1. ņä£ ļĪĀ
ļ░ĢĒīÉ ņŖżĒģīņØĖļ”¼ņŖżņŖżĒŗĖņØĆ ņŻ╝ļĪ£ GTAW ļ░Å GMAW Ļ│ĄņĀĢ, ļĀłņØ┤ņĀĆ ņÜ®ņĀæņØä ĒåĄĒĢ┤ ļ×®ņĪ░ņØĖĒŖĖ ĒĢäļ”┐ņÜ®ņĀæņØä ĒĢśĻ│Ā ņ׳ļŗż. ĒĢśņ¦Ćļ¦ī ņĀ£ĒÆłņØś Ļ░ĆĻ│Ą Ļ│Ąņ░©ļĪ£ ņØĖĒĢ┤ Ļ░ŁņØ┤ ļ░£ņāØĒĢśĻ│Ā, ņÜ®ņĀæ ņĀä ņĀ£ĒÆłņØś ņÜ®ņĀæņäĀņØ┤ ņØ╝ņĀĢĒĢśņ¦Ć ņĢŖņĢä ņÜ®ļØĮ ļ░Å ļ╣äļō£ ņ¢┤ĻĖŗļé© ļō▒Ļ│╝ Ļ░ÖņØĆ ņÜ®ņĀæļČłļ¤ēņØ┤ ļ╣łļ▓łĒ׳ ļ░£ņāØĒĢśĻ│Ā ņ׳ļŗż. GMAWļź╝ ĒåĄĒĢ£ ļ×®ņĪ░ņØĖĒŖĖ ĒĢäļ”┐ņÜ®ņĀæ ņŗ£ Ļ░Ł ļĖīļ”┐ņ¦ĢņØä ļ│┤ļŗż ņĢłņĀĢņĀüņ£╝ļĪ£ ĒĢśĻĖ░ ņ£äĒĢ┤ņä£ļŖö ņÜ®ņ░®ļŗ©ļ®┤ņĀüņØä ņ”ØĻ░Ćņŗ£ņ╝£ņĢ╝ ĒĢ£ļŗż. ĒĢśņ¦Ćļ¦ī ņÜ®ņ░®ļŗ©ļ®┤ņĀüņØä ņ”ØĻ░Ćņŗ£ĒéżĻĖ░ ņ£äĒĢ┤ņä£ ņÜ®ņĀæņåŹļÅäļź╝ ļé«ņČöļ®┤ ņāØņé░ņä▒ņØ┤ Ļ░ÉņåīĒĢśĻ▓ī ļÉśĻ│Ā, ņÜ®Ļ░Ćņ×¼ ņåĪĻĖēņåŹļÅäļź╝ ņ”ØĻ░Ćņŗ£Ēéżļ®┤ ņÜ®Ļ░Ćņ×¼ ņåĪĻĖēņåŹļÅäņÖĆ ņĀäļźśĻ░Ć ļÅÖĻĖ░ĒÖöļÉśņ¢┤ ņ׳ļŖö GMAWņØś ĒŖ╣ņä▒ņāü ņ×ģņŚ┤ļ¤ēņØ┤ ņ”ØĻ░ĆĒĢśņŚ¼ ņÜ®ļØĮ ļ░£ņāØņØś ņ£äĒŚśņØ┤ ļåÆņĢäņ¦äļŗż
1). ļö░ļØ╝ņä£ ņÜ®ņĀæņäĀņØ┤ ņØ╝ņĀĢĒĢśņ¦Ć ņĢŖĻ│Ā, Ļ░ŁņØ┤ ņĪ┤ņ×¼ĒĢ┤ļÅä ņóŗņØĆ ĒÆłņ¦łņØä ņ¢╗ņØä ņłś ņ׳ļŖö Ļ░ĢĻ▒┤ĒĢ£ Ļ│ĄņĀĢņŚÉ ļīĆĒĢ£ ņŚ░ĻĄ¼Ļ░Ć ĒĢäņÜöĒĢśļŗż. ĒĢ£ĒÄĖ, GTAW Ļ│ĄņĀĢņŚÉ CĒśĢ ņÜ®Ļ░Ćņ×¼ļź╝ ņé¼ņÜ®ĒĢśņŚ¼ ļ×®ņĪ░ņØĖĒŖĖ ĒĢäļ”┐ņÜ®ņĀæņØä ĒĢśļŖö Ļ▓ĮņÜ░ņŚÉļŖö ĒÅŁ ļäōņØĆ CĒśĢ ņÜ®Ļ░Ćņ×¼ļĪ£ ņØĖĒĢ┤ ņØ╝ļ░ś GTAW Ļ│ĄņĀĢ ļīĆļ╣ä Ļ░Ł ļĖīļ”┐ņ¦Ģ ļŖźļĀźņØ┤ Ē¢źņāüļÉśļ®░, ļ╣äļō£ĒÅŁņØä ļäōĻ▓ī ĒĢśĻĖ░Ļ░Ć ņÜ®ņØ┤ĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ņÜ®ņĀæņäĀņØ┤ ņØ╝ņĀĢĒĢśņ¦Ć ņĢŖņĢäļÅä ņÜ®ņĀæļČłļ¤ēņØä ļ░®ņ¦ĆĒĢĀ ņłś ņ׳ļŗż
2,3). ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņĀäņ¦äĻ░üĻ│╝ Ļ▓Įņé¼ĒĢśņ¦äņØä ļ│ĆĻ▓ĮĒĢśņŚ¼ ņŗżĒŚśņØä ņ¦äĒ¢ēĒĢ£ Ēøä, ĒåĀņÜ░ Ļ░üļÅäĻ░Ć Ļ░Ćņן Ēü░ ņĪ░Ļ▒┤ņØä ņäĀņĀĢĒĢśņŚ¼ Ļ│ĄņĀĢņØś Ļ░ĢĻ▒┤ņä▒ ĒÖĢņØĖ ņŗżĒŚśņØä ņ¦äĒ¢ēĒĢśņśĆņ£╝ļ®░, Ļ│ĄņĀĢņØś Ļ░ĢĻ▒┤ņä▒ ĒÖĢņØĖ ņŗżĒŚśņØĆ Ļ░ŁņØä 0 mmņŚÉņä£ 2.5 mmĻ╣īņ¦Ć, yņČĢ Ēŗ░ņ╣ŁņĀÉņØĆ ņāüĒīÉ ļ¬©ņä£ļ”¼ņŚÉņä£ ĒĢśĒīÉņ¬Įņ£╝ļĪ£ 2.0 mmņØś ņ£äņ╣śļź╝ ĻĖ░ņżĆņ£╝ļĪ£ ĒĢśņŚ¼, ┬▒ 1.0 mmļĪ£ ļ│ĆĻ▓ĮĒĢśņŚ¼ ņŗżĒŚśņØä ņ¦äĒ¢ēĒĢśņśĆļŗż.
2. ņŗżĒŚś ļ░®ļ▓Ģ
2.1 ņŗżĒŚś ņ×¼ļŻī
Fig. 1ņØĆ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ņé¼ņÜ®ļÉ£ 120 mm ├Ś 40 mm ├Ś 2 mmņØś STS 304 ĒīÉņ×¼ņØś ļ¬©ņŗØļÅäļź╝ ļéśĒāĆļé┤ņŚłļŗż.
Fig. 2ņØĆ GTAWņŚÉņä£ ņé¼ņÜ®ĒĢ£ ļŗ©ļ®┤ņĀü 5.5 mm
2ņØś STS 316L CĒśĢ ņÜ®Ļ░Ćņ×¼ņØś ĒÜĪļŗ©ļ®┤ņØ┤ļŗż.
Table 1ņØĆ ļ¬©ņ×¼ņØĖ STS 304ņØś ņĪ░ņä▒ņØä ļéśĒāĆļéĖ Ļ▓āņØ┤ļ®░,
Table 2ļŖö STS 316L ņÜ®Ļ░Ćņ×¼ņØś ņĪ░ņä▒ņØä ļéśĒāĆļéĖ Ļ▓āņØ┤ļŗż.
Fig.┬Ā1
Schematic of base metal(dimensions in mm)
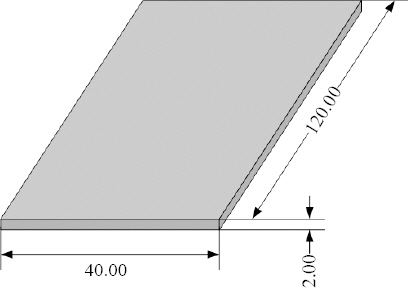
Fig.┬Ā2
Cross section of filler metal

Table┬Ā1
Chemical composition of base metal(wt%)
|
Classification |
C |
Si |
Mn |
P |
S |
Cr |
Ni |
|
STS 304 |
0.08 |
0.75 |
2.00 |
0.045 |
0.03 |
19.00 |
10.0 |
Table┬Ā2
Chemical composition of filler metal(wt%)
|
Classification |
C |
Si |
Mn |
Cr |
Ni |
Mo |
P |
N |
|
STC 316L |
0.001 |
0.38 |
1.90 |
12.1 |
19.1 |
2.3 |
0.021 |
0.021 |
2.2 Ēŗ░ņ╣Ł ĒżņØĖĒŖĖņØś ņĀĢņØś
Fig. 3ņØĆ Ēŗ░ņ╣Ł ĒżņØĖĒŖĖņØś ļ¬©ņŗØļÅäļź╝ ļéśĒāĆļéĖ Ļ▓āņØ┤ļŗż.ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņāüĒīÉņØś Ļ░Ćņןņ×Éļ”¼ļź╝ ĻĖ░ņżĆņ£╝ļĪ£ (y, z)ļĪ£ ņ£äņ╣śļź╝ ņ¦ĆņĀĢĒĢśņŚ¼ ņÜ®ņĀæņØä ņŗżņŗ£ĒĢśņśĆņ£╝ļ®░, ņØ┤ ļĢī ņāüĒīÉņØś Ļ░Ćņןņ×Éļ”¼ļź╝ ĻĖ░ņżĆņ£╝ļĪ£ (y, z)ļ¦īĒü╝ ņØ┤ļÅÖĒĢ£ Ļ▒░ļ”¼ļź╝ Ēŗ░ņ╣Ł ĒżņØĖĒŖĖļØ╝ ņĀĢņØśĒĢśņśĆļŗż.
2.3 ņŗżĒŚś ņĪ░Ļ▒┤
Fig.┬Ā3
Schematic of teaching point

ļ░śļ│ĄĒĢśņżæņØä ļ░øļŖö ļČĆņ×¼ņŚÉņä£ ņÜ®ņĀæļ╣äļō£ņØś ĒåĀņÜ░ Ļ░üļÅäĻ░Ć ņ×æņØä Ļ▓ĮņÜ░ņŚÉļŖö Ēö╝ļĪ£ĒīīĻ┤┤Ļ░Ć ņØ╝ņ¢┤ļéĀ ņłś ņ׳ņ£╝ļ»ĆļĪ£
4), ļ│Ė ņŗżĒŚśņŚÉņä£ļŖö ĒåĀņÜ░ Ļ░üļÅä 100┬░ - 110┬░ļź╝ ņ¢æĒśĖĒĢ£ ļ╣äļō£, ĒåĀņÜ░ Ļ░üļÅä 110┬░ ņØ┤ņāüņØä ņÜ░ņłśĒĢ£ ļ╣äļō£ļØ╝Ļ│Ā ņĀĢņØśĒĢśņśĆļŗż. ļ│Ė ņŗżĒŚśņŚÉņä£ļŖö ņĀäņ¦äĻ░üĻ│╝ Ļ▓Įņé¼ĒĢśņ¦äņØä ļ│ĆĻ▓ĮĒĢśļ®░ ņŗżĒŚśĒĢ£ Ēøä ĒåĀņÜ░ Ļ░üļÅäĻ░Ć Ļ░Ćņן ļäōņØĆ ņÜ®ņĀæļ╣äļō£ļź╝ ĒśĢņä▒ĒĢśļŖö ņĪ░Ļ▒┤ņØä ņ░ŠņĢäļ│┤ņĢśļŗż.
Table 3ņØĆ ņĀäņ¦äĻ░üņØä ņé¼ņÜ®ĒĢ£ ņŗżĒŚśņĪ░Ļ▒┤ņØä ļéśĒāĆļé┤Ļ│Ā ņ׳ņ£╝ļ®░,
Table 4ļŖö Ļ▓Įņé¼ĒĢśņ¦äņØä ņé¼ņÜ®ĒĢ£ ņŗżĒŚśņĪ░Ļ▒┤ņØä ļéśĒāĆļé┤Ļ│Ā ņ׳ļŗż.
Table┬Ā3
Welding condition of push angle experiment
|
Fixed |
Base metal |
STS304, tdickness: 2.0 mm |
|
Filler metal |
STS 316L C-Type Filler (cross section area: 5.5 mm2) |
|
Shield gas |
93% Ar + 7% H2 (25 L/min) |
|
Welding speed(cm/min) |
100 |
|
Teaching point(y, z) |
2.0, 3.5 |
|
Current(A) |
300 |
|
Work angle(┬░) |
20 |
|
Varied |
Push angle(┬░) |
10, 20, 30 |
|
Deposition area(mm2) |
7, 8, 9, 10 11 |
Table┬Ā4
Welding condition of inclined downward angle experiment
|
Fixed |
Base metal |
STS304, tdickness: 2.0 mm |
|
Filler metal |
STS 316L C-Type Filler (cross section area: 5.5 mm2) |
|
Shield gas |
93% Ar + 7% H2 (25 L/min) |
|
Welding speed(cm/min) |
100 |
|
Teaching point(y, z) |
2.0, 3.5 |
|
Current(A) |
300 |
|
Work angle(┬░) |
20 |
|
Varied |
Inclined downward angle(┬░) |
10, 20, 30 |
|
Deposition area(mm2) |
7, 8, 9, 10 11 |
Table 5ļŖö Ļ│ĄņĀĢņØś Ļ░ĢĻ▒┤ņä▒ņØä ĒÖĢņØĖĒĢśĻĖ░ ņ£äĒĢ£ ņŗżĒŚśņØś ņÜ®ņĀæ ņĪ░Ļ▒┤ņØ┤ļŗż. ņĀäņ¦äĻ░üĻ│╝ Ļ▓Įņé¼ĒĢśņ¦ä ļ│ĆĻ▓Į ņŗżĒŚśņØś Ļ▓░Ļ│╝ļź╝ ļ░öĒāĢņ£╝ļĪ£ ņÜ®ņĀæ ļ╣äļō£ņØś ĒåĀņÜ░ Ļ░üļÅäĻ░Ć Ļ░Ćņן Ēü░ Ļ▓Įņé¼ĒĢśņ¦ä 30┬░ļĪ£ ņäĀņĀĢĒĢśņśĆņ£╝ļ®░, ļśÉĒĢ£ ņÜ®ņ░®ļŗ©ļ®┤ņĀüņØ┤ Ēü░ Ļ▓ĮņÜ░ņŚÉļŖö ĒåĀņÜ░ Ļ░üļÅäĻ░Ć ņ×æĻ▓ī ĒśĢņä▒ļÉśļ®░, ņÜ®ņ░®ļŗ©ļ®┤ņĀüņØ┤ ņ×æņØĆ Ļ▓ĮņÜ░ņŚÉļŖö Ļ░Ł ļĖīļ”┐ņ¦Ģ ļŖźļĀźņØ┤ Ļ░ÉņåīļÉśļ»ĆļĪ£ ņżæĻ░ä Ļ░ÆņØĖ 9 mm
2ņ£╝ļĪ£ ņäĀņĀĢĒĢśņśĆļŗż. ļśÉĒĢ£ ņÜ®ņĀæ ņŗ£ņŚÉļŖö ņÜ®ņĀæĒīīĒśĢ ļ¬©ļŗłĒä░ļ¦ü ņŗ£ņŖżĒģ£ņØä ĒåĄĒĢ┤ ņÜ®ņĀæņĀäņĢĢņØä Ļ│äņĖĪņØä ĒĢśņśĆļŗż
5).
Table┬Ā5
Welding condition of process robustness experiment
|
Fixed |
Base metal |
STS304, tdickness: 2.0 mm |
|
Filler metal |
STS 316L C-Type Filler (cross section area: 5.5 mm2) |
|
Shield gas |
93% Ar + 7% H2 (25 L/min) |
|
Welding speed(cm/min) |
100 |
|
Deposition area(mm2) |
9 |
|
Current(A) |
300 |
|
Work angle(┬░) |
20 |
|
Inclined downward angle(┬░) |
30 |
|
Varied |
Gap(mm) |
0, 1.0, 2.0, 2.5 |
|
Teaching point(y, z) |
(1.0, 3.5), (1.5, 3.5) (2.0, 3.5) (2.5, 3.5), (3.0, 3.5) |
3. ĒåĀņ╣ś ņĀäņ¦äĻ░üĻ│╝ ņŗ£ĒÄĖ Ļ▓Įņé¼Ļ░ü ļ│ĆĻ▓Į ņŗżĒŚś
3.1 ņŗżĒŚś Ļ▓░Ļ│╝
Fig. 4ļŖö ņĀäņ¦äĻ░üņØä 10┬░, 20┬░, 30┬░ļĪ£ ļ│ĆĻ▓ĮĒĢśņŚ¼ Ļ░ü ņĀäņ¦äĻ░ü ļ│äļĪ£ ņÜ®ņ░®ļŗ©ļ®┤ņĀüņØä 7 mm
2ņŚÉņä£ 11 mm
2ņ£╝ļĪ£ ņ”ØĻ░Ćņŗ£ņ╝£Ļ░Ćļ®░ ņŗżĒŚśĒĢ£ ļ╣äļō£ņØś ĒÜĪļŗ©ļ®┤ņØä ļéśĒāĆļé┤ņŚłļŗż.
Fig. 4ļŖö
Fig. 3ņØś Ļ░ü ļ╣äļō£ ĒÜĪļŗ©ļ®┤ņØś ĒåĀņÜ░ Ļ░üļÅäļź╝ ņĖĪņĀĢĒĢśņŚ¼ ņĀäņ¦äĻ░üņŚÉ ļö░ļźĖ ĒåĀņÜ░ Ļ░üļÅäļź╝ ļéśĒāĆļé┤ņŚłļŗż. ņÜ®ņ░®ļŗ©ļ®┤ņĀüņØ┤ ņ”ØĻ░ĆĒĢĀņłśļĪØ ĒåĀņÜ░ Ļ░üļÅäĻ░Ć Ļ░ÉņåīĒĢśļŖö Ļ▓ĮĒ¢źņØ┤ ļéśĒāĆļé¼ņ£╝ļ®░, ņĀäņ¦äĻ░üņØ┤ 10┬░ņŚÉņä£ 20┬░ļĪ£ ņ”ØĻ░ĆĒĢ£ Ļ▓ĮņÜ░ ĒåĀņÜ░ Ļ░üļÅäĻ░Ć ņ”ØĻ░ĆĒĢśņśĆņ£╝ļéś, 20┬░ņŚÉņä£ 30┬░ļĪ£ ļŹö ņ”ØĻ░ĆĒĢ£ Ļ▓ĮņÜ░ņŚÉļŖö ĒåĀņÜ░ Ļ░üļÅäĻ░Ć ļ░śļīĆļĪ£ Ļ░ÉņåīĒĢśņśĆļŗż.
Fig.┬Ā4
Bead appearances with variable push angle and deposition area

Fig.┬Ā5
Toe angle according to push angle
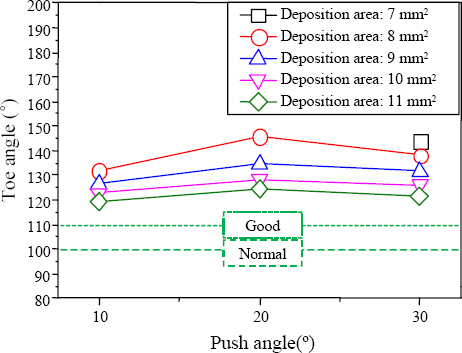
Fig. 6ļŖö Ļ▓Įņé¼ĒĢśņ¦ä Ļ░üļÅäļź╝ 10┬░, 20┬░, 30┬░ļĪ£ ļ│ĆĻ▓ĮĒĢśņŚ¼ Ļ░ü Ļ▓Įņé¼ĒĢśņ¦ä Ļ░üļÅäļ│äļĪ£ ņÜ®ņ░®ļŗ©ļ®┤ņĀüņØä 7 mm
2ņŚÉņä£ 11 mm
2ņ£╝ļĪ£ ņ”ØĻ░Ćņŗ£ņ╝£Ļ░Ćļ®░ ņŗżĒŚśĒĢ£ ĒÜĪļŗ©ļ®┤ņØä ļéśĒāĆļé┤ņŚłļŗż.
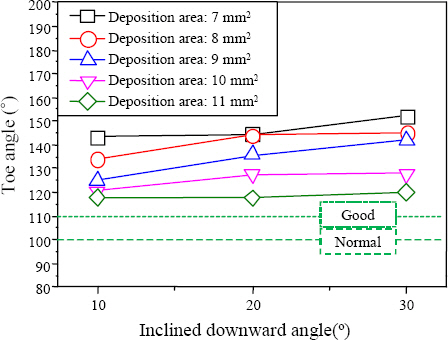
Fig. 7ļŖö
Fig. 6ņØś Ļ░ü ļ╣äļō£ ĒÜĪļŗ©ļ®┤ņØś ĒåĀņÜ░ Ļ░üļÅäļź╝ ņĖĪņĀĢĒĢśņŚ¼ Ļ▓Įņé¼ĒĢśņ¦ä Ļ░üļÅäņŚÉ ļö░ļźĖ ĒåĀņÜ░ Ļ░üļÅäļź╝ ļéśĒāĆļé┤ņŚłļŗż. ņÜ®ņ░®ļŗ©ļ®┤ņĀüņØ┤ ņ”ØĻ░ĆĒĢĀņłśļĪØ ĒåĀņÜ░ Ļ░üļÅäĻ░Ć Ļ░ÉņåīĒĢśļŖö Ļ▓ĮĒ¢źņØ┤ ļéśĒāĆļé¼ņ£╝ļ®░, Ļ▓Įņé¼ĒĢśņ¦ä Ļ░üļÅäĻ░Ć 10┬░ņŚÉņä£ 30┬░ļĪ£ ņ”ØĻ░ĆĒĢĀņłśļĪØ ĒåĀņÜ░ Ļ░üļÅäĻ░Ć ņ”ØĻ░ĆĒĢśņśĆļŗż.
Fig.┬Ā6
Bead appearances with variable inclined downward angle and deposition area

Fig.┬Ā7
Toe angle according to inclined downward angle
3.2 ņŗżĒŚś Ļ│Āņ░░
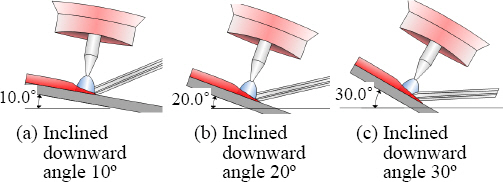
Fig. 8ņØĆ ņĀäņ¦äĻ░üņŚÉ ļö░ļØ╝ ņÜ®ņ£ĄĒÆĆņØ┤ ņäĀĒ¢ēļÉśļŖö Ļ▓āņØä ļéśĒāĆļéĖ Ļ▓āņØ┤ļŗż. ņĀäņ¦äĻ░ü ņé¼ņÜ® ņÜ®ņĀæ ņŗ£, ņÜ®ņ£ĄĒÆĆņØä ņäĀĒ¢ēņŗ£ĒéżļŖö ĒלņØĆ ņĢäĒü¼ļĀźņØ┤ļŗż. ļö░ļØ╝ņä£ ņĀäņ¦äĻ░üņØ┤ 10┬░ņŚÉņä£ 20┬░ļĪ£ ņ”ØĻ░ĆĒĢśņśĆņØä ļĢī ņÜ®ņ£ĄĒÆĆņØś ņäĀĒ¢ēļ¤ēņØ┤ ņ”ØĻ░ĆĒĢśņŚ¼ ĒåĀņÜ░ Ļ░üļÅäĻ░Ć ņ”ØĻ░ĆĒĢ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ĒĢśņ¦Ćļ¦ī ņĀäņ¦äĻ░üņØ┤ 20┬░ņŚÉņä£ 30┬░ļĪ£ ņ”ØĻ░ĆĒĢśņśĆņØä ļĢīļŖö ņ¦Ćļéśņ╣śĻ▓ī Ēü░ ņĀäņ¦äĻ░üņ£╝ļĪ£ ņØĖĒĢ┤ ņĢäĒü¼ņĢĢļĀźņØ┤ ļ¬©ņ×¼ļ│┤ļŗż ņÜ®Ļ░Ćņ×¼ļĪ£ ņ¦æņżæļÉ£ļŗż. ļö░ļØ╝ņä£ ļ¬©ņ×¼ ņ×ģņŚ┤ļ¤ēņØ┤ Ļ░ÉņåīĒĢśĻ│Ā ņÜ®Ļ░Ćņ×¼ ņ×ģņŚ┤ļ¤ēņØ┤ ņ”ØĻ░ĆĒĢśņŚ¼
6,7), ņÜ®ņ£ĄĒÆĆņØś ņĀ¢ņØīņä▒ņØ┤ Ļ░ÉņåīļÉśĻĖ░ ļĢīļ¼ĖņŚÉ ĒåĀņÜ░ Ļ░üļÅäĻ░Ć Ļ░ÉņåīĒĢ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
Fig.┬Ā8
Modelling of phenomenon that the molten pool goes ahead of the arc according to push angle

Fig. 9ļŖö Ļ▓Įņé¼ĒĢśņ¦äņŚÉ ļö░ļØ╝ ņÜ®ņ£ĄĒÆĆņØ┤ ņäĀĒ¢ēļÉśļŖö Ļ▓āņØä ļéśĒāĆļéĖ Ļ▓āņØ┤ļŗż. Ļ▓Įņé¼ĒĢśņ¦ä ņé¼ņÜ® ņÜ®ņĀæ ņŗ£, ņÜ®ņ£ĄĒÆĆņØä ņäĀĒ¢ēņŗ£ĒéżļŖö ĒלņØĆ ņżæļĀźņØ┤ļŗż. ļö░ļØ╝ņä£ Ļ▓Įņé¼ĒĢśņ¦äņØ┤ 10┬░ņŚÉņä£ 30┬░ļĪ£ ņ”ØĻ░ĆĒĢśņśĆņØä ļĢī ņÜ®ņ£ĄĒÆĆņØś ņäĀĒ¢ēļ¤ēņØ┤ ņ”ØĻ░ĆĒĢśņŚ¼ ĒåĀņÜ░ Ļ░üļÅäĻ░Ć ņ”ØĻ░ĆĒĢ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ņĀäņ¦äĻ░ü, Ļ▓Įņé¼ĒĢśņ¦äņŚÉ ļö░ļźĖ ņÜ®ņĀæ ļ╣äļō£ņØś ĒåĀņÜ░ Ļ░üļÅä ņĖĪņĀĢ Ļ▓░Ļ│╝ Ļ▓Įņé¼ĒĢśņ¦ä 30┬░ņŚÉņä£ ĒåĀņÜ░ Ļ░üļÅäĻ░Ć Ļ░Ćņן Ēü░ Ļ░ÆņØä Ļ░ĆņĪīņ£╝ļ»ĆļĪ£, Ļ│ĄņĀĢņØś Ļ░ĢĻ▒┤ņä▒ ĒÖĢņØĖ ņŗżĒŚśņØä ņ£äĒĢ£ ņÜ®ņĀæ ņĪ░Ļ▒┤ņØĆ Ļ▓Įņé¼ĒĢśņ¦ä 30┬░ļĪ£ ņäĀņĀĢĒĢśņśĆļŗż. ļśÉĒĢ£ ņÜ®ņ░®ļŗ©ļ®┤ņĀüņØ┤ Ēü░ Ļ▓ĮņÜ░ļŖö ĒåĀņÜ░ Ļ░üļÅäĻ░Ć ņ×æĻ▓ī ĒśĢņä▒ļÉśĻ│Ā, ņÜ®ņ░®ļŗ©ļ®┤ņĀüņØ┤ ņ×æņØĆ Ļ▓ĮņÜ░ļŖö Ļ░Ł ļĖīļ”┐ņ¦Ģ ļŖźļĀźņØ┤ Ļ░ÉņåīļÉśļ»ĆļĪ£
8) ņÜ®ņ░®ļŗ©ļ®┤ņĀüņØĆ ņżæĻ░äĻ░ÆņØĖ 9 mm
2ņ£╝ļĪ£ ņäĀņĀĢĒĢśņśĆļŗż.
Fig.┬Ā9
Modelling of leaded molten pool according to inclined downward angle
4. Ļ│ĄņĀĢ Ļ░ĢĻ▒┤ņä▒ ĒÖĢņØĖ ņŗżĒŚś
4.1 ņŗżĒŚś Ļ▓░Ļ│╝
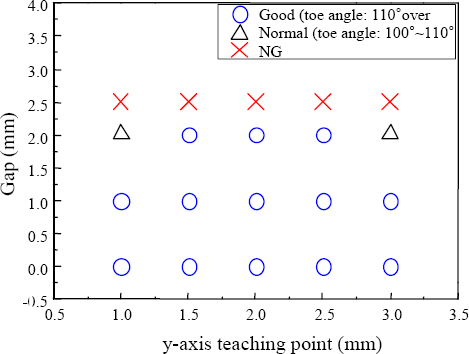
Fig. 10ņØĆ Ļ░üĻ░üņØś ņĪ░Ļ▒┤ņŚÉ ļīĆĒĢ£ ļ╣äļō£ ĒÜĪļŗ©ļ®┤ņØ┤ļ®░,
Fig. 11ņØĆ
Fig. 10ņØś Ļ░ü ĒÜĪļŗ©ļ®┤ņŚÉņä£ ņĖĪņĀĢĒĢ£ ĒåĀņÜ░ Ļ░üļÅäļź╝ ļéśĒāĆļéĖ Ļ▓āņØ┤ļŗż. Ļ░Ł 2.5 mmņŚÉņä£ļŖö Ēü░ Ļ░Łņ£╝ļĪ£ ņØĖĒĢ┤ Ļ░Ł ļĖīļ”┐ņ¦ĢņØä ĒĢśņ¦Ć ļ¬╗ĒĢśņśĆņ£╝ļéś Ļ░Ł 2.0 mm Ļ╣īņ¦ĆļŖö Ļ▒┤ņĀäĒĢ£ ļ╣äļō£ļź╝ ĒśĢņä▒ĒĢśņśĆļŗż. yņČĢ Ēŗ░ņ╣ŁņĀÉņØ┤ ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ĒåĀņÜ░ Ļ░üļÅäĻ░Ć ņ”ØĻ░ĆĒĢśļŖö Ļ▓ĮĒ¢źņØä ļéśĒāĆļéśĻ│Ā ņ׳ņ£╝ļ®░ Ļ░Ł 2.0 mm, yņČĢ Ēŗ░ņ╣ŁņĀÉ 1.0 mmņŚÉņä£ļŖö ĒåĀņÜ░ Ļ░üļÅäĻ░Ć 100┬░ ņØ┤ņāü 110┬░ ņØ┤ĒĢśļĪ£ ņ¢æĒśĖĒĢ£ ņłśņżĆņØś ļ╣äļō£ļź╝ ĒśĢņä▒ĒĢśņśĆļŗż.
Fig.┬Ā10
Bead appearances with variable gap and y-axis teaching point

Fig.┬Ā11
Toe angle according to y-axis teaching point

4.2 ņŗżĒŚś Ļ│Āņ░░
Fig. 12ņŚÉņä£
Fig. 14ļŖö yņČĢ Ēŗ░ņ╣ŁņĀÉ 2.0 mmņŚÉņä£ņØś Ļ│ĄņĀĢņØś Ļ░ĢĻ▒┤ņä▒ ĒÖĢņØĖ ņŗżĒŚś ņżæ ņ┤¼ņśüĒĢ£ ļÅÖņśüņāüņØś ņŖżļāģņāĘņØ┤ļŗż.
Fig. 12ļŖö yņČĢ Ēŗ░ņ╣ŁņĀÉ 2.0 mm, Ļ░Ł 0 mmņŚÉņä£ CĒśĢ ņÜ®Ļ░Ćņ×¼Ļ░Ć ņāüĒīÉĻ│╝ ĒĢśĒīÉ 2Ļ││ņŚÉņä£ ņØ┤Ē¢ēļÉśļŖö Ļ▓āņØä ļ│┤ņŚ¼ņżĆļŗż.
Fig. 13ņØĆ yņČĢ Ēŗ░ņ╣ŁņĀÉ 2.0 mm, Ļ░Ł 1.0 mmņŚÉņä£ CĒśĢ ņÜ®Ļ░Ćņ×¼Ļ░Ć ņāüĒīÉņŚÉņä£ļŖö ņŚ░ņåŹĻĄÉļØĮņØ┤Ē¢ēņØ┤ ņØ╝ņ¢┤ļéśĻ│Ā ņ׳ņ¦Ćļ¦ī ĒĢśĒīÉņŚÉņä£ļŖö ņÜ®ņĀüņØ┤ ņä▒ņןĒĢśņŚ¼ ņżæļĀźĻ│╝ ņĢäĒü¼ņĢĢļĀźņŚÉ ņØśĒĢ┤ ņāüĒīÉ ņ¬Įņ£╝ļĪ£ ņØ┤ļÅÖņżæņŚÉ ņÜ®ņ£ĄĒÆĆņŚÉ ĻĄÉļØĮļÉśļŖö Ļ▓āņØä ļ│┤ņŚ¼ņżĆļŗż.
Fig. 14ļŖö yņČĢ Ēŗ░ņ╣ŁņĀÉ 2.0 mm, Ļ░Ł 2.0 mmņŚÉņä£ CĒśĢ ņÜ®Ļ░Ćņ×¼Ļ░Ć ņāüĒīÉņŚÉņä£ļŖö ņŚ░ņåŹ ĻĄÉļØĮņØ┤Ē¢ēņØ┤ ņØ╝ņ¢┤ļéśĻ│Ā ĒĢśĒīÉņŚÉņä£ļŖö ņÜ®ņĀüņØ┤ ņä▒ņןĒĢśņŚ¼ ņżæļĀźĻ│╝ ņĢäĒü¼ņĢĢļĀźņŚÉ ņØśĒĢ┤ ņāüĒīÉņ¬ĮņŚÉņä£ ņØ┤Ē¢ēĒĢśļŖö Ļ▓āņØä ļ│┤ņŚ¼ņżĆļŗż.
Fig.┬Ā12
Snap shot of y-axis teaching point 2.0 mm at gap 0 mm
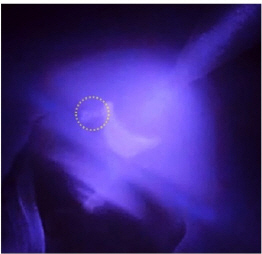
Fig.┬Ā13
Snap shot of y-axis teaching point 2.0 mm at gap 1.0 mm

Fig.┬Ā14
Snap shot of y-axis teaching point 2.0 mm at gap 2.0 mm

Fig. 15ņŚÉņä£
Fig. 18ņØĆ Ļ░üĻ░üņØś Ļ░ŁņŚÉņä£ yņČĢ Ēŗ░ņ╣ŁņĀÉņŚÉ ļö░ļźĖ ņĢäĒü¼ņĀäņĢĢņØä Ļ│äņĖĪĒĢ£ ĒīīĒśĢņØ┤ļŗż. ļśÉĒĢ£ yņČĢ Ēŗ░ņ╣ŁņĀÉ 3.0 mmņŚÉņä£ļŖö ņĢ×ņä£ Ļ┤Ćņ░░ĒĢ£ļīĆļĪ£ ņÜ®ņĀüņØ┤ ņä▒ņןĒĢśļŖö ļČäļ”¼ļŗ©Ļ│äņÖĆ ņÜ®ņĀüņØ┤ ņØ┤Ē¢ēĒĢśļŖö ĻĄÉļØĮļŗ©Ļ│äĻ░Ć ļéśļēśņ¢┤ņĀĖ ļéśĒāĆļé£ļŗż.
Fig. 19ļŖö yņČĢ Ēŗ░ņ╣ŁņĀÉ 3.0 mmņØ╝ ļĢīņØś ņĀäņĢĢ ĒīīĒśĢņØä ĒÖĢļīĆĒĢśņŚ¼ ļéśĒāĆļéĖ Ļ▓āņØ┤ļŗż. ņÜ®ņĀüņØ┤ ļČäļ”¼ļÉśņŚłņØä ļĢīļŖö ļåÆņØĆ ļČäļ”¼ņĀäņĢĢņØ┤, ņÜ®ņĀüņØ┤ ĻĄÉļØĮļÉśņŚłņØä ļĢīļŖö ļé«ņØĆ ĻĄÉļØĮņĀäņĢĢņØ┤ ņĖĪņĀĢļÉśņŚłņ£╝ļ®░ Ļ░ŁņØ┤ ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ĻĄÉļØĮĻ│╝ ļČäļ”¼ņØś ņŻ╝ĻĖ░Ļ░Ć ņ”ØĻ░ĆĒĢśļŖö Ļ▓āņØ┤ Ļ┤Ćņ░░ļÉśņŚłļŗż.
Fig. 20ņØĆ yņČĢ Ēŗ░ņ╣ŁņĀÉņØ┤ ņ”ØĻ░ĆĒĢĀņłśļĪØ ņĢäĒü¼ ņĀäņĢĢņØ┤ ņ”ØĻ░ĆĒĢśļŖö Ļ▓ĮĒ¢źņØä ļéśĒāĆļéĖ Ļ▓āņØ┤ļŗż.
Fig.┬Ā15
Wave forms in 5 second range at gap 0 mm
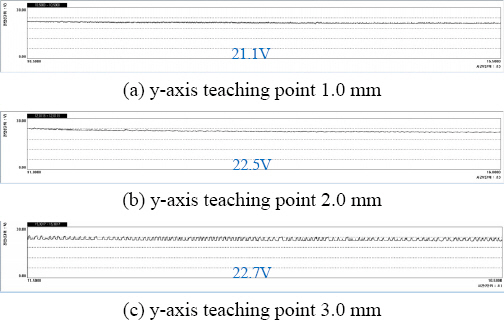
Fig.┬Ā16
Wave forms in 5 second range at gap 1.0 mm

Fig.┬Ā17
Wave forms in 5 second range at gap 2.0 mm

Fig.┬Ā18
Wave forms in 5 second range at gap 2.5 mm
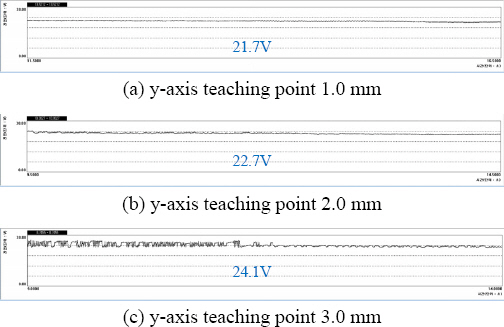
Fig.┬Ā19
Wave forms in 1 second range at y-axis teaching point 3.0 mm
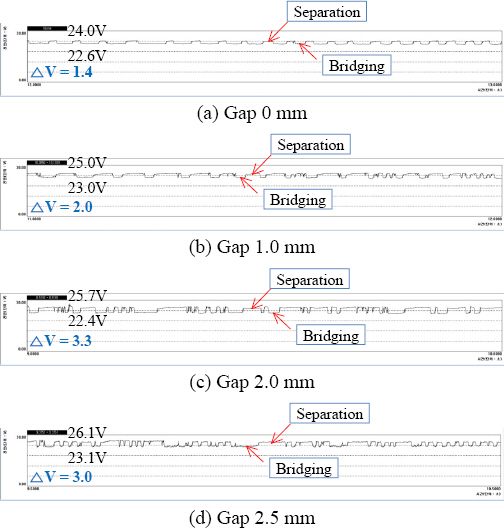
Fig.┬Ā20
Arc voltage according to y-axis teaching point

Fig. 21ņŚÉņä£
Fig. 24ļŖö GTAWņØś ļ×®ņĪ░ņØĖĒŖĖ ĒĢäļ”┐ ņÜ®ņĀæņŚÉņä£ CĒśĢ ņÜ®Ļ░Ćņ×¼ļź╝ ņé¼ņÜ®ĒĢśņśĆņØä ļĢī ļéśĒāĆļéśļŖö ņØ┤Ē¢ēĒśäņāüņØä Ļ┤Ćņ░░ĒĢśņŚ¼ ļ¬©ļŹĖļ¦üĒĢ£ Ļ▓āņØ┤ļŗż. CĒśĢ ņÜ®Ļ░Ćņ×¼ļź╝ ņé¼ņÜ®ĒĢśļŖö GTAW ņÜ®ņĀæņØĆ
Fig. 21ņŚÉņä£ ļ¬©ņŗØĒÖöĒĢ£ ļ░öņÖĆ Ļ░ÖņØ┤ ĒĢśĒīÉĻ│╝ ņāüĒīÉ 2Ļ││ņŚÉņä£ ĻĄÉļØĮņØ┤Ē¢ēņØä ĒĢśļ®░ ļ╣äļō£Ļ░Ć ĒśĢņä▒ļÉ£ļŗż. ĒĢśņ¦Ćļ¦ī Ļ░ŁņØ┤ ņĪ┤ņ×¼ĒĢśļŖö Ļ▓ĮņÜ░ņŚÉļŖö ĒĢśĒīÉ ņ¬Į ņÜ®ņĀüņØ┤ Ļ│¦ļ░öļĪ£ ĻĄÉļØĮļÉśņ¢┤ ņØ┤Ē¢ēļÉśņ¦Ć ļ¬╗ĒĢśĻ│Ā ņØ┤ļÅÖĒĢśļŖö ĒśäņāüņØ┤ ļéśĒāĆļé£ļŗż.
Fig. 22ņØĆ Ļ░Ł 1.0 mmļĪ£, ĒĢśĒīÉ ņ¬Į ņÜ®ņĀüņØ┤ ņżæļĀźņŚÉ ņØśĒĢ┤ CĒśĢ ņÜ®Ļ░Ćņ×¼ņØś ņżæņŗ¼ņ£╝ļĪ£ ņØ┤ļÅÖĒĢśĻ│Ā, Ļ░ŁņØ┤ ļ╣äĻĄÉņĀü ņ×æĻĖ░ ļĢīļ¼ĖņŚÉ ņØ┤ļÅÖĒĢśļŹś ņÜ®ņĀüņØ┤ ņÜ®ņ£ĄĒÆĆņŚÉ ĻĄÉļØĮļÉśņ¢┤ ņØ┤Ē¢ēļÉśļŖö ĒśäņāüņØä ļéśĒāĆļāłļŗż. ĒĢ£ĒÄĖ,
Fig. 23ņØĆ ņØ┤Ē¢ēļÉśņ¦Ć ļ¬╗ĒĢ£ ĒĢśĒīÉņØś ņÜ®ņĀüņØ┤ ņżæļĀźņŚÉ ņØśĒĢ┤ CĒśĢ ņÜ®Ļ░Ćņ×¼ņØś ņżæņŗ¼ņ£╝ļĪ£ ņØ┤ļÅÖĒĢśĻ│Ā, ņĢäĒü¼ņĢĢļĀźņŚÉ ņØśĒĢ┤ ņāüĒīÉņ¬ĮņŚÉņä£ ņØ┤Ē¢ēļÉśļŖö ĒśäņāüņØä ļéśĒāĆļāłļŗż.
Fig. 24ļŖö Ļ░ŁņØ┤ ņ¦Ćļéśņ╣śĻ▓ī Ēü░ Ļ▓ĮņÜ░ņŚÉ Ļ░Ł ņé¼ņØ┤ļĪ£ ņÜ®ņ£ĄĒÆĆņØś ņ│Éņ¦Éļ¤ēņØ┤ ņ”ØĻ░ĆĒĢśņŚ¼ Ļ░Ł ļĖīļ”┐ņ¦ĢņŚÉ ņŗżĒī©ĒĢśļŖö Ļ▓āņØä ļéśĒāĆļé┤ņŚłļŗż.
Fig.┬Ā21
Transfer mode of lap joint fillet welding by C-Filler at gap 0 mm

Fig.┬Ā22
Transfer mode of lap joint fillet welding by C-Filler at gap 1.0 mm

Fig.┬Ā23
Transfer mode of lap joint fillet welding by C-Filler at gap 2.0 mm

Fig.┬Ā24
Transfer mode of lap joint fillet welding by C-Filler at gap 2.5 mm
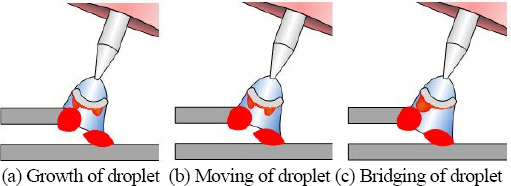
Fig. 25ļŖö GTAW Ļ│ĄņĀĢņŚÉ CĒśĢ ņÜ®Ļ░Ćņ×¼ļź╝ ņé¼ņÜ®ĒĢśļŖö ļ×®ņĪ░ņØĖĒŖĖ ĒĢäļ”┐ņÜ®ņĀæņŚÉņä£ ņÜ®ņĀæ Ļ░ĆļŖź ņśüņŚŁņØä ļéśĒāĆļéĖ Ļ▓āņØ┤ļŗż. Ļ│ĄņĀĢņØś Ļ░ĢĻ▒┤ņä▒ ĒÖĢņØĖ ņŗżĒŚś Ļ▓░Ļ│╝ Ļ░Ł 2.0 mmĻ╣īņ¦Ć Ļ░Ł ļĖīļ”┐ņ¦ĢņØ┤ Ļ░ĆļŖźĒĢśņśĆĻ│Ā, yņČĢ Ēŗ░ņ╣ŁņĀÉņØĆ ┬▒ 1.0 mmĻ╣īņ¦Ć ņÜ®ņĀæ Ļ░ĆļŖźĒĢśņśĆļŗż. Ļ░Ł 2.0 mmņØś yņČĢ Ēŗ░ņ╣ŁņĀÉ 1.0 mmļŖö ĒåĀņÜ░ Ļ░üļÅäĻ░Ć 100┬░ - 110┬░, yņČĢ Ēŗ░ņ╣ŁņĀÉ 3.0 mmļŖö ņÜ®Ļ░Ćņ×¼ņØś ĻĄÉļØĮĻ│╝ ļČäļ”¼ ņżæ ņŖżĒī©Ēä░Ļ░Ć ļ░£ņāØĒĢśņśĆņ£╝ļ»ĆļĪ£ normalĒĢ£ ņÜ®ņĀæļ╣äļō£ļĪ£ Ēæ£ĻĖ░ĒĢśņśĆļŗż. ļ×®ņĪ░ņØĖĒŖĖ ĒĢäļ”┐ņÜ®ņĀæ ņŗ£ ļ│┤ļŗż Ļ░ĢĻ▒┤ĒĢ£ Ļ│ĄņĀĢņØä ņ£äĒĢ┤ CMT, AC GMAW, ļĀłņØ┤ņĀĆ ņÜ®ņĀæ, GMAWņÖĆ ļĀłņØ┤ņĀĆņØś ĒĢśņØ┤ļĖīļ”¼ļō£ ņÜ®ņĀæ ļō▒ņØä ĒåĄĒĢ£ ļ¦ÄņØĆ ņŚ░ĻĄ¼Ļ░Ć ņ׳ņŚłļŗż. GMAW Ļ│ĄņĀĢņØä ĒåĄĒĢ┤ Ļ░Ł ļĖīļ”┐ņ¦Ģ ņŗ£ Ļ░Ł 2.0 mmņŚÉņä£ ņÜ®ņĀæņØĆ Ļ░ĆļŖźĒĢśņ¦Ćļ¦ī ņ¢æĒśĖĒĢśņ¦Ć ļ¬╗ĒĢ£ ļ╣äļō£ ĒÜĪļŗ©ļ®┤ņØä ĒÖĢļ│┤ĒĢśņśĆņ£╝ļ®░
8,9), ļĀłņØ┤ņĀĆ ņÜ®ņĀæņØĆ ņÜ®ņ░® ĻĖłņåŹņØ┤ ņŚåņ£╝ļ»ĆļĪ£ Ļ░Ł ļĖīļ”┐ņ¦ĢņØ┤ ņĄ£ļīĆ 0.7 mmĻ╣īņ¦Ć ņÜ®ņĀæ Ļ░ĆļŖźĒĢśņśĆļŗż
10,11). ļö░ļØ╝ņä£ Fig. 30ņØĆ GTAW Ļ│ĄņĀĢņŚÉ CĒśĢ ņÜ®Ļ░Ćņ×¼ļź╝ ņé¼ņÜ®ĒĢśļŖö ļ×®ņĪ░ņØĖĒŖĖ ĒĢäļ”┐ņÜ®ņĀæņŚÉņä£ Ļ│ĄņĀĢ Ļ░ĢĻ▒┤ņä▒ņŚÉ ļīĆĒĢ£ ļ▓öņ£äļź╝ ļéśĒāĆļéĖ Ļ▓āņØ┤ļ®░ CMT, GMAW, ļĀłņØ┤ņĀĆ ņÜ®ņĀæ ļīĆļ╣ä Ļ│ĄņĀĢņØś Ļ░ĢĻ▒┤ņä▒ņØ┤ ļŹö ņ¢æĒśĖĒĢ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
Fig.┬Ā25
Weldable area of lap joint fillet by GTAW
5. Ļ▓░ ļĪĀ
ĒÅŁ ļäōņØĆCĒśĢ ņÜ®Ļ░Ćņ×¼ļź╝ ņé¼ņÜ®ĒĢśļŖö GTAWņŚÉ ņØśĒĢ£ ņĀäļźś 300A, ņåŹļÅä 100 cm/minņØś Ļ│ĀņåŹņÜ®ņĀæņ£╝ļĪ£, ļæÉĻ╗ś 2.0 mmņØĖ STS 304 ļ¬©ņ×¼ņØś ļ×®ņĪ░ņØĖĒŖĖ ĒĢäļ”┐ņÜ®ņĀæ Ļ│ĄņĀĢņØś Ļ░Ł ļ│ĆļÅÖĻ│╝ ņŗ¼ņØ┤ĒāłņŚÉ ļīĆĒĢ£ Ļ░ĢĻ▒┤ņä▒ ĒÖĢņØĖņØä ņ£äĒĢ£ ņŚ░ĻĄ¼ Ļ▓░Ļ│╝ ļŗżņØīĻ│╝ Ļ░ÖņØĆ Ļ▓░ļĪĀņØä ņ¢╗ņŚłļŗż.
1) Ļ░Ł 0 mmņŚÉņä£ Ļ░Ł 2.0 mm Ļ╣īņ¦ĆļŖö ļ¬©ļæÉ Ļ▒┤ņĀäĒĢ£ ļ╣äļō£ļź╝ ĒśĢņä▒ĒĢśņŚ¼ Ļ░Łļ│ĆļÅÖņŚÉ ļīĆĒĢ£ Ļ░ĢĻ▒┤ņä▒ņØ┤ ĒÖĢņØĖļÉśņŚłļŗż.
2) ņāüĒīÉ ļ¬©ņä£ļ”¼ņŚÉņä£ ĒĢśĒīÉņ¬Įņ£╝ļĪ£ 2.0 mmņØś ņ£äņ╣śļź╝ ĻĖ░ņżĆņ£╝ļĪ£ ĒĢśņśĆņØä ļĢī ņóīņÜ░ ┬▒ 1.0 mmĻ╣īņ¦Ć Ļ▒┤ņĀäĒĢ£ ļ╣äļō£ļź╝ ĒśĢņä▒ĒĢśņŚ¼ ņÜ®ņĀæņäĀ ņØ┤ĒāłņŚÉ ļīĆĒĢ£ Ļ░ĢĻ▒┤ņä▒ņØ┤ ĒÖĢņØĖļÉśņŚłļŗż.
3) CĒśĢ ņÜ®Ļ░Ćņ×¼ļź╝ ņé¼ņÜ®ĒĢśņŚ¼ ļ×®ņĪ░ņØĖĒŖĖ ĒĢäļ”┐ņÜ®ņĀæ ņŗ£ Ļ░Ł 0 mmņØś yņóīĒæ£ ĻĖ░ņżĆņ£äņ╣śņŚÉņä£ļŖö CĒśĢ ņÜ®Ļ░Ćņ×¼Ļ░Ć ĒĢśĒīÉ ņ¬ĮĻ│╝ ņāüĒīÉ ņ¬Į 2Ļ││ņŚÉņä£ ņØ┤Ē¢ēļÉśļ®░, Ļ░ŁņØ┤ ņĪ┤ņ×¼ĒĢśļ®┤ ĒĢśĒīÉ ņ¬Į ņÜ®ņĀüņØ┤ Ļ│¦ļ░öļĪ£ ĻĄÉļØĮļÉśņ¢┤ ņØ┤Ē¢ēļÉśņ¦Ć ļ¬╗ĒĢśĻ│Ā ņāüĒīÉ ņ¬Įņ£╝ļĪ£ ņØ┤ļÅÖĒĢśļŖö ĒśäņāüņØä Ļ┤Ćņ░░ĒĢśņŚ¼ ļ¬©ļŹĖļ¦üĒĢśņśĆļŗż.
4) ļ×®ņĪ░ņØĖĒŖĖ ĒĢäļ”┐ņÜ®ņĀæ ņŗ£ CĒśĢ ņÜ®Ļ░Ćņ×¼ļź╝ ņé¼ņÜ®ĒĢśļŖö GTAW Ļ│ĄņĀĢņØĆ GMAWĻ│ĄņĀĢ ļ░Å ļĀłņØ┤ņĀĆ ņÜ®ņĀæ ļīĆļ╣ä Ļ│ĄņĀĢ Ļ░ĢĻ▒┤ņä▒ņØ┤ ņ¢æĒśĖĒĢ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.



 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



