


1. ņä£ ļĪĀ
3D Ēöäļ”░ĒīģņØĆ ĻĖ░ņĪ┤ņØś ņäĀņéŁ, ļ░Ćļ¦ü, ņŚ░ņéŁĻ│╝ Ļ░ÖņØĆ ņĀłņéŁĻ░ĆĻ│ĄĻ│╝ ļŗ¼ļ”¼, ņĀüņĖĄļ¼╝ņØä ĒĢ£ņĖĄņö® ņīōņĢä 3ņ░©ņøÉĒśĢņāüņØä ļ¦īļōżņ¢┤ ļé┤ļŖö ņĀ£ņĪ░Ļ│Ąļ▓ĢņØ┤ļŗż. ĒśĢņāüĒĢÖņĀü ņ×Éņ£ĀļÅäĻ░Ć ļåÆĻ│Ā ļŗżĒÆłņóģ ņåīļ¤ēņāØņé░ ņŗ£ ĻĖłĒśĢņĀ£ņ×æ ļō▒Ļ│╝ Ļ┤ĆļĀ©ĒĢ£ ņāØņé░ļ╣ä ņĀłĻ░ÉņØ┤ Ļ░ĆļŖźĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ, ņŗ£ņ×æĒÆłņĀ£ņ×æ (Rapid prototype) ļŗ©Ļ│äņŚÉņä£ ņŻ╝ļ¬®ņØä ļ░øņĢäņÖöĻ│Ā ņĄ£ņóģļČĆĒÆł ņĀ£ņ×æĻ╣īņ¦Ć ņé¼ņÜ®ļ▓öņ£äĻ░Ć ņĀÉņ░© ĒÖĢļīĆļÉśĻ│Ā ņ׳ļŖö ņČöņäĖņØ┤ļŗż1,2). ņ┤łĻĖ░ņŚÉļŖö ņŻ╝ļĪ£ ļģ╣ļŖöņĀÉņØ┤ ļé«ņØĆ ĒöīļØ╝ņŖżĒŗ▒ ņåīņ×¼ļź╝ ņżæņŗ¼ņ£╝ļĪ£ ĻĖ░ņłĀļ░£ņĀäņØ┤ ņØ┤ļŻ©ņ¢┤ņĪīļŗż. ņĄ£ĻĘ╝ņŚÉļŖö ĒĢŁĻ│ĄņÜ░ņŻ╝, ņŚÉļäłņ¦Ć, ĻĄŁļ░®, ņØśļŻīļČäņĢ╝ņŚÉņä£ Ļ│ĀĻĖ░ļŖźņä▒ ņĀ£ĒÆłņØś ļŗżĒÆłņóģ ņåīļ¤ēņāØņé░ņØś ņłśņÜöĻ░Ć ņ”ØĻ░ĆĒĢśļŖö ņČöņäĖļĪ£, ņØ┤ņŚÉ ļīĆņØæĒĢśņŚ¼ ĻĖłņåŹ 3ņ░©ņøÉ ņĀüņĖĄņŚÉ ļīĆĒĢ£ ņŚ░ĻĄ¼Ļ░Ć ņØ┤ļŻ©ņ¢┤ņ¦ĆĻ│Ā ņ׳ļŗż3). ĻĖłņåŹņĀüņĖĄņØĆ PBF (Powder Bed Fusion) ļ░®ņŗØĻ│╝ DED (Direct Energy Deposition) ļ░®ņŗØņ£╝ļĪ£ ĻĄ¼ļČäĒĢĀ ņłś ņ׳ļŗż4). PBFļ░®ņŗØņØĆ ĻĖłņåŹļČäļ¦É ņĖĄņŚÉ ļĀłņØ┤ņĀĆļéś ņĀäņ×Éļ╣öĻ│╝ Ļ░ÖņØĆ Ļ│ĀņŚÉļäłņ¦Ćļź╝ ņĪ░ņé¼ĒĢśņŚ¼ ņÜ®ņ£ĄĻ▓░ĒĢ®ņØä ĒĢśļŖö ļ░®ņŗØņØ┤ļŗż. ĒśĢņāüņĀĢļ░ĆļÅäņÖĆ ĒśĢņāüņ×Éņ£ĀļÅäĻ░Ć ļåÆņ£╝ļéś ņäĀĒāØņĀü ļČäļ¦ÉņåīĻ▓░ņØś ĒŖ╣ņä▒ņāü ņĀüņĖĄļ░ĆļÅäĻ░Ć ļé«Ļ│Ā ņÜ®ņ£ĄĻĘĀņØ╝ļÅä ĒÖĢļ│┤Ļ░Ć ņ¢┤ļĀĄļŗż5). ņØ╝ļ░śņĀüņ£╝ļĪ£ DEDļ░®ņŗØņØĆ ļĀłņØ┤ņĀĆņŚ┤ņøÉĻ│╝ ļČäļ¦É Ļ│ĄĻĖē ļ░®ņŗØņØä ņŻ╝ļĪ£ ņé¼ņÜ®ĒĢ£ļŗż. DEDļ░®ņŗØņØĆ PBFļ░®ņŗØļ│┤ļŗż ņāüļīĆņĀüņ£╝ļĪ£ ļåÆņØĆ ņĀüņĖĄļ░ĆļÅäņØś ĒÖĢļ│┤Ļ░Ć Ļ░ĆļŖźĒĢśņŚ¼ ļåÆņØĆ Ļ░ĢļÅäļź╝ ĒÖĢļ│┤ĒĢĀ ņłś ņ׳ļŗż. ļśÉĒĢ£ ņĀüņĖĄ ņ│äļ▓ä(Chamber)ļź╝ ņé¼ņÜ®ĒĢśņ¦Ć ņĢŖņØä Ļ▓ĮņÜ░ ļīĆĒśĢĻĄ¼ņĪ░ļ¼╝ņØś ņ×Éņ£©ĒśĢņāü ņĀ£ņĪ░ņŚÉ ņ£Āļ”¼ĒĢśļŗż. ļö░ļØ╝ņä£ Ļ│ĀĻĖ░ļŖźņä▒ ļČĆĒÆłņØś ņāØņé░, ņłśļ”¼, ņ×¼ņāØ, ļ│┤Ļ░ĢņŚÉ ņĀüņÜ®ĒĢśĻĖ░ ņ£äĒĢ£ ĒÖ£ļ░£ĒĢ£ ņŚ░ĻĄ¼Ļ░Ć ņØ┤ļŻ©ņ¢┤ņ¦ĆĻ│Ā ņ׳ļŗż6). ĻĘĖļ¤¼ļéś DEDļ░®ņŗØņØĆ Ļ│ĀĻ░ĆņØś ļĀłņØ┤ņĀĆņןļ╣äļĪ£ ņØĖĒĢ£ ļåÆņØĆ ņ┤łĻĖ░ Ēł¼ņ×Éļ╣äņÜ®Ļ│╝ Ēł¼ņ×É ļīĆļ╣ä ļé«ņØĆ ņāØņé░ņä▒ ĻĘĖļ”¼Ļ│Ā ĻĖłņåŹļČäļ¦ÉļĪ£ ņØĖĒĢ£ ņ×æņŚģĒÖśĻ▓Į ņśżņŚ╝Ļ│╝ ĒøäĻ░ĆĻ│ĄņØś ļ¼ĖņĀ£ņĀÉņØä Ļ░Ćņ¦ĆĻ│Ā ņ׳ņ¢┤ ņāüņÜ®ĒÖöņØś ĒĢ£Ļ│äĻ░Ć ņ׳ļŗż.
ņØ┤ļ¤¼ĒĢ£ ļ¼ĖņĀ£ņĀÉņŚÉ ļīĆĒĢ£ ļīĆņĢłņ£╝ļĪ£ ņĢäĒü¼ņŚ┤ņøÉņØś ņÖĆņØ┤ņ¢┤ņåĪĻĖē ņĀüņĖĄņØ┤ ņŚ░ĻĄ¼ļÉśĻ│Ā ņ׳ļŗż. ņÖĆņØ┤ņ¢┤ ņåĪĻĖē ņĀüņĖĄņØä ņØ┤ņÜ®ĒĢ£ DED ļ░®ļ▓ĢņØĆ ņ×æņŚģ ĒÖśĻ▓ĮņØś ņśżņŚ╝ņØ┤ ņĀüņ£╝ļ®┤ņä£ļÅä, ņ×¼ļŻīĒÜ©ņ£©ņØ┤ ļåÆĻ│Ā ņÜ®ņ░®ļ¤ē ņ”ØĻ░ĆļĪ£ ņØĖĒĢ£ ļīĆļ®┤ņĀüņĖĄņØś ĒÜ©Ļ│╝Ļ░Ć ņ׳ļŗż7-9). ĒĢśņ¦Ćļ¦ī, ņĢäĒü¼ ņŚ┤ņøÉņØś Ļ▓ĮņÜ░ ļĀłņØ┤ņĀĆ ņŚ┤ņøÉņŚÉ ļ╣äĒĢ┤ Ēł¼ņ×ÉļīĆļ╣ä ņāØņé░ņä▒ņØ┤ ļåÆņ£╝ļéś ņ×ģņŚ┤ļ¤ē ņĀ£ņ¢┤Ļ░Ć ņĀĢļ░ĆĒĢśņ¦Ć ļ¬╗ĒĢśņŚ¼ ņŚ┤ņśüĒ¢źļČĆ(Heat Affected Zone)ņŚÉņä£ ņśżņŖżĒģīļéśņØ┤ĒŖĖĻ│ä ĒĢ®ĻĖłņØś ņĢĪĒÖöĻĘĀņŚ┤ ļ░Å Ēŗ░ĒāĆļŖä ĒĢ®ĻĖłņØś ņāü ĒśĢņä▒ņ£╝ļĪ£ ņØĖĒĢ£ ĻĖ░Ļ│äņĀü ļ¼╝ņä▒ ņĀĆĒĢś ļō▒ ĒÆłņ¦ł ņĀĆĒĢśĻ░Ć ļ░£ņāØĒĢ£ļŗż10,11). ļśÉĒĢ£ ņĢäĒü¼ņŚ┤ņøÉņ£╝ļĪ£ ņØĖĒĢ£ ņŚ┤ ļ│ĆĒśĢĻ│╝ ņŗ£ĒÄĖ ļé┤ ņŚ┤ ļłäņĀüņØĆ ņĀüņĖĄ ĒśĢņāüņØś ņĀĢļ░ĆļÅäļź╝ ļé«ņČöĻ│Ā ņŗ£ĒÄĖ ļé┤ ļāēĻ░üņŗ£Ļ░äņØś ņ░©ņØ┤ļĪ£ ņØĖĒĢ£ ļ¼╝ņä▒ņØś ņĀĆĒĢśļź╝ ņĢ╝ĻĖ░ĒĢ£ļŗż12-14).
ņØ┤ļ¤¼ĒĢ£ ļ¼ĖņĀ£ņĀÉņØä ĒĢ┤Ļ▓░ĒĢśļŖö Ļ▓āņŚÉ ņ׳ņ¢┤ ņØ╝ņĀĢĒĢ£ ņĖĄĻ░äņś©ļÅäļź╝ ņ£Āņ¦ĆĒĢśļŖö Ļ▓āņØĆ ņżæņÜöĒĢśļŗż. ņĖĄĻ░äņś©ļÅäņØĆ ņĀüņĖĄļÉ£ ļ╣äļō£ņØś ņĄ£ļīĆ ņś©ļÅäļĪ£ņŹ© ņĀüņĖĄ ĻĄ¼ņĪ░ļ¼╝ņØś ĒśĢņä▒Ļ│╝ņĀĢņŚÉņä£ ņ×ģņŚ┤ļłäņĀüņ£╝ļĪ£ ņØĖĒĢ£ ĒśĢņāü ņĀĢļ░ĆļÅä ĒÖĢļ│┤ņØś ņ¢┤ļĀżņøĆĻ│╝ ņĀüņĖĄļČĆ ļ¼╝ņä▒ņØś ļ│ĆĒÖö, ņĀ£ņ×æņŗ£Ļ░ä ļō▒ ņĀ£ĒÆłņØś ņāØņé░ņŚÉ ļīĆĒĢ£ ĒÆłņ¦ł ļ░Å ņāØņé░ņä▒ņØä ņśüĒ¢źņØä ļ»Ėņ╣śļŖö Ļ│ĄņĀĢļ│ĆņłśņØ┤ļŗż. ļö░ļØ╝ņä£ ņĀüņĖĄĒÆłņ¦łņØś Ē¢źņāüĻ│╝ ļ░śļ│Ą ņ×¼Ēśäņä▒ņØä ļåÆņØ┤ĻĖ░ ņ£äĒĢ┤ņä£ļŖö Ļ│ĄņĀĢ ņżæ ņĖĄĻ░äņś©ļÅäņŚÉ ļīĆĒĢ£ ņĀ£ņ¢┤Ļ░Ć ĒĢäņÜöĒĢśļ®░, ņØ┤ņŚÉ ļö░ļźĖ Ļ│ĄņĀĢĒÅēĻ░ĆĻ░Ć ĒĢäņÜöĒĢśļŗż.
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö GMAW(Gas Metal Arc Welding)ļź╝ ņØ┤ņÜ®ĒĢ£ ĻĖłņåŹ 3ņ░©ņøÉ ņĀüņĖĄ Ļ│ĄņĀĢ ņĄ£ņĀüĒÖöļź╝ ņ£äĒĢ£ Ļ│ĄņĀĢļ│Ćņłśļź╝ ĒÅēĻ░ĆĒĢśņśĆļŗż. ņ×ģņŚ┤ļĪ£ ņØĖĒĢ£ ņĀüņĖĄļČĆņØś ĒÆłņ¦łņĀĆĒĢśļź╝ ļ░®ņ¦ĆĒĢśĻĖ░ ņ£äĒĢśņŚ¼ short circuit modeņØś ņĢäĒü¼ņŚ┤ņøÉņØä ņĀüņÜ®ĒĢśņśĆļŗż. ĒÅēĻ░ĆļÉ£ ļ│ĆņłśļŖö ņĖĄĻ░äņś©ļÅä ļ░Å ļāēĻ░üņŗ£Ļ░ä, ņĀüņĖĄņåŹļÅä, ņĀüņĖĄļ░®Ē¢ź, CTWD (Contact Ttp to Work Distance)ņØ┤ļ®░ ņØ┤ņŚÉ ļö░ļźĖ ĒśĢņāü, Ļ▓ĮļÅä, ņØĖņןņØä ĒÅēĻ░ĆĒĢśņŚ¼ ņĢäĒü¼ņŚ┤ņøÉņØä ņØ┤ņÜ®ĒĢ£ DED ļ░®ņŗØņØś 3D Ēöäļ”░ĒīģņØś ņĀüņÜ®ņä▒ņØä ļ│┤ņØ┤Ļ│Āņ×É ĒĢ£ļŗż.
2. ņŗżĒŚśņןņ╣ś ļ░Å ļ░®ļ▓Ģ
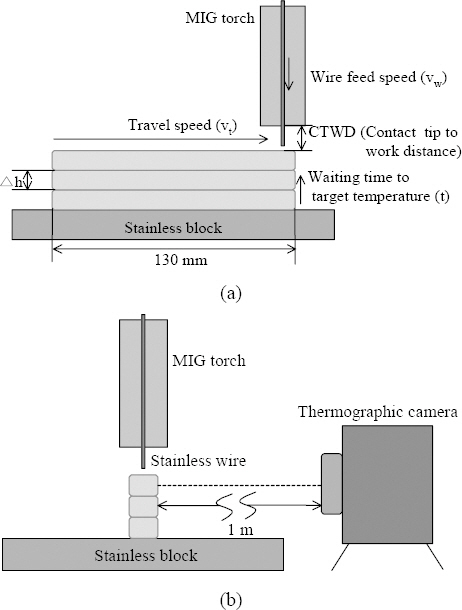
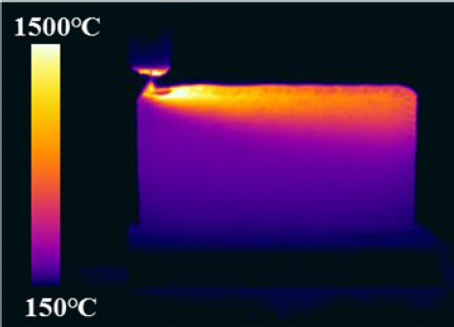
ņŗ£ĒŚśĒÄĖņØĆ Fig. 1 (a)ņŚÉ ļéśĒāĆļéĖ ļ░öņÖĆ Ļ░ÖņØ┤ 20 mm ļæÉĻ╗śņØś STS 316L Ļ░ĢĒīÉ ņ£äņŚÉ, ļÅÖņóģņØś 0.9 mm ņ¦üĻ▓Į ņÖĆņØ┤ņ¢┤ļź╝ ņé¼ņÜ®ĒĢśņŚ¼ ņĀüņĖĄĒĢśņŚ¼ ņĀ£ņ×æĒĢśņśĆļŗż. ņÜ®ņĀæ ņĀäņøÉņ£╝ļĪ£ Froniusņé¼ņØś CMT ņÜ®ņĀæĻĖ░ņØś short circuit modeļź╝ ņĀüņÜ®ĒĢśņśĆņ£╝ļ®░, ņÖĆņØ┤ņ¢┤ ņåĪĻĖēņåŹļÅäļŖö 7 m/min (132 A, 13.7 V)ņ£╝ļĪ£ Ļ│ĀņĀĢĒĢśņśĆļŗż. ņĀĢļ░Ć ņØ┤ņåĪņØä ņ£äĒĢ┤ ĒåĀņ╣śļź╝ 6ņČĢ ļĪ£ļ┤ćņŚÉ Ļ│ĀņĀĢņŗ£Ēéżņ¢┤, ĒåĀņ╣ś Ļ░üļÅäĻ░Ć ļ¬©ņ×¼ņŚÉ ņłśņ¦üņØ┤ ļÉśļÅäļĪØ ĒĢśņśĆļŗż. ņÜ®ņĀæļČĆņØś ļ│┤ĒśĖļź╝ ņ£äĒĢśņŚ¼ 20 l/min ņ£Āļ¤ēņØś ņĢäļź┤Ļ│ż Ļ░ĆņŖżļź╝ ņåĪĻĖēĒĢśņśĆļŗż. ņ×ģņŚ┤ņŚÉ ņśüĒ¢źņØä ļ»Ėņ╣śļŖö ņĀüņĖĄņåŹļÅä (Travel Speed, Vt)ņÖĆ, ņĖĄĻ░äņś©ļÅä ļ░Å CTWD ĻĘĖļ”¼Ļ│Ā ņĀüņĖĄļ░®Ē¢źņØä ņŗżĒŚśļ│ĆņłśļĪ£ ĒĢśņŚ¼ ņØ┤ņŚÉ ļö░ļźĖ ņĀüņĖĄĒŖ╣ņä▒ņØä ņé┤ĒÄ┤ļ│┤Ļ│Āņ×É ĒĢśņśĆļŗż. ņĀüņĖĄņØś ņĖĄĻ░äņś©ļÅä(Interpass Temperature, Ti)ļŖö ņāØņé░ņä▒Ļ│╝ ĒÆłņ¦łņŚÉ ņśüĒ¢źņØä ļ»Ėņ╣śļŖö ņżæņÜöĒĢ£ Ļ│ĄņĀĢļ│ĆņłśņØ┤ļŗż. ļĢīļ¼ĖņŚÉ ņŚ┤ĒÖöņāü ņ╣┤ļ®öļØ╝ļź╝ ņé¼ņÜ®ĒĢśņŚ¼ Fig. 2ņÖĆ Ļ░ÖņØ┤ ņĀüņĖĄļČĆņØś ņĖĪļ®┤ņś©ļÅäļź╝ ņŗżņŗ£Ļ░äņ£╝ļĪ£ ņĖĪņĀĢĒĢśņśĆļŗż. Ļ░ü ļĀłņØ┤ņ¢┤(Layer)ņØś ņĀüņĖĄņØĆ ņäĀĒ¢ē ņĀüņĖĄ ļĀłņØ┤ņ¢┤Ļ░Ć ļ¬®Ēæ£ ņś©ļÅäĻ╣īņ¦Ć ļāēĻ░üļÉ£ ĒøäņŚÉ ņ¦äĒ¢ēĒĢśņśĆļŗż. ņŚ┤ĒÖöņāü ņ╣┤ļ®öļØ╝ļĪ£ ņś©ļÅäļź╝ ņĖĪņĀĢĒĢśļŖö Ļ▓ĮņÜ░ Ēæ£ļ®┤ļ░®ņé¼ņ£©ņØś Ļ▓ĮņÜ░ ĻĖłņåŹņØś ņóģļźśņŚÉ ļö░ļØ╝ ļŗżļź┤Ļ▓ī ņĀüņÜ®ĒĢ┤ņĢ╝ ĒĢ£ļŗż. ņĀüņĖĄļČĆņØś Ēæ£ļ®┤ļ░®ņé¼ņ£©ņØä ĒÖĢņØĖĒĢśĻĖ░ ņ£äĒĢśņŚ¼ K-typeņØś ņŚ┤ņĀäļīĆļź╝ ņé¼ņÜ®ĒĢ£ ņś©ļÅäņØś ņĖĪņĀĢĻ░ÆĻ│╝ ņŚ┤ĒÖöņāü ņ╣┤ļ®öļØ╝ļź╝ ĒåĄĒĢ┤ ņĖĪņĀĢļÉ£ ņś©ļÅä ļŹ░ņØ┤Ēä░ņÖĆ ļ╣äĻĄÉĒĢśļŖö ņé¼ņĀä ņŗżĒŚśņØä ņŗżņŗ£ĒĢśņśĆņ£╝ļ®░, ņØ┤ļź╝ ĒåĄĒĢ┤ ņŚ┤ĒÖöņāü ņ╣┤ļ®öļØ╝ņŚÉ Ēæ£ļ®┤ļ░®ņé¼ņ£©ņØä 0.93ņ£╝ļĪ£ ņĀüņÜ®ĒĢśņśĆļŗż. Ēæ£ļ®┤ņØś Ļ▒░ņ╣ĀĻĖ░Ļ░Ć ļ¼╝ņä▒ņŚÉ ļ»Ėņ╣Ā ņłś ņ׳ļŖö ņśüĒ¢źņØä ļ░░ņĀ£ĒĢśĻ│Āņ×É ņØĖņןņŗ£ĒŚśĒÄĖņØś Ēæ£ļ®┤ņØĆ Ļ░ĆĻ│ĄņŚ░ļ¦łņ▓śļ”¼ ĒĢśņśĆļŗż. ņØĖņןņŗ£ĒŚśĒÄĖņØĆ KS B 0801 ĻĘ£Ļ▓®ņØä ļ░öĒāĢņ£╝ļĪ£ ĒÅēĒ¢ēļČĆņØś ĒÅŁņØ┤ 25 mm, ĒÅēĒ¢ēļČĆņØś ĻĖĖņØ┤Ļ░Ć 60 mm Ļ░Ć ļÉśļÅäļĪØ Ļ░ĆĻ│ĄĒĢśņśĆļŗż. Ļ░ü ņĀüņĖĄņĪ░Ļ▒┤ņŚÉ ļīĆĒĢśņŚ¼ 3ĒÜī ļ░śļ│ĄĒĢ£ Ēøä ņØĖņןņŗ£ĒŚśņØä ņŗżņŗ£ĒĢśņŚ¼ ĒÅēĻĘĀĻ░ÆņØä ĻĄ¼ĒĢśņśĆļŗż. Ļ▓ĮļÅäņŗ£ĒŚśĒÄĖņØĆ ņĀüņĖĄļ¼╝ņØś ļåÆņØ┤ 10, 60, 110 mm ņŚÉņä£ Ļ░ü 3ļČĆļČä ņ┤Ø 9ļČĆļČä ņ▒äņĘ©ĒĢśņśĆņ£╝ļ®░, 200 gfņØś Ēלņ£╝ļĪ£ 10 s ņØś ņ£Āņ¦Ćņŗ£Ļ░ä ļÅÖņĢł Ļ░ĆņĢĢĒĢśņŚ¼ ņĖĪņĀĢĒĢśņśĆļŗż. ņĀüņĖĄņŗ£ĒŚśĒÄĖņØś ņĪ░ņ¦üĻ┤Ćņ░░ņØä ņ£äĒĢśņŚ¼ HCl+HNO3+HF (KellerŌĆÖs etchant)ļĪ£ Ēæ£ļ®┤ņØä ļČĆņŗØņŗ£Ēé© Ēøä ņŻ╝ņé¼ņĀäņ×ÉĒśäļ»ĖĻ▓ĮĻ│╝ Ļ┤æĒĢÖĒśäļ»ĖĻ▓ĮņØä ĒåĄĒĢ┤ Ļ┤Ćņ░░ĒĢśņśĆļŗż.
3. ņŗżĒŚśĻ▓░Ļ│╝
3.1 ļāēĻ░üņŗ£Ļ░äĻ│╝ ņŗżĒŚśļ│ĆņłśņÖĆņØś ņāüĻ┤ĆĻ┤ĆĻ│ä
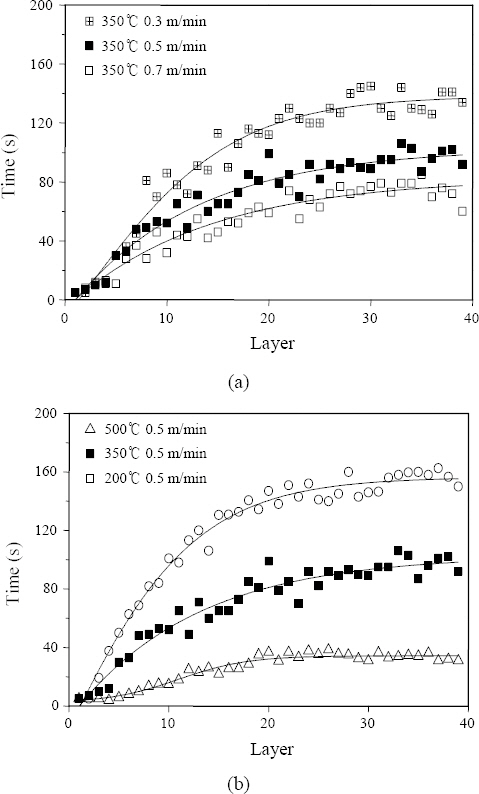
ņŗżĒŚś ļ│ĆņłśņŚÉ ļö░ļØ╝ ņØ╝ņĀĢĒĢ£ ņĖĄĻ░äņś©ļÅäļź╝ ņ£Āņ¦Ć ĒĢśĻĖ░ ņ£äĒĢśņŚ¼ Ļ│ĄļāēņØä ņŗżņŗ£ ĒĢśņśĆņ£╝ļ®░ ņØ┤ņŚÉ ļö░ļźĖ ļāēĻ░üņŗ£Ļ░äņØä ņĖĪņĀĢĒĢśņŚ¼ Fig. 3ņŚÉ ļÅäņŗ£ĒĢśņśĆļŗż. Fig. 3 (a)ņŚÉņä£ VtĻ░Ć ņ”ØĻ░ĆĒĢĀņłśļĪØ ļāēĻ░üņŗ£Ļ░äņØ┤ Ļ░ÉņåīĒĢśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż. ļśÉĒĢ£ ņØ╝ņĀĢņĖĄ ņØ┤ņāü ņĀüņĖĄļÉśņŚłņØä Ļ▓ĮņÜ░ ļāēĻ░üņŗ£Ļ░äņØ┤ ņłśļĀ┤ļÉśļŖö ĒśäņāüņØä Ļ┤Ćņ░░ĒĢśņśĆļŗż. ņØ┤ļ¤¼ĒĢ£ ļāēĻ░ü ņŗ£Ļ░äņØś ņłśļĀ┤ ĒśäņāüņØĆ ņĀüņĖĄļ¼╝ņØś ĒśĢņāüņØś ļ│ĆĒÖöņŚÉ ļö░ļźĖ ņŚ┤ ĒÖĢņé░ņØś ļ│ĆĒÖöļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ņĢäĒü¼ņŚ┤ņøÉņØä ĒåĄĒĢ£ ņ×ģņŚ┤ņØĆ ņĀüņĖĄļČĆņÖĆ ļīĆĻĖ░ļĪ£ņØś ņŚ┤ļīĆļźśņÖĆ ļ¬©ņ×¼ļĪ£ņØś ņŚ┤ņĀäļÅäļĪ£ ĒÖĢņé░ļÉ£ļŗż. ņĀüņĖĄņØ┤ ņ¦äĒ¢ēļÉ©ņŚÉ ļö░ļØ╝ ņĀüņĖĄļČĆņØś ļåÆņØ┤Ļ░Ć ņ”ØĻ░ĆĒĢśĻ▓ī ļÉśļ®░, ņØ┤ņŚÉļö░ļØ╝ ņĀüņĖĄļČĆņØś ļīĆĻĖ░ņÖĆ ļ¦×ļŗ┐ļŖö ļ®┤ņĀüņØś ņ”ØĻ░ĆĒĢśņŚ¼ ņŚ┤ ļīĆļźśļĪ£ ņØĖĒĢ£ ĒÖĢņé░ņØ┤ ņ╗żņ¦ĆĻ▓ī ļÉ£ļŗż. ņŚ┤ņĀäļÅäļź╝ ĒåĄĒĢ£ ņŚ┤ņØś ĒÖĢņé░ņØĆ ņ×ģņŚ┤ņØ┤ Ļ░ĆĒĢ┤ņ¦ä ņĀüņĖĄļČĆņÖĆ ņé¼ņĀä ņĀüņĖĄļÉ£ ļČĆļČäņØä ĒåĄĒĢśņŚ¼ ļ¬©ņ×¼ļĪ£ ņØ┤ļÅÖĒĢ£ļŗż. ņĀüņĖĄņØ┤ ņ¦äĒ¢ēļÉ©ņŚÉ ļö░ļØ╝ ņé¼ņĀä ņĀüņĖĄļÉ£ ņĀüņĖĄļČĆ ļåÆņØ┤ņØś ņ”ØĻ░ĆļĪ£ ņØĖĒĢśņŚ¼ ļ¬©ņ×¼ļĪ£ņØś ņŚ┤ņĀäļÅäļĪ£ ņØĖĒĢ£ ņŚ┤ņØś ĒÖĢņé░ņØĆ ņĀĆĒĢś ļÉ£ļŗż. ļśÉĒĢ£ ņŗżĒŚśņŚÉ ņé¼ņÜ®ļÉ£ ņåīņ×¼ņØĖ STS 316LņØś ļé«ņØĆ ņŚ┤ņĀäļÅäņ£©ļĪ£ ņØĖĒĢśņŚ¼ ļ¬©ņ×¼ļĪ£ņØś ņŚ┤ņØś ĒÖĢņé░ņØ┤ ņĀĆĒĢśļÉśĻĖ░ ļĢīļ¼ĖņŚÉ ņŚ┤ņĀäļÅäļĪ£ ņØĖĒĢ£ ņŚ┤ņØś ĒÖĢņé░ ĒÜ©Ļ│╝ļŖö Ļ░ÉņåīĒĢ£ļŗż. Fig. 3 (b)ņŚÉņä£ ļÅÖņØ╝ĒĢ£ ņ×ģņŚ┤ņØś ņĪ░Ļ▒┤ņŚÉņä£ ņĖĄĻ░äņś©ļÅäņØś ņ░©ņØ┤ļź╝ ļæÉņ¢┤ ļāēĻ░üņŗ£ņ╝░ņØä ļĢī ļāēĻ░üņŗ£Ļ░äņØĆ ņĖĄĻ░äņś©ļÅäĻ░Ć ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ Ļ░ÉņåīĒĢśņ¦Ćļ¦ī ņ£Āņé¼ĒĢ£ ņĖĄņŚÉņä£ ņłśļĀ┤ĒĢśļŖö Ļ▓ĮĒ¢źņØä ļ│┤ņØĖļŗż. ņØ┤ļŖö ņŚ┤ņĀäļÅäļĪ£ ņØĖĒĢ£ ņŚ┤ņØś ĒÖĢņé░ņØ┤ ņĀüņĖĄļ¼╝ņØś ļåÆņØ┤ņØś ņ”ØĻ░ĆņŚÉ ļö░ļØ╝ ņĀĆĒĢśļÉśļŖö Ļ▓āņØä ļéśĒāĆļéĖļŗż.
3.2 Ļ│ĄņĀĢļ│Ćņłśļ│ä ņĀüņĖĄņä▒
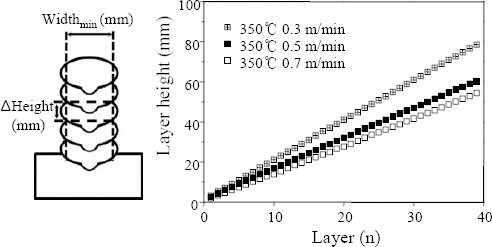
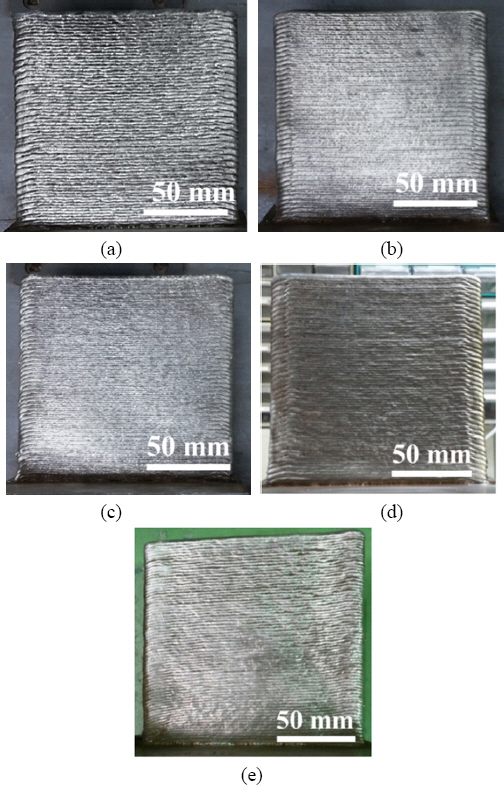
Ļ░ü ņĀüņĖĄņåŹļÅäļ│äļĪ£ (Vt = 0.3, 0.5, 0.7 m/min) 40ņĖĄ ņĀüņĖĄ Ēøä ņĀüņĖĄ ļåÆņØ┤ļź╝ ņĀüņĖĄņłśņŚÉ ļö░ļØ╝ ņĖĪņĀĢĒĢśņŚ¼ Fig. 4 ņŚÉ ļÅäņŗ£ĒĢśņśĆņ£╝ļ®░ ņĀüņĖĄņåŹļÅäņØś ļ│ĆĒÖöņŚÉļÅä ņĢłņĀĢņĀüņØĖ ņĀüņĖĄļČĆņØś ņ”ØĻ░Ćļź╝ ĒÖĢņØĖĒĢśņśĆļŗż. Fig. 4 ņŚÉ ņĀ£ņŗ£ļÉ£ VtņØś ļ│ĆĒÖöņŚÉ ļö░ļźĖ ņĀüņĖĄļ╣äļō£ ļåÆņØ┤ ŌłåHeightņÖĆ ņĀüņĖĄļČĆņØś Ļ░ĆĻ│Ą Ēøä ņĄ£ļīĆ ņé¼ņÜ®Ļ░ĆļŖź ļ▓öņ£äņØĖ widthminņØä ņĖĪņĀĢĒĢśņŚ¼ Table 1ņŚÉ ļÅäņŗ£ĒĢśņśĆņ£╝ļ®░. VtņØś ņ”ØĻ░ĆņŚÉ ļö░ļØ╝ ŌłåHeightņÖĆ widthminņØ┤ Ļ░ÉņåīļÉśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż, VtņØś ļ│ĆĒÖöņŚÉ ļö░ļźĖ ņĀüņĖĄĻĄ¼ņĪ░ļ¼╝Ļ│╝ Vtļź╝ 0.5 m/minņ£╝ļĪ£ Ļ│ĀņĀĢĒĢ£ Ēøä ņĀüņĖĄļ░®Ē¢źĻ│╝ CTWD ļ│ĆĒÖöņŚÉ ļö░ļźĖ ņĀüņĖĄ ĻĄ¼ņĪ░ļ¼╝ņØś ĒśĢņāüņØä Fig. 5 ņŚÉ ļÅäņŗ£ĒĢśņśĆļŗż. Fig. 5 (a), (b), (c)ņØś ņÖĖĻ┤Ćņé¼ņ¦äņŚÉņä£ ļ│┤ļō» ņĀüņĖĄņåŹļÅäĻ░Ć ņ”ØĻ░ĆĒĢĀņłśļĪØ ļ╣äļō£ņØś ņÜ®ņ░®ļ¤ēņØś ņ”ØĻ░ĆļĪ£ ņØĖĒĢśņŚ¼ Ēæ£ļ®┤ņĪ░ļÅäĻ░Ć ņ”ØĻ░ĆĒĢśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż. CTWDņØś ņ”ØĻ░ĆļŖö ņØĖĒĢśņŚ¼ ņĀüņĖĄ ļČłņĢłņĀĢņä▒ņØä ņĢ╝ĻĖ░ĒĢĀ ņłś ņ׳ņ£╝ļéś CTWDņØś 20 mmĻ╣īņ¦ĆņØś ņ”ØĻ░ĆņŚÉņä£ ņĀüņĖĄņØś ļČłņĢłņĀĢņØĆ ĒÖĢņØĖļÉśņ¦Ć ņĢŖņĢśļŗż. Fig. 5 (e) ņØś ļŗ©ņØ╝ļ░®Ē¢ź ņĀüņĖĄ ņŗ£ ņŗ£ņ×æļČĆņÖĆ ļüØļČĆļČäņØś ņÜ®ņ░®ļ¤ēņØś ņ░©ņØ┤ļĪ£ ņØĖĒĢśņŚ¼ ĻĄ¼ņĪ░ļ¼╝ ņŗ£ņ×æ ļČĆņÖĆ ļüØļČĆļČä ļåÆņØ┤ņØś ĒÄĖņ░©Ļ░Ć ņāØĻ╣ĆņØä ĒÖĢņØĖĒĢśņśĆņ£╝ļ®░, ņØ╝ņĀĢņĖĄ ņØ┤ņāü ņ¦äĒ¢ē Ēøä ņĀüņĖĄļČĆĻ░Ć ĻĘĀņØ╝ĒĢśĻ▓ī ļåÆņØ┤ļź╝ ņ£Āņ¦ĆĒĢśļ®░ ņĀüņĖĄņØ┤ ņ¦äĒ¢ēļÉ©ņØä ĒÖĢņØĖĒĢśņśĆļŗż. ņØ┤ļŖö ņÜ®ņĀæ ļ╣äļō£ņØś ņŗ£ņ×æ ļČĆņÖĆ Ēü¼ļĀłņØ┤Ēä░ņØś ņÜ®ņ░®ļ¤ēņØś ņ░©ņØ┤ļĪ£ ņØĖĒĢ┤ ļŗ©ņØ╝ļ░®Ē¢ź ņĀüņĖĄņŚÉņä£ ļłäņĀüļÉśļŖö ļåÆņØ┤ ĒÄĖņ░©ņØś Ēśäņāüņ£╝ļĪ£, ņĀüņĖĄļČĆņØś ĻĖ░ņÜĖņ¢┤ņ¦Éņ£╝ļĪ£ ņØĖĒĢ┤ ņÜ®ņ£ĄĒÆĆņŚÉ ņżæļĀźņ£╝ļĪ£ ņØĖĒĢ£ ĒØśļ¤¼ļé┤ļ”╝ņØ┤ ļ░£ņāØĒĢśņŚ¼ ņĀüņĖĄņØ┤ ņ¦äĒ¢ēļÉśņ¢┤ ņŗ£ĒÄĖņØś ĻĖ░ņÜĖņ¢┤ņ¦ÉņØ┤ ņ¦ĆņåŹņĀüņ£╝ļĪ£ ņØ┤ļŻ©ņ¢┤ņ¦ĆļŖö Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
3.3 ĻĖ░Ļ│äņĀü ļ¼╝ņä▒ ļČäņäØ
3.3.1 ņĀüņĖĄļČĆ ņØĖņןĻ░ĢļÅä ļČäņäØ
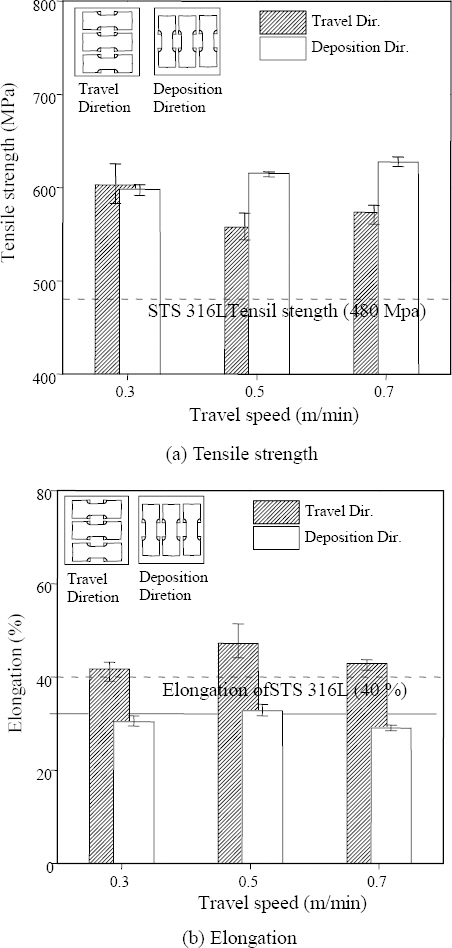
ņĖĄĻ░äņś©ļÅä 350 ┬░CļĪ£ ņĀ£ņ¢┤ļÉ£ ņĀüņĖĄņŗ£ĒÄĖņØä Ļ░ĆĻ│ĄĒĢ£ ņØĖņן ņŗ£ĒŚśĒÄĖņØä ASM ĻĘ£Ļ▓®ņŚÉ ļ¬ģņŗ£ļÉśņ¢┤ņ׳ļŖö STS 316L ņŻ╝ņĪ░ņ×¼ņØś ņØĖņןĻ░ĢļÅä ļ░Å ņŚ░ņŗĀņ£©ņØä ĻĖ░ņżĆņ£╝ļĪ£ ņĄ£ļīĆ ņØĖņןĻ░ĢļÅäņÖĆ ņŚ░ņŗĀņ£©ņØä ĒÅēĻ░ĆĒĢśņŚ¼ Fig. 6ņŚÉ ļÅäņŗ£ĒĢśņśĆļŗż. ņĀüņĖĄļ░®Ē¢źĻ│╝ ņÜ®ņĀæļ░®Ē¢źņØä ļīĆņāüņ£╝ļĪ£ ĒÅēĻ░Ćļź╝ ņ¦äĒ¢ēĒĢśņśĆņ£╝ļ®░, ņØĖņןņŗ£ĒŚśĒÄĖņØĆ KS B 0801ņØś 14ĒśĖ ņŗ£ĒŚśĒÄĖņ£╝ļĪ£ Ļ░ĆĻ│ĄĒĢśņŚ¼ Ļ░ü ņŗżĒŚśņĪ░Ļ▒┤ņŚÉ ļīĆĒĢśņŚ¼ 3ĒÜī ļ░śļ│ĄĒĢśņśĆļŗż. ņØĖņןĻ░ĢļÅäļŖö ĻĖ░ņżĆĻ░ĢļÅä 480 MPaļ│┤ļŗż ņĢĮ 60~150MPa ļåÆĻ▓ī ĒśĢņä▒ļÉśļŖö Ļ▓āņØä ĒÖĢņØĖļÉśņŚłņ£╝ļ®░, ņØĖņןĻ░ĢļÅäļŖö 0.3 m/minņØś ņŗżĒŚśĻ▓░Ļ│╝ļź╝ ņĀ£ņÖĖĒĢśĻ│Ā Vt = 0.5, 0.7 m/minņØś Ļ▓░Ļ│╝ņŚÉņä£ Deposition directionņ£╝ļĪ£ ņāüļīĆņĀüņ£╝ļĪ£ ņĢĮ 50MPa ļåÆĻ▓ī ņĖĪņĀĢļÉśņŚłļŗż. ņŚ░ņŗĀņ£©ņØĆ ņØĖņןĻ░ĢļÅäņÖĆļŖö ļ░śļīĆļĪ£ ļ¬©ļōĀ ņĀüņĖĄņĪ░Ļ▒┤ņŚÉņä£ Travel directionņ£╝ļĪ£ ņĢĮ 10%ņØś ņ”ØĻ░Ćļź╝ ļ│┤ņśĆļŗż. ņØ┤ļŖö ņĀüņĖĄļČĆņØś ļ░®Ē¢źņŚÉ ļö░ļźĖ ņŗ£ĒÄĖļé┤ļČĆņØś ņØĖņןĻ░ĢļÅäņÖĆ ņŚ░ņŗĀņ£©ņŚÉ ļīĆĒĢ┤ ĻĖ░Ļ│äņĀü ļ¼╝ņä▒ņØś ņØ┤ļ░®ņä▒ņØä Ļ░Ćņ¦ĆļŖö Ļ▓āņØä ļéśĒāĆļéĖļŗż.
3.3.2 ņĀüņĖĄļČĆ Ļ▓ĮļÅä ļČäņäØ
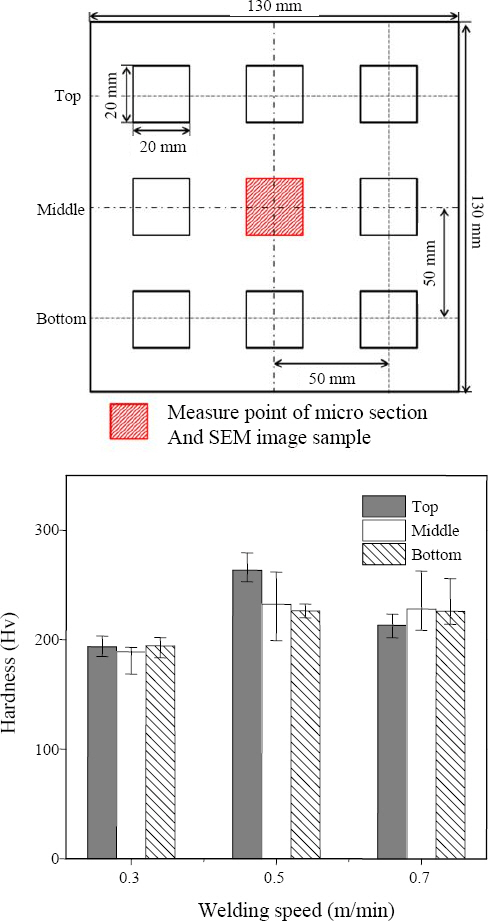
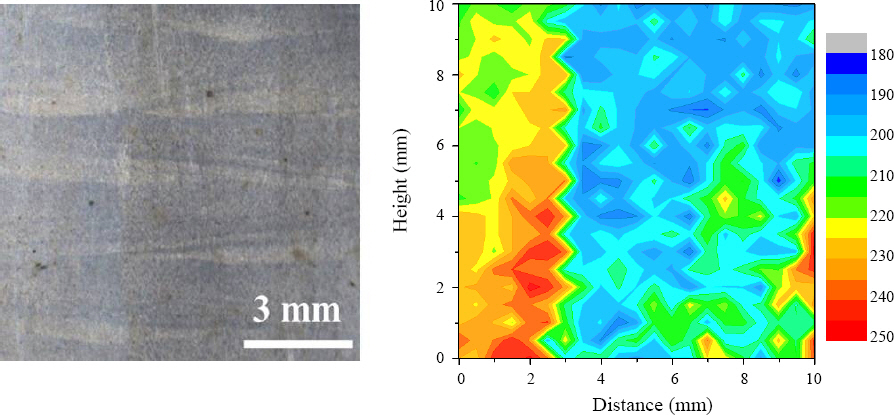
ņĀüņĖĄ ņŗ£ ņ×ģņŚ┤ļ¤ēņØ┤ ļ¼╝ņä▒ņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØä ĒīīņĢģĒĢśĻ│Āņ×É ĒĢśņśĆļŗż. Ti = 350 ┬░C ņĪ░Ļ▒┤ņŚÉņä£ Vt = 0.3, 0.5, 0.7 m/minņ£╝ļĪ£ 130 mm ņĀüņĖĄņŗ£ĒÄĖņØä ņĀ£ņ×æĒĢśņśĆļŗż. Ļ▓ĮļÅä ņŗ£ĒŚśĒÄĖņØĆ 20 mm ├Ś 20 mmņ£╝ļĪ£ ņĀüņĖĄļ¼╝ņØś ņāüļŗ©, ņżæļŗ©Ļ│╝ ĒĢśļŗ©ņŚÉņä£ Ļ░üĻ░ü 3 ļČĆņ£äņö® ņČöņČ£ĒĢśņŚ¼ ņżĆļ╣äĒĢśņśĆļŗż. Fig. 7 ņŚÉ ņåŹļÅä ļ│ä, ņ£äņ╣ś ļ│ä Ļ▓ĮļÅä ņĖĪņĀĢĻ░ÆņØä ļéśĒāĆļé┤ņŚłļŗż. ĻĘĖļלĒöäļź╝ ĒåĄĒĢ┤ 0.3 m/min ņĪ░Ļ▒┤ņŚÉņä£ļŖö ņ£äņ╣ś ļ│ä Ļ▓ĮļÅä ĒÄĖņ░©ļŖö Ēü¼ņ¦Ć ņĢŖņØīņØä ĒÖĢņØĖĒĢśņśĆļŗż. ĻĘĖļ¤¼ļéś ņÜ®ņĀæņåŹļÅäĻ░Ć ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ņ£äņ╣ś ļ│ä ĒÄĖņ░©Ļ░Ć Ēü¼Ļ▓ī ļéśĒāĆļé¼ņ£╝ļ®░, Ļ░ÖņØĆ ņ£äņ╣ś ļé┤ņŚÉņä£ļÅä Ļ▓ĮļÅäņØś ĒÄĖņ░©Ļ░Ć ņĪ┤ņ×¼ĒĢśņśĆļŗż. Fig. 8ņŚÉ 0.5 m/minņØś ņÜ®ņĀæņåŹļÅäļĪ£ ņĀüņĖĄĒĢ£ ņĀüņĖĄļ¼╝ņØś Ļ▓ĮļÅäļ¦ĄņØä ļéśĒāĆļé┤ņŚłļŗż. 0.5 m/minņØś ņåŹļÅäļĪ£ ņĀ£ņ×æļÉ£ ņŗ£ĒŚśĒÄĖņØś Ļ▓ĮņÜ░, ļåÆņØ┤ ļ░®Ē¢źņØĖ YņČĢņ£╝ļĪ£ ņ£Āņé¼ĒĢ£ Ļ▓ĮļÅä Ļ░ÆņØ┤ ņĖĪņĀĢņØ┤ ļÉśņŚłņ£╝ļéś ņłśĒÅēļ░®Ē¢źņØĖ XņČĢņ£╝ļĪ£ļŖö Ļ▓ĮļÅä Ļ░ÆņØś ĒÄĖņ░©Ļ░Ć Ēü¼Ļ▓ī ļČäĒżĒĢśļŖö Ļ▓āņØ┤ ĒÖĢņØĖļÉśņŚłļŗż
3.3.3 ņĪ░ņ¦ü ļČäņäØ
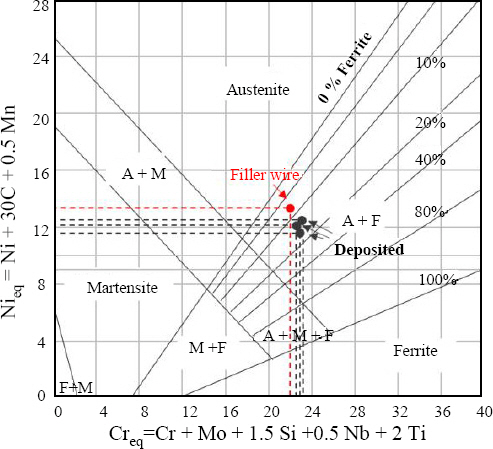
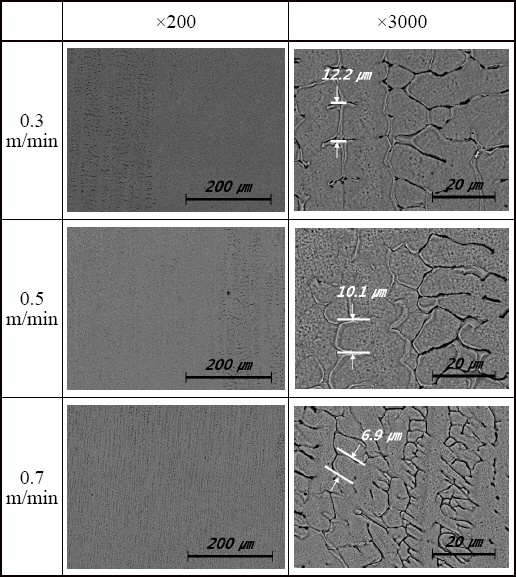
ņŗżĒŚśņŚÉ ņé¼ņÜ®ĒĢ£ STS 316L ņÜ®ņĀæņÖĆņØ┤ņ¢┤ņØś ņä▒ļČäņØä ļ░öĒāĢņ£╝ļĪ£, CreqņÖĆ Nieqļź╝ ĻĄ¼ĒĢśņśĆļŗż. ņĀüņÜ® ņÖĆņØ┤ņ¢┤ņØś CreqņÖĆ NieqļŖö Ļ░üĻ░ü 13.22%, 22.04% ņØ┤ļ®░ Schaeffler ļŗżņØ┤ņĢäĻĘĖļש ļé┤ņŚÉņä£ AFļ¬©ļō£ ņśüņŚŁņŚÉ ņ£äņ╣śĒĢ£ļŗż15-27). Fig. 7ņŚÉ Ēæ£ņŗ£ļÉśņ¢┤ ņ׳ļŖö ņśüņŚŁņŚÉņä£ ņłśņ¦ĆņāüņĀĢņØś ņä▒ļČäņØä EDSļź╝ ĒÖ£ņÜ®ĒĢśņŚ¼ ņĖĪņĀĢĒĢśĻ│Ā Schaeffler ļŗżņØ┤ņĢäĻĘĖļשņŚÉ Ēæ£ņŗ£ĒĢśņŚ¼ Fig. 9ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ņĀüņĖĄļ¼╝ņØś CreqņÖĆ NieqļŖö ņĢĮ 12%, 23 % ņØ┤ļ®░, ņĀüņĖĄ ņåŹļÅäņŚÉ ļö░ļźĖ ņä▒ļČä ļ│ĆĒÖöļŖö ļ»Ėļ╣äĒĢ£ Ļ▓āņ£╝ļĪ£ ĒÖĢņØĖļÉśņŚłļŗż. ņÜ®ņĀæņåŹļÅäļź╝ ļ│ĆĒÖöņŗ£ņ╝£ ņĀüņĖĄĒĢ£ ņŗ£ĒÄĖņØś Longitudi- nal directionņ£╝ļĪ£ ņŚ░ļ¦łĒĢ£ Ēøä ņŚÉņ╣ŁĒĢśņŚ¼ Fig. 10ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ņĀüņĖĄļ░®Ē¢źņØś ņłśņ¦üļ░®Ē¢źņ£╝ļĪ£ ņä▒ņןĒĢśļŖö ņŚÉĒö╝ĒģŹņŗ£ ņä▒ņןņØ┤ ĒÖĢņØĖļÉśņŚłļŗż ņØ┤ļ¤¼ĒĢ£ Ļ▒░ļÅÖņØĆ ļČĆņ×¼ņØś Ļ▓░ņĀĢņä▒ņןļ░®Ē¢źĻ│╝ ņÜ®ņ£ĄĻĖłņåŹņØś ņä▒ņןļ░®Ē¢źņØ┤ ņØ╝ņ╣śĒĢĀ ļĢī ļ░£ņāØļÉśļŖö Ļ▓āņ£╝ļĪ£ ņśżņŖżĒģīļéśņØ┤ĒŖĖĻ│ä ņÜ®ņ£ĄĻĖłņåŹņØś ņØæĻ│Ā ņŗ£ ļéśĒāĆļéśļŖö ņØæĻ│ĀĻ▒░ļÅÖņ£╝ļĪ£ļÅä ņל ņĢīļĀżņĀĖ ņ׳ļŗż. ņŚÉĒö╝ĒģŹņŗ£ ĒĢ£ ņśüņŚŁņØś ļäłļ╣äļŖö ņÜ®ņĀæņåŹļÅäļéś ņ£äņ╣śņŚÉ ļö░ļØ╝ ņĪ░ĻĖłņö® ļŗ¼ļØ╝ņ¦Ćļ®░, ņĢ×ņä£ ņ¢ĖĻĖēļÉśņŚłļŹś XņČĢņ£╝ļĪ£ņØś Ļ▓ĮļÅäĒÄĖņ░©ļŖö ņØ┤ļ¤¼ĒĢ£ ņŚÉĒö╝ĒģŹņŗ£ ņĪ░ņ¦üņØś ņä▒ņןņ£╝ļĪ£ ņäżļ¬ģņØ┤. Ļ░ĆļŖźĒĢśļŗż. 0.5 m/minņØś ņÜ®ņĀæņåŹļÅäļĪ£ ņĀ£ņ×æļÉ£ ņŗ£ĒŚśĒÄĖņØś Ļ▓ĮņÜ░, ņŚÉĒö╝ĒģŹņŗ£ ļ▓öņ£äņŚÉņä£ ņŻ╝ļ│Ćļ│┤ļŗż ļé«ņØĆ Ļ▓Į ļÅäĻ░Ć ņĖĪņĀĢļÉśņŚłļŗż. Fig. 11ņŚÉ ņåŹļÅäļ│ä ņĀüņĖĄļ¼╝ņØś ņĪ░ņ¦üņØä ļéśĒāĆļé┤ņŚłļŗż. ņåŹļÅäĻ░Ć ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ņŚÉĒö╝ĒģŹņŗ£ĒĢ£ ņĪ░ņ¦üņØś ņä▒ņןņØĆ ļæöĒÖöļÉśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż. ņØ┤ļŖö ņÜ®ņĀæņåŹļÅäĻ░Ć ļ╣©ļØ╝ņ¦Ćļ®┤ņä£ ņÜ®ņĀæļ░®Ē¢źņŚÉ ņłśņ¦üņ£╝ļĪ£ ņä▒ņןĒĢśļŖö ņĪ░ņ¦üņØś ļ░®Ē¢źņä▒ņØä ĒĢ┤ņ╣śĻĖ░ ļĢīļ¼Ėņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ņłśņ¦ĆņāüņĀĢņØĆ ņśżņŖżĒģīļéśņØ┤ĒŖĖļĪ£ ĻĄ¼ņä▒ļÉśņ¢┤ ņ׳ņ£╝ļ®░, ņłśņ¦ĆņāüĻ│╝ ņłśņ¦Ćņāü ņé¼ņØ┤ņØś ņśüņŚŁņØĆ CrņØś ņä▒ļČäņØ┤ ņ”ØĻ░ĆļÉ©ņŚÉ ļö░ļØ╝ ļ»ĖņäĖĒĢ£ ĒÄśļØ╝ņØ┤ĒŖĖ ņĪ░ņ¦üņØ┤ Ļ┤Ćņ░░ļÉśņŚłļŗż. 1ņ░© ļ░Å 2ņ░© ņłśņ¦Ćņāü Ļ░ä Ļ▒░ļ”¼ļŖö ņÜ®ņĀæņåŹļÅäņŚÉ ņśüĒ¢źņØä ļ░øņ£╝ļ®░, ĒĢ┤ļŗ╣ ņŚ░ĻĄ¼ņŚÉņä£ļŖö ļé«ņØĆ ņÜ®ņĀæņåŹļÅäļĪ£ ņĀüņĖĄņØä ĒĢ£ Ļ▓ĮņÜ░ņŚÉņä£ ļ│┤ļŗż Ēü¼Ļ▓ī ņĖĪņĀĢļÉśņŚłļŗż. ņÜ®ņĀæņ×ģņŚ┤ņØ┤ ļłäņĀüļÉśļ®┤ņä£ ļ©╝ņĀĆ ņĀüņĖĄļÉ£ ņĀüņĖĄļ¼╝ņØś ņĪ░ņ¦üņØ┤ ņä▒ņןĒĢśļŖö Ļ▓āņ£╝ļĪ£ ĒÖĢņØĖļÉśņŚłņ£╝ļéś, ņŚ┤ņøÉņŚÉņä£ ļ®Ćņ¢┤ņ¦łņłśļĪØ ņ×ģņŚ┤ņØś ņśüĒ¢źņØĆ ļ»Ėļ╣äĒĢ£ Ļ▓āņ£╝ļĪ£ ļ│┤ņØĖļŗż.
4. Ļ▓░ ļĪĀ
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö GMAWņØä ņØ┤ņÜ®ĒĢ£ STS 316L ņÖĆņØ┤ņ¢┤ ņĀüņĖĄņØä ņłśĒ¢ēĒĢśņśĆņ£╝ļ®░ ņĖĄĻ░äņś©ļÅäņŚÉ ļö░ļźĖ ļāēĻ░üņŗ£Ļ░äĻ│╝ Ļ│ĄņĀĢļ│ĆņłśņŚÉ ļö░ļźĖ ņĀüņĖĄ ĒŖ╣ņä▒, ĻĖ░Ļ│äņĀü ļ¼╝ņä▒ņØä ĒÅēĻ░ĆĒĢśņŚ¼ ņĢäļלņÖĆ Ļ░ÖņØĆ Ļ▓░Ļ│╝ļź╝ ļÅäņČ£ĒĢśņśĆļŗż.
1) ņÜ®ņĀæņåŹļÅäņÖĆ ņĖĄĻ░äņś©ļÅäņØś ņ░©ņØ┤ņŚÉ ļö░ļźĖ ņŗżĒŚśņØä ņłśĒ¢ēĒĢśņśĆņ£╝ļ®░, ņØ┤ņŚÉ ļö░ļźĖ ņĢłņĀĢņĀüņØĖ ĒśĢņāüņØś ņĀüņĖĄļ¼╝ņØä ņĀ£ņ×æĒĢśņśĆļŗż.
2) ļāēĻ░üņŗ£Ļ░äņØĆ ņ×ģņŚ┤ņØś ņ¢æĻ│╝ ņŚ░Ļ┤ĆļÉśņ¢┤ ņ׳ņ£╝ļ®░ ņØ╝ņĀĢĒĢ£ ņĖĄĻ░äņś©ļÅäņØś ņ£Āņ¦Ćļź╝ ņ£äĒĢ£ ļāēĻ░üņŗ£Ļ░äņØś ļæöĒÖöĻĄ¼Ļ░äņØś ņ£äņ╣śļź╝ ĒÖĢņØĖĒĢśņśĆļŗż. ņ×ģņŚ┤ņŚÉ ļö░ļźĖ ņĀüņĖĄļ¼╝ņØś ĻĖ░Ļ│äņĀü ļ¼╝ņä▒ņØä ĒīīņĢģĒĢśņśĆņ£╝ļ®░ ņØĖņןĻ░ĢļÅä ļ░Å Ļ▓ĮļÅäļČäĒżņØś ņØ┤ļ░®ņä▒ņØä ĒÖĢņØĖĒĢśņśĆļŗż.
3) ņŚÉĒö╝ĒģŹņŗ£ ĒĢ£ ļ░®Ē¢źņ£╝ļĪ£ ņä▒ņןĒĢśļŖö ņĪ░ņ¦üņØä Ļ┤Ćņ░░ĒĢśņśĆņ£╝ļ®░, ņśżņŖżĒģīļéśņØ┤ĒŖĖ ņłśņ¦Ćņāü ņØś ņä▒ņןĻ│╝ CrņØś ņä▒ļČäņØś ņ”ØĻ░ĆņŚÉ ļö░ļźĖ ĒÄśļØ╝ņØ┤ĒŖĖ ņāüņØä ĒÖĢņØĖĒĢśņśĆļŗż. ņłśņ¦Ćņāü ņé¼ņØ┤ņØś Ļ▒░ļ”¼ļŖö ņÜ®ņĀæņåŹļÅäņØś ņśüĒ¢źņØä ļ░øņ£╝ļ®░ ņĀüņĖĄļ¼╝ņØś ņŚ┤ņøÉņØ┤ ļ®Ćņ¢┤ņ¦łņłśļĪØ ņ×ģņŚ┤ņØś ņśüĒ¢źņØĆ Ļ░ÉņåīĒĢśļŖö Ļ▓āņ£╝ļĪ£ ĒÖĢņØĖļÉśņŚłļŗż.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



