


1. ņä£ ļĪĀ
Ēśäņ×¼ Oil&Gas ņ▒äĻĄ┤/ņĀĢņĀ£ņÖĆ Ļ┤ĆļĀ©ļÉ£ ņłśņåĪ Ļ░ĢĻ┤ĆņØĆ ņØ┤ļÅÖļÉśļŖö ņ£Āņ▓┤ ņåŹņŚÉ ĒĢ©ņ£ĀļÉ£ Ļ│ĀļåŹļÅäņØś ĒÖ®ĒÖöņłśņåī(H2S) Ļ░ĆņŖżļź╝ ĒĢ©ņ£ĀĒĢ£ ņé¼ņÜ░ņ¢┤Ļ░ĆņŖż(Sour Gas) ļō▒ ņé░ņä▒ņØś ņśüĒ¢źņ£╝ļĪ£ ņłśņåīņ£ĀĻĖ░ĻĘĀņŚ┤(Hydrogen Induced Cracking, HIC) ļ░£ņāØ ņ£äĒŚśņä▒ņØ┤ ļ░£ņāØĒĢśņŚ¼ ļåÆņØĆ ņĢłņĀäļÅäņŚÉ ĻĖ░ļ░śņØä ļæö ļé┤ņŗØ ņäżĻ│äļÉ£ Ļ░ĢĻ┤ĆņØ┤ ņÜöĻĄ¼ļÉśĻ│Ā ņ׳ļŗż1-6). ņØ┤ņŚÉ ļö░ļØ╝ Ļ░ĢĻ┤ĆņØś ņÖĖļ▓ĮņØĆ ņØ╝ļ░ś Ļ░Ģņ×¼ļź╝ ņé¼ņÜ®ĒĢśĻ│Ā ļé┤ļ▓ĮņØä ņśżļ▓äļĀłņØ┤ņÜ®ņĀæņØä ņĀüņÜ®ĒĢ£ Ēü┤ļלļö® Ļ░ĢĻ┤Ć ņłśņÜöĻ░Ć ĻĖēņåŹļÅäļĪ£ ņ”ØĻ░ĆĒĢśĻ│Ā ņ׳ņ£╝ļéś ļé┤ļ▓Į ņĀäņ▓┤ļź╝ Ēü┤ļלļö® ņÜ®ņĀæĒĢ┤ņĢ╝ĒĢśļ»ĆļĪ£ ņāØņé░ņä▒ņØ┤ ļ¦żņÜ░ ļé«Ļ│Ā ļŗ©Ļ░ĆĻ░Ć ļåÆņĢäņ¦ĆļŖö ļŗ©ņĀÉĻ│╝ ĒīīņØ┤Ēöä ļé┤ļČĆņŚÉ ņĀæņ┤ēļÉśļŖö ņ£ĀĒĢ┤ļ¼╝ņ¦łņØś ļģĖņČ£ņŚÉ ņØśĒĢ┤ ļ░£ņāØļÉśļŖö ņØæļĀźļČĆņŗØ ĻĘĀņØ╝ņØ┤ ļ▓łļ▓łņØ┤ ļ░£ņāØļÉśņ¢┤ ļé┤ļČĆ ņ£ĀĒĢ┤ļ¼╝ņ¦ł ļģĖņČ£ļĪ£ ņØĖĒĢ£ ņĢłņĀĢņä▒ ļ¼ĖņĀ£Ļ░Ć ņĀ£ĻĖ░ļÉśĻ│Ā ņ׳ļŗż3,4). ĻĘĖļ¤¼ļ»ĆļĪ£ ņĄ£ĻĘ╝, ļé┤ņŗØņä▒ ņåīņ×¼ņØś ļé┤ļ▓ĮĻ│╝ ņØ╝ļ░śĻ░ĢĻ┤Ć ņÖĖļ▓ĮņØä ļ│äļÅäļĪ£ ņĪ░Ļ┤ĆĒĢśņŚ¼ ņÖĖļ▓ĮĻ│╝ ļé┤ļ▓ĮņØä ņÜ®ņĀæņØä ĒåĄĒĢ┤ ņĀæĒĢ®ĒĢśļŖö ņØ┤ņżæĻ┤Ć ņāØņé░ļ░®ņŗØņØä ĒåĄĒĢ┤ ņĀ£ņŗ£ļÉ£ ļ¼ĖņĀ£ņĀÉņØä ĒĢ┤Ļ▓░ĒĢśĻ│Ā ņ׳ļŗż.
ņØ┤ņżæĻ┤Ć ņĀ£ņĪ░ļ░®ņŗØņ£╝ļĪ£ ņĀ£ņ×æļÉ£ Ēü┤ļלļö® Ļ░ĢĻ┤ĆņØĆ ņéĮĻ┤ĆļÉ£ ļé┤ļ®┤ ĒīīņØ┤Ēöä ļüØļŗ© ņĀæĒĢ® Ēøä ņ×öņŚ¼ ĻĄ¼Ļ░äņŚÉ ļīĆĒĢ┤ Ēü┤ļלļö® ņÜ®ņĀæņØ┤ ņÜöĻĄ¼ļÉ£ļŗż. ņØ╝ļ░śņĀüņ£╝ļĪ£ ņé░ņŚģĒśäņןņŚÉņä£ ņ£Īņä▒ņÜ®ņĀæņŚÉ ņé¼ņÜ®ļÉśļŖö SMAW (Shielded Metal Arc Welding), GTAW(Gas Tungsten Arc Welding), GMAW(Gas Metal Arc Welding), SAW(Submerged Arc Welding) ļō▒ņ£╝ļĪ£ Ēü┤ļלļö® ņÜ®ņĀæņØä ņ¦äĒ¢ēĒ¢łņØä Ļ▓ĮņÜ░ ļåÆņØĆ ņ×ģņŚ┤ļ¤ē, ļé«ņØĆ ņāØņé░ņä▒ ļ░Å ĒؼņäØļźĀ ņĀ£ņ¢┤ ņÜöĻĄ¼ ļō▒ņØś ļ¼ĖņĀ£ņĀÉņØ┤ ļ░£ņāØļÉśĻ│Ā5) JCO ļ░┤ļö®6)ņ£╝ļĪ£ ņĀ£ņ×æļÉśļŖö ļé┤ņŗØņä▒ ļé┤Ļ┤ĆņØś Ļ▓ĮņÜ░ ņéĮĻ┤Ćņŗ£ ļüØļŗ©ņŚÉ ļ░£ņāØļÉśļŖö ļŗ©ņ░©ņŚÉ ļīĆĒĢ£ ļ│┤ņāüņØ┤ ņ¢┤ļĀĄļŗż. ņØ┤ļź╝ ĻĘ╣ļ│ĄĒĢśĻ│Āņ×É ļĀłņØ┤ņĀĆ-ņĢäĒü¼ ĒĢśņØ┤ļĖīļ”¼ļō£ ņÜ®ņĀæņØä ņØ┤ņÜ®ĒĢ£ Ēü┤ļלļö® ņÜ®ņĀæņŚÉ ļīĆĒĢ£ ņŚ░ĻĄ¼ļź╝ ņ¦äĒ¢ēĒĢśĻ│Āņ×É ĒĢ£ļŗż.
ļĀłņØ┤ņĀĆ-ņĢäĒü¼ ĒĢśņØ┤ļĖīļ”¼ļō£ ņÜ®ņĀæĻĖ░ņłĀņØĆ ļ╣ĀļźĖ ņÜ®ņĀæņåŹļÅäļź╝ Ļ░¢Ļ│Ā, ĒŚłņÜ® Ļ░Ł(Gap) ļ▓öņ£äĻ░Ć ļäōņ£╝ļ®░, Ļ░üĻĖ░ ļŗ©ļÅģņØś ņŚ┤ņøÉņŚÉ ņØśĒĢ£ ņÜ®ņĀæ Ļ▓░ņĀÉņØä ļ│┤ņāüĒĢśļŖö ĒŖ╣ņ¦ĢņØä Ļ░Ćņ¦ĆĻ│Ā ņ׳ļŗż7). ĻĘĖļ¤¼ļéś Ēśäņ×¼Ļ╣īņ¦Ć ļĀłņØ┤ņĀĆ-ņĢäĒü¼ ĒĢśņØ┤ļĖīļ”¼ļō£ļź╝ ņØ┤ņÜ®ĒĢ£ Ēü┤ļלļö® ņÜ®ņĀæĻĖ░ņłĀņŚÉ ļīĆĒĢ£ ņŚ░ĻĄ¼ļŖö ļ»Ėļ╣äĒĢ£ ņŗżņĀĢņØ┤ļŗż. ņØ┤ņŚÉ ļö░ļØ╝ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ĒĢśņØ┤ļĖīļ”¼ļō£ ņÜ®ņĀæĻ│ĄņĀĢņØä ņĀüņÜ®ĒĢ£ Ēü┤ļלļö® ĻĖ░ļ▓ĢņØä Ļ░£ļ░£ĒĢśĻĖ░ ņ£äĒĢ┤ ĻĖ░ņ┤łņĀüņØĖ ļ│ĆņłśņØś ņśüĒ¢źļÅä ĒÅēĻ░Ć ļŗ©Ļ│äļČĆĒä░ ņ¦äĒ¢ēĒĢśņśĆņ£╝ļ®░, ņØ┤ļź╝ ĒåĄĒĢ┤ ņĀüņĀłĒĢ£ Ēü┤ļלļö® ņĪ░Ļ▒┤ņØä ļÅäņČ£ĒĢśĻ│Āņ×É ĒĢśņśĆļŗż.
2. ņŗżĒŚś ņ×¼ļŻī ļ░Å ļ░®ļ▓Ģ
2.1 ņŗżĒŚś ņ×¼ļŻī
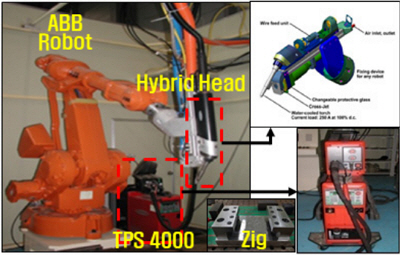
ļ│Ė ņŚ░ĻĄ¼ņŚÉ ņé¼ņÜ®ļÉ£ ņ×¼ļŻīļŖö ņØ╝ļ░śņĀüņ£╝ļĪ£ ņé¼ņÜ®ļÉśļŖö ĒāäņåīĻ░Ģ ĒīīņØ┤Ēöä(GR. B A106)ņÖĆ ļÅÖņØ╝ P-No.ņÖĆ G-No.ņØĖ ĒöīļĀłņØ┤ĒŖĖ ņŗ£ĒŚśĒÄĖņØä ņé¼ņÜ®ĒĢśņśĆĻ│Ā, ņŗ£ĒÄĖņØś Ēü¼ĻĖ░ļŖö 200├Ś150├Ś 16mmņØ┤ļŗż. ņÖĆņØ┤ņ¢┤ļŖö ļé┤ņŗØņä▒ ņåīņ×¼ņØĖ ERNiCrMo-3(AWS A5.14, Inconel 625), Ōłģ 1.2mmļź╝ ņé¼ņÜ®ĒĢśņśĆļŗż. ņŗżĒŚśņŚÉ ņé¼ņÜ®ļÉ£ ļ│┤ĒśĖĻ░ĆņŖżļŖö Ar 98%+O2 2%ļĪ£ Ļ│ĀņĀĢĒĢśņśĆĻ│Ā ņŗżĒŚśņןņ╣śņØś ĻĄ¼ņä▒ņØĆ Fig. 1Ļ│╝ Ļ░ÖņØ┤ ABB 6ņČĢ ļĪ£ļ┤ć, 3kW Disk Laser, TPS 4000 ļ░Å ņÜ®ņĀæ ņżæ ņŚ┤ ļ│ĆĒśĢņØä ļ░®ņ¦ĆĒĢśĻĖ░ ņ£äĒĢ£ ņ¦ĆĻĘĖņןņ╣śļĪ£ ĻĄ¼ņä▒ļÉśņŚłļŗż.
2.2 ņŗżĒŚś ļ░®ļ▓Ģ
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ļĀłņØ┤ņĀĆ-ņĢäĒü¼ ĒĢśņØ┤ļĖīļ”¼ļō£ ņÜ®ņĀæņØä ņØ┤ņÜ®ĒĢ£ Ēü┤ļלļö® ņŗżĒŚśņØä ņ£äĒĢ┤ ĻĖ░ņ┤ł ņŚ░ĻĄ¼ļČĆĒä░ ņ¦äĒ¢ēĒĢśņśĆļŗż. ĻĖ░ļ│ĖņĀüņØĖ ļĀłņØ┤ņĀĆ-ņĢäĒü¼ ĒĢśņØ┤ļĖīļ”¼ļō£ Ēü┤ļלļö® ņÜ®ņĀæļ│Ćņłś ļ▓öņ£äļź╝ ĒÖĢņĀĢĒĢśĻĖ░ ņ£äĒĢ┤ ņŻ╝ņÜö ņØĖņ×ÉļōżņŚÉ ļīĆĒĢ┤ ļŗżĻĄ¼ņ░ī ņŗżĒŚśĻ│äĒÜŹņ£╝ļĪ£ ņśłļ╣äņŗżĒŚśņØä ņ¦äĒ¢ēĒĢśņŚ¼ Ļ░ĢĻ▒┤ņĪ░Ļ▒┤ņØä ļÅäņČ£ĒĢśņśĆļŗż. ļÅäņČ£ļÉ£ ņĪ░Ļ▒┤ņØä ĻĖ░ļ░śņ£╝ļĪ£ ļĀłņØ┤ņĀĆ-ņĢäĒü¼ ĒĢśņØ┤ļĖīļ”¼ļō£ ņŚ┤ņøÉ ņżæ ĒĢśļéśņØĖ ļĀłņØ┤ņĀĆņØś ņ┤łņĀÉĻ▒░ļ”¼ņŚÉ ļö░ļØ╝ ĒéżĒÖĆ ļ¬©ļō£(Keyhole Mode), ņ▓£ņØ┤ ļ¬©ļō£(Transition Mode), ņŚ┤ņĀäļÅä ļ¬©ļō£(Conduction Mode)8) ļ│ĆĒÖö ĒÖĢņØĖņØä ņ£äĒĢ£ ļĀłņØ┤ņĀĆ ļŗ©ļÅģ ņŗżĒŚśņØä ņ¦äĒ¢ēĒĢśņŚ¼ ļ¬©ļō£ļ│ä ļ╣äļō£ļŗ©ļ®┤ ĒśĢĒā£ļź╝ ĒÖĢņØĖĒĢśņśĆļŗż. ļśÉĒĢ£ GMAW ņÜ®ņĀæĻĖ░ņÖĆ ļĀłņØ┤ņĀĆ-ņĢäĒü¼ ĒĢśņØ┤ļĖīļ”¼ļō£ ņÜ®ņĀæņŚÉņä£ ļÅÖņØ╝ĒĢ£ ņÖĆņØ┤ņ¢┤ ņåĪĻĖēļ¤ē(ņĀäļźś/ņĀäņĢĢ ņØ╝ņøÉ ņĀ£ņ¢┤, 9.5~ 12.5m/minņŚÉņä£ ņĀäļźś 284~337A, ņĀäņĢĢ 27~29V), ņÜ®ņĀæņåŹļÅäņŚÉņä£ ļĀłņØ┤ņĀĆ ņŚ┤ņøÉ ņ£Āļ¼┤ņŚÉ ļö░ļźĖ ļ╣äļō£ĒśĢņāü ļ│ĆĒÖöņŚÉ ļīĆĒĢ£ Ļ┤Ćņ░░ņØä ņ¦äĒ¢ēĒ¢łļŗż.
Y. Natio ļō▒ņØś ņŚ░ĻĄ¼Ļ▓░Ļ│╝ņŚÉ ļö░ļź┤ļ®┤ ļĀłņØ┤ņĀĆņÖĆ ņĢäĒü¼ ņŚ┤ņøÉĻ░äņØś Ļ▒░ļ”¼ņŚÉ ļö░ļØ╝ ņÜ®ņ×ģĻ╣ŖņØ┤ņÖĆ ļ╣äļō£ļŗ©ļ®┤ ĒśĢņāüņØ┤ ļ│ĆĒĢśļŖö Ļ▓░Ļ│╝ļź╝ ņ¢╗ņŚłņ£╝ļ®░, 5mm ņØ┤ļé┤ņŚÉņä£ ņĄ£ļīĆ ņÜ®ņ×ģĻ╣ŖņØ┤ļŖö Ļ╣Ŗņ¢┤ņ¦ĆĻ│Ā ļ╣äļō£ĒÅŁņØĆ ņ¢ćņĢäņ¦Ćļ®░, 5~9mmņŚÉņä£ ņ¢ĢņØĆ ņÜ®ņ×ģ ĒśĢĒā£ņØś ļ╣äļō£ļŗ©ļ®┤ Ļ▓░Ļ│╝ļź╝ ņ¢╗ņŚłļŗż9,10). ļ│Ė ļģ╝ļ¼ĖņŚÉņä£ļÅä Ēü┤ļלļö®ņŚÉ ņĀüĒĢ®ĒĢ£ ņŚ┤ņøÉņØś Ļ░äĻ▓®ņØä ĒīÉļŗ©ĒĢśĻĖ░ ņ£äĒĢ┤ 3mm, 6mm 2Ļ░£ņØś ņĪ░Ļ▒┤ņ£╝ļĪ£ ņŗżĒŚś Ēøä ļ╣äĻĄÉĒĢśņśĆļŗż.
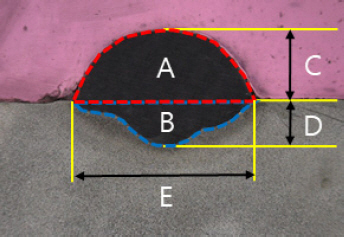
ņäĀĒ¢ēļÉ£ ĻĖ░ņ┤ł ņŗżĒŚśĻ▓░Ļ│╝ļź╝ ļ░öĒāĢņ£╝ļĪ£ ļĀłņØ┤ņĀĆ ļ¬©ļō£ ļ│ĆĒÖöņŚÉ ļö░ļźĖ Ēü┤ļלļö® ĻĖ░ļ│Ė ņĪ░Ļ▒┤ ņäĀņĀĢņØä ņ£äĒĢ┤ ļĀłņØ┤ņĀĆ ņ┤łņĀÉ, ņåĪĻĖēņåŹļÅä 2Ļ░£ņØś ļ│ĆņłśņŚÉ ļīĆĒĢ┤ 3Ļ░£ ņłśņżĆņ£╝ļĪ£ BOP ņŗżĒŚś Ēøä ļ╣äļō£ļŗ©ļ®┤ ĒśĢņāüņŚÉ ļīĆĒĢ┤ Ļ┤Ćņ░░ĒĢśĻ│Ā Ēü┤ļלļö® ņŗżĒŚśņĪ░Ļ▒┤ņØä ņäĀņĀĢĒĢśņśĆļŗż. Ļ░ü ņŗżĒŚśņŚÉņä£ ņĖĪņĀĢļÉ£ ļ╣äļō£ļŗ©ļ®┤ņØś ļ▓öņ£äļŖö Fig. 2ņŚÉ ļéśĒāĆļé┤ļ®░, AļŖö ņÜ®ņ░®ļ®┤ņĀü, BļŖö ņÜ®ņ×ģļ®┤ņĀü, CļŖö ļ╣äļō£ļåÆņØ┤, DļŖö ņÜ®ņ×ģĻ╣ŖņØ┤, EļŖö ļ╣äļō£ĒÅŁņØä ņØśļ»ĖĒĢ£ļŗż.
ņäĀņĀĢļÉ£ ņĪ░Ļ▒┤ņ£╝ļĪ£ ļĀłņØ┤ņĀĆ ņ┤łņĀÉĻ▒░ļ”¼ ļ│ĆĒÖöņÖĆ ņåĪĻĖēņåŹļÅä ļ│Ćņłśļź╝ 3ņłśņżĆņ£╝ļĪ£ ņĀĢņØśĒĢśņŚ¼ ļ¬©ļōĀ Ļ▓ĮņÜ░ņŚÉ ļīĆĒĢ┤ ņŗżĒŚśņØä ņ¦äĒ¢ēĒĢśņśĆļŗż. ņĀäņ▓┤ņĀüņØĖ ņŗżĒŚśĻ│äĒÜŹņØĆ Table 1ņŚÉ ņł£ņä£ļīĆļĪ£ ņĀĢļ”¼ĒĢśņŚ¼ ļéśĒāĆļéĖļŗż.
Table┬Ā1
Experimental conditions
3. ņŗżĒŚś Ļ▓░Ļ│╝
3.1 Ēü┤ļלļö® Ļ│ĄņĀĢļ│Ćņłś ĒÅēĻ░Ć
3.1.1 Ļ│ĄņĀĢļ│Ćņłś ļ▓öņ£ä ņäĀņĀĢ ņŗżĒŚś
ļĀłņØ┤ņĀĆ-ņĢäĒü¼ ĒĢśņØ┤ļĖīļ”¼ļō£ Ēü┤ļלļö® ņŗżĒŚśļ│Ćņłś ņäĀņĀĢņØä ņ£äĒĢ┤ ņŻ╝ņÜö ņÜ®ņĀæļ│ĆņłśņØĖ ļĀłņØ┤ņĀĆ ņČ£ļĀź, ņÜ®ņĀæņåŹļÅä, ņåĪĻĖēņåŹļÅä(ņĀäļźś, ņĀäņĢĢ), ĒÄäņŖżļ│┤ņĀĢņØä 3ņłśņżĆņ£╝ļĪ£ ņäżņĀĢĒĢśņŚ¼ ļŗżĻĄ¼ņ░ī ņ¦üĻĄÉļ░░ņŚ┤ ņŗżĒŚśĻ│äĒÜŹļ▓ĢņØä ĒåĄĒĢ┤ 27Ļ░Ćņ¦Ć ņŗżĒŚśņĪ░Ļ▒┤ņØä ņłśļ”ĮĒĢśņśĆļŗż. ņŚ¼ĻĖ░ņä£ ĒÄäņŖżļ│┤ņĀĢ(Pulse Correction)ņØĆ ņÜ®ņĀüņØś ļČäļ”¼ļĀźņŚÉ ļīĆĒĢ£ ļ│┤ņāüņØä ņØśļ»ĖĒĢśļ®░ ļåÆņØĆ Ļ░ÆņØä Ļ░Ćņ¦łņłśļĪØ ĒÄäņŖż Ēö╝Ēü¼ ņĀäļźśĻ░Ć ņ”ØĻ░ĆĒĢśĻ│Ā ņ┤łļŗ╣ ĒÄäņŖż ļ╣łļÅäļź╝ Ļ░Éņåīņŗ£ņ╝£ ņÜ®ņĀü ņØ┤ĒāłļĀźņØä ņāüņŖ╣ņŗ£Ēé©ļŗż11).
Ēü┤ļלļö®ņŚÉ ņé¼ņÜ®ļÉśļŖö ņĪ░Ļ▒┤ņØĆ ņéĮņ×ģļÉ£ ļé┤Ļ┤Ć ļæÉĻ╗ś ņØ┤ņāüņ£╝ļĪ£ ļ╣äļō£Ļ░Ć ĒśĢņä▒ļÉśņ¢┤ņĢ╝ ĒĢśĻ│Ā, ņāØņé░ņä▒ņØä ļåÆņØ┤ĻĖ░ ņ£äĒĢ┤ņä£ļŖö ļ╣äļō£ĒÅŁļÅä ļÅÖņŗ£ņŚÉ ļ¦īņĪ▒ĒĢ┤ņĢ╝ ĒĢ£ļŗż. Ļ│äĒÜŹļÉ£ 27Ļ░Ćņ¦Ć ņĪ░Ļ▒┤ņŚÉ ļīĆĒĢ£ ņÜ®ņĀæ ņŗżĒŚśņĪ░Ļ▒┤Ļ│╝ Ēæ£ļ®┤ļ╣äļō£ņŚÉ ļīĆĒĢ£ Ļ▓░Ļ│╝ļŖö Table 2ņŚÉ ļéśĒāĆļéĖļŗż. ļĀłņØ┤ņĀĆ-ņĢäĒü¼ ĒĢśņØ┤ļĖīļ”¼ļō£ Ēü┤ļלļö®ņŚÉņä£ļŖö ņØ╝ņĀĢ ņłśņżĆ ņØ┤ņāüņØś ļ╣äļō£ĒÅŁĻ│╝ ļåÆņØ┤ļź╝ ļ¦īņĪ▒ĒĢśĻĖ░ ņ£äĒĢ┤ ļŗ©ļ®┤ņØä ņĖĪņĀĢĒĢśĻ│Ā ļ╣äļō£ĒÅŁĻ│╝ ļ╣äļō£ļåÆņØ┤ļź╝ ļ¬®ņĀüĒĢ©ņłśļĪ£ ĒĢśņŚ¼ ļ¦ØļīĆĒŖ╣ņä▒ņ£╝ļĪ£ ļŗżĻĄ¼ņ░ī ļČäņäØņØä ņłśĒ¢ēĒĢśņśĆļŗż. ļŗżĻĄ¼ņ░ī ļČäņäØņØä ĒåĄĒĢ┤ ļÅäņČ£ļÉ£ Ļ░ĢĻ▒┤ņĪ░Ļ▒┤ņØĆ ļĀłņØ┤ņĀĆ ņČ£ļĀź 1.7kW, ņÜ®ņĀæņåŹļÅä 0.4m/min, ņåĪĻĖēņåŹļÅä 11 m/min, ĒÄäņŖżļ│┤ņĀĢ Ļ░ÆņØĆ 0%ņØ┤ļŗż. ļÅäņČ£ļÉ£ Ļ░ĢĻ▒┤ņĪ░Ļ▒┤ņ£╝ļĪ£ ņĢ×ņ£╝ļĪ£ ņ׳ņØä ņŗżĒŚśņŚÉ ļīĆĒĢ┤ ĻĖ░ļ│Ė Ļ░Æņ£╝ļĪ£ ņäżņĀĢĒĢśĻ│Ā ļ│Ćņłś ļ▓öņ£äļź╝ ņ”ØĻ░ÉĒĢśņŚ¼ ļĀłņØ┤ņĀĆ-ņĢäĒü¼ ĒĢśņØ┤ļĖīļ”¼ļō£ Ēü┤ļלļö® ņŗżĒŚśņŚÉ ĒÖ£ņÜ®ĒĢśņśĆļŗż.
Table┬Ā2
Results of preliminary welding experiment using taguchi method



























3.1.2 ļĀłņØ┤ņĀĆ ļ¬©ļō£ņŚÉ ļö░ļźĖ ņśüĒ¢ź
ļĀłņØ┤ņĀĆ ļ¬©ļō£ņØś ĻĄ¼ļČäņØĆ ļ╣äļō£ļŗ©ļ®┤ņØś ņóģĒÜĪļ╣ä(Depth/Width Ratio) ŌĆś1ŌĆÖ ņØ┤ņāüņØ╝ Ļ▓ĮņÜ░ ĒéżĒÖĆ ļ¬©ļō£, ŌĆś1ŌĆÖ ņŚÉ Ļ░ĆĻ╣īņÜĖ Ļ▓ĮņÜ░ ņ▓£ņØ┤ ļ¬©ļō£, ŌĆś1ŌĆÖ ņØ┤ĒĢśņØ╝ Ļ▓ĮņÜ░ ņŚ┤ņĀäļÅä ļ¬©ļō£ļĪ£ ĻĄ¼ļČä ĒĢ£ļŗż12-14).
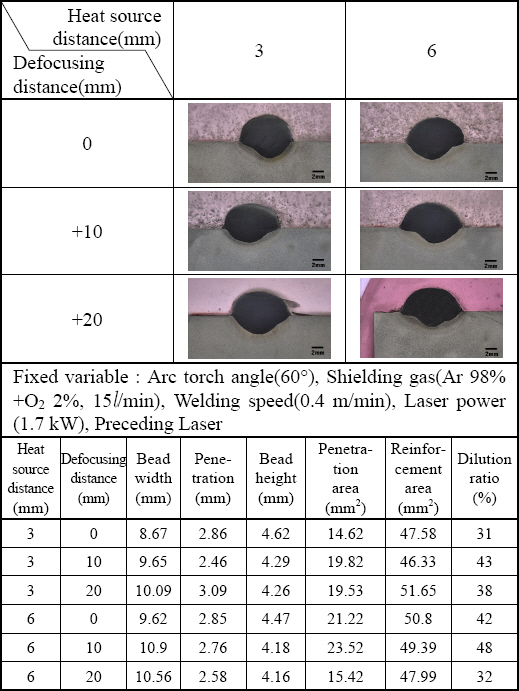
ļ│Ė ļģ╝ļ¼ĖņŚÉņä£ļŖö ļĀłņØ┤ņĀĆ ļ¬©ļō£ļ│ä ļĀłņØ┤ņĀĆ-ņĢäĒü¼ ĒĢśņØ┤ļĖīļ”¼ļō£ Ēü┤ļלļö®ņŚÉ ņ×æņÜ®ĒĢśļŖö ņśüĒ¢źņØä ĒīīņĢģĒĢśĻĖ░ ņ£äĒĢ┤ ņ┤łņĀÉĻ▒░ļ”¼ļź╝ ļ│ĆĒÖöņŗ£ņ╝£ ņÜ®ņĀæĒĢśņśĆņ£╝ļ®░, ĻĘĖ Ļ▓░Ļ│╝ ņĀĢņ┤łņĀÉņŚÉņä£ ĒéżĒÖĆ ļ¬©ļō£(ņóģĒÜĪļ╣ä 1.3), +10mmņŚÉņä£ ņ▓£ņØ┤ ļ¬©ļō£(ņóģĒÜĪļ╣ä 0.8), +20mmņŚÉņä£ ņŚ┤ņĀäļÅä ļ¬©ļō£(ņóģĒÜĪļ╣ä 0.3)ļź╝ ĒÖĢņØĖĒĢśņśĆņ£╝ļ®░, ļ╣äļō£ļŗ©ļ®┤Ļ│╝ ņĖĪņĀĢĻ▓░Ļ│╝ ĻĘĖļלĒöäļŖö Fig. 3ņŚÉ ļéśĒāĆļéĖļŗż.
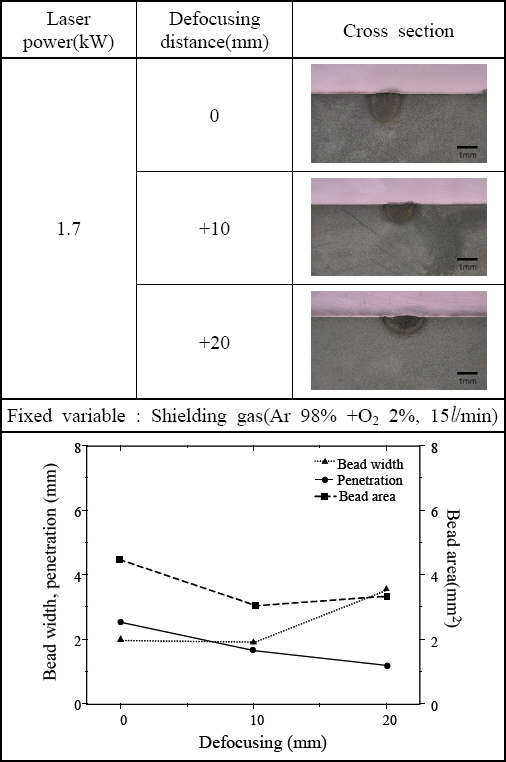
3.1.3 ļĀłņØ┤ņĀĆ ņŚ┤ņøÉ ņ£Āļ¼┤ņŚÉ ļö░ļźĖ ņśüĒ¢ź
ļÅÖņØ╝ĒĢ£ ņÖĆņØ┤ņ¢┤ ņåĪĻĖēņĪ░Ļ▒┤ņŚÉņä£ ļĀłņØ┤ņĀĆ ņ£Āļ¼┤Ļ░Ć ļ╣äļō£ ņÜ®ņ░®ļ®┤ņĀüņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØä ĒÖĢņØĖĒĢśĻĖ░ ņ£äĒĢ┤ ņĢäĒü¼ ļŗ©ļÅģ ņĪ░Ļ▒┤Ļ│╝ ļĀłņØ┤ņĀĆ-ņĢäĒü¼ ĒĢśņØ┤ļĖīļ”¼ļō£ ņÜ®ņĀæņĪ░Ļ▒┤ņØä ĻĄ¼ļČäĒĢśņŚ¼ ņŗżĒŚś Ēøä, ļŗ©ļ®┤ ņĖĪņĀĢņØä ĒåĄĒĢ┤ ļ╣äļō£ĒśĢņāü ļ│ĆĒÖöļź╝ ĒÖĢņØĖĒĢśņśĆļŗż. ņĪ░Ļ▒┤ļ│ä ļ╣äļō£ļŗ©ļ®┤ņØś ĒśĢņāü ļ╣äĻĄÉļŖö Fig. 4ņŚÉ ļéśĒāĆļéĖļŗż.
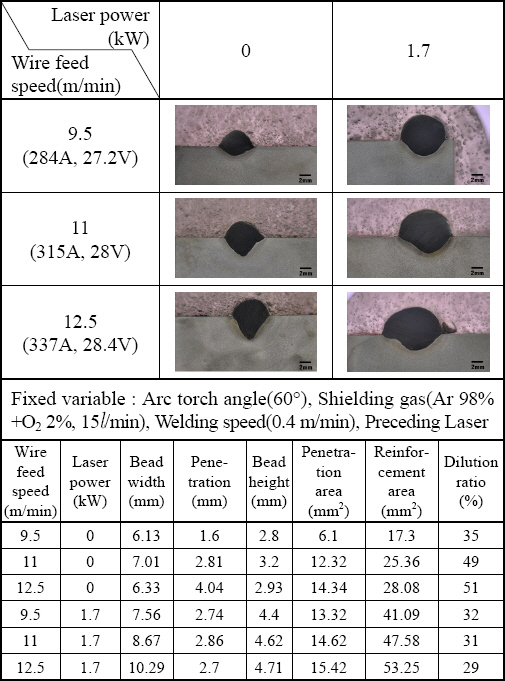
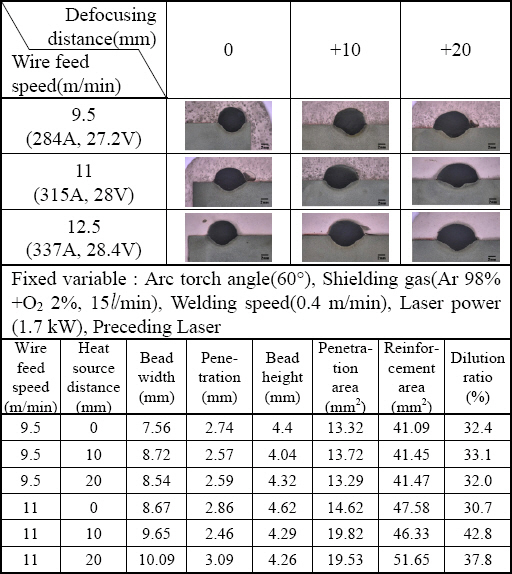
ņĢäĒü¼ ļŗ©ļÅģ ņŗżĒŚśņŚÉņä£ļŖö ļ╣äļō£ĒÅŁĻ│╝ ļåÆņØ┤ņØś Ļ▓ĮņÜ░ ņåĪĻĖēņåŹļÅäĻ░Ć ņØ╝ņĀĢ ņłśņżĆ(11m/min)ņŚÉņä£ ņĄ£ļīĆ ĒÅŁĻ│╝ ļåÆņØ┤Ļ░Ć ĒśĢņä▒ļÉśĻ│Ā ĻĘĖ ņØ┤ĒøäņŚÉļŖö ņÜ®ņĀæņĀäņĢĢņØ┤ ļåÆņĢäņĀĖ ņÜ®ņĀüņØ┤ ļ¬©ņ×¼ņŚÉ ņÜ®ņ░®ļÉśņ¦Ć ļ¬╗ĒĢśņŚ¼ ļ╣äļō£ĒÅŁĻ│╝ ļåÆņØ┤Ļ░Ć Ļ░ÉņåīĒĢśļŖö Ļ▓ĮĒ¢źņØä ļéśĒāĆļé┤Ļ│Ā ņÜ®ņ×ģĻ╣ŖņØ┤, ļ╣äļō£ļ®┤ņĀü, ņÜ®ņ×ģļ®┤ņĀüņØĆ ņåĪĻĖēņåŹļÅäĻ░Ć ļåÆņØäņłśļĪØ ņ”ØĻ░ĆĒĢ£ļŗż.
ļĀłņØ┤ņĀĆ-ņĢäĒü¼ ĒĢśņØ┤ļĖīļ”¼ļō£ ņÜ®ņĀæņØś Ļ▓ĮņÜ░ ņÖĆņØ┤ņ¢┤ ņåĪĻĖēņåŹļÅäĻ░Ć ņ”ØĻ░ĆĒĢĀņłśļĪØ ļ╣äļō£ĒÅŁ, ļ╣äļō£ļåÆņØ┤, ļ╣äļō£ļ®┤ņĀü, ņÜ®ņ×ģļ®┤ņĀüņØĆ ņ”ØĻ░ĆĒĢśņ¦Ćļ¦ī, ņÜ®ņ×ģĻ╣ŖņØ┤ļŖö ņØ╝ņĀĢ ņłśņżĆņŚÉņä£ Ēü░ ĒÄĖņ░© ņŚåņØ┤ ņĖĪņĀĢļÉ£ļŗż. ĻĘĖ Ļ▓░Ļ│╝, ĒؼņäØļźĀ(ņÜ®ņ×ģ ļ®┤ņĀü/ļ╣äļō£ ņĀäņ▓┤ ļ®┤ņĀü)ņØ┤ ļÅÖņØ╝ĒĢ£ ņĢäĒü¼ ļŗ©ļÅģ ņĪ░Ļ▒┤ņŚÉ ļ╣äĒĢ┤ ņĄ£ļīĆ 22% Ļ░ÉņåīĒĢśļŖö Ļ▓ĮĒ¢źņØ┤ ļéśĒāĆļé£ļŗż. ļśÉĒĢ£, ļĀłņØ┤ņĀĆ-ņĢäĒü¼ ĒĢśņØ┤ļĖīļ”¼ļō£ ņÜ®ņĀæņØĆ ņĢäĒü¼ļŗ©ļÅģņŚÉ ļ╣äĒĢ┤ ļ╣äļō£ĒÅŁņØĆ 1.2~1.6ļ░░ ņ”ØĻ░ĆĒĢśĻ│Ā, ļ╣äļō£ļåÆņØ┤ļŖö 1.4~1.6ļ░░ ņÜ®ņ░®ļ®┤ņĀüņØĆ 1.7~2.5ļ░░ ņ”ØĻ░ĆĒĢ£ļŗż. ņØ┤ļŖö, ļĀłņØ┤ņĀĆ-ņĢäĒü¼ ĒĢśņØ┤ļĖīļ”¼ļō£ ņÜ®ņĀæņŚÉņä£ ļĀłņØ┤ņĀĆņØś ņśüĒ¢źņ£╝ļĪ£ ņÜ®ņĀæ ņżæ ņĀäņĢĢ Ļ░ÆņØä ņāüņŖ╣ņŗ£Ēé©ļŗż7). ņāüņŖ╣ļÉ£ ņĀäņĢĢņØĆ ņĢäĒü¼ ĻĖĖņØ┤ļź╝ ļŖśņŚ¼ ļ╣äļō£ĒÅŁĻ│╝ ļåÆņØ┤ļź╝ ņ”ØĻ░Ćņŗ£ĒéżļŖö ņøÉņØĖņØ┤ ļÉ£ļŗż.
3.1.4 ņŚ┤ņøÉ Ļ░äĻ▓®ņŚÉ ļö░ļźĖ ņśüĒ¢ź
ņŚ┤ņøÉ Ļ░äĻ▓®ņØ┤ 5mm ņØ┤ĒĢśņŚÉņä£ ņĄ£ļīĆ ņÜ®ņ×ģĻ╣ŖņØ┤Ļ░Ć ļ░£ņāØļÉśĻ│Ā 6~11mmņŚÉņä£ļŖö ņ¢ĢņØĆ ņÜ®ņ×ģņØ┤ ļéśĒāĆļéśĻ│Ā 6mm ņØ┤ņāüņØĖ Ļ▓ĮņÜ░ ļĀłņØ┤ņĀĆ ņĢäĒü¼Ļ░ä Ļ▒░ļ”¼Ļ░Ć Ļ│╝ļÅäĒĢśņŚ¼ ņŗ£ļäłņ¦Ć ĒÜ©Ļ│╝Ļ░Ć ņżäņ¢┤ļōżļ»ĆļĪ£8) ļĀłņØ┤ņĀĆņÖĆ ņĢäĒü¼ ņŚ┤ņøÉĻ░äņØś Ļ▒░ļ”¼ļź╝ 3, 6mmļĪ£ ļéśļłäņ¢┤ ņŚ┤ņøÉĻ░äņØś Ļ▒░ļ”¼ļĪ£ ņØĖĒĢ£ ļ╣äļō£ ĒśĢņä▒ņŚÉ ļīĆĒĢ£ ņśüĒ¢ź ļ╣äĻĄÉļź╝ ņ£äĒĢ£ ņŗżĒŚśņØä ņ¦äĒ¢ēĒĢśĻ│Ā ĻĘĖ Ļ▓░Ļ│╝ļź╝ Fig. 5ņŚÉ ļéśĒāĆļéĖļŗż.
ņŚ┤ņøÉ Ļ░äĻ▓®ņØ┤ 3mmņØĖ Ļ▓ĮņÜ░ ļ╣äļō£ĒÅŁņØĆ ņ┤łņĀÉĻ▒░ļ”¼ņŚÉ ļö░ļØ╝ ņ”ØĻ░ĆĒĢśĻ│Ā, ļ╣äļō£ļåÆņØ┤ļŖö Ļ░ÉņåīĒĢśļŖö Ļ▓ĮĒ¢źņØ┤ ļéśĒāĆļé£ļŗż. ĻĘĖļ¤¼ļéś ņÜ®ņ×ģĻ╣ŖņØ┤ņÖĆ ļ╣äļō£ļ®┤ņĀüņØś Ļ▓ĮņÜ░ ņ▓£ņØ┤ ļ¬©ļō£ņŚÉņä£ Ļ░ÉņåīĒ¢łļŗżĻ░Ć ņŚ┤ņĀäļÅä ļ¬©ļō£ņŚÉņä£ ņ”ØĻ░ĆĒĢśļŖö Ļ▓ĮĒ¢źņØ┤ ļéśĒāĆļé¼ļŗż.
ņŚ┤ņøÉ Ļ░äĻ▓®ņØ┤ 6mmņØĖ Ļ▓ĮņÜ░ ņÜ®ņ×ģĻ╣ŖņØ┤ņÖĆ ļ╣äļō£ļåÆņØ┤, ļ╣äļō£ļ®┤ņĀüņØĆ ņĀÉņ¦äņĀüņ£╝ļĪ£ Ļ░ÉņåīĒĢśļŖö Ļ▓ĮĒ¢źņØ┤ ļéśĒāĆļé¼ņ¦Ćļ¦ī, ļ╣äļō£ĒÅŁĻ│╝ ņÜ®ņ×ģļ®┤ņĀüņØś Ļ▓ĮņÜ░ ņ▓£ņØ┤ ļ¬©ļō£ņŚÉņä£ ņ”ØĻ░ĆĒ¢łļŗżĻ░Ć ņŚ┤ņĀäļÅä ļ¬©ļō£ņŚÉņä£ Ļ░ÉņåīĒĢśļŖö Ļ▓ĮĒ¢źņØ┤ ļéśĒāĆļé¼ļŗż.
ĒؼņäØļźĀņØś Ļ▓ĮņÜ░ Ļ│ĄĒåĄņĀüņ£╝ļĪ£ ņ▓£ņØ┤ ļ¬©ļō£ņŚÉņä£ ļåÆņØĆ ĒؼņäØļźĀņØ┤ ļéśĒāĆļé£ļŗż. ļśÉĒĢ£ ļĀłņØ┤ņĀĆ ņĢäĒü¼ Ļ▒░ļ”¼Ļ░Ć ņ”ØĻ░ĆĒĢśņŚ¼ ļæÉ ņŚÉļäłņ¦Ć ņé¼ņØ┤ņØś ņāüĒśĖņ×æņÜ®ņØ┤ Ļ░ÉņåīĒĢśĻ▓ī ļÉśļ®┤ ļ╣äļō£ĒÅŁĻ│╝ ļåÆņØ┤ļ│┤ļŗżļŖö ņÜ®ņ×ģļ®┤ņĀü ņ”ØĻ░ĆņŚÉ ņśüĒ¢źņØ┤ ņ׳ļŖö Ļ▓āņØä ĒÖĢņØĖ ĒĢĀ ņłś ņ׳ļŗż.
3.2 ļĀłņØ┤ņĀĆ-ņĢäĒü¼ ĒĢśņØ┤ļĖīļ”¼ļō£ Ēü┤ļלļö® ņŗżĒŚś
3.2.1 ņåĪĻĖēņåŹļÅäņÖĆ ņ┤łņĀÉĻ▒░ļ”¼ņŚÉ ļö░ļźĖ ņśüĒ¢ź
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ļĀłņØ┤ņĀĆ-ņĢäĒü¼ ĒĢśņØ┤ļĖīļ”¼ļō£ Ēü┤ļלļö® ņÜ®ņĀæņŚÉ ņĢ×ņä£, ņÖĆņØ┤ņ¢┤ ņåĪĻĖēņĪ░Ļ▒┤Ļ│╝ ņ┤łņĀÉĻ▒░ļ”¼ņŚÉ ļö░ļźĖ ļ╣äļō£ ĒśĢņä▒ Ļ▓ĮĒ¢źņØä ĒÖĢņØĖĒĢśĻĖ░ ņ£äĒĢ┤ BOP ņŗżĒŚśņØä ņ¦äĒ¢ēĒĢśĻ│Ā ļ╣äļō£ļŗ©ļ®┤ Ļ▓░Ļ│╝ļŖö Fig. 6ņŚÉ ļéśĒāĆļéĖļŗż.
ļ╣äļō£ĒÅŁņØĆ ņåĪĻĖēņåŹļÅäņÖĆ ņ┤łņĀÉĻ▒░ļ”¼Ļ░Ć ņ”ØĻ░ĆĒĢĀņłśļĪØ ļäōņ¢┤ņĪīĻ│Ā, ņÜ®ņ×ģĻ╣ŖņØ┤ļŖö ņåĪĻĖēņåŹļÅäĻ░Ć ļåÆņØäņłśļĪØ ļé«ņĢśņ£╝ļ®░ ņ”ØĻ░É Ļ▓ĮĒ¢źņØĆ ņ£Āņé¼ĒĢśĻ▓ī ļéśĒāĆļé¼ļŗż. ļ╣äļō£ļåÆņØ┤ļŖö ņåĪĻĖēņåŹļÅä 11m/min, 12.5m/minņŚÉņä£ ņ┤łņĀÉĻ▒░ļ”¼Ļ░Ć ņ”ØĻ░ĆĒĢĀņłśļĪØ Ļ░ÉņåīĒĢśļŖö Ļ▓ĮĒ¢źņØ┤ ļéśĒāĆļé¼ņ£╝ļéś ņåĪĻĖēņåŹļÅä 9.5m/minņŚÉņä£ļŖö ņ▓£ņØ┤ļ¬©ļō£ņŚÉņä£ Ļ░ÉņåīĒ¢łļŗżĻ░Ć ņŚ┤ņĀäļÅä ļ¬©ļō£ņŚÉņä£ ņāüņŖ╣ĒĢśņśĆļŗż.
ņÜ®ņ×ģļ®┤ņĀüņØĆ ņåĪĻĖēļ¤ēņØ┤ ņ”ØĻ░ĆĒĢĀņłśļĪØ ņ╗żņĪīņ£╝ļéś, ņ▓£ņØ┤ņśüņŚŁņŚÉņä£ ĻĖēĻ▓®Ē׳ ņāüņŖ╣ĒĢśĻ│Ā ņŚ┤ņĀäļÅä ļ¬©ļō£ņŚÉņä£ Ļ░ÉņåīĒĢśļŖö Ļ▓ĮĒ¢źņØ┤ ļéśĒāĆļé¼ļŗż. ļ╣äļō£ļ®┤ņĀüņØĆ ņåĪĻĖēņåŹļÅäņØś ņśüĒ¢źņØ┤ Ēü░ Ļ▓āņØä ĒÖĢņØĖ ĒĢĀ ņłś ņ׳ņŚłņ£╝ļ®░, ĒؼņäØļźĀņØĆ Ļ│ĄĒåĄņĀüņ£╝ļĪ£ ņ▓£ņØ┤ņśüņŚŁņŚÉņä£ ņāüņŖ╣ĒĢśļŖö Ļ▓ĮĒ¢źņØ┤ ļéśĒāĆļé¼ļŗż. ņØ┤ļŖö ĒéżĒÖĆ ļ¬©ļō£ņŚÉņä£ ņĀüņØĆ ņśüĒ¢źņØä ļ»Ėņ╣śļŖö Marangoni ņ£ĀļÅÖņØś ņśüĒ¢źņØ┤ ļĀłņØ┤ņĀĆ ņ┤łņĀÉĻ▒░ļ”¼Ļ░Ć ņ”ØĻ░ĆĒĢĀņłśļĪØ ņĀÉņ¦äņĀüņ£╝ļĪ£ ņśüĒ¢źņØä ļ»Ėņ╣śļ®┤ņä£ ņ▓£ņØ┤ņśüņŚŁņŚÉņä£ ņ£ĀļÅÖņØ┤ ļ░£ņāØĒĢśļ®┤ņä£ ņÜ®ņ×ģļ®┤ņĀüņØ┤ ņ”ØĻ░ĆĒĢśņŚ¼ ĒؼņäØļźĀņØ┤ ņāüņŖ╣ĒĢśņśĆļŗżĻ░Ć ņŚ┤ņĀäļÅä ļ¬©ļō£ņŚÉņä£ļŖö ņ£ĀļÅÖņØ┤ ĒÖ£ļ░£ĒĢ┤ņ¦Ćļ®┤ņä£ ņÜ®ņ░®ļ®┤ņĀüņØ┤ Ļ░Ćņ”ØļÉśņ¢┤ ĒؼņäØļźĀņØ┤ Ļ░ÉņåīļÉ£ļŗż.
3.2.2 ņÜ®ņĀæĒī©ņŖż Ļ░äĻ▓®ņŚÉ ļö░ļźĖ ņśüĒ¢ź
ļĀłņØ┤ņĀĆ-ņĢäĒü¼ ĒĢśņØ┤ļĖīļ”¼ļō£ Ēü┤ļלļö® ņÜ®ņĀæņŗżĒŚśņŚÉņä£ ļĀłņØ┤ņĀĆ ņ┤łņĀÉĻ▒░ļ”¼ņÖĆ ļ╣äļō£Ļ░ä Ļ░äĻ▓®ņŚÉ ļö░ļźĖ ļ╣äļō£ ļ│ĆĒÖöļź╝ Ļ┤Ćņ░░ĒĢśĻĖ░ ņ£äĒĢ┤ Ļ░üĻ░ü 3ņłśņżĆņ£╝ļĪ£ ņŗżĒŚśņØä ņ¦äĒ¢ēĒĢśņśĆņ£╝ļ®░, ļ╣äļō£ļŗ©ļ®┤ņŚÉ ļīĆĒĢ£ Ļ▓░Ļ│╝ļŖö Fig. 7ņŚÉ ļéśĒāĆļéĖļŗż. ņĀäņ▓┤ņĀüņ£╝ļĪ£ 8mm Ļ░äĻ▓®ņŚÉņä£ ļ╣äļō£Ļ░äņØś ņśżļ▓äļ×®ņØ┤ ņĀüņĀĢĒĢśņśĆņ£╝ļéś, 9mm, 10mm Ļ░äĻ▓®ņŚÉņä£ļŖö ļ╣äļō£ĒÅŁņØ┤ ļČĆņĪ▒ĒĢśņŚ¼ ļÅģļ”ĮņĀüņ£╝ļĪ£ ļ╣äļō£Ļ░Ć ņāØņä▒ļÉśļŖö Ļ▓āņØä ļ╣äļō£ļŗ©ļ®┤ņØä ĒåĄĒĢ┤ ĒÖĢņØĖ ĒĢĀ ņłś ņ׳ļŗż.
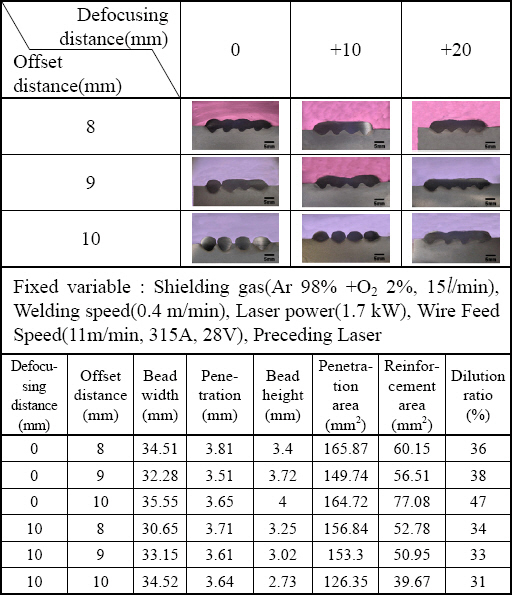
ļ╣äļō£ĒÅŁņØĆ Ēī©ņŖżĻ░äĻ▓®ņØ┤ ļäōņ¢┤ņ¦łņłśļĪØ ņ”ØĻ░ĆĒĢśļŖö Ļ▓ĮĒ¢źņØ┤ ļéśĒāĆļé¼Ļ│Ā ņĄ£ļīĆ ņÜ®ņ×ģĻ╣ŖņØ┤ļŖö Ēī©ņŖżĻ░äĻ▓®ņØ┤ ĒéżĒÖĆ ļ¬©ļō£ņÖĆ ņŚ┤ņĀäļÅä ļ¬©ļō£ņŚÉņä£ļŖö ņ”ØĻ░ĆĒĢśņ¦Ćļ¦ī ņ▓£ņØ┤ ļ¬©ļō£ņŚÉņä£ļŖö Ļ░ÉņåīĒĢśļŖö Ļ▓ĮĒ¢źņØ┤ ļéśĒāĆļé¼ļŗż. ņĄ£ļīĆ ļ╣äļō£ļåÆņØ┤ļŖö Ēī©ņŖżĻ░äĻ▓®ņØ┤ 9mmņØ╝ ļĢī Ļ│ĄĒåĄņĀüņ£╝ļĪ£ Ļ░ÉņåīĒĢśņśĆĻ│Ā ņŚ┤ņĀäļÅä ļ¬©ļō£ņŚÉņä£ Ļ░Ćņן Ēü░ ĒÅŁņ£╝ļĪ£ ļ│ĆĒÖöĒ¢łļŗż. ļ╣äļō£ļ®┤ņĀüņØĆ ņĀäņ▓┤ņĀüņØĖ Ļ░ÆņØĆ Ēü¼Ļ▓ī ļ│ĆĒĢśņ¦Ć ņĢŖņĢśņ£╝ļéś, ņ▓£ņØ┤ ļ¬©ļō£ņŚÉņä£ 10mm Ļ░äĻ▓®ņØ╝ Ļ▓ĮņÜ░ ĻĖēĻ▓®Ē׳ Ļ░ÉņåīļÉśļŖö Ļ▓ĮĒ¢źņØä ĒÖĢņØĖ ĒĢĀ ņłś ņ׳ļŗż. ņÜ®ņ×ģļ®┤ņĀüĻ│╝ ĒؼņäØļźĀņØĆ ĒéżĒÖĆ ļ¬©ļō£ņŚÉņä£ļŖö Ļ│äņåŹ ņ”ØĻ░ĆĒĢśĻ│Ā ņ▓£ņØ┤ļ¬©ļō£ņŚÉņä£ Ļ░ÉņåīĒĢśļŖö ļ¬©ņŖĄņØä ļ│╝ ņłś ņ׳ņŚłņ£╝ļéś ņŚ┤ņĀäļÅä ļ¬©ļō£ņŚÉņä£ ņĄ£ņåī ĒؼņäØļźĀņØä ĒÖĢņØĖ ĒĢĀ ņłś ņ׳ļŗż.
ĒؼņäØļźĀ ņĖĪņĀĢ Ļ▓░Ļ│╝ ņĀäņ▓┤ņĀüņ£╝ļĪ£ 30~40% ņłśņżĆņ£╝ļĪ£ ņĖĪņĀĢļÉśļ®░, ņ┤łņĀÉĻ▒░ļ”¼Ļ░Ć ņ¦¦ņĢäņ¦łņłśļĪØ ļåÆĻ▓ī Ļ┤ĆņĖĪļÉ£ļŗż. Ēī©ņŖżĻ░äĻ▓®ņØ┤ ņóüņĢäņ¦łņłśļĪØ ņÜ®ņ░®ļÉśļŖö ļ╣äļō£Ļ░Ć ņäĀĒ¢ē ņÜ®ņĀæļÉ£ ļ╣äļō£ ņāüļČĆ ņé¼ņØ┤ļź╝ ņ▒äņÜ░ļ®┤ņä£ ĒؼņäØļźĀņØ┤ Ļ░ÉņåīĒĢśļŖö ļ¬©ņŖĄņØä ĒÖĢņØĖ ĒĢĀ ņłś ņ׳ļŗż.
3.2.3 ĒŚłņÜ® ļŗ©ņ░© ņĖĪņĀĢ ņŗżĒŚś
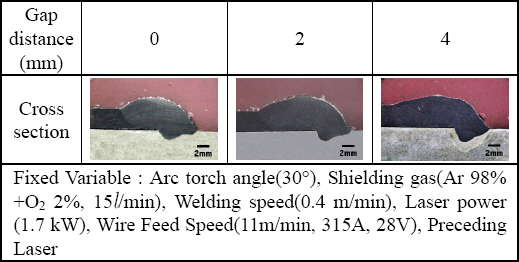
JCO ĒöäļĀłņŖż ļ░┤ļö®ņ£╝ļĪ£ ņĀ£ņĪ░ļÉ£ ĒīīņØ┤ĒöäļŖö ļüØļŗ©ņŚÉ ņĢĮ 0~3mm ņĀĢļÅäņØś ļŗ©ņ░©Ļ░Ć ļ░£ņāØĒĢśļŖö Ļ▓ĮņÜ░Ļ░Ć ņ׳ņ£╝ļ®░, ĒīīņØ┤Ēöäļź╝ ņéĮĻ┤ĆĒĢśņŚ¼ ĒĢśņØ┤ļĖīļ”¼ļō£ ņÜ®ņĀæņ£╝ļĪ£ Ēü┤ļלļö®ņØä ĒĢĀ Ļ▓ĮņÜ░ ļŗ©ņ░© ļ│┤ņāüĻ░ĆļŖź ņŚ¼ļČĆ ĒīÉļŗ©ņØä ņ£äĒĢ┤ ņŗżĒŚśņØä ņłśĒ¢ēĒĢśņśĆļŗż. ņŚ¼ĻĖ░ņŚÉņä£ ļŗ©ņ░©ļŖö ņĀĢņ┤łņĀÉņ£╝ļĪ£ļČĆĒä░ņØś ņĪ░ņĀĢļČłļ¤ē(Misalign- ment)ņØä ņØśļ»ĖĒĢ£ļŗż. ļ│Ė ņŗżĒŚśņŚÉņä£ ĒĢäļĀøļČĆ ņĀĢņ┤łņĀÉ ņ£äņ╣śļĪ£ļČĆĒä░ 0, 2, 4mm Ļ░äĻ▓®ņØä ļæÉĻ│Ā ĒĢśņØ┤ļĖīļ”¼ļō£ ņÜ®ņĀæņŗżĒŚśņØä ņ¦äĒ¢ēĒĢśņśĆļŗż.
ņŗżĒŚśĻ▓░Ļ│╝ļŖö Fig. 7ņŚÉ ļéśĒāĆļé┤ļ®░, ļĀłņØ┤ņĀĆ-ņĢäĒü¼ ĒĢśņØ┤ļĖīļ”¼ļō£ ņÜ®ņĀæņØś Ļ▓ĮņÜ░ 4mm ņĀĢļÅäņØś ļŗ©ņ░©Ļ░Ć ļ░£ņāØĒĢ┤ļÅä ļ│┤ņāüĒĢĀ ņłś ņ׳ņØīņØä ĒÖĢņØĖ ĒĢĀ ņłś ņ׳ļŗż.
4. Ļ▓░ ļĪĀ
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ļĀłņØ┤ņĀĆ-ņĢäĒü¼ ĒĢśņØ┤ļĖīļ”¼ļō£ Ļ│ĄņĀĢņØä ņØ┤ņÜ®ĒĢ£ Ēü┤ļלļö® ņÜ®ņĀæņŚÉ Ļ┤ĆĒĢ£ ņŚ░ĻĄ¼ļź╝ ņłśĒ¢ēĒĢśņśĆļŗż. ņŗżĒŚś ņł£ņä£ļŖö ļĀłņØ┤ņĀĆ ļ¬©ļō£ļ│ä ĒīÉļŗ©ņØä ņ£äĒĢ┤ ņ┤łņĀÉĻ▒░ļ”¼ ņŗżĒŚś, ļĀłņØ┤ņĀĆ ņŚ┤ņøÉ ņ£Āļ¼┤ņŚÉ ļö░ļźĖ ļ╣äļō£ ĒśĢņāüņØś ļ│ĆĒÖö ņŗżĒŚś, ņŚ┤ņøÉ Ļ░äĻ▓®ņŚÉ ļö░ļźĖ ļ╣äļō£ ļ│ĆĒÖö Ļ┤ĆņĖĪ ņŗżĒŚś, ņåĪĻĖēļ¤ē, ņ┤łņĀÉĻ▒░ļ”¼ ļ│ĆĒÖöņŚÉ ļö░ļźĖ ņŗżĒŚś, ļĀłņØ┤ņĀĆ-ņĢäĒü¼ ĒĢśņØ┤ļĖīļ”¼ļō£ Ēü┤ļלļö® ņł£ņä£ļĪ£ ņŗżĒŚśņØä ņ¦äĒ¢ēĒ¢łņ£╝ļ®░ ļŗżņØīĻ│╝ Ļ░ÖņØĆ Ļ▓░ļĪĀņØä ņ¢╗ņØä ņłś ņ׳ņŚłļŗż.
1) ņĢäĒü¼ ļŗ©ļÅģĻ│╝ ĒĢśņØ┤ļĖīļ”¼ļō£ņØś ņŗżĒŚśĻ▓░Ļ│╝ļź╝ ļ╣äĻĄÉĒ¢łņØä ļĢī, Ļ░ÖņØĆ ņåĪĻĖēļ¤ēņŚÉņä£ ļĀłņØ┤ņĀĆ ņŚ┤ņøÉ ņ£Āļ¼┤ņŚÉ ļö░ļØ╝ ĒĢśņØ┤ļĖīļ”¼ļō£ ņÜ®ņĀæņØ┤ 2.5~2.7ļ░░ ņØ┤ņāü ļ¦ÄņØĆ ņÜ®ņ░®ļ®┤ņĀüņØä ļéśĒāĆļāłņ£╝ļ®░, ņØ┤ļŖö ļĀłņØ┤ņĀĆ ņśüĒ¢źņŚÉ ļö░ļźĖ ņĀäņĢĢ ņāüņŖ╣ņØś ņśüĒ¢źņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
2) ņŚ┤ņøÉ Ļ░äĻ▓®ņØ┤ ļ®Ćņ¢┤ņ¦Ćļ®┤ ļ╣äļō£ ĒśĢņāüņØĆ Ēü░ ņ░©ņØ┤Ļ░Ć ņŚåņ£╝ļéś, ļæÉ ņŚ┤ņøÉ ņé¼ņØ┤ņØś ņāüĒśĖņ×æņÜ®ņØ┤ ņĀüņ¢┤ņĀĖ 6mm Ļ░äĻ▓®ņŚÉņä£ ņÜ®ņ×ģņØ┤ Ļ╣Ŗņ¢┤ņ¦Ćļ®░ ĒؼņäØļźĀņØ┤ ņ”ØĻ░ĆĒĢśļŖö Ļ▓ĮĒ¢źņØ┤ ļéśĒāĆļé¼Ļ│Ā ņŚ┤ņĀäļÅä ļ¬©ļō£ņŚÉņä£ļŖö ĒؼņäØļźĀņØ┤ Ļ│ĄĒåĄņĀüņ£╝ļĪ£ Ļ░ÉņåīĒĢ£ļŗż.
3) ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ļĀłņØ┤ņĀĆ-ņĢäĒü¼ ĒĢśņØ┤ļĖīļ”¼ļō£ ņÜ®ņĀæņŚÉņä£ņØś ĒؼņäØļźĀņØĆ 30% ņłśņżĆņØ┤ļ®░ 4mm ļŗ©ņ░©ņŚÉņä£ļÅä ļ│┤ņāüļÉ©ņØä ĒÖĢņØĖ ĒĢĀ ņłś ņ׳ņŚłļŗż. ĒؼņäØļźĀņØś Ļ▓ĮņÜ░ GMAWņÖĆ ņ£Āņé¼ĒĢśņŚ¼ GMAW Ēü┤ļלļö® Ļ│ĄņĀĢņØä ļīĆņ▓┤ ĒĢĀ ņłś ņ׳ļŖö Ļ░ĆļŖźņä▒ņØä ĒÖĢņØĖĒ¢łļŗż.
4) ļĀłņØ┤ņĀĆ-ņĢäĒü¼ ĒĢśņØ┤ļĖīļ”¼ļō£ļź╝ ņØ┤ņÜ®ĒĢ£ Ēü┤ļלļö® ņŗżĒŚśĻ▓░Ļ│╝ļŖö ļĀłņØ┤ņĀĆ ļ¬©ļō£ņŚÉ ļö░ļØ╝ ļ╣äļō£ ĒśĢņä▒ Ļ▓ĮĒ¢źņØ┤ ļ░öļĆīĻ│Ā ņ׳ņ£╝ļ®░, ņØ┤ļŖö ļĀłņØ┤ņĀĆ ļ¬©ļō£ļ│äļĪ£ ļ│ĆĒĢśļŖö ņÜ®ņ£ĄĒÆĆņØś ņŚ┤ŃåŹņ£Āņ▓┤ ņ£ĀļÅÖ ņśüĒ¢źņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
ļ│Ė ļģ╝ļ¼ĖņŚÉņä£ļŖö Ļ│ĀņĀĢļÉ£ ņÜ®ņĀæņåŹļÅäņÖĆ ļĀłņØ┤ņĀĆ ņČ£ļĀźņŚÉņä£ Ēü┤ļלļö® ņŗżĒŚśņØä ņ¦äĒ¢ēĒĢśņśĆņ£╝ļéś, ņČöĒøä ļŗżņ¢æĒĢ£ ļ│Ćņłś ņłśņżĆņØä Ļ│ĀļĀżĒĢśņŚ¼ ĒؼņäØļźĀņØä ņĀĆĻ░Éņŗ£ĒéżĻ│Ā ņāØņé░ņä▒ņØä Ē¢źņāüņŗ£Ēéżļ®░ ĒÆłņ¦łņØä ĒÖĢļ│┤ĒĢĀ ņłś ņ׳ļŖö ĒøäĒ¢ē ņŚ░ĻĄ¼Ļ░Ć ĒĢäņÜöĒĢĀ Ļ▓āņ£╝ļĪ£ ņé¼ļŻīļÉ£ļŗż.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



