä(HU), ļ╣äļō£ņ│Éņ¦É(HS)ņØä ņĖĪņĀĢĒĢśņśĆļŗż.
3.3 Ļ▓ĆņĀĢ ļ░Å ņÜ®ņĀæ ĒÆłņ¦ł ĒÅēĻ░Ć
A6061 ĒĢ®ĻĖłņØś TIG ņÜ®ņĀæļČĆņŚÉņä£ ņĖĪņĀĢĒĢ£ ļ╣äļō£ĒÅŁĻ│╝ ņÜ®ņ×ģĻ╣ŖņØ┤ņØś ĒÅēĻĘĀĻ░ÆņØĆ ĒåĄĻ│äļČäņäØ ĒöäļĪ£ĻĘĖļשņØĖ Minitab 17ņØä ņé¼ņÜ®ĒĢśņŚ¼ ņłśĒĢÖņĀü ĒÜīĻĘĆļ¬©ļŹĖņØä ļÅäņČ£ĒĢśņśĆļŗż. ĒÜīĻĘĆļ¬©ļŹĖņØĆ ņ£ĀņØśņłśņżĆ 5%ņŚÉņä£ F-testņÖĆ P-valueļĪ£ļČĆĒä░ Ļ▓ĆņĀĢĒĢśņśĆļŗż. ņÜ®ņĀæ ļ╣äļō£ņØś ļŗ©ļ®┤ĒśĢņāüņØĆ Fig. 5ņÖĆ Ļ░ÖņØ┤ ņÖäņĀäņÜ®ņ×ģĻ│╝ ļČłņÖäņĀäņÜ®ņ×ģņØś ļæÉ Ļ░Ćņ¦Ć ĒśĢņāüņ£╝ļĪ£ ļīĆļ│äļÉśņŚłļŗż. ņØ┤ļ®┤ ļ╣äļō£Ļ░Ć ņāØņä▒ļÉśņ¦Ć ņĢŖņØĆ ļČłņÖäņĀäņÜ®ņĀæņØś Ļ▓ĮņÜ░, ĒĢśļČĆļ╣äļō£ĒÅŁ WLņØĆ ņ£ĀņØśĒĢśņ¦Ć ņĢŖņĢśļŗż. Ļ▓░ĒĢ©ņØś ĻĖ░ņżĆņØĖ HUņÖĆ HS ņŚŁņŗ£ ļČłĻĘĀņØ╝ĒĢśĻ▓ī ļéśĒāĆļé¼ļŗż. ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ņ¢ĖļŹöĒĢä(HU) ļ░Å ļ╣äļō£ņ│Éņ¦É(HS) ņĄ£ļīĆĻ░ÆņØĆ Ļ░üĻ░ü 0.26mm ļ░Å 0.38mm ņØĖļŹ░, ņÜ®ņĀæļČĆ ĒśĢņāüņŚÉ ļīĆĒĢ£ ĻĘ£Ļ▓®(ISO 6520)ņŚÉņä£ ņ¢ĖļŹöĒĢä(HU) ļ░Å ļ╣äļō£ņ│Éņ¦É(HS)ņØś ĒŚłņÜ®ĒĢ£ļÅäļŖö Ļ░üĻ░ü 0.4 mm ļ░Å 0.5 mmņØ┤ļ»ĆļĪ£, HUņÖĆ HSļŖö ĒÆłņ¦łņØĖņ×ÉļĪ£ļČĆĒä░ ļ░░ņĀ£ĒĢśņŚ¼ļÅä ļ¼┤ļ░®ĒĢśļŗżĻ│Ā ĒīÉļŗ©ļÉ£ļŗż. ņÜ®ņ×ģĻ╣ŖņØ┤ņØś ĒśĖĻ░ÉļÅä ĒĢ©ņłśņŚÉņä£ ĒĢśĒĢ£Ļ░ÆņØĆ 1.8 mm(ISO 6520 ĻĘ£Ļ▓®ņØś ņżæĻ░ä ļŗ©Ļ│ä), ļ¬®Ēæ£Ļ░ÆņØĆ 2mm ļ░Å ņāüĒĢ£ Ļ░ÆņØĆ 2.2 mmļĪ£ ņäżņĀĢ ĒĢśņśĆļŗż. ļ╣äļō£ ĒÅŁņŚÉ ļīĆĒĢ┤ņä£ļŖö ĒŖ╣ņĀĢņØś ĻĘ£Ļ▓®ņØ┤ ņŚåĻĖ░ ļĢīļ¼ĖņŚÉ, ņÜ®ņĀæļČĆ ņä▒ļŖźĻ│╝ ļ│ĆĒśĢņØä Ļ│ĀļĀżĒĢśņŚ¼ ņĀüņĀĢ ļ╣äļō£ĒÅŁņØś ļ▓öņ£äļź╝ 3.5~5.5 mmļĪ£ ņäżņĀĢĒĢśņśĆļŗż. ņÜ®ņ×ģĻ╣ŖņØ┤ņÖĆ ļ╣äļō£ĒÅŁņŚÉ ļīĆĒĢ£ ĒśĖĻ░ÉļÅä ĒĢ©ņłśņŗØņØä ņŗØ(2) ļ░Å (3)ņŚÉ ļéśĒāĆļé┤ņŚłļŗż.
(Penetration depth)
(Bead width)
ļ╣äļō£ ĒÅŁĻ│╝ ņÜ®ņ×ģ Ļ╣ŖņØ┤ņØś ļæÉ Ļ░Ćņ¦Ć ņÜ®ņĀæ ĒÆłņ¦łņØä ĒÅēĻ░ĆĒĢĀ Ļ░ü ĒśĖĻ░ÉļÅä ĒĢ©ņłśļź╝ ņŗØ (4)ņÖĆ Ļ░ÖņØ┤ ļ│ĄĒĢ® ĒśĖĻ░ÉļÅä ĒĢ©ņłśļĪ£ ļ░öĻŠĖņ¢┤ ņŻ╝ņŚłļŗż. ņŚ¼ĻĖ░ņä£ w1 ļ░Åw2 ļŖö Ļ░üĻ░ü ļ╣äļō£ ĒÅŁ ļ░Å ņÜ®ņ×ģ Ļ╣ŖņØ┤ņØś ņżæņÜöļÅäņØĖļŹ░, 1:1ņØś ļ╣äņ£©ļĪ£ ņäżņĀĢĒĢśņśĆļŗż. Ļ▓Ćņ”ØļÉ£ ĒÜīĻĘĆļ¬©ļŹĖĻ│╝ ĒśĖĻ░ÉļÅä ĒĢ©ņłśņŗØņØä ņé¼ņÜ®ĒĢśņŚ¼, ļ¦īņĪ▒ļÅäĻ░Ć Ļ░Ćņן ļåÆņØĆ ļ╣äļō£ ĒśĢņāüņ£╝ļĪ£ ņĄ£ņĀüĒÖöĒĢśņśĆļŗż12).
4. Ļ▓░Ļ│╝ ļ░Å Ļ│Āņ░░
4.1 ņÜ®ņĀæ ļ╣äļō£ ņĖĪņĀĢ
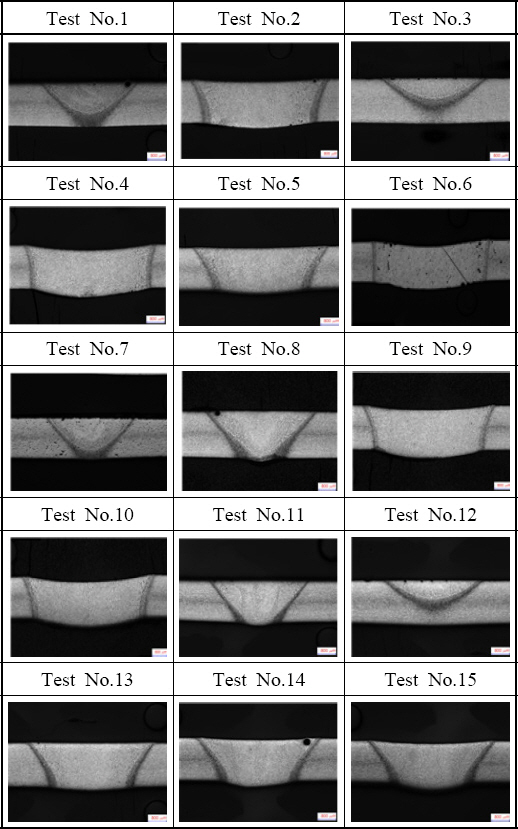
BBD ļ░®ļ▓Ģņ£╝ļĪ£ ņäżĻ│äļÉ£ ņĪ░Ļ▒┤ņ£╝ļĪ£ ņÜ®ņĀæĒĢ£ ņÜ®ņĀæļ╣äļō£ņØś ņĖĪņĀĢĻ▓░Ļ│╝ļź╝ Table 4 ļ░Å Fig. 6ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ņĪ░Ļ▒┤ 1, 3, 6, 7, 8 ļ░Å 12ņØś ņÜ®ņĀæļČĆļŖö ļČłņÖäņĀäņÜ®ņ×ģņØ┤ņŚłņ£╝ļ®░, 11 ļ░Å 13ņØĆ ņ¢ĖļŹöĒĢäņØ┤ ĒśĢņä▒ļÉśņ¦Ć ņĢŖņĢśļŗż. ņāüĻĖ░ņØś ņĪ░Ļ▒┤ņŚÉņä£ļŖö ļ░śņØæĻ│╝ ņ×ģļĀźļ│ĆņłśņØś ņāüĻ┤Ćņä▒ņØ┤ ņŚåņØä ļ┐Éļ¦īņĢäļŗłļØ╝ ņÖĖĻ┤Ćņāüņ£╝ļĪ£ ņēĮĻ▓ī ĒīÉļ│äņØ┤ Ļ░ĆļŖźĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ņĀĢļ░ĆĒĢśĻ│Ā Ļ░ĢĻ▒┤ĒĢ£ ĒÜīĻĘĆņŗØņØä ļÅäņČ£ĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ĒÜīĻĘĆļ¬©ļŹĖņŚÉ ĒżĒĢ©ņŗ£Ēéżņ¦Ć ņĢŖņĢśļŗż.
Table┬Ā4
Box-Behnken design and the test results
4.2 ANOVA Ļ▓░Ļ│╝
BBD ļ░®ļ▓Ģņ£╝ļĪ£ ņäżĻ│äĒĢ£ ņ┤Ø 15 casesņØś ņŗżĒŚśĻ│äĒÜŹĒæ£(Table 4)ņŚÉņä£ ņÜ®ņĀæĒĢ£ ņÜ®ņĀæļ╣äļō£ņØś ĒśĢņāüņØä ņĖĪņĀĢĒĢ£ Ļ░Æņ£╝ļĪ£ ņłśĒĢÖņĀü ĒÜīĻĘĆļ¬©ļŹĖņØä ņāØņä▒ĒĢśņśĆļŗż. Ļ┤Ćņŗ¼ņśüņŚŁņŚÉņä£ ņ×ģļĀźļ│ĆņłśņØĖ ņÜ®ņĀæņĀäļźś(X1), ņĢäĒü¼ĻĖĖņØ┤(X2) ļ░Å ņÜ®ņĀæ ņåŹļÅä(X3)ņŚÉ ļīĆĒĢ£ ņČ£ļĀźļ│ĆņłśņØĖ ļ╣äļō£ĒÅŁĻ│╝ ņÜ®ņ×ģ Ļ╣ŖņØ┤ņŚÉ Ļ┤ĆĒĢ£ ĒÜīĻĘĆņŗØņØĆ ņŗØ (5) ļ░Å (6)ņŚÉ ļéśĒāĆļé┤ņŚłļŗż.
(5)
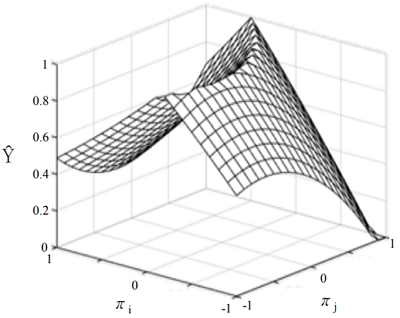
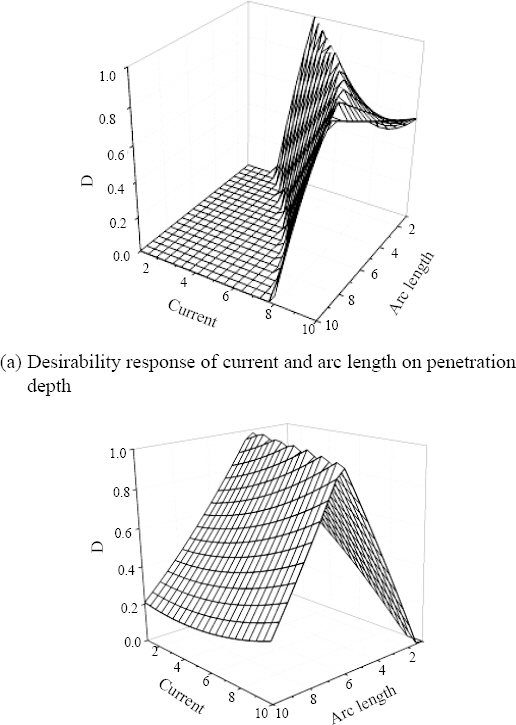
ņÜ®ņĀæ ļ╣äļō£ ĒśĢņä▒ņŚÉ ļ»Ėņ╣śļŖö Ļ░ü ņØĖņ×ÉļōżņØś ņŻ╝ĒÜ©Ļ│╝ņÖĆ ĻĄÉĒśĖņ×æņÜ®ņØä Fig. 7ņŚÉ ļÅäņŗ£ĒĢśņśĆļŗż. ļ│Ė ņŗżĒŚśņĪ░Ļ▒┤ ļ▓öņ£äņŚÉņä£ ņÜ®ņ×ģĻ╣ŖņØ┤ļŖö ņÜ®ņĀæņĀäļźśņØś ļ│ĆĒÖöņŚÉ ļ╣äļĪĆĒĢśņśĆļŗż. ņĢäĒü¼ĻĖĖņØ┤ņÖĆ ņØ┤ņåĪņåŹļÅäņØś ļ│ĆĒÖöņŚÉļŖö ļ░śļ╣äļĪĆĒĢśņśĆļŖöļŹ░, ņĢäĒü¼ĻĖĖņØ┤ ļ│ĆĒÖöņŚÉ ņāüļīĆņĀüņ£╝ļĪ£ Ēü¼Ļ▓ī ņśüĒ¢źņØä ļ░øņĢśļŗż. ļ│ĆņłśĻ░äņØś ņāüĒśĖņ×æņÜ®ņØä ņØśļ»ĖĒĢśļŖö ĻĄÉĒśĖņ×æņÜ®ņØĆ ņĀäļźś, ņĢäĒü¼ĻĖĖņØ┤ ļ░Å ņØ┤ņåĪņåŹļÅäņØś 3Ļ░Ćņ¦Ć ļ│ĆņłśņŚÉ ļīĆĒĢ┤ ņĪ┤ņ×¼ĒĢśņśĆļŗż. ņ”ē, Ļ│ĀņĀäļźś-ņ¦¦ņØĆ ņĢäĒü¼ĻĖĖņØ┤, Ļ│ĀņĀäļźś-ņØ┤ņåĪņåŹļÅä, ņ¦¦ņØĆ ņĢäĒü¼ĻĖĖņØ┤-ņØ┤ņåĪņåŹļÅäņŚÉņä£ ĻĄÉĒśĖņ×æņÜ®ņØ┤ ņśłņāüļÉśņŚłļŗż. ļ╣äļō£ĒÅŁņØĆ ņÜ®ņĀæņĀäļźśņØś ļ│ĆĒÖöņŚÉ ļ╣äļĪĆĒĢśņśĆĻ│Ā ņØ┤ņåĪņåŹļÅäņØś ļ│ĆĒÖöņŚÉļŖö ļ░śļ╣äļĪĆĒĢśņśĆļŗż. ņĢäĒü¼ĻĖĖņØ┤ņØś ļ│ĆĒÖöņŚÉļŖö ļ»ĖņåīĒĢśĻ▓ī ļ░śļ╣äļĪĆĒĢśņśĆļŗż. ļ╣äļō£ĒÅŁņŚÉņä£ ņÜ®ņĀæņĀäļźś-ņØ┤ņåĪņåŹļÅä, ņĢäĒü¼ĻĖĖņØ┤-ņØ┤ņåĪņåŹļÅäņØś ĻĄÉĒśĖņ×æņÜ®ņØĆ ņŚåņŚłņ£╝ļ®░, ņÜ®ņĀæņĀäļźś-ņĢäĒü¼ĻĖĖņØ┤ ņé¼ņØ┤ņŚÉņä£ ņĢäĒü¼ĻĖĖņØ┤ ļ│ĆĒÖöņØś ĒÜ©Ļ│╝Ļ░Ć ļ»ĖņåīĒĢśņŚ¼ ĻĄÉĒśĖņ×æņÜ®ņØĆ ņ£ĀņØśĒĢ£ Ļ▓āņ£╝ļĪ£ ļ│┤ĻĖ░ ņ¢┤ļĀĄļŗż.

4.3 Ļ▓Ć ņĀĢ
ANOVA ĒĢ┤ņäØņ£╝ļĪ£ ņ¢╗ņØĆ ĒÜīĻĘĆļ¬©ļŹĖņØĖ ņŗØ (5)Ļ│╝ ņŗØ (6)ņØä F-testņÖĆ P-valueļź╝ ĒåĄĒĢ┤ Ļ▓Ćņ”ØĒĢśĻ│Āņ×É ĒĢ£ļŗż. Table 5ņŚÉ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ņØś ANOVA ļČäņäØĒæ£ļź╝ ĻĖ░ņ×¼ĒĢśņśĆļŗż. F- testņŚÉņä£ ĒÜīĻĘĆļ¬©ļŹĖņØä ĒÅēĻ░ĆĒĢĀ F0 Ļ░ÆņØĆ F(╬▒) ļ│┤ļŗż ņĢĮ 5ļ░░ ņØ┤ņāü Ēü¼ļ®░, P-valueļŖö 0.001ļĪ£ ņ£ĀņØśņłśņżĆņØĖ 0.05ļ│┤ļŗż ņ×æņØĆ Ļ▓āņØä ņĢī ņłś ņ׳ļŗż. ļö░ļØ╝ņä£ ņÜ®ņ×ģ Ļ╣ŖņØ┤ņÖĆ ļ╣äļō£ ĒÅŁņØś ĒÜīĻĘĆļ¬©ļŹĖņØä F-test ļ░Å P-valueļĪ£ Ļ▓ĆņĀĢņØä ņŗżņŗ£ĒĢ£ Ļ▓░Ļ│╝, ļ│Ė ĒÜīĻĘĆļ¬©ļŹĖņØĆ ņ£ĀņØśĒĢśļŗżĻ│Ā ĒĢĀ ņłś ņ׳ļŗż13).
4.4 ņĄ£ņĀüņĪ░Ļ▒┤ ļÅäņČ£ ļ░Å Ļ▓Ćņ”ØņŗżĒŚś
A6061 ĒĢ®ĻĖłņŚÉ ļīĆĒĢ┤ BBD ļ░®ļ▓Ģņ£╝ļĪ£ ņäżĻ│äĒĢ£ ņĪ░Ļ▒┤ņ£╝ļĪ£ TIG ņÜ®ņĀæĒĢśņŚ¼ ļÅäņČ£ļÉ£ ĒÜīĻĘĆņŗØ(ņŗØ 5 ļ░Å 6) ļ░Å ĒśĖĻ░ÉļÅä ĒĢ©ņłś(ņŗØ 2~4)ņŚÉņä£ ĻĄ¼ĒĢ£ ļ░śņØæĒæ£ļ®┤ļÅäļź╝ Fig. 8ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ļ░śņØæĒæ£ļ®┤ļÅäļĪ£ļČĆĒä░ ļÅäņČ£ĒĢ£ ņĄ£ņĀüņØś ņÜ®ņĀæļ╣äļō£ĒśĢņāüņØĆ ņÜ®ņ×ģĻ╣ŖņØ┤ 2.0mm ļ░Å ņāüļČĆļ╣äļō£ĒÅŁ 4.5mmņØ┤ļ®░, ĻĘĖņŚÉ ņāüņØæĒĢśļŖö ņÜ®ņĀæņĪ░Ļ▒┤ņØĆ ņÜ®ņĀæņĀäļźś 0, ņĢäĒü¼ĻĖĖņØ┤ -0.6 ļ░Å ņØ┤ņåĪņåŹļÅä 0.8ņØ┤ņŚłņ£╝ļ®░, ņ¦üĻĄÉņóīĒæ£Ļ│äļĪ£ ņ░ŠņĢäļéĖ ņŗżņĀ£ Ļ░ÆņØä Table 6ņŚÉ ļéśĒāĆļé┤ņŚłļŗż.
Table┬Ā6
Optimum welding conditions derived from the regression equations
| Coded variables | Natural variables | ||||
|---|---|---|---|---|---|
| X1 | X2 | X3 | Welding current (A) | Arc length (mm) | Travel speed (mm/s) |
| 0 | -0.610 | 0.799 | 110 | 1.39 | 9.597 |
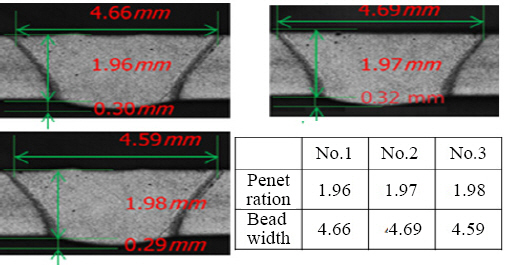
ļ│Ė ĒÜīĻĘĆņŗØ ļ░Å ļ░śņØæĒæ£ļ®┤ļÅäļĪ£ļČĆĒä░ ņśłņĖĪļÉ£ ņĄ£ņĀüņØś ņÜ®ņĀæņĪ░Ļ▒┤(Table 6)ņŚÉņä£ ņĢäĒü¼ĻĖĖņØ┤ ļ░Å ņØ┤ņåĪņåŹļÅäļŖö Ļ░üĻ░ü 1.4mm ļ░Å 9.6mm/sļĪ£ ņŗżĒŚśņĀüņ£╝ļĪ£ ņ£ĀņØśĒĢ£ ņĪ░Ļ▒┤ņ£╝ļĪ£ ņØ╝ļ░śĒÖöĒĢśņŚ¼ 3ĒÜī Ļ▓Ćņ”ØņŗżĒŚśņØä ņ¦äĒ¢ēĒĢśņśĆļŗż. Ļ▓Ćņ”Ø ņÜ®ņĀæņŗżĒŚśņØś ļ╣äļō£ĒśĢņāü ļ░Å ņĖĪņĀĢĻ░ÆņØä Fig. 9ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ĒÜīĻĘĆņŗØņ£╝ļĪ£ ņśłņĖĪĒĢ£ ņĄ£ņĀüņÜ®ņĀæņĪ░Ļ▒┤ņØś ņÜ®ņĀæļ╣äļō£ļŖö ņÜ®ņ×ģĻ╣ŖņØ┤ 1.97┬▒0.010mm ļ░Å ļ╣äļō£ĒÅŁ 4.65┬▒0.051mmņØ┤ņŚłļŗż. ņ¢ĖļŹöĒĢäņØĆ ĒśĢņä▒ļÉśņ¦Ć ņĢŖņĢśņ£╝ļ®░ ļ╣äļō£ņ│Éņ¦ÉņØĆ 0.3mmļĪ£ ISO ĻĘ£Ļ▓®ņØś ĒŚłņÜ® ļ▓öņ£äņØ┤ļé┤ņØś ņÜ░ņłśĒĢ£ ļ╣äļō£ļź╝ ĒśĢņä▒ ĒĢśņśĆļŗż. A6061 ĒĢ®ĻĖłņØś TIG ņÜ®ņĀæņŚÉņä£ ņÜ®ņ×ģĻ╣ŖņØ┤ ļ░Å ļ╣äļō£ĒÅŁņŚÉ ļīĆĒĢ£ ļ│Ė ĒÜīĻĘĆņŗØņØś ņśłņĖĪ ņĀĢĒÖĢļÅäļŖö Ļ░üĻ░ü 98.5% ļ░Å 96.8%ņØ┤ņŚłļŗż.
5. Ļ▓░ ļĪĀ
ļæÉĻ╗ś 2.0mmņØś A6061 ĒĢ®ĻĖłņØś TIG ņÜ®ņĀæņŚÉņä£ ņÜ®ņĀæļ╣äļō£ ĒśĢņāüņŚÉ ļīĆĒĢ£ ņłśĒĢÖņĀü ĒÜīĻĘĆļ¬©ļŹĖņŚÉ Ļ┤ĆĒĢ£ ņŚ░ĻĄ¼Ļ▓░Ļ│╝ļŖö ļŗżņØīĻ│╝ Ļ░Öļŗż.
1) ĻĖ░ņ┤łņŗżĒŚśņØä ĒåĄĒĢ┤ ļ╣äļō£ ĒśĢņāüņŚÉ ņśüĒ¢źņØä ļ»Ėņ╣śļŖö ņŻ╝ņÜö ņØĖņ×ÉļĪ£ņä£ ņÜ®ņĀæņĀäļźś, ņĢäĒü¼ĻĖĖņØ┤ ļ░Å ņØ┤ņåĪņåŹļÅäļź╝ Ļ░üĻ░ü 100~ 120A, 1~3mm, 6~8mm/secņ£╝ļĪ£ ņäĀņĀĢĒĢśņśĆļŗż.
2) BBD(Box-Behnken Design)ļ░®ļ▓Ģņ£╝ļĪ£ ņäżĻ│äĒĢ£ ņĪ░Ļ▒┤ņ£╝ļĪ£ ņÜ®ņĀæņØä ņłśĒ¢ēĒĢśĻ│Ā, ņÜ®ņ×ģ Ļ╣ŖņØ┤ņÖĆ ļ╣äļō£ ĒÅŁņŚÉ ļīĆĒĢ£ 2ņ░© ĒÜīĻĘĆņŗØ(ņŗØ 5 ļ░Å 6)ņØä ļÅäņČ£ĒĢśņśĆļŗż.
3) ņłśĒĢÖņĀü ĒÜīĻĘĆļ¬©ļŹĖņØä ĒåĄĒĢ┤ A6061 ĒĢ®ĻĖłņØś TIGņÜ®ņĀæņŚÉņä£ ņÜ®ņ×ģĻ╣ŖņØ┤ņÖĆ ļ╣äļō£ĒÅŁņŚÉņä£ Ļ░üĻ░üņØś ņ×ģļĀźļ│ĆņłśņŚÉ ļīĆĒĢ£ ņŻ╝ĒÜ©Ļ│╝ ļ░Å ĻĄÉĒśĖņ×æņÜ®ņØä ĒÖĢņØĖĒĢśņśĆļŗż. ņÜ®ņ×ģĻ╣ŖņØ┤ņŚÉļŖö ņĢäĒü¼ĻĖĖņØ┤ ļ░Å ļ╣äļō£ĒÅŁņŚÉļŖö ņØ┤ņåĪņåŹļÅäĻ░Ć Ēü¼Ļ▓ī ņśüĒ¢źņØä ļ»Ėņ│żļŗż. ļ╣äļō£ĒÅŁņŚÉņä£ļŖö ĻĄÉĒśĖņ×æņÜ®ņØ┤ ļÜ£ļĀĘĒĢśņ¦Ć ņĢŖņĢśļŗż.
4) ļ░śņØæĒæ£ļ®┤ļÅäļĪ£ļČĆĒä░ ņĄ£ņĀüņØś ņÜ®ņĀæļ╣äļō£ļź╝ ĒśĢņä▒ĒĢśļŖö ņĪ░Ļ▒┤ņØä ņäĀņĀĢĒĢśņśĆļŖöļŹ░, ņÜ®ņĀæņĀäļźś 110 A, ņĢäĒü¼ĻĖĖņØ┤ 1.4mm ļ░Å ņØ┤ņåĪņåŹļÅä 9.6 mm/sņØ┤ņŚłļŗż.
5) ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ļÅäņČ£ĒĢ£ ĒÜīĻĘĆņŗØņŚÉ ļīĆĒĢ£ Ļ▓Ćņ”Ø Ļ▓░Ļ│╝, ņÜ®ņ×ģĻ╣ŖņØ┤ 1.97┬▒0.010 mm ļ░Å ļ╣äļō£ĒÅŁ 4.65┬▒0.051 mmņØ┤ņŚłļŗż. ļ╣äļō£ĒÅŁ ļ░Å ņÜ®ņ×ģĻ╣ŖņØ┤ņŚÉ ļīĆĒĢ£ ĒÜīĻĘĆ ļ¬©ļŹĖņØś ņĀĢĒÖĢļÅäļŖö Ļ░üĻ░ü 98.5% ļ░Å 96.8% ņØ┤ņŚłļŗż.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



