


1. ņä£ ļĪĀ
ņśżņŖżĒģīļéśņØ┤ĒŖĖĻ│ä ņŖżĒģīņØĖļ”¼ņŖżĻ░ĢņØĆ ļåÆņØĆ Ļ░ĢļÅäņÖĆ ņŚ░ņŗĀņ£© ĻĘĖļ”¼Ļ│Ā ļø░ņ¢┤ļé£ ļé┤ņŗØņä▒ ļĢīļ¼ĖņŚÉ ļŗżņ¢æĒĢ£ ņé░ņŚģņŚÉņä£ ņé¼ņÜ®ļÉ£ļŗż. ĒŖ╣Ē׳ 304 ņŖżĒģīņØĖļ”¼ņŖżĻ░ĢņØĆ Ļ░ĆĻ│Ąņä▒ņØ┤ ņÜ░ņłśĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ĻĘ╣ņäĖ ņÖĆņØ┤ņ¢┤ ņ×¼ļŻīļĪ£ ņé¼ņÜ®ļÉśņ¢┤, Ļ│ĀĻĖē ĒĢĖļō£ĒÅ░ņØś ņŖżĒö╝ņ╗ż ņ×¼ļŻīļĪ£ ņé¼ņÜ®ļÉ£ļŗż. ĻĘĖļ¤¼ļéś ĻĘĖļ¼╝ļ¬©ņ¢æņØś ņŖżĒö╝ņ╗ż ļ¦ØņØä ņ¦ż ļĢī ņäĖļĪ£ņÖĆ Ļ░ĆļĪ£ ņżäņØś Ļ░ĆĻ│ĄĻ▓ĮĒÖöļÅäņØś ņ░©ņØ┤ļĪ£ ļ¦ÄņØĆ Ļ▓░ĒĢ©ņØ┤ ļéśĒāĆļé£ļŗż. ļö░ļØ╝ņä£ ņĀüĒĢ®ĒĢ£ ĻĘ╣ņäĖ ņÖĆņØ┤ņ¢┤ņØś ņ×¼ļŻīĻ░£ļ░£ņØä ņ£äĒĢśņŚ¼ ņŖżĒģīņØĖļ”¼ņŖżĻ░ĢņØś ļ»ĖņäĖņĪ░ņ¦üĻ│╝ ņØĖņןņØæļĀź-ļ│Ćņ£ä Ļ▒░ļÅÖņŚÉ ļīĆĒĢ£ ņŚ░ĻĄ¼Ļ░Ć ĒĢäņÜöĒĢśļŗż.
304Ļ│ä ņŖżĒģīņØĖļ”¼ņŖżĻ░ĢņØĆ ╬│-austenite ĻĄ¼ņĪ░ļź╝ Ļ░¢ļŖöļŗż1). ņśżņŖżĒģīļéśņØ┤ĒŖĖĻ│ä ņŖżĒģīņØĖļ”¼ņŖżĻ░ĢņØś Ļ░ĆĻ│ĄĻ▓ĮĒÖöļŖö ļ│ĆĒśĢļÉśļŖö ļÅÖņĢł ĒśĢņä▒ļÉśļŖö ļ│ĆĒśĢņ£ĀĻĖ░ ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ(╬▒ŌĆÖ-martensite)ņØś ņ¢æņŚÉ ņśüĒ¢źņØä ļ░øļŖöļŗż. ╬▒ŌĆÖ-ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖņØś ņ¢æņØĆ ļ│ĆĒśĢĻĖ░ĻĄ¼, ņåīņä▒ļ│ĆĒśĢļ¤ē, ĻĘĖļ”¼Ļ│Ā ļ│ĆĒśĢļ░®ļ▓ĢņŚÉ ļö░ļØ╝ ļŗżļź┤ļŗż2-4). ĻĘĖļ”¼Ļ│Ā ņåīņ×¼ņØś ĒÖöĒĢÖņä▒ļČä ļ░Å ņś©ļÅäņØś ĒĢ©ņłśņØĖ ņĀüņĖĄĻ▓░ĒĢ©ņŚÉļäłņ¦Ć(stacking fault energy)ļŖö ļ│ĆĒśĢ ņŗ£ ņ×æņÜ®ĒĢśļŖö ļ│ĆĒśĢĻĖ░ĻĄ¼ņØś ņäżņĀĢņŚÉ ņżæņÜöĒĢ£ ņŚŁĒĢĀņØä ĒĢ£ļŗż5-10). ņĀüņĖĄ Ļ▓░ĒĢ© ņŚÉļäłņ¦ĆĻ░Ć ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ņ¦Ćļ░░ņĀüņØĖ ļ│ĆĒśĢĻĖ░ĻĄ¼ļŖö ╬Ą-ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ ŌåÆ ņīŹņĀĢ(twin) ŌåÆ ņŖ¼ļ”Į(slip)ņ£╝ļĪ£ ļ│ĆĒÖöĒĢ£ļŗż. ņØ┤ņÖĖņŚÉļÅä ļ│ĆĒśĢ ņŗ£ ņåīņ×¼ņŚÉ ļČĆņŚ¼ļÉ£ ņØæļĀźņāüĒā£ņŚÉ ļö░ļØ╝ ╬▒ŌĆÖ-ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖņØś ĒĢĄ ņāØņä▒ ņåŹļÅä ļ░Å ļ»ĖņäĖņĪ░ņ¦üņØś ļ│ĆĒÖöĻ░Ć ļ░£ņāØĒĢ£ļŗż. ņŖżĒģīņØĖļ”¼ņŖżĻ░ĢņŚÉņä£ ņØ┤ļ¤░ ļ│ĆĒśĢĻĖ░ĻĄ¼ņŚÉ ņØśĒĢ£ Ļ░ĆĻ│ĄĻ▓ĮĒÖöļź╝ ņØ┤ĒĢ┤ĒĢśĻĖ░ ņ£äĒĢ┤ņä£ļŖö ņśżņŖżĒģīļéśņØ┤ĒŖĖĻ│ä ņŖżĒģīņØĖļ”¼ņŖżĻ░ĢņØś ņØĖņןņØæļĀź-ļ│Ćņ£ä Ļ│ĪņäĀņØś ņØ┤ĒĢ┤Ļ░Ć ĒĢäņÜöĒĢśļŗż.
ņØĖņןņØæļĀź-ļ│Ćņ£ä Ļ│ĪņäĀņŚÉ ņśüĒ¢źņØä ņŻ╝ļŖö ņØĖņ×ÉļŖö Ļ▓░ņĀĢļ”ĮļÅä, ņ┤łĻĖ░ļ│ĆĒśĢļźĀ, ļ│ĆĒśĢļźĀ, ņś©ļÅä, ļ│ĆĒśĢņ£ĀĻĖ░ ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖņÖĆ Ļ░ÖņØĆ ņāüļ│ĆĒā£Ļ░Ć ņ׳ļŗż. Ļ▓░ņĀĢļ”ĮļÅäļŖö ļ»ĖņäĖĒĢĀņłśļĪØ Hall-Petch ņŗØņØä ļö░ļØ╝ Ļ░ĢĒÖöļÉśļŖö ĒÜ©Ļ│╝Ļ░Ć ņ׳ļŗż. ĒŖ╣Ē׳ ņśżņŖżĒģīļéśņØ┤ĒŖĖĻ│ä ņŖżĒģīņØĖļ”¼ņŖżĻ░ĢņØĆ ļ»ĖņäĖĒĢ£ Ļ▓░ņĀĢļ”ĮņØä Ļ░Ćņ¦ł ļĢī ļŹö ļ¦ÄņØĆ ļ│ĆĒśĢņ£ĀĻĖ░ ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖĻ░Ć ĒśĢņä▒ ļÉ£ļŗż. ĻĘĖ ņØ┤ņ£ĀļŖö Ļ▓░ņĀĢļ”ĮņØ┤ ļ»ĖņäĖĒĢĀņłśļĪØ ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ ļ│ĆĒā£ņØś ĒĢĄņāØņä▒ ņןņåīļĪ£ ņ×æņÜ®ĒĢśļŖö Ļ▓░ņĀĢļ”ĮĻ│ä ļ®┤ņĀüņØ┤ ņ”ØĻ░ĆĒĢśĻĖ░ ļĢīļ¼ĖņØ┤ļŗż2). ņ┤łĻĖ░ļ│ĆĒśĢļźĀņØ┤ Ļ░ĆĒĢ┤ņ¦ä Ļ▓ĮņÜ░ ļ│ĆĒśĢĻĖ░ĻĄ¼ņŚÉ ļö░ļØ╝ ╬Ą-ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ, ņīŹņĀĢ, ņŖ¼ļ”Į ļ░┤ļō£Ļ░Ć ĒśĢņä▒ĒĢśĻ▓ī ļÉ£ļŗż. ņØ┤ļĢī ņīŹņĀĢĻ│╝ ņīŹņĀĢ ņé¼ņØ┤11), ņŖ¼ļ”Į ļ░┤ļō£ņÖĆ ņŖ¼ļ”Į ļ░┤ļō£ ņé¼ņØ┤5), ņīŹņĀĢĻ│╝ Ļ▓░ņĀĢļ”ĮĻ│ä ņé¼ņØ┤12)Ļ░Ć Ļ░üĻ░ü ╬▒ŌĆÖ-ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖņØś ĒĢĄņāØņä▒ ņןņåīļĪ£ ņ×æņÜ®ĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ņ┤łĻĖ░ļ│ĆĒśĢļźĀņØ┤ Ļ░ĆĒĢ┤ņ¦ä Ļ▓ĮņÜ░ ╬▒ŌĆÖ-ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖņØś ņāØņä▒ņØ┤ ņē¼ņøīņ¦äļŗż. ļ¦łņ¦Ćļ¦ēņ£╝ļĪ£ ņĀüņĖĄĻ▓░ĒĢ©ņŚÉļäłņ¦ĆļŖö ĒÖöĒĢÖņä▒ļČäĻ│╝ ņś©ļÅäņØś ĒĢ©ņłśļĪ£ņä£ Ļ░ĆĻ│Ąņś©ļÅäĻ░Ć ņ”ØĻ░ĆĒĢśĻ▓ī ļÉśļ®┤ ņ”ØĻ░ĆĒĢśĻ▓ī ļÉśĻ│Ā Ļ░ÖņØĆ Ļ░ĆĻ│Ąņś©ļÅäņØ╝ ļĢī ĒÖöĒĢÖņĪ░ņä▒ņŚÉ ļö░ļØ╝ ļŗżļź┤Ļ▓ī ļéśĒāĆļé£ļŗż. 45 mJ┬Ęm-2 ņØ┤ņāüņØś ņĀüņĖĄĻ▓░ĒĢ©ņŚÉļäłņ¦Ćļź╝ Ļ░Ćņ¦ĆļŖö ņ×¼ļŻīļŖö ņĀäņ£äņØś ņŖ¼ļ”ĮņØ┤ ņ¦Ćļ░░ņĀüņØĖ ļ│ĆĒśĢĻĖ░ĻĄ¼ņØ┤ļŗż. ĻĘĖļ”¼Ļ│Ā 18- 45 mJ┬Ęm-2ņØś ņĀüņĖĄĻ▓░ĒĢ©ņŚÉļäłņ¦Ćļź╝ Ļ░Ćņ¦ĆļŖö ņ×¼ļŻīļŖö ņīŹņĀĢņØ┤ ņ¦Ćļ░░ņĀüņØ┤Ļ│Ā, 18 mJ┬Ęm-2 ņØ┤ĒĢśņØś ņĀüņĖĄĻ▓░ĒĢ©ņŚÉļäłņ¦Ćļź╝ Ļ░Ćņ¦ĆļŖö ņ×¼ļŻīļŖö ╬│-ņśżņŖżĒģīļéśņØ┤ĒŖĖ ŌåÆ ╬Ą-ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ ļ│ĆĒā£Ļ░Ć ņ¦Ćļ░░ņĀüņ£╝ļĪ£ ļéśĒāĆļé£ļŗż11).
ļ│Ė ņŚ░ĻĄ¼ļŖö ņśżņŖżĒģīļéśņØ┤ĒŖĖĻ│ä ņŖżĒģīņØĖļ”¼ņŖżĻ░ĢņØś ĒÖöĒĢÖņĪ░ņä▒ņØ┤ ļ│ĆĒśĢņ£ĀĻĖ░ ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ ļ│ĆĒā£ņÖĆ ņØĖņןņØæļĀź-ļ│Ćņ£ä Ļ│ĪņäĀņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØä ņĢīņĢäļ│Ėļŗż. ĒŖ╣Ē׳ ņ┤łĻĖ░ļ│ĆĒśĢļźĀņØä ļŗ©Ļ│äņĀüņ£╝ļĪ£ ņŻ╝ņ¢┤ņä£ Ļ░ü ņĪ░ņä▒ļ│ä ļ│ĆĒśĢņ£ĀĻĖ░ ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ ļ│ĆĒā£ Ļ▒░ļÅÖņØä ņŚ░ĻĄ¼ĒĢśņśĆĻ│Ā, ņØ┤ļ¤¼ĒĢ£ ņāüņØś Ļ▒░ļÅÖņØ┤ ņØĖņןĻ│ĪņäĀņØś ļ│ĆĒÖöņŚÉ ļ»Ėņ╣śļŖö ņ▓┤Ļ│äņĀüņØĖ ņśüĒ¢źņØä ņĪ░ņé¼ĒĢśĻ│Āņ×É ĒĢ£ļŗż.
2. ņŗżĒŚśļ░®ļ▓Ģ
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ņé¼ņÜ®ļÉ£ 304Ļ│ä ņśżņŖżĒģīļéśņØ┤ĒŖĖ ņŖżĒģīņØĖļ”¼ņŖżĻ░ĢņØś ĒÖöĒĢÖņĪ░ņä▒ņØĆ Table 1Ļ│╝ Ļ░Öļŗż. ļīĆĒæ£ņĀüņ£╝ļĪ£ Ni, Mn, MoņØś ļåŹļÅäĻ░Ć ņĀüņØĆ AĻ░ĢĻ│╝ ņØ┤ ļåŹļÅäļōżņØ┤ ļ¦ÄņØĆ BĻ░ĢņØä ņé¼ņÜ®ĒĢśņśĆļŗż.
Table┬Ā1
Composition of 304 type stainless steels used in the study
| Steels | C | Mn | Ni | Cr | Mo | N | Fe |
|---|---|---|---|---|---|---|---|
| A | 0.07 | 1.33 | 8.26 | 18.77 | 0.20 | 0.01 | Bal. |
| B | 0.08 | 0.39 | 8.02 | 18.05 | 0.04 | 0.04 | Bal. |
ņŗ£ĒÄĖņØĆ 5.5mm ņÖĆņØ┤ņ¢┤ņŚÉņä£ ņŗĀņäĀ ļ░Å ņåīļæöņØä ļ░śļ│ĄĒĢśņŚ¼ 3.2mm ŌåÆ 1.8mm ŌåÆ 0.2mm ŌåÆ 24╬╝mņØś ĻĘ╣ņäĖņäĀņØä ņĀ£ņ×æĒĢśņśĆļŗż. ņØĖņןņŗ£ĒÄĖņØĆ ĻĘ╣ņäĖņäĀ 300mm ĻĖĖņØ┤ļź╝ gauge length ņŚåņØ┤ 100 mm/minņØś strain rate ņĪ░Ļ▒┤ņ£╝ļĪ£ Ļ░üĻ░ü 3%. 7%, 9%ņØś ņ┤łĻĖ░ļ│ĆĒśĢļźĀļĪ£ ņØĖņןĒĢśņśĆļŗż. ĻĘ╣ņäĖņäĀņØś ņ¦üĻ▓ĮņØ┤ 24╬╝mļĪ£ ņĢäņŻ╝ ļ»ĖņäĖĒĢśņŚ¼ ĻĘ£Ļ▓® ņØĖņןņŗ£ĒÄĖņØś ņĀ£ņ×æņØ┤ ļČłĻ░ĆļŖźĒĢśņśĆĻĖ░ ļĢīļ¼ĖņŚÉ, gauge length ņŚåņØ┤ ĻĘ╣ņäĖņäĀņØś displacementļź╝ ņĖĪņĀĢ ĒĢśņŚ¼ ņØĖņןņŗ£ĒŚśņØä ņ¦äĒ¢ē ĒĢśņśĆļŗż. Ļ░ü ņ┤łĻĖ░ļ│ĆĒśĢļźĀņØ┤ Ļ░ĆĒĢ┤ņ¦ä ĻĘ╣ņäĖņäĀņØś ļŗ©ļ®┤ņØĆ 800 gritĻ╣īņ¦Ć ņŚ░ļ¦łĒĢśņśĆĻ│Ā, ĻĘĖ Ēøä 3╬╝mņÖĆ 0.05╬╝mņØś Al2O3ļČäļ¦ÉļĪ£ ĒÅ┤ļ”¼ņŗ▒ ĒĢśņśĆļŗż. ņāü ļČäņäØĻ│╝ Ļ▓░ņĀĢļ”ĮļÅä ļČäņäØņØĆ Electron Back- scatter Diffraction (EBSD)ņ£╝ļĪ£ ņĪ░ņé¼ĒĢśņśĆļŗż.
3. ņŗżĒŚśĻ▓░Ļ│╝ ļ░Å Ļ│Āņ░░
3.1 ĻĘ╣ņäĖņäĀ ļ¬©ņ×¼ņØś ņØĖņן ņä▒ņ¦łĻ│╝ ļ»ĖņäĖņĪ░ņ¦ü
Fig. 1ņØĆ Ļ░ü ņŗ£ĒÄĖņØś ņØĖņן ņŗżĒŚś Ēøä ņāü ļČäņäØ Ļ▓░Ļ│╝ņØ┤ļŗż. AĻ░Ģņ×¼ļŖö ĒĢŁļ│ĄĻ░ĢļÅä 619.1MPa, ņØĖņןĻ░ĢļÅä 1021.3MPa, ņŚ░ņŗĀņ£© 30.5%ļź╝ ļéśĒāĆļé┤ņŚłĻ│Ā, B Ļ░Ģņ×¼ļŖö ĒĢŁļ│ĄĻ░ĢļÅä 618.9MPa, ņØĖņןĻ░ĢļÅä 1047.9MPa, ņŚ░ņŗĀņ£© 42.1%ļź╝ ļéśĒāĆļé┤ņŚłļŗż. AņÖĆ B Ļ░Ģņ×¼ņØś ĒĢŁļ│ĄĻ░ĢļÅäņÖĆ ņØĖņןĻ░ĢļÅäļŖö ņ£Āņé¼ĒĢ£ Ļ░ÆņØä Ļ░Ćņ¦ĆĻ│Ā ņ׳ņŚłņ¦Ćļ¦ī, ņØĖņןĻ░ĢļÅä-ļ│Ćņ£ä Ļ│ĪņäĀņØś ĒśĢĒā£ļŖö ĻĘ╣ļ¬ģĒ׳ ļŗżļ”äņØä ņĢī ņłś ņ׳ļŗż. AĻ░Ģņ×¼ļŖö ĒĢŁļ│ĄĻ░ĢļÅä ņØ┤Ēøä ņ┤łĻĖ░ļ│ĆĒśĢļźĀņØ┤ 9%Ļ╣īņ¦Ć ņ”ØĻ░ĆĒĢśļ®┤ņä£ Ļ│ĪņäĀņØś ĻĖ░ņÜĖĻĖ░, ņ”ē Ļ░ĆĻ│ĄĻ▓ĮĒÖöņ¦Ćņłś(strain hardening rate)Ļ░Ć Ļ▒░ņØś ņØ╝ņĀĢĒĢśļŗż. ĻĘĖļ¤¼ļéś BĻ░Ģņ×¼ļŖö ĒĢŁļ│ĄĻ░ĢļÅä ņØ┤Ēøä ņ┤łĻĖ░ļ│ĆĒśĢļźĀ 3%Ļ╣īņ¦Ć Ļ│ĪņäĀņØś ĻĖ░ņÜĖĻĖ░, ņ”ē Ļ░ĆĻ│ĄĻ▓ĮĒÖöņ¦ĆņłśĻ░Ć ļåÆĻ│Ā, ņ┤łĻĖ░ļ│ĆĒśĢļźĀ 7%Ļ╣īņ¦ĆļŖö Ļ░ĆĻ│ĄĻ▓ĮĒÖöņ¦ĆņłśĻ░Ć Ļ░ÉņåīĒĢśļ®░, ĻĘĖ ņØ┤Ēøä ņ┤łĻĖ░ļ│ĆĒśĢļźĀ 9%Ļ╣īņ¦ĆļŖö Ļ░ĆĻ│ĄĻ▓ĮĒÖöņ¦ĆņłśĻ░Ć ļŹöņÜ▒ ļé«ņØĆ Ļ░ÆņØä ļ│┤ņØĖļŗż.

ņØ╝ļ░śņĀüņ£╝ļĪ£ ņśżņŖżĒģīļéśņØ┤ĒŖĖĻ│ä ņŖżĒģīņØĖļ”¼ņŖżĻ░ĢņŚÉņä£ ņØĖņןĻ░ĆĻ│ĄņŚÉ ļö░ļźĖ ņØæļĀź-ļ│Ćņ£ä Ļ│ĪņäĀņØś ĒśĢĒā£ļŖö 2ļŗ©Ļ│äļĪ£ ļéśļłäņ¢┤ ņāØĻ░ü ĒĢĀ ņłś ņ׳ļŗż. ņ▓½ ļ▓łņ¦Ė ļŗ©Ļ│äļŖö Ļ░ĆĻ│ĄĻ▓ĮĒÖöņ¦ĆņłśĻ░Ć Ļ░ÉņåīĒĢśļŖö ĻĄ¼Ļ░äĻ│╝ ļæÉ ļ▓łņ¦Ė ĻĄ¼Ļ░äņØĖ Ļ░ĆĻ│ĄĻ▓ĮĒÖöņ¦ĆņłśĻ░Ć ņ”ØĻ░ĆĒĢśļŖö ĻĄ¼Ļ░äņØ┤ ņĪ┤ņ×¼ĒĢ£ļŗż. ņ▓½ ļ▓łņ¦Ė ĻĄ¼Ļ░äņØĆ fccĻĄ¼ņĪ░ņØś ņśżņŖżĒģīļéśņØ┤ĒŖĖņāüĻ│╝ hcpĻĄ¼ņĪ░ņØś ╬Ą-ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖņØś ņ£Āņé¼ņä▒ņŚÉ ņØśĒĢ┤ņä£ ╬Ą-ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ ļ│ĆĒā£ņŚÉ ļö░ļØ╝ ņØæļĀźņØ┤ ņÖäĒÖöļÉśļŖö ĒÜ©Ļ│╝Ļ░Ć ļ░£ņāØĒĢśļ»ĆļĪ£ Ļ░ĆĻ│ĄĻ▓ĮĒÖöņ¦ĆņłśĻ░Ć Ļ░ÉņåīĒĢ£ļŗż. ļæÉ ļ▓łņ¦Ė ļŗ©Ļ│äļŖö fccņØś ņśżņŖżĒģīļéśņØ┤ĒŖĖņāüĻ│╝ Ļ▓░ņĀĢĻĄ¼ņĪ░Ļ░Ć ļŗżļźĖ bctĻĄ¼ņĪ░ņØś ╬▒ŌĆÖ-ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖĻ░Ć ĒśĢņä▒ļÉśļ®┤ņä£, ĻĘ╣ņåīņĀüņØĖ ņśüņŚŁņŚÉ ņØæļĀźņØ┤ ņ¦æņżæ ļÉśĻ│Ā ĻĘĖņŚÉ ņØśĒĢ┤ņä£ Ļ░ĆĻ│ĄĻ▓ĮĒÖöņ¦ĆņłśĻ░Ć ņ”ØĻ░ĆĒĢ£ļŗż13-15).
Fig. 2ļŖö ņŗĀņäĀ Ēøä ņ┤łĻĖ░ļ│ĆĒśĢļźĀņØä Ļ░ĆĒĢśņ¦Ć ņĢŖņØĆ ĻĘ╣ņäĖņäĀ ļŗ©ļ®┤ņØś phase mapņØ┤ļŗż. AĻ░Ģņ×¼ļŖö ļČēņØĆņāēņØś 100% ╬│-ņśżņŖżĒģīļéśņØ┤ĒŖĖ ņĪ░ņ¦üņØä Ļ░Ćņ¦ĆĻ│Ā ņ׳ņŚłĻ│Ā, BĻ░Ģņ×¼ļŖö 0.6% ņĀĢļÅäņØś ņåīļ¤ēņØś ╬Ą-ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ ļ»ĖņäĖņĪ░ņ¦ü(ļģĖļ×Ćņāē)ņØ┤ 99.4%ņØś ╬│-ņśżņŖżĒģīļéśņØ┤ĒŖĖ ņĪ░ņ¦üĻ│╝ ĒĢ©Ļ╗ś Ļ┤Ćņ░░ ļÉśņŚłļŗż. AņÖĆ BĻ░Ģņ×¼ļŖö ļ¬©ļæÉ ņŗĀņäĀ Ēøä ņåīļæöņŚÉ ņØśĒĢ£ ņīŹņĀĢņØ┤ ņĪ┤ņ×¼ĒĢśņśĆĻ│Ā, ĒŖ╣Ē׳ BĻ░Ģņ×¼ļŖö AĻ░Ģņ×¼ņŚÉ ļ╣äĒĢ┤ņä£ ļ»ĖņäĖĒĢ£ Ļ▓░ņĀĢļ”Į ļśÉļŖö ņĢäĻ▓░ņĀĢļ”ĮņØ┤ ņĪ┤ņ×¼ĒĢśņśĆļŗż. ņ┤łĻĖ░ļ│ĆĒśĢļźĀņØä Ļ░ĆĒĢśņ¦Ć ņĢŖņØĆ ĻĘ╣ņäĖņäĀ ļŗ©ļ®┤ņØś Ļ▓░ņĀĢļ”ĮļÅäļź╝ ņĀĢļ¤ēņĀüņ£╝ļĪ£ ņĖĪņĀĢĒĢśņŚ¼ Fig. 3ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. AņÖĆ BĻ░Ģņ×¼ļŖö ļ¬©ļæÉ ļéśļģĖ Ēü¼ĻĖ░ņØś Ļ▓░ņĀĢļ”ĮļČĆĒä░ 4╬╝mĻ╣īņ¦ĆņØś ņĪ░ļīĆĒĢ£ Ļ▓░ņĀĢļ”ĮņØä Ļ░Ćņ¦ĆĻ│Ā ņ׳ņŚłļŗż. ņĀäņ▓┤ņĀüņ£╝ļĪ£ AņÖĆ BĻ░Ģņ×¼ņØś Ļ▓░ņĀĢļ”ĮļÅäļŖö ļ╣äņŖĘĒĢ£ ļČäĒżļź╝ Ļ░Ćņ¦ĆĻ│Ā ņ׳ņŚłņ¦Ćļ¦ī, BĻ░Ģņ×¼ļŖö AĻ░Ģņ×¼ļ│┤ļŗż ļīĆļץ 1╬╝m Ēü¼ĻĖ░ ņØ┤ĒĢśņØś ļ»ĖņäĖĒĢ£ Ļ▓░ņĀĢļ”ĮņØś ļČäņ£©ņØ┤ ļ¦ÄņĢśĻ│Ā, 3╬╝mļ│┤ļŗż Ēü░ ņĪ░ļīĆĒĢ£ Ļ▓░ņĀĢļ”ĮņØś ļČäņ£©ņØ┤ ņĀüņŚłļŗż.


3.2 ĻĘ╣ņäĖņäĀņØś ņ┤łĻĖ░ļ│ĆĒśĢļźĀņŚÉ ļö░ļźĖ ļ»ĖņäĖņĪ░ņ¦ü Ļ▒░ļÅÖ
3.2.1 ņ┤łĻĖ░ļ│ĆĒśĢļźĀ 3%Ļ░Ć ļČĆĻ░ĆļÉ£ ņŗ£ĒÄĖņØś ļ»ĖņäĖņĪ░ņ¦ü
AņÖĆ BĻ░Ģņ×¼ ļ¬©ļæÉ Ļ░üĻ░ü 3% ņ┤łĻĖ░ļ│ĆĒśĢņØä Ļ░ĆĒĢ£ Ēøä ļ»ĖņäĖņĪ░ņ¦üņØä EBSDļĪ£ ļČäņäØ ĒĢśņśĆļŗż. Fig. 4ļŖö ļæÉ ņŗ£ĒÄĖņØś phase mapņØ┤ļŗż. AĻ░Ģņ×¼ļŖö 3% ņ┤łĻĖ░ļ│ĆĒśĢļźĀņØ┤ Ļ░ĆĒĢ┤ņĪīņ¦Ćļ¦ī ĻĘ╣ņäĖņäĀ ļ¬©ņ×¼ņÖĆ Ļ░ÖņØ┤ 100% ╬│-ņśżņŖżĒģīļéśņØ┤ĒŖĖ ļ»ĖņäĖņĪ░ņ¦üņØä Ļ░Ćņ¦äļŗż. ĻĘĖļ¤¼ļéś BĻ░Ģņ×¼ļŖö ĻĘ╣ņäĖņäĀ ļ¬©ņ×¼ņŚÉņä£ Ļ┤Ćņ░░ļÉśņŚłļŹś ╬Ą-ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖĻ░Ć Ļ┤Ćņ░░ļÉśņ¦Ć ņĢŖņĢśĻ│Ā, ļČēņØĆņāēņØś ╬│-ņśżņŖżĒģīļéśņØ┤ĒŖĖ ĻĄ¼ņĪ░ 97.5%ņÖĆ ņ┤łļĪØņāēņ£╝ļĪ£ ļ│┤ņØ┤ļŖö bctĻĄ¼ņĪ░ņØś ╬▒ŌĆÖ-ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖĻ░Ć 2.5% Ļ┤Ćņ░░ ļÉśņŚłļŗż. ļ¬©ļōĀ ņŗ£ĒÄĖņØĆ ĻĘ╣ņäĖņäĀ ļ¬©ņ×¼ņÖĆ Ļ░ÖņØ┤ ļīĆļץ 1╬╝m Ēü¼ĻĖ░ņØś ļ»ĖņäĖĒĢ£ Ļ▓░ņĀĢļ”ĮĻ│╝ 3-4╬╝m Ēü¼ĻĖ░ņØś ņĪ░ļīĆĒĢ£ Ļ▓░ņĀĢļ”ĮņØ┤ Ļ░ÖņØ┤ ņĪ┤ņ×¼ĒĢśņśĆĻ│Ā, 3% ņ┤łĻĖ░ ļ│ĆĒśĢļźĀ ņØĖĻ░ĆņŚÉ ļö░ļźĖ ņīŹņĀĢņØś ļ│ĆĒÖöļÅä Ļ▒░ņØś ņŚåņŚłļŗż.

AņÖĆ BĻ░Ģņ×¼ņŚÉņä£ ņ┤łĻĖ░ļ│ĆĒśĢļźĀ 3%ļŖö Fig. 1ņØś ņØĖņןĻ│ĪņäĀņØä ļ│┤ļ®┤ ļ¬©ļæÉ ĒĢŁļ│ĄĻ░ĢļÅäļź╝ ļäśņ¢┤ņäĀļŗż. AņÖĆ BĻ░Ģņ×¼ņØś ĒÖöĒĢÖņĪ░ņä▒ņ£╝ļĪ£ ņĀüņĖĄĻ▓░ĒĢ©ņŚÉļäłņ¦ĆļŖö ņŗØ(1)ņØä ņØ┤ņÜ®ĒĢśņŚ¼ Ļ│äņé░ĒĢśņśĆļŗż16). Ļ░üĻ░ü 22.0mJ┬Ęm-2ņÖĆ 21.6mJ┬Ęm-2ņØ┤ļŗż. 18- 45mJ┬Ęm-2ņØś ņĀüņĖĄĻ▓░ĒĢ©ņŚÉļäłņ¦Ćļź╝ Ļ░Ćņ¦ĆļŖö ņ×¼ļŻīļŖö ņīŹņĀĢņØ┤ ņ¦Ćļ░░ņĀüņØĖ ļ│ĆĻ▓ĮĻĖ░ĻĄ¼ļØ╝Ļ│Ā ņĢīļĀżņĀĖ ņ׳ņ¦Ćļ¦ī3), BĻ░Ģņ×¼ļŖö AĻ░Ģņ×¼ņŚÉ ļ╣äĒĢ┤ņä£ ļé«ņØĆ ņĀüņĖĄĻ▓░ĒĢ©ņŚÉļäłņ¦Ćļź╝ Ļ░Ćņ¦ĆĻ│Ā ņ׳ņ£╝ļ»ĆļĪ£, ļ╣äĻĄÉņĀü ņÜ®ņØ┤ĒĢśĻ▓ī ╬│-ņśżņŖżĒģīļéśņØ┤ĒŖĖ ŌåÆ ╬Ą-ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖņØś ņāüļ│ĆĒā£Ļ░Ć ļ░£ņāØĒĢ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. BĻ░Ģņ×¼ņØś ĻĘ╣ņäĖņäĀ ļ¬©ņ×¼ņŚÉ ņĪ┤ņ×¼ĒĢśņśĆļŹś ╬Ą-ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖĻ░Ć ĒĢĄņāØņä▒ ņןņåīļĪ£ ņ×æņÜ®ĒĢśņŚ¼ AĻ░Ģņ×¼ņÖĆ ļŗ¼ļ”¼ 3%ņØś ņ┤łĻĖ░ļ│ĆĒśĢļźĀņŚÉņä£ ╬▒ŌĆÖ-ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖĻ░Ć ņāØņä▒ļÉśņŚłļŗż. ļö░ļØ╝ņä£ BĻ░Ģņ×¼ņØś ņØĖņןĻ│ĪņäĀņŚÉņä£ 3%Ļ╣īņ¦ĆņØś ņ┤łĻĖ░ļ│ĆĒśĢļźĀņØ┤ Ļ░ĆĒĢ┤ņ¦Ćļ®┤ ņ┤łĻĖ░ņŚÉ Ļ░ĆĻ│ĄĻ▓ĮĒÖö ņĀĢļÅäĻ░Ć AĻ░Ģņ×¼ļ│┤ļŗż ļŹö Ēü░ Ļ▓āņØä ĒÖĢņØĖ ĒĢĀ ņłś ņ׳ļŗż. ņØ┤ļŖö BĻ░Ģņ×¼ņØś Ļ▓ĮņÜ░ ╬▒ŌĆÖ-ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖĻ░Ć ņāØņä▒ ļÉśļ®┤ņä£ Ļ░ĆĻ│ĄĻ▓ĮĒÖöĻ░Ć ĻĖēĻ▓®ĒĢśĻ▓ī ļ░£ņāØĒĢśņśĆĻĖ░ ļĢīļ¼ĖņØ┤ļŗż. ĻĘĖļ¤¼ļéś AĻ░Ģņ×¼ļŖö ņĀüņĖĄĻ▓░ĒĢ©ņŚÉļäłņ¦ĆĻ░Ć BĻ░Ģņ×¼ļ│┤ļŗż ļåÆņĢäņä£ ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ ļ│ĆĒā£ļ│┤ļŗżļŖö ņīŹņĀĢ ļśÉļŖö ņĀäņ£äņØś ņŖ¼ļ”ĮņŚÉ ņØśĒĢ£ ļ│ĆĒśĢĻĖ░ĻĄ¼Ļ░Ć ņ¦Ćļ░░ņĀüņØĖ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ļö░ļØ╝ņä£ AĻ░Ģņ×¼ļŖö ņ┤łĻĖ░ļ│ĆĒśĢļźĀ 3%ņŚÉņä£ļÅä ╬Ą- ļśÉļŖö ╬▒ŌĆÖ-ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ ņĪ░ņ¦üņØ┤ ņŚåņØ┤ ņśżņŖżĒģīļéśņØ┤ĒŖĖ ļ»ĖņäĖņĪ░ņ¦üļ¦īņØä Ļ░Ćņ¦ĆļŖö Ļ▓āņØ┤ļØ╝ ņāØĻ░üļÉ£ļŗż.
3.2.2 ņ┤łĻĖ░ļ│ĆĒśĢļźĀ 7%Ļ░Ć ļČĆĻ░ĆļÉ£ ņŗ£ĒÄĖņØś ļ»ĖņäĖņĪ░ņ¦ü
AņÖĆ B Ļ░Ģņ×¼ ļ¬©ļæÉ Ļ░üĻ░ü 7% ņ┤łĻĖ░ļ│ĆĒśĢņØä Ļ░ĆĒĢ£ Ēøä ļ»ĖņäĖņĪ░ņ¦üņØä EBSD ļČäņäØ ĒĢśņśĆļŗż. Fig. 5ļŖö ļæÉ ņŗ£ĒÄĖņØś phase mapņØ┤ļŗż. AĻ░Ģņ×¼ļŖö 7% ņ┤łĻĖ░ļ│ĆĒśĢļźĀņØ┤ Ļ░ĆĒĢ┤ņ¦Ćņ×É 1.1% ņĀĢļÅäņØś ņåīļ¤ēņØś ╬Ą-ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ ļ»ĖņäĖņĪ░ņ¦ü(ļģĖļ×Ćņāē)ņØ┤ 98.9%ņØś ╬│-ņśżņŖżĒģīļéśņØ┤ĒŖĖ ņĪ░ņ¦üĻ│╝ ĒĢ©Ļ╗ś Ļ┤Ćņ░░ ļÉśņŚłĻ│Ā, BĻ░Ģņ×¼ņØś Ļ▓ĮņÜ░ 84.9%ņØś ╬│-ņśżņŖżĒģīļéśņØ┤ĒŖĖ ļ»ĖņäĖņĪ░ņ¦üĻ│╝ ĻĘ╣ņäĖņäĀ 3% ņ┤łĻĖ░ļ│ĆĒśĢļźĀņŚÉņä£ Ļ┤Ćņ░░ļÉ£ ņ┤łļĪØņāēņØś ╬▒ŌĆÖ-ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖĻ░Ć ņ”ØĻ░ĆļÉ£ 14.6% Ļ┤Ćņ░░ ļÉśņŚłļŗż. ļæÉ ņŗ£ĒÄĖ ļ¬©ļæÉ ļīĆļץ 1╬╝m Ēü¼ĻĖ░ņØś ļ»ĖņäĖĒĢ£ Ļ▓░ņĀĢļ”ĮĻ│╝ 3-4╬╝m Ēü¼ĻĖ░ņØś ņĪ░ļīĆĒĢ£ Ļ▓░ņĀĢļ”ĮņØ┤ Ļ░ÖņØ┤ ņĪ┤ņ×¼ĒĢśņśĆĻ│Ā, 7% ņ┤łĻĖ░ ļ│ĆĒśĢļźĀ ņØĖĻ░ĆņŚÉ ļö░ļźĖ ņīŹņĀĢņØś ļ│ĆĒÖöļÅä Ļ▒░ņØś ņŚåņŚłļŗż.
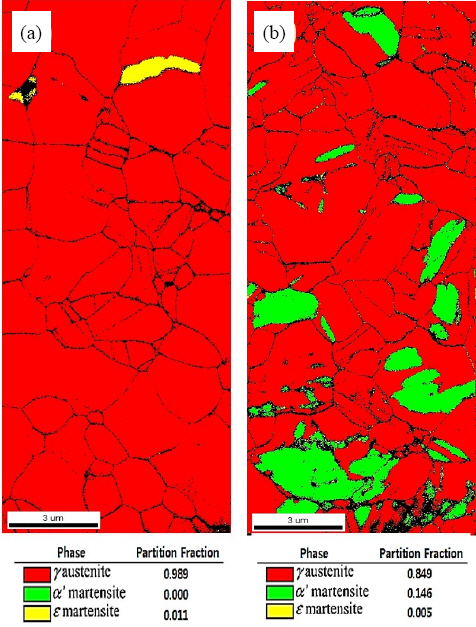
AņÖĆ BĻ░Ģņ×¼ņŚÉņä£ ņ┤łĻĖ░ ļ│ĆĒśĢļźĀ 7%ļŖö Fig. 1 ņØś ņØĖņןĻ│ĪņäĀņØä ļ│┤ļ®┤ A Ļ░Ģņ×¼ņØś Ļ▓ĮņÜ░ ņŚ¼ņĀäĒ׳ Ļ░ĢļÅä-ļ│Ćņ£ä Ļ│ĪņäĀņØś ĻĖ░ņÜĖĻĖ░Ļ░Ć ņØ╝ņĀĢĒĢ£ ĻĄ¼Ļ░äņØ┤Ļ│Ā, BĻ░Ģņ×¼ņØś Ļ▓ĮņÜ░ Ļ░ĆĻ│ĄĻ▓ĮĒÖö ņ¦ĆņłśĻ░Ć ĻĖēĻ▓®Ē׳ ņ”ØĻ░Ć ĒĢśļŖö ĻĄ¼Ļ░äņØ┤ ļüØļéśļŖö ĻĄ¼Ļ░äņØ┤ļŗż. BĻ░Ģņ×¼ļŖö Fig. 1 ņØĖņןĻ│ĪņäĀĻ│╝ ļīĆņĪ░ĒĢśņŚ¼ ņāØĻ░üĒĢ┤ ļ│╝ ļĢī fcc ĻĄ¼ņĪ░ņØś ņśżņŖżĒģīļéśņØ┤ĒŖĖ ņāüņŚÉņä£ ╬Ą-ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖļź╝ Ļ▒░ņ│É bct ĻĄ¼ņĪ░ņØś ╬▒ŌĆÖ-ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖļĪ£ ļ│ĆĒā£ĒĢśņŚ¼ Ļ░ĆĻ│ĄĻ▓ĮĒÖöņ¦ĆņłśĻ░Ć ĻĖēĻ▓®Ē׳ ņ”ØĻ░ĆĒĢśļŖö ĻĄ¼Ļ░äņØ┤ ļüØļé£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
3.2.3 ņ┤łĻĖ░ļ│ĆĒśĢļźĀ 9%Ļ░Ć ļČĆĻ░ĆļÉ£ ņŗ£ĒÄĖņØś ļ»ĖņäĖņĪ░ņ¦ü
AņÖĆ B Ļ░Ģņ×¼ ļ¬©ļæÉ Ļ░üĻ░ü 9% ņ┤łĻĖ░ļ│ĆĒśĢņØä Ļ░ĆĒĢ£ Ēøä ļ»ĖņäĖņĪ░ņ¦üņØä EBSD ļČäņäØ ĒĢśņśĆļŗż. Fig. 6ņØĆ ļæÉ ņŗ£ĒÄĖņØś phase mapņØ┤ļŗż. AĻ░Ģņ×¼ļŖö 9%ņØś ņ┤łĻĖ░ļ│ĆĒśĢļźĀņØ┤ Ļ░ĆĒĢ┤ņĪīņØä ļĢī 7% ņ┤łĻĖ░ļ│ĆĒśĢļźĀņØ┤ Ļ░ĆĒĢ┤ņ¦ä ĻĘ╣ņäĖņäĀņŚÉņä£ Ļ┤Ćņ░░ ļÉśņŚłļŹś 0.2%ņØś ╬Ą-ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ ļ»ĖņäĖņĪ░ņ¦ü(ļģĖļ×Ćņāē)Ļ│╝ 99.8%ņØś ╬│-ņśżņŖżĒģīļéśņØ┤ĒŖĖ ļ»ĖņäĖņĪ░ņ¦üņØä Ļ░Ćņ¦äļŗż. ĻĘĖļ”¼Ļ│Ā BĻ░Ģņ×¼ļŖö 7% ņ┤łĻĖ░ļ│ĆĒśĢļźĀņØ┤ Ļ░ĆĒĢ┤ņĪīņØä ļĢīņÖĆ Ļ░ÖņØ┤ 91.3%ņØś ╬│-ņśżņŖżĒģīļéśņØ┤ĒŖĖ ļ»ĖņäĖņĪ░ņ¦üĻ│╝ ņ┤łļĪØņāēņØś ╬▒ŌĆÖ-ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖĻ░Ć 8.7% Ļ┤Ćņ░░ ļÉśņŚłļŗż.
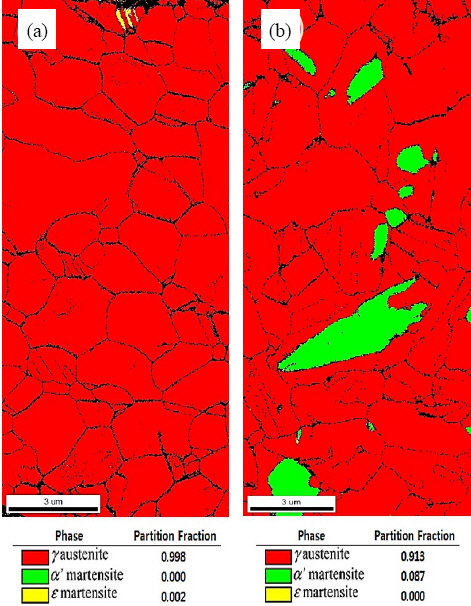
Fig. 1 ņØś ņØĖņןĻ│ĪņäĀņØä ļ│┤ļ®┤ AĻ░Ģņ×¼ļŖö ļ│ĆĒśĢņ£© 9%ņŚÉļÅä Ļ░ĢļÅä-ļ│Ćņ£ä Ļ│ĪņäĀņØś ĻĖ░ņÜĖĻĖ░Ļ░Ć ņØ╝ņĀĢĒĢ£ ĻĄ¼Ļ░äņØ┤ļŗż. 7% ņ┤łĻĖ░ļ│ĆĒśĢļźĀņØś phase mapņŚÉ ņĪ┤ņ×¼Ē¢łļŹś ╬Ą-ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖĻ░Ć 9% ņ┤łĻĖ░ļ│ĆĒśĢļźĀņØ┤ Ļ░ĆĒĢ┤ņĪīņØä ļĢīļÅä Ļ┤Ćņ░░ ļÉśņŚłņ¦Ćļ¦ī Ļ░üĻ░ü 1.1%, 0.2%ļĪ£ ņåīļ¤ēļ¦ī ņĪ┤ņ×¼ĒĢśļŖö Ļ▓āņØä ņĢī ņłś ņ׳ļŗż.
ļö░ļØ╝ņä£ 22.0mJ┬Ęm-2ņØś ņĀüņĖĄĻ▓░ĒĢ©ņŚÉļäłņ¦Ćļź╝ Ļ░Ćņ¦ĆļŖö AĻ░Ģņ×¼ļŖö ļ│ĆĒśĢļźĀņØ┤ 9%Ļ╣īņ¦Ć Ļ░ĆĒĢ┤ņĀĖļÅä ╬│-ņśżņŖżĒģīļéśņØ┤ĒŖĖ ŌåÆ ╬Ą-ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖņØś ņāü ļ│ĆĒā£ļ│┤ļŗżļŖö ņīŹņĀĢ ļśÉļŖö ņĀäņ£äņØś ņŖ¼ļ”ĮņŚÉ ņØśĒĢ£ ļ│ĆĒśĢĻĖ░ĻĄ¼Ļ░Ć ņ¦Ćļ░░ņĀüņØ╝ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. B Ļ░Ģņ×¼ļŖö Fig. 1ņŚÉņä£ 9% ņ┤łĻĖ░ļ│ĆĒśĢļźĀņØ┤ Ļ░ĆĒĢ┤ ņĪīņØä ļĢī Ļ░ĢļÅä-ļ│Ćņ£ä Ļ│ĪņäĀņØś ĻĖ░ņÜĖĻĖ░, ņ”ē Ļ░ĆĻ│ĄĻ▓ĮĒÖöņ¦ĆņłśĻ░Ć Ļ░ÉņåīĒĢśļŖö Ļ▓āņØä ĒÖĢņØĖ ĒĢĀ ņłś ņ׳ļŗż. Fig. 5ņØś ņ┤łĻĖ░ļ│ĆĒśĢļźĀ 7%ņØś phase map Ļ│╝ ļ╣äĻĄÉĒĢ┤ ļ│┤ļ®┤ 9%ņØś ņ┤łĻĖ░ļ│ĆĒśĢļźĀņØä Ļ░ĆĒĢ┤ņĪīņØä ļĢī ╬▒ŌĆÖ-ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖĻ░Ć ļŹö ņØ┤ņāü ņ”ØĻ░Ć ĒĢśņ¦Ć ņĢŖļŖö Ļ▓āņØä ņĢī ņłś ņ׳ļŗż. ņØ┤ļŖö 7%ņĀĢļÅäņØś ņ┤łĻĖ░ļ│ĆĒśĢļźĀņØ┤ Ļ░ĆĒĢ┤ņĪīņØä ļĢī ╬│-ņśżņŖżĒģīļéśņØ┤ĒŖĖ ŌåÆ ╬▒ŌĆÖ-ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖņØś ņāü ļ│ĆĒā£Ļ░Ć ņÖäļŻī ļÉ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
4. Ļ▓░ ļĪĀ
ļ│Ė ņŚ░ĻĄ¼ļŖö ņŗżņĀ£ 304Ļ│ä ņśżņŖżĒģīļéśņØ┤ĒŖĖĻ│ä ņŖżĒģīņØĖļ”¼ņŖżĻ░ĢņŚÉņä£ ĒÖöĒĢÖņĪ░ņä▒ņØ┤ ļŗżļźĖ ļæÉ Ļ░Ģņ×¼ņØś ļ│ĆĒśĢņ£ĀĻĖ░ ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ ļ│ĆĒā£ņÖĆ ņØæļĀź-ļ│Ćņ£ä Ļ│ĪņäĀņØś Ļ▒░ļÅÖņØä ļČäņäØ ĒĢśņśĆĻ│Ā, ļŗżņØīĻ│╝ Ļ░ÖņØĆ Ļ▓░ļĪĀņØä ļÅäņČ£ĒĢśņśĆļŗż.
1) AņÖĆ BĻ░Ģņ×¼ņØś Ļ▓░ņĀĢļ”ĮļÅäļŖö ļ╣äņŖĘĒĢ£ ļČäĒżļź╝ Ļ░Ćņ¦ĆĻ│Ā ņ׳ņŚłņ¦Ćļ¦ī, BĻ░Ģņ×¼ļŖö AĻ░Ģņ×¼ļ│┤ļŗż ļīĆļץ 1╬╝m Ēü¼ĻĖ░ņØś ļ»ĖņäĖĒĢ£ Ļ▓░ņĀĢļ”ĮņØś ļČäņ£©ņØ┤ ļ¦ÄņĢśĻ│Ā, 3╬╝mļ│┤ļŗż Ēü░ ņĪ░ļīĆĒĢ£ Ļ▓░ņĀĢļ”ĮņØś ļČäņ£©ņØ┤ ņĀüņŚłļŗż.
2) AĻ░Ģņ×¼ņØś ļ¬©ņ×¼ļŖö 100% ╬│-ņśżņŖżĒģīļéśņØ┤ĒŖĖ ļŗ©ņāüņ£╝ļĪ£ ļéśĒāĆļé¼Ļ│Ā, BĻ░Ģņ×¼ļŖö 0.6% ņĀĢļÅäņØś ╬Ą-ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖĻ░Ć 99.4%ņØś ╬│-ņśżņŖżĒģīļéśņØ┤ĒŖĖ ņĪ░ņ¦üĻ│╝ ĒĢ©Ļ╗ś Ļ┤Ćņ░░ ļÉśņŚłļŗż. ņØ┤ļŖö ĒÖöĒĢÖ ņĪ░ņä▒ņØś ņ░©ņØ┤ļĪ£ BĻ░Ģņ×¼Ļ░Ć ļŹö ļé«ņØĆ ņĀüņĖĄĻ▓░ĒĢ©ņŚÉļäłņ¦Ćļź╝ Ļ░Ćņ¦ĆĻĖ░ ļĢīļ¼ĖņØĖ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
3) ņ┤łĻĖ░ļ│ĆĒśĢļźĀņØ┤ 3% ļČĆĻ░ĆļÉ£ Ļ▓ĮņÜ░ ļ¬©ņ×¼ņÖĆ Ļ░ÖņØ┤ AĻ░Ģņ×¼ļŖö 100% ╬│-ņśżņŖżĒģīļéśņØ┤ĒŖĖ ļŗ©ņāüņØä Ļ░¢Ļ│Ā, BĻ░Ģņ×¼ļŖö ╬│-ņśżņŖżĒģīļéśņØ┤ĒŖĖ ĻĄ¼ņĪ░ 97.5%ņÖĆ ņ┤łļĪØņāēņ£╝ļĪ£ ļ│┤ņØ┤ļŖö bctĻĄ¼ņĪ░ņØś ╬▒ŌĆÖ-ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖĻ░Ć 2.5% Ļ┤Ćņ░░ ļÉśņŚłļŗż. AĻ░Ģņ×¼ļŖö ļ╣äĻĄÉņĀü ļåÆņØĆ ņĀüņĖĄĻ▓░ĒĢ©ņŚÉļäłņ¦Ćļź╝ Ļ░Ćņ¦ĆĻĖ░ ļĢīļ¼ĖņŚÉ ņīŹņĀĢ Ēś╣ņØĆ ņĀäņ£äņØś ņŖ¼ļ”ĮņŚÉ ņØśĒĢ£ ļ│ĆĒśĢĻĖ░ĻĄ¼Ļ░Ć ņ¦Ćļ░░ņĀüņØ┤ĻĖ░ ļĢīļ¼Ėņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. BĻ░Ģņ×¼ļŖö bctĻĄ¼ņĪ░ņØś ╬▒ŌĆÖ-ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖĻ░Ć ĒśĢņä▒ļÉśļ®┤ņä£, ĻĘ╣ņåīņĀüņØĖ ņśüņŚŁņŚÉ ņØæļĀźņØ┤ ņ¦æņżæ ļÉśĻ│Ā ĻĘĖņŚÉ ņØśĒĢ┤ņä£ Ļ░ĆĻ│ĄĻ▓ĮĒÖöņ¦ĆņłśĻ░Ć ņ”ØĻ░Ć ĒĢ£ Ļ▓āņ£╝ļĪ£ ņāØĻ░üļÉ£ļŗż.
4) ņ┤łĻĖ░ļ│ĆĒśĢļźĀņØ┤ 7% ļČĆĻ░ĆļÉ£ Ļ▓ĮņÜ░ AĻ░Ģņ×¼ļŖö ╬Ą-ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ Ļ░Ć 1.1% Ļ░Ć ņĪ┤ņ×¼ Ē¢łņ¦Ćļ¦ī ņ┤łĻĖ░ļ│ĆĒśĢļźĀņØ┤ 9%ļĪ£ ņ”ØĻ░ĆĒĢ┤ļÅä ņŚ¼ņĀäĒ׳ ņåīļ¤ēņØĖ 0.2%ļ¦ī ņĪ┤ņ×¼ĒĢśļ»ĆļĪ£, AĻ░Ģņ×¼ļŖö ╬▒ŌĆÖ-ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖņŚÉ ņØśĒĢ£ Ļ░ĆĻ│ĄĻ▓ĮĒÖö ĒÜ©Ļ│╝ļŖö ņŚåņŚłļŗż. BĻ░Ģņ×¼ļŖö ņ┤łĻĖ░ļ│ĆĒśĢļźĀņØ┤ 7%, 9%ņØ╝ ļĢī Ļ░üĻ░ü 14.5%, 8.7%ņØś ╬▒ŌĆÖ-ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖĻ░Ć ņĪ┤ņ×¼ĒĢ£ļŗż. ļö░ļØ╝ņä£ BĻ░Ģņ×¼ļŖö ņØæļĀź-ļ│Ćņ£ä Ļ│ĪņäĀņŚÉņä£ Ļ░ĆĻ│ĄĻ▓ĮĒÖöĻ░Ć ņ”ØĻ░ĆĒĢśļŖö ļČĆļČäņØ┤ ļüØļé£ ņ┤łĻĖ░ļ│ĆĒśĢļźĀ 7%ņØ╝ ļĢī, ╬Ą-ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖņŚÉņä£ ╬▒ŌĆÖ-ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖļĪ£ ļ│ĆĒā£Ļ░Ć ņÖäļŻī ļÉśņŚłĻ│Ā ļŹö ņØ┤ņāüņØś ╬▒ŌĆÖ-ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ ļ│ĆĒā£Ļ░Ć ņāØņä▒ļÉśņ¦Ć ņĢŖņĢśļŗż. ļö░ļØ╝ņä£ ņāüļ│ĆĒā£ņŚÉ ņØśĒĢ£ Ļ░ĆĻ│ĄĻ▓ĮĒÖöņ¦Ćņłś ņ”ØĻ░ĆĻ░Ć ņŚåĻĖ░ ļĢīļ¼ĖņŚÉ ņØæļĀź-ļ│Ćņ£ä Ļ│ĪņäĀņŚÉņä£ Ļ░ĆĻ│ĄĻ▓ĮĒÖöņ¦ĆņłśĻ░Ć ĻĖēĻ▓®Ē׳ ļåÆņØĆ ļČĆļČäņØ┤ ļüØļé£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



