


1. ņä£ ļĪĀ
1970ļģä ņØ┤Ēøä ņÜ®ņĀæņé░ņŚģņØĆ ņāØņé░ņä▒ Ē¢źņāüņŗ£ĒéżĻĖ░ ņ£äĒĢśņŚ¼ ņÜ®ņĀæņ×ÉļÅÖĒÖö ļ░Å ĻĖ░Ļ│äĒÖöĻ░Ć ņĀüĻĘ╣ ņČöņ¦äļÉśļ®┤ņä£ ņĢäĒü¼ņÜ®ņĀæņØ┤ Ļ░ĆņŖżļ®öĒāłņĢäĒü¼(GMA) ņÜ®ņĀæĻ│╝ Ēöīļ¤ŁņŖż ņĮöņ¢┤ļō£ņĢäĒü¼(FCA) ņÜ®ņĀæņ£╝ļĪ£ ļ░£ņĀäļÉśĻ│Ā ņ׳ļŗż. ņØ┤ļ¤¼ĒĢ£ ņČöņäĖļŖö ņĄ£ĻĘ╝Ļ╣īņ¦ĆļÅä ņ¦ĆņåŹļÉśĻ│Ā ņ׳ļŖöļŹ░, ĒŖ╣Ē׳ GMA ņÜ®ņĀæņØĆ ņŖ¼ļלĻĘĖĻ░Ć ņāØņä▒ļÉśņ¦Ć ņĢŖļŖöļŗżļŖö ĒŖ╣ņ¦Ģ ļĢīļ¼ĖņŚÉ ņÜ®ņĀæ ņ×ÉļÅÖĒÖöņŚÉ Ļ░Ćņן ņĀüĒĢ®ĒĢ£ ĻĖ░ņłĀļĪ£ Ļ┤æļ▓öņ£äĒĢśĻ▓ī ņĀüņÜ®ļÉśĻ│Ā ņ׳ļŗż. ņĄ£ĻĘ╝ņŚÉ ĻĄŁļé┤ņŚÉņä£ ļĪ£ļ┤ćņÜ®ņĀæ ļ░Å ĻĖ░Ļ│äĒÖöņÜ®ņĀæņØ┤ ĒÖĢņé░ļÉśļ®┤ņä£ GMA ņÜ®ņĀæņ£╝ļĪ£ ļīĆņ▓┤ļÉśļŖö ņČöņäĖņŚÉ ņ׳ļŗż1). ĒĢśņ¦Ćļ¦ī GMA ņÜ®ņĀæņŚÉņä£ ņÜ®ņĀæņżæ ņŖżĒī©Ēä░Ļ░Ć ļ░£ņāØĒĢśņŚ¼ ņÜ®ņĀæĒÆłņ¦łņŚÉ Ēü¼Ļ▓ī ņśüĒ¢źņØä ļ»Ėņ╣śĻ│Ā ņ׳ļŗż. ņØ╝ļ░śņĀüņ£╝ļĪ£ ņÜ®ņĀæ ņŖżĒī©Ēä░ļŖö ņÜ®ņĀæļČĆņŚÉ ĻĘĀņŚ┤ņØä ņØ╝ņ£╝ĒéżĻ▒░ļéś ļģĖņ”ÉņØä ņśżņŚ╝ņŗ£ņ╝£ ļ│┤ĒśĖĻ░ĆņŖżņØś ĒØÉļ”äņØä ļ¦ēņĢä ņÜ®ņĀæņä▒ņØä ļ¢©ņ¢┤ņ¦ĆĻ▓ī ĒĢśĻ│Ā ņĄ£ņóģņĀüņ£╝ļĪ£ ņÜ®ņĀæĒÆłņ¦ł ņĀĆĒĢśļź╝ ņØ╝ņ£╝Ēé©ļŗż. ļśÉĒĢ£ ņŖżĒī©Ēä░ļź╝ ņĀ£Ļ▒░ĒĢśļŖöļŹ░ ņé¼ņÜ®ļÉśļŖö ņŗ£Ļ░äĻ│╝ ļģĖļĀźņØĆ ņÜ®ņĀæ ņāØņé░ņä▒ņØä ņĀĆĒĢ┤ĒĢśļŖö ņŻ╝ņÜö ņÜöņØĖņ£╝ļĪ£ ņ×æņÜ®ĒĢ£ļŗż. ņØ┤ļ¤¼ĒĢ£ ņŖżĒī©Ēä░ ļ░£ņāØņØä ņĀĆĻ░ÉĒĢśņŚ¼ Ļ│╝Ļ▒░ļČĆĒä░ ņÜ®ņĀüņØ┤Ē¢ē ĒśĢĒā£ņŚÉ ļö░ļźĖ ņŖżĒī©Ēä░ ļ░£ņāØĒśäņāüņŚÉ ļīĆĒĢ£ ļ¦ÄņØĆ ņŚ░ĻĄ¼Ļ░Ć ņłśĒ¢ē ļÉśņŚłņ¦Ćļ¦ī, ļŗ©ņł£Ē׳ ņÜ®ņĀæņĀäņøÉņŚÉ ņ¦æņżæļÉśņ¢┤ ņÖöļŗż.
Ito et al.2)ņØĆ ĒÄäņŖż CO2 ņĢäĒü¼ ņÜ®ņĀæņŚÉņä£ ņŖżĒī©Ēä░ ņĀĆĻ░ÉņØä ņ£äĒĢ£ ņŚ░ĻĄ¼ļź╝ ņłśĒ¢ēĒĢśņśĆĻ│Ā, Mita3)ņÖĆ Maruyama et al.4)ņØĆ Ļ│ĀņåŹ ņĀ£ņ¢┤ ļŖźļĀźņØä Ļ░Ćņ¦ä ņØĖļ▓äĒä░ ņÜ®ņĀæĻĖ░ļź╝ Ļ░£ļ░£ĒĢśņŚ¼ ņŖżĒī©Ēä░ļź╝ ņĀĆĻ░ÉĒĢśĻĖ░ ņ£äĒĢ£ ņŚ░ĻĄ¼ļź╝ ņłśĒ¢ēĒĢśņśĆļŗż. Schweier et al.5)ļŖö ļĀłņØ┤ņĀĆ ņÜ®ņĀæņŚÉņä£ Ļ│ĀņåŹ ņ╣┤ļ®öļØ╝ ņØ┤ļ»Ėņ¦Ćļź╝ ņØ┤ņÜ®ĒĢśņŚ¼, ĒåĄĻ│äņĀüņ£╝ļĪ£ ņÜ®ņĀæņŗżĒŚś ņżæņŚÉ ņŖżĒī©Ēä░ ņłśņÖĆ ņÜ®ņĀæ ļ¦żĻ░£ļ│Ćņłś Ļ░äņØś ņāüĻ┤ĆĻ┤ĆĻ│äļź╝ ļČäņäØĒĢśņśĆļŗż.
Jeong et al.6)ņØĆ ņłśņ¦ü ņÜ®ņĀæņŚÉņä£ ņŖżĒī©Ēä░ ņāēņāü ļ░Å ĒśĢņāü ļŹ░ņØ┤Ēä░ļź╝ ļČäņäØĒĢśņŚ¼ ņ×ÉļÅÖ ņÜ®ņĀæ ļØ╝ņØĖņØś ņŖżĒī©Ēä░ļź╝ ņżäņØ┤ļŖö ļ░®ļ▓ĢņŚÉ ļīĆĒĢ┤ ņŚ░ĻĄ¼ļź╝ ĒĢśņśĆĻ│Ā, Gao et al.7)ļŖö ļööņŖżĒü¼ ļĀłņØ┤ņĀĆ ņÜ®ņĀæņŚÉņä£ņØś Ēöīļ¤╝ ļČäļźś ļ░Å ņŖżĒī© Ēä░ ĒŖ╣ņä▒ņØä ĻĖ░ļ░śņ£╝ļĪ£ ĒĢ£ ņÜ®ņĀæ ņĢłņĀĢņä▒ ĒÅēĻ░ĆĒĢśņśĆļŗż. Gunenthiram et al.8)ļŖö ņŖżĒī©Ēä░ ļ░░ņČ£ļ¤ēņØś ņĀĢļ¤ēĒÖö ļ░Å ņÜ®ņ£Ąļ¼╝ ĒÆĆ Ļ▒░ļÅÖĻ│╝ņØś ņāüĻ┤ĆĻ┤ĆĻ│äļź╝ ļČäņäØĒĢśņśĆņ£╝ļ®░, WuņÖĆ Flynn9)ņØĆ GMA ņÜ®ņĀæņŚÉņä£ ņĀ£ņĢłļÉ£ ĒĢśņØ┤ļĖīļ”¼ļō£ ņĀ£ņ¢┤ ļ░®ļ▓Ģņ£╝ļĪ£ ņČ£ļĀź ņĀäņĢĢĻ│╝ ņČ£ļĀź ņĀäļźśņØś ļ╣ĀļźĖ ņĪ░ņĀłņØś ĒÜ©Ļ│╝ļź╝ ņŗżĒŚśņĀüņ£╝ļĪ£ ņ”Øļ¬ģĒĢśņśĆļŗż. Yamamoto et al.10)ļŖö ņØĖļ▓äĒä░ ņĀ£ņ¢┤ ĒÄäņŖż Pulsed GMA ņÜ®ņĀæĻĖ░ļź╝ ņé¼ņÜ®ĒĢśņŚ¼ ņŖżĒī©Ēä░ Ļ░Éņåī ļ░®ļ▓ĢņØä Ļ░£ļ░£ĒĢśņśĆļŗż. Suga11)ņÖĆ Mita12)ļŖö ņÜ®ņĀæņ×¼ļŻī Ļ┤ĆņĀÉņŚÉņä£ ņŖżĒī©Ēä░ļź╝ ņżäņØ┤ĻĖ░ ņ£äĒĢ£ ņŚ░ĻĄ¼ļź╝ ņłśĒ¢ēĒĢśņśĆļŗż.
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņäĀĒ¢ēļÉ£ ņŖżĒī©Ēä░ Ļ┤ĆļĀ© ņŚ░ĻĄ¼ņŚÉ ĻĖ░ņ┤łļĪ£ĒĢśņŚ¼ ņŖżĒī©Ēä░ ļ░£ņāØņØä ņĀĆĻ░Éņŗ£ĒéżĻ│Āņ×É ņÜ®ņĀüņØ┤ ņÜ®ņ£Ąņ¦ĆļĪ£ ņØ┤Ē¢ēĒĢśļŖö ņĀä Ļ│╝ņĀĢņØä ņ┤¼ņśüĒĢśņŚ¼ ņŖżĒī©Ēä░ ļ░£ņāØ Ļ│╝ņĀĢ ļ░Å ņŖżĒī©Ēä░Ļ░Ć ļ¬©ņ×¼ņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØä Ļ┤Ćņ░░ĒĢśņśĆņ£╝ļ®░, ņØ┤ļĢī ņÜ®ņĀæņĀäļźśņØś ņł£Ļ░äņĀüņØĖ ļ│ĆĒÖöļź╝ ļČäņäØĒĢ©ņ£╝ļĪ£ņŹ©, ņŖżĒī©Ēä░ ļ░£ņāØ ņł£Ļ░äĻ│╝ ņøÉņØĖņØä ļÅäņČ£ĒĢśņśĆļŗż. ļśÉĒĢ£ ņÜ®ņĀæ Ļ│ĄņĀĢļ│ĆņłśņŚÉ ļö░ļźĖ ņŖżĒī©Ēä░ ņŻ╝ĒÜ©Ļ│╝ ļ░Å ņŖżĒī©Ēä░ņŚÉ ļö░ļźĖ ņÜ®ņĀæļČĆ Ļ▓ĮļÅä ņŻ╝ĒÜ©Ļ│╝ ļČäņäØņØä ĒåĄĒĢ┤ ņłśņ¦ü GMA ņÜ®ņĀæļČĆ ņŖżĒī©Ēä░ ņČöņĀü ņĢīĻ│Āļ”¼ņ”śņØä Ļ░£ļ░£ĒĢśņŚ¼ ņŖżĒī©Ēä░ ņ×ģņ×ÉĒü¼ĻĖ░ņØś ņĀĆĻ░É ĒÜ©Ļ│╝ļź╝ ĒÖĢņØĖĒĢśĻ│Ā, ĻĘĀņŚ┤ņä▒ņןņŚÉ ņØśĒĢ£ Ēīīļŗ©ņØä ļ░®ņ¦ĆĒĢśļŖö Ļ░ĆņØ┤ļō£ļØ╝ņØĖņØä ņĀ£ņŗ£ĒĢśĻ│Āņ×É ĒĢ£ļŗż.
2. ņÜ®ņĀæļČĆ ņŖżĒī©Ēä░ ņŗżĒŚś
2.1 ņŗżĒŚś ņןņ╣ś ļ░Å ļ░®ļ▓Ģ
Ļ░ĆņŖżļ®öĒāłņĢäĒü¼(Gas Metal Arc) ņÜ®ņĀæņØś ļŗ©ļØĮņØ┤Ē¢ēņśüņŚŁņŚÉ ņ׳ņ¢┤ņä£ ņÜ®ņĀüņØ┤Ē¢ēņØĆ ņÜ®ņĀüņØś ņä▒ņן ļ░Å ņØ┤Ē¢ēĻ│╝ Ļ┤ĆĻ│äļÉ£ ļ¼╝ļ”¼ņĀüņØĖ ņ¢æ(ņĀäņĢĢ, ņĀäļźś, ņ×¼ļŻī ļō▒)ņŚÉ ļö░ļØ╝ ļŗ¼ļØ╝ņ¦äļŗż. ĒŖ╣Ē׳, ņÜ®ņĀüņØ┤ ņÜ®ņ£Ąņ¦ĆņåŹņ£╝ļĪ£ ņØ┤Ē¢ēļÉĀ ļĢī ņÜ®ņĀüņØś ņä▒ņןņØ┤ ņĀĢņāüņĀüņ£╝ļĪ£ ņØ╝ņ¢┤ļéśņ¦Ć ņĢŖņØĆ ņāüĒā£ņŚÉņä£ ņÜ®ņĀæņĀäļźśņØś ĻĖēĻ▓®ĒĢ£ ņāüņŖ╣ņØ┤ ņØ╝ņ¢┤ļéśļ®┤ ņÜ®ņĀüņØ┤ ņÜ®ņ£Ąņ¦ĆņåŹņ£╝ļĪ£ ņØ┤Ē¢ēļÉśņ¦Ć ņĢŖņĢśņØīņŚÉļÅä ļČłĻĄ¼ĒĢśĻ│Ā ņĢäĒü¼Ļ░Ć ļ░£ņāØĒĢśĻ▓ī ļÉśņ¢┤ ņŖżĒī©Ēä░Ļ░Ć ļ░£ņāØĒĢśĻ▓ī ļÉ£ļŗż. ņØ┤ļ¤¼ĒĢ£ ņŖżĒī©Ēä░ļŖö ļČłļ¤ēĒĢ£ ņÜ®ņĀæņāüĒā£ņÖĆ ņśżņŚ╝ļÉ£ ļģĖņ”ÉņØä ĒåĄĒĢ┤ ļ│┤ĒśĖĻ░ĆņŖżņØś ĒØÉļ”äņØä ļ░®ĒĢ┤ĒĢśņŚ¼ ņÜ®ņĀæĒÆłņ¦łņØä ņĀĆĒĢ┤ņŗ£ĒéżļŖö ņÜöņØĖņ£╝ļĪ£ ņ×æņÜ®ĒĢśĻ▓ī ļÉ£ļŗż.
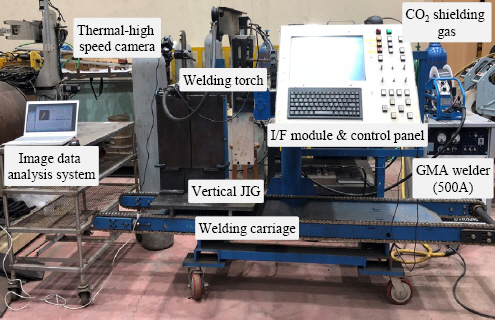
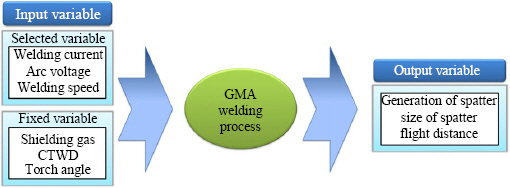
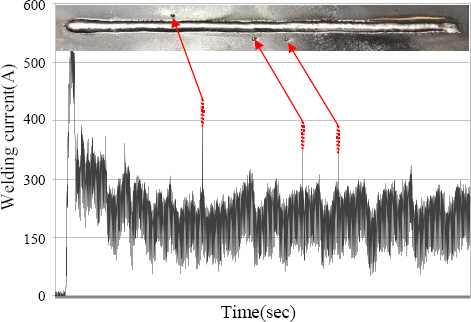
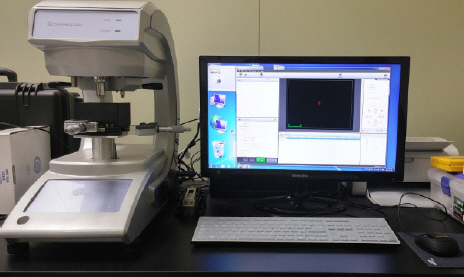
ņłśņ¦ü GMA ņÜ®ņĀæĻ│ĄņĀĢņŚÉņä£ ļ░£ņāØļÉśļŖö ņŖżĒī©Ēä░ ļČäĒż ļ░Å ņÜ®ņĀæļČĆņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØä ļČäņäØĒĢśĻĖ░ ņ£äĒĢśņŚ¼ 500AĻĖē GMAņÜ®ņĀæĻĖ░ņÖĆ ĒåĀņ╣ś ĻĄ¼ļÅÖļČĆ, ņÖĆņØ┤ņ¢┤ ņåĪĻĖēņןņ╣ś, ņłśņ¦üĒśĢ ņÜ®ņĀæ JIGļĪ£ ņÜ®ņĀæ ņŗ£ņŖżĒģ£ņØä ĻĄ¼ņä▒ĒĢśņŚ¼ ņÜ®ņĀæņŗżĒŚśņØä ņŗżņŗ£ĒĢśņśĆļŗż. ņÜ®ņĀæņÖĆņØ┤ņ¢┤ļŖö ņåöļ”¼ļō£ ņÖĆņØ┤ņ¢┤(YGW 11, 1.2Ōłģ)ļź╝ ņé¼ņÜ®ĒĢśņśĆņ£╝ļ®░, ļ│┤ĒśĖĻ░ĆņŖżļŖö ņÜ®ņĀæĻĖ░ļź╝ ĒåĄĒĢ┤ ĒåĀņ╣śņŚÉ Ļ│ĄĻĖēļÉśļÅäļĪØ Ļ░£ļ│äņĀüņØĖ ļ┤äļ▓Āļź╝ ņé¼ņÜ®ĒĢśņŚ¼ ņŗ£ņŖżĒģ£ņØä Fig. 1Ļ│╝ Ļ░ÖņØ┤ ĻĄ¼ņä▒ĒĢśņśĆļŗż. ļśÉĒĢ£ ļ│┤ļŗż ņ▓┤Ļ│äņĀüņØĖ ļŹ░ņØ┤Ēä░ ņłśņ¦æ ļ░Å Ļ▓░Ļ│╝ļČäņäØņØä ņ£äĒĢśņŚ¼ ņÜ®ņĀæņĀäļźś ļ░Å ņĀäņĢĢņØĆ ļ¬©ļŗłĒä░ļ¦ü ņŗ£ņŖżĒģ£(WTS-100A)ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ļŹ░ņØ┤Ēä░ļź╝ ņłśņ¦æĒĢśņśĆņ£╝ļ®░, Ļ│ĄņĀĢļ│ĆņłśņŚÉ ļö░ļźĖ ņŖżĒī©Ēä░ ļČäĒżļź╝ ņłśņ╣śņĀüņ£╝ļĪ£ ĒÖĢņØĖĒĢśņśĆļŗż. ļ¬©ņ×¼ļŖö Ēæ£ļ®┤ņś©ļÅäĻ░Ć 20┬░CņØ┤ņāü ņśłņŚ┤ĒĢ£ ņāüĒā£ņŚÉņä£ ņłśĒ¢ēĒĢśņśĆļŗż. ļ│Ė ņŗżĒŚśņØĆ ņłśņ¦ü GMA ņÜ®ņĀæĻ│ĄņĀĢņŚÉņä£ ļ░£ņāØļÉśļŖö ņŖżĒī©Ēä░ņØś ļČäĒżņÖĆ ņ×ģņ×ÉĒü¼ĻĖ░, ļ╣äĒ¢ēĻ▒░ļ”¼ ļō▒ņŚÉ ļö░ļØ╝ ņÜ®ņĀæļČĆņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØä ĒÖĢņØĖĒĢśĻ│Ā ņÜ®ņĀæĒÆłņ¦łņØä ņŗżņŗ£Ļ░äņ£╝ļĪ£ ļ¬©ļŗłĒä░ļ¦üĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ņłśĒ¢ēĒĢśņśĆņ£╝ļ®░, Ļ│ĄņĀĢļ│ĆņłśļĪ£ļŖö ņÜ®ņĀæņĀäļźś, ņĢäĒü¼ņĀäņĢĢ, ņÜ®ņĀæņåŹļÅäļĪ£ ņäĀņĀĢĒĢśņŚ¼ ņÜ®ņĀæņŗżĒŚśņØä ņłśĒ¢ēĒĢśņśĆļŗż. ņÜ®ņĀæĻ│ĄņĀĢ ļČäņäØņØä ņ£äĒĢśņŚ¼ ņČ£ļĀźļ│ĆņłśļŖö ņŖżĒī©Ēä░ņØś ļČäĒż, ņ×ģņ×ÉĒü¼ĻĖ░, ļ╣äĒ¢ēĻ▒░ļ”¼ļĪ£ ņäĀņĀĢĒĢśņśĆņ£╝ļ®░, Fig. 2ņŚÉ ļéśĒāĆļéĖ ļ░öņÖĆ Ļ░ÖņØ┤ ņłśņ¦ü GMA ņÜ®ņĀæļČĆ ņŖżĒī©Ēä░ ņŗżĒŚśņØä ņłśĒ¢ēĒĢśņśĆļŗż.
ĻĖ░ĒāĆļ│ĆņłśļōżņØĆ ņłśņ¦ü GMA ņÜ®ņĀæĻ│ĄņĀĢņŚÉņä£ ņØ╝ļ░śņĀüņ£╝ļĪ£ ņé¼ņÜ®ļÉśļŖö ņÜ®ņĀæĒåĀņ╣ś Ļ░üļÅä, ņÜ®ņĀæļ░®Ē¢ź, CTWD(Contact Tip to Workpiece Distance) ļō▒ņØ┤ ņ׳ņ£╝ļ®░, ņØ┤ļŖö ļŗżņłśņØś ĻĖ░ņĪ┤ ņŚ░ĻĄ¼Ļ▓░Ļ│╝ ļ░Å ņśłļ╣äņŗżĒŚśņØä ĒåĄĒĢ┤ ņäĀņĀĢĒĢśņŚ¼ ļ│Ė ņÜ®ņĀæņŗżĒŚśņŚÉ ņĀüņÜ®ĒĢśņśĆļŗż. ļö░ļØ╝ņä£ CTWD ļ░Å ņÜ®ņĀæĒåĀņ╣ś Ļ░üļÅäņØś Ļ▓ĮņÜ░ ĻĖ░ņĪ┤ņØś ņłśņ¦ü GMA ņÜ®ņĀæĻ┤ĆļĀ© ņäĀĒ¢ēņŚ░ĻĄ¼ļōżņŚÉņä£ ņäĀņĀĢĒĢ┤ņÖöļŹś 15mm, 15┬░ņØś Ļ░ÆļōżļĪ£ Ļ│ĀņĀĢĒĢśņŚ¼ ņŗżĒŚśņØä ņ¦äĒ¢ēĒĢśņśĆņ£╝ļ®░, Fig. 3ņŚÉ ņÜ®ņĀæĒåĀņ╣śņØś CTWDņÖĆ ĒåĀņ╣ś Ļ░üļÅäņŚÉ ļīĆĒĢ£ ļ¬©ņŗØļÅäļź╝ ļéśĒāĆļéĖļŗż.

ņÜ®ņĀæļ¬©ņ×¼ļŖö ņØ╝ļ░ś ĻĄ¼ņĪ░ņÜ® ņĢĢņŚ░Ļ░Ģņ×¼ņØĖ SS400 ņ×¼ņ¦łņØś ĒÅēĒīÉņØä ņé¼ņÜ®ĒĢśņśĆņ£╝ļ®░, 400├Ś400├Ś15mm ĻĘ£Ļ▓®ņØś ĒÅēĒīÉ ņŗ£ĒŚśĒÄĖņØä ņĀ£ņ×æĒĢśņśĆņ£╝ļ®░, ņŗżĒŚśņŚÉ ņé¼ņÜ®ļÉ£ ņŗ£ĒŚśĒÄĖņØś ĻĖ░Ļ│äņĀü ņä▒ņ¦ł ļ░Å ĒÖöĒĢÖņĀü ņĪ░ņä▒ņØĆ Tables 1Ōł╝2ņŚÉ Ļ░üĻ░ü ļéśĒāĆļéĖļŗż. ņŗ£ĒŚśĒÄĖņŚÉ ņÜ®ņĀæĒĢśĻ│Āņ×É ĒĢśļŖö ņÜ®ņĀæļČĆņØś ļģ╣, ņŖżņ╝ĆņØ╝, ņé░ĒÖöļ¼╝ ļō▒ ņØ┤ļ¼╝ņ¦łņØ┤ ņÜ®ņĀæĻ▓░ĒĢ©ņØś ņøÉņØĖņ¦Ć ļÉśņ¦Ć ņĢŖļÅäļĪØ ņÖĆņØ┤ņ¢┤ ļĖīļ¤¼ņŗ£ ļ░Å ņāīļō£ĒÄśņØ┤ĒŹ╝ļĪ£ ņŗ£ĒŚśĒÄĖņØä Ļ╣©ļüŚņØ┤ ļŗ”ņĢäļé┤ņ¢┤ Fig. 4ņŚÉ ņÜ®ņĀæņŗ£ĒŚśĒÄĖņØś ĻĘ£Ļ▓®Ļ│╝ ņłśņ¦ü GMA ņÜ®ņĀæļČĆ ņŖżĒī©Ēä░ ņŗżĒŚś Ļ░£ļץļÅäļź╝ ļéśĒāĆļéĖļŗż.
Table┬Ā1
Mechanical properties of base metal
| Material | Yield strength (MPa) | Tensile strength (MPa) | Elongation (%) | Hardness (HV) |
|---|---|---|---|---|
| SS400 | 250 | 400 | 23 | 160 |

2.2 ņŗżĒŚś Ļ│äĒÜŹ
ņØ╝ļ░śņĀüņØĖ ņŗżĒŚśĻ│äĒÜŹļ▓Ģņ£╝ļĪ£ ņĢīļĀżņ¦ä ņÖäņĀäņÜöņØĖņäżĻ│äņØś Ļ▓ĮņÜ░ Ļ░üĻ░üņØś ņ×ģļĀźļ│ĆņłśļōżņØś ņłśņżĆņØä ņØ╝ņĀĢĻ░äĻ▓®ņ£╝ļĪ£ ļ░░ņ╣śĒĢśņŚ¼ ļ¬©ļōĀ ņ×ģļĀźļ│ĆņłśļōżĻ░ä ņłśņżĆņØś ņĪ░ĒĢ®ņŚÉ ņØśĒĢ┤ ņŗżĒŚśņØ┤ ņØ┤ļŻ©ņ¢┤ņ¦ĆĻ▓ī ļÉ£ļŗż. ņ×ģļĀźļ│ĆņłśņØś ņłśĻ░Ć nĻ░£ņØ┤Ļ│Ā, ņłśņżĆņØś ņłśĻ░Ć kĻ░£ņØĖ Ļ▓ĮņÜ░ ņ┤Ø knĻ░£ņØś ņŗżĒŚśĒܤņłśļź╝ ņłśļ”ĮĒĢĀ ņłś ņ׳ņ£╝ļ®░, ņØ┤ņÖĆ Ļ░ÖņØĆ ņÖäņĀäņÜöņØĖļ░░ņ╣śļ▓ĢņØĆ ņŗżĒŚśņłśĒ¢ēņØä ņ£äĒĢ£ ņŗ£Ļ░ä ļ░Å ļ╣äņÜ®ņØ┤ ļŖśņ¢┤ļéśĻ│Ā ļ░śņØæņØś ļ╣äņäĀĒśĢņĀü ļ│ĆĒÖöĻ░Éņ¦ĆĻ░Ć ļŗżņåī ļČĆņĪ▒ĒĢ£ ļŗ©ņĀÉņØä Ļ░Ćņ¦ĆĻ│Ā ņ׳ņ£╝ļéś Ļ░üĻ░üņØś ļ│Ćņłś ĒŖ╣ņä▒ņ╣śņŚÉ ļīĆĒĢ£ Ļ│ĄņĀĢņØś ņŚ¼ļ¤¼ Ļ░Ćņ¦Ć ņÜöņØĖ ĒĢ┤ņäØņØ┤ Ļ░ĆļŖźĒĢśļŗż.
ļö░ļØ╝ņä£, ļ│Ė ņŗżĒŚśņŚÉņä£ļŖö ņ×ģļĀźļ│Ćņłś ļ│ĆĒÖöņŚÉ ļö░ļźĖ ņČ£ļĀźļ│Ćņłś ļ░śņØæņØś ļ¬©ļōĀ ņÜöņØĖĒÜ©Ļ│╝ļź╝ ņČöņĀĢĒĢĀ ņłś ņ׳Ļ│Ā Ļ│Āņ░©ņØś ĻĄÉĒśĖņ×æņÜ® ĒÜ©Ļ│╝ļź╝ Ļ▓ĆņČ£ĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ņÖäņĀäņÜöņØĖļ░░ņ╣śļ▓Ģ(FFD)ņØä ņĀüņÜ®ĒĢśņśĆļŗż. ņ×ģļĀźļ│Ćņłś(ņÜ®ņĀæņĀäļźś, ņĢäĒü¼ņĀäņĢĢ, ņÜ®ņĀæņåŹļÅä)ņØś ņĀüņĀĢņłśņżĆ ļ░Å ļ▓öņ£äļŖö ņśłļ╣äņŗżĒŚśņØä ĒåĄĒĢśņŚ¼ ņĀĢĒĢśņśĆņ£╝ļ®░, ņ×ģļĀźļ│ĆņłśņØś ņłśļŖö 3Ļ░£ņØ┤Ļ│Ā ņłśņżĆņØś ņłśļŖö 3ņ£╝ļĪ£ņŹ© ņ┤Ø 27ĒÜīņØś ņŗżĒŚśņĪ░Ļ▒┤ņØ┤ ņāØņä▒ļÉśņŚłļŗż. Table 3ņØĆ ņ×ģļĀźļ│ĆņłśņØś ņŗżĒŚśļ│Ćņłś ļ░Å ņłśņżĆņØä ļéśĒāĆļéĖļŗż.
3. ņŗżĒŚś ļČäņäØ
3.1 ņŖżĒī©Ēä░ ļ░£ņāØļ¤ē ļČäņäØ
ņÜ®ņĀæļČĆ ņŖżĒī©Ēä░ ņŗżĒŚśņØĆ ņłśņ¦ü GMA ņÜ®ņĀæĻ│ĄņĀĢņŚÉņä£ ļ░£ņāØļÉśļŖö ņŖżĒī©Ēä░ ļ░£ņāØļ¤ēņØä ĒÖĢņØĖĒĢśĻĖ░ ņ£äĒĢ┤ ņłśļ”ĮĒĢ£ ņŗżĒŚśĻ│äĒÜŹņØä ĻĖ░ļ░śņ£╝ļĪ£ ņłśĒ¢ēĒĢśņśĆņ£╝ļ®░, ņŖżĒī©Ēä░ņØś Ēü¼ĻĖ░ņÖĆ ļ╣äĒ¢ēĻ▒░ļ”¼ļŖö ņ£ĪņĢłĻ▓Ćņé¼ļź╝ ĒåĄĒĢ┤ ņĖĪņĀĢĒĢśĻ│Ā ņŖżĒī©Ēä░ņØś ļ░£ņāØļ¤ēņØĆ ņÜ®ņĀæņĀäļźś ļ░Å ņĢäĒü¼ņĀäņĢĢ ļ¬©ļŗłĒä░ļ¦ü ņŗ£ņŖżĒģ£(WTS-100A)ņØä ņé¼ņÜ®ĒĢśņśĆļŗż. ņŖżĒī©Ēä░ņØś ļ░£ņāØņØĆ ņÜ®ņĀæĻ│ĄņĀĢņŗ£ ļŗ©ļØĮņØ┤Ē¢ēņŚÉņä£ ļŗ©ļØĮ Ēøä ļŗżņŗ£ ņĢäĒü¼ ņ×¼ ļ░£ņāØ ņżæ ņĀäļźś ļ░Å ņĀäņĢĢņĪ░Ļ▒┤ņØś ļČłņĢłņĀĢņ£╝ļĪ£ ņĢäĒü¼ņŚÉ ņØśĒĢ£ ņÜ®ņ£ĄĒÆĆņØś ļ╣äņé░ņŚÉ ņØśĒĢ┤ ļ░£ņāØĒĢśĻ▒░ļéś ņÖĆņØ┤ņ¢┤ņØś ņØ┤ļ¼╝ņ¦łņØ┤ļéś ņåīņ×¼ņÖĆņØś ņĀüĒĢ®ĒĢśņ¦Ć ņĢŖņØĆ ņĪ░ĒĢ®ņŚÉ ņØśĒĢ┤ ļ░£ņāØĒĢ£ļŗż. ņØ┤ļ¤¼ĒĢ£ ņÜ®ņĀüņØ┤Ē¢ēņØĆ ĒÜīņĀäņØ┤Ē¢ēĻ│╝ ļ░śļ░£ņØ┤Ē¢ēņ£╝ļĪ£ ņŖżĒŖĖļ”¼ļ░Ź ņØ┤Ē¢ē ņĪ░Ļ▒┤ļ│┤ļŗż ļåÆņØĆ ņĀäļźśņŚÉņä£ ļ░£ņāØĒĢśļŖö ņØ┤Ē¢ē ĒśĢĒā£ļĪ£ņŹ©, ņĀĆĒĢŁņŚ┤Ļ│╝ ņĢäĒü¼ņŚ┤ņŚÉ ņØśĒĢ┤ ņÜ®ņ£ĄļÉ£ ņÖĆņØ┤ņ¢┤ņØś ļüØņØ┤ ņĀäņ×ÉĻĖ░ļĀźņØś ņśüĒ¢źņØä ļ░øņĢä ļéśņäĀĒśĢ ĻČżņĀüņØä ĻĘĖļ”¼ļ®┤ņä£ ļ╣ĀļźĖņåŹļÅäļĪ£ ņÜ®ņ£Ąņ¦Ćļź╝ ņ╣©ņŗØĒĢśļŖö ĒśĢĒā£Ļ░Ć ļ░£ņāØļÉ£ļŗż.
ņØ┤ļ¤¼ĒĢ£ ņØ┤Ē¢ēņØĆ ļČłņĢłņĀĢĒĢ£ ĒÜīņĀä ļ░Å ļ░śļ░£ ņØ┤Ē¢ēņĪ░Ļ▒┤ņ£╝ļĪ£ ņÜ®ņĀæņØ┤ ņØ┤ļŻ©ņ¢┤ņ¦Ćļ®┤ ņĢäĒü¼Ļ░Ć ļČłņĢłņĀĢĒĢśĻ│Ā ļīĆĒśĢ ņŖżĒī©Ēä░Ļ░Ć ņØ╝ņ¢┤ļéśĻĖ░ ļĢīļ¼ĖņŚÉ ĒÜīņĀä ļ░Å ļ░śļ░£ ņØ┤Ē¢ēņØ┤ ļ░£ņāØļÉśņ¦Ć ņĢŖļŖö ļ▓öņ£äņŚÉņä£ ņÜ®ņĀæņØä ņłśĒ¢ēĒĢśļŖö Ļ▓āņØ┤ ņØ╝ļ░śņĀüņØ┤ļŗż13). ņ£äņÖĆ Ļ░ÖņØĆ ņØ┤ņ£ĀļĪ£ ņŖżĒī©Ēä░ņØś ļ░£ņāØņØä ņĄ£ņåīĒÖöņŗ£ĒéżĻĖ░ ņ£äĒĢ┤ Ļ│ĄņĀĢļ│ĆņłśņŚÉ ļö░ļźĖ ņŖżĒī©Ēä░ ļ░£ņāØļ¤ē, Ēü¼ĻĖ░, ļ╣äĒ¢ēĻ▒░ļ”¼ļź╝ ļČäņäØĒĢśĻ│Āņ×É ĒĢśņśĆņ£╝ļ®░, ņŖżĒī©Ēä░ņØś ļ░£ņāØļ¤ēĻ│╝ ņĖĪņĀĢĻ▓░Ļ│╝ļź╝ Table 4 ļ░Å Fig. 5ņŚÉ ļéśĒāĆļéĖļŗż.
Table┬Ā4
Results of vertical GMA experiment



























3.2 Ļ▓ĮļÅä ņŗżĒŚś
ļ│Ė ņŚ░ĻĄ¼ļŖö ņÜ®ņ░®ĻĖłņåŹļČĆņÖĆ ņŚ┤ņśüĒ¢źļČĆņŚÉ ĒĢ£ņĀĢļÉ£ Ļ▓ĮļÅä ņŗ£ĒŚśņØä ņłśĒ¢ēĒĢśņśĆņ£╝ļ®░, Fig. 6ņØś ļ╣äņ╗żņŖżĻ▓ĮļÅäĻ│äļź╝ ņé¼ņÜ®ĒĢśņŚ¼ Ļ▓ĮļÅäņŗżĒŚśņØä ņłśĒ¢ēĒĢśņśĆļŗż. ņØ┤ ļĢī ņé¼ņÜ®ļÉ£ ĒĢśņżæņØĆ 0.5Nņ£╝ļĪ£ ņÜ®ņ░®ĻĖłņåŹļČĆ Ļ░ĆņÜ┤ļŹ░ļź╝ ņżæņŗ¼ņ£╝ļĪ£ ņóīņÜ░ņĖĪņ£╝ļĪ£ 3ĒÜīņö® ņĖĪņĀĢĒĢśņśĆņ£╝ļ®░, Ļ▓ĮļÅä ņĖĪņĀĢņŗ£ ļ░£ņāØļÉśļŖö ļ»ĖņäĖĒæ£ņŗ£ņŚÉ ņØśĒĢ£ ņāüļīĆ Ļ▓ĮļÅäļōżņŚÉ ņśüĒ¢źņØä ņŻ╝ņ¦Ć ņĢŖņØĆ 0.15mm Ļ░äĻ▓®ņ£╝ļĪ£ Ļ▓ĮļÅäļČäņäØņØä ņłśĒ¢ēĒĢśņśĆļŗż. Fig. 7ņØĆ ņÜ®ņĀæ ņŗ£ĒŚśĒÄĖņØś Ļ▓ĮļÅäņĖĪņĀĢ ņ£äņ╣śļź╝ ļéśĒāĆļéĖ ĻĘĖļ”╝ņØ┤ļ®░, ņŖżĒī©Ēä░ ļ░£ņāØņŚÉ ļö░ļźĖ ļ¬©ņ×¼ņØĖ SS400 ņ×¼ņ¦łņØś Ļ▓ĮļÅäļ│┤ļŗż ņ¢┤ļŖÉņĀĢļÅäņØś Ļ░ĢļÅäĻ░Ć ņāüņŖ╣ĒĢśļŖöņ¦Ć ĒÖĢņØĖĒĢśĻĖ░ ņ£äĒĢ┤ Table 5ņÖĆ Ļ░ÖņØ┤ ņŚ┤ņśüĒ¢źļČĆ 7ĒÜī, ņÜ®ņ░®ĻĖłņåŹļČĆ 3ĒÜīņŚÉ ļīĆĒĢ£ Ļ▓ĮļÅäņ╣śļź╝ ĒÅēĻĘĀĻ░Æņ£╝ļĪ£ ņé░ņČ£ĒĢśņśĆļŗż.
Table┬Ā5
Results of hardness

4. Ļ▓░Ļ│╝ ļ░Å Ļ│Āņ░░
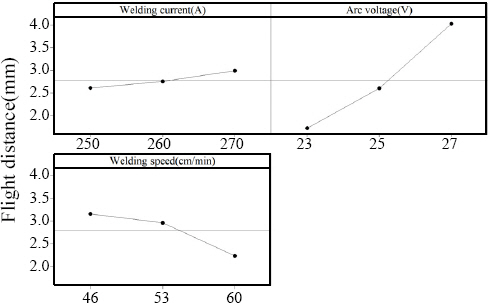
4.1 ņÜ®ņĀæ Ļ│ĄņĀĢļ│ĆņłśņŚÉ ļö░ļźĖ ņŖżĒī©Ēä░ ņŻ╝ĒÜ©Ļ│╝ ļČäņäØ
ņłśņ¦ü GMA ņÜ®ņĀæĻ│ĄņĀĢņŚÉņä£ ņé¼ņÜ®ļÉ£ 3Ļ░Ćņ¦Ć ļ│Ćņłś(ņÜ®ņĀæņĀäļźś, ņĢäĒü¼ņĀäņĢĢ, ņÜ®ņĀæņåŹļÅä)ņŚÉ ļö░ļØ╝ ļ│Ąņ×ĪĒĢ£ Ļ│ĄņĀĢļ│ĆņłśļōżņØś ņāüĻ┤ĆĻ┤ĆĻ│äņŚÉņä£ ņŖżĒī©Ēä░ņŚÉ ņ¢┤ļ¢ĀĒĢ£ ņśüĒ¢źņØä ļ»Ėņ╣śļŖöņ¦Ć ĒÖĢņØĖĒĢśĻĖ░ ņ£äĒĢśņŚ¼ MINITAB ĒöäļĪ£ĻĘĖļשņØä ņØ┤ņÜ®ĒĢśņŚ¼ ņŻ╝ĒÜ©Ļ│╝ļÅäļź╝ ļČäņäØĒĢśņśĆļŗż. ņØ┤ļ¤¼ĒĢ£ ļČäņäØņØĆ ņŖżĒī©Ēä░ ĒśĢņä▒ĒĢśļŖöļŹ░ ņśüĒ¢źļĀźņØä ļ»Ėņ╣śļŖö ņØĖņ×ÉļōżņØś ņŚ░Ļ┤Ćņä▒ņØä ĒÖĢņØĖĒĢśĻ│Āņ×É ņłśĒ¢ēĒĢśņśĆņ£╝ļ®░, Figs. 8~10ņØĆ ņŖżĒī©Ēä░ļź╝ ĒśĢņä▒ĒĢśļŖöļŹ░ ņśüĒ¢źņØä ļ»Ėņ╣śļŖö ļŗżļ│Ćļ¤ē ņØĖņ×ÉļōżņØä ļČäņäØĒĢ£ Ļ▓░Ļ│╝ļź╝ ļéśĒāĆļéĖļŗż.
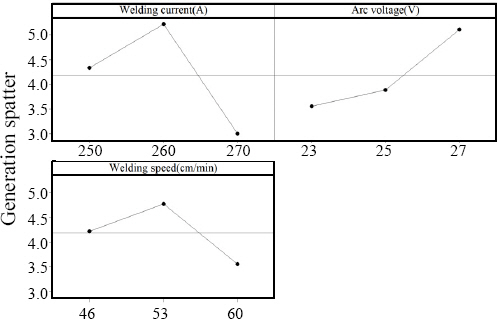

ņŖżĒī©Ēä░ ļ░£ņāØļ¤ēņØś Ļ▓ĮņÜ░ 3Ļ░Ćņ¦ĆņØś Ļ│ĄņĀĢļ│Ćņłś(ņÜ®ņĀæņĀäļźś, ņĢäĒü¼ņĀäņĢĢ, ņÜ®ņĀæņåŹļÅä)ņŚÉņä£ ņśüĒ¢źļĀźņØĆ ļ¬©ļæÉ ņØĖņ×Éļōż ņé¼ņØ┤ņŚÉņä£ ņŚ░Ļ┤Ćņä▒ņØ┤ Ļ┤Ćņ░░ļÉśņŚłņ£╝ļéś Ļ▓ĮĒ¢źņØś ņ¦ĆņåŹņä▒ņØĆ ņ£ĀņØ╝ĒĢśĻ▓ī ņĢäĒü¼ņĀäņĢĢņØ┤ ņ”ØĻ░ĆļÉĀņłśļĪØ ņŖżĒī©Ēä░ ļ░£ņāØļ¤ēņØ┤ ņ”ØĻ░ĆļÉśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż. ņØ┤ļ¤¼ĒĢ£ Ļ▓░Ļ│╝ļŖö ņĢäĒü¼ņĀäņĢĢņØä ņĀ£ņÖĖĒĢ£ ņÜ®ņĀæņĀäļźśņÖĆ ņÜ®ņĀæņåŹļÅäļŖö ņŖżĒī©Ēä░ ļ░£ņāØļ¤ēņØä ņĀ£ņ¢┤ĒĢĀ ņłś ņ׳ļŖö ņØĖņ×ÉļĪ£ļŖö ĒīÉļŗ©ĒĢĀ ņłś ņŚåļŖöĻ▓āņØä ņØśļ»ĖĒĢ£ļŗż.
ņŖżĒī©Ēä░ ņ×ģņ×ÉĒü¼ĻĖ░ļŖö ņÜ®ņĀæņĀäļźśņŚÉ ņØśĒĢ┤ ļ│ĆĒÖöļÉĀ ņłś ņ׳ļŖö ĒÜ©Ļ│╝Ļ░Ć Ļ░Ćņן Ēü¼ļ®░, Ļ▓ĮĒ¢źņØś ņ¦ĆņåŹņä▒ļÅä ĒÖĢņØĖļÉśņ¢┤ ņŖżĒī©Ēä░ņØś ņ×ģņ×ÉĒü¼ĻĖ░ļź╝ ņĀ£ņ¢┤ĒĢĀ ņłś ņ׳ļŖö ņØĖņ×ÉļĪ£ ņäĀņĀĢĒĢĀ ņłś ņ׳ļŗż. ņØ┤ļŖö ņÜ®ņĀæņĀäļźśĻ░Ć ņ”ØĻ░ĆļÉ©ņŚÉ ļö░ļØ╝ ņØĖņ╣ŁļÉśļŖö ņÖĆņØ┤ņ¢┤ ņåŹļÅäĻ░Ć ļÅÖļ░ś ņ”ØĻ░ĆļÉśņ¢┤ ņĢäĒü¼ņØś ļČłņĢłņĀĢņ£╝ļĪ£ ņØĖĒĢ£ ņÜ®ņ░®ļÉśņ¦Ć ļ¬╗ĒĢ£ ņ×ģņ×ÉņØś Ēü¼ĻĖ░Ļ░Ć ņÖĆņØ┤ņ¢┤ ņåŹļÅäņŚÉ ņØśĒĢ┤ ņ”ØĻ░ĆļÉśļŖö Ļ▓āņØä ņØśļ»ĖĒĢ£ļŗż. ļ¦łņ¦Ćļ¦ēņ£╝ļĪ£ ņŖżĒī©Ēä░ņØś ļ╣äĒ¢ēĻ▒░ļ”¼ļŖö ņÜ®ņĀæņĀäļźś, ņĢäĒü¼ņĀäņĢĢ, ņÜ®ņĀæņåŹļÅäņŚÉņä£ ļ¬©ļæÉ ņŻ╝ĒÜ©Ļ│╝Ļ░Ć ļ░£ņāØļÉśņŚłņ¦Ćļ¦ī ņāüļīĆņĀüņ£╝ļĪ£ ļ╣äĻĄÉĒĢ┤ ļ│╝ Ļ▓ĮņÜ░ ņĢäĒü¼ņĀäņĢĢņŚÉņä£ Ļ░Ćņן Ēü░ ņśüĒ¢źļĀźņØ┤ ĒÖĢņØĖļÉśņŚłļŗż. ņÜ®ņĀæņĀäļźśņÖĆ ņĢäĒü¼ņĀäņĢĢņØ┤ ņ”ØĻ░ĆĒĢĀņłśļĪØ ļ╣äĒ¢ēĻ▒░ļ”¼Ļ░Ć ļÅÖļ░ś ņ”ØĻ░ĆĒĢśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆņ£╝ļ®░, ņØ┤ļŖö ņÜ®ņĀæņĀäļźśņÖĆ ņĢäĒü¼ņĀäņĢĢņØ┤ ņāüņŖ╣ĒĢĀņłśļĪØ ņĢäĒü¼ļĀźņØ┤ ņ”ØĻ░ĆļÉśĻĖ░ ļĢīļ¼ĖņŚÉ ļ░śļ░£ņØ┤Ē¢ēņŚÉ ņØśĒĢ┤ ņŖżĒī©Ēä░ņØś ļ╣äĒ¢ēĻ▒░ļ”¼Ļ░Ć ļÅÖļ░ś ņ”ØĻ░ĆĒĢśļŖö Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ļ╣äĒ¢ēĻ▒░ļ”¼Ļ░Ć Ļ░ÉņåīĒĢśļŖö ņśüĒ¢źņØĆ ņÜ®ņĀæņåŹļÅäĻ░Ć ņ”ØĻ░ĆĒĢĀņłśļĪØ ņĢäĒü¼ņŚÉ ņØśĒĢ┤ ņÜ®ņ£ĄļÉ£ ļ¬©ņ×¼ņŚÉ ļ╣ĀļźĖ ņåŹļÅäļĪ£ ņÜ®ņ░®ļÉ©ņ£╝ļĪ£ņŹ©, ņÜ®ņ£Ąņ¦ĆņŚÉņä£ ļ░śļ░£ļÉśļŖö ņØ┤Ē¢ēņØś ĒܤņłśĻ░Ć Ļ░ÉņåīĒĢśĻ│Ā ļ░śļ░£ļĀźļÅä ļÅÖļ░ś Ļ░ÉņåīļÉśņ¢┤ ņłśņ¦ü GMA ņÜ®ņĀæļČĆņŚÉņä£ ļ░£ņāØļÉśļŖö ņŖżĒī©Ēä░ņØś ļ╣äĒ¢ēĻ▒░ļ”¼Ļ░Ć ļÅÖļ░ś Ļ░ÉņåīĒĢśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż. ĒĢśņ¦Ćļ¦ī ņÜ®ņĀæņĀäļźśņÖĆ ņÜ®ņĀæņåŹļÅä ņØĖņ×ÉņØś Ļ▓ĮņÜ░ ņĢäĒü¼ņĀäņĢĢ ļ│┤ļŗż ņŻ╝ĒÜ©Ļ│╝Ļ░Ć ļČĆņĪ▒ĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ļ╣äĒ¢ēĻ▒░ļ”¼ļź╝ ņĀ£ņ¢┤ĒĢĀ ņłś ņØĖņ×ÉļĪ£ļŖö ņĀæĒĢśĒĢśņ¦Ć ņĢŖņØä Ļ▓āņ£╝ļĪ£ ņé¼ļŻīļÉ£ļŗż.
4.2 ņŖżĒī©Ēä░ņŚÉ ļö░ļźĖ ņÜ®ņĀæļČĆ Ļ▓ĮļÅä ņŻ╝ĒÜ©Ļ│╝ ļČäņäØ
ņ£äņØś ņןņŚÉņä£ļŖö ņłśņ¦ü GMA ņÜ®ņĀæĻ│ĄņĀĢņŚÉņä£ ņé¼ņÜ®ļÉ£ 3Ļ░Ćņ¦Ć ļ│Ćņłś(ņÜ®ņĀæņĀäļźś, ņĢäĒü¼ņĀäņĢĢ, ņÜ®ņĀæņåŹļÅä)ņŚÉ ļö░ļźĖ ļ│Ąņ×ĪĒĢ£ Ļ│ĄņĀĢļ│ĆņłśļōżĻ│╝ ņŖżĒī©Ēä░ Ļ░äņØś ņāüĻ┤ĆĻ┤ĆĻ│äļź╝ ĒÖĢņØĖĒĢśņśĆņ£╝ļ®░, ņŖżĒī©Ēä░ ļ░£ņāØ Ļ▓ĮĒ¢źņŚÉ ļö░ļźĖ ļ¬©ņ×¼(SS400)ņØś ņÜ®ņ░®ĻĖłņåŹļČĆ ļ░Å ņŚ┤ņśüĒ¢źļČĆņØś Ļ▓ĮļÅäņØś ņŻ╝ĒÜ©Ļ│╝ ņśüĒ¢źņØä ĒÖĢņØĖĒĢśņśĆļŗż. ņÜ®ņĀæļČĆ Ļ▓ĮļÅäņŚÉ Ļ┤ĆĒĢ£ Ļ│Āņ░░ņØĆ ĒĢ┤ņāüĒÖśĻ▓ĮņŚÉ ļģĖņČ£ļÉ£ ņäĀļ░ĢĻ▒┤ņĪ░ņŗ£ ļČĆņŗØņØä ļ░®ņ¦ĆĒĢśĻĖ░ ņ£äĒĢ£ ļČäņĢ╝ļĪ£ņŹ©, ņÜ®ņĀæļČĆ Ļ▒┤ņĀäņä▒ņØä ĒīÉļŗ©ĒĢśļŖöļŹ░ ĒĢäĒ׳ ņÜöĻĄ¼ļÉśļŖö ņé¼ĒĢŁņØ┤ļŗż. ļ»ĖĻĄŁļČĆņŗØĒĢÖĒÜīņØś NACE MR0175 CODE14)ņŚÉ ļö░ļź┤ļ®┤ ņÜ®ņĀæļČĆ Ļ▓ĮļÅäĻ░Ć 23HRC (254.7HV)ļź╝ ļäśņ¦Ć ņĢŖļÅäļĪØ ĻČīņןĒĢśĻ│Ā ņ׳ņ£╝ļ®░, ņłśņ¦ü GMA ņÜ®ņĀæļČĆņŚÉņä£ ļÅÖņØ╝ĒĢ£ ĻČīņןņĪ░Ļ▒┤Ļ│╝ ņĀüĒĢ®ĒĢ£ ņÜ®ņĀæņĪ░Ļ▒┤ņØä ņäĀņĀĢĒĢśĻ│Āņ×É ĒĢśņśĆļŗż. ņŖżĒī©Ēä░ņÖĆ ņÜ®ņĀæļČĆ Ļ▓ĮļÅä Ļ░äņØś ņŻ╝ĒÜ©Ļ│╝ ņśüĒ¢źļĀźņØ┤ ĒÖĢņØĖļÉĀ Ļ▓ĮņÜ░ ņÜ®ņĀæĻ│ĄņĀĢ ļ│ĆņłśņØś ņĀ£ņ¢┤ļ¦īņ£╝ļĪ£ ņÜ®ņĀæļČĆ Ļ▓ĮļÅäļź╝ ņĀ£ņ¢┤ĒĢĀ ņłś ņ׳ņØä Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. Figs. 11Ōł╝12ļŖö ņŖżĒī©Ēä░ ļ░£ņāØ Ļ▓ĮĒ¢źņŚÉ ļö░ļźĖ ņÜ®ņĀæļČĆ Ļ▓ĮļÅäņØś ņŻ╝ĒÜ©Ļ│╝ Ļ▓░Ļ│╝ļź╝ ļéśĒāĆļéĖļŗż.


ļ¬©ņ×¼ņØś ņÜ®ņĀæļČĆ Ļ▓ĮļÅäņØś Ļ▓ĮņÜ░ ņŖżĒī©Ēä░ ņ×ģņ×ÉĒü¼ĻĖ░Ļ░Ć 2.01mm ņØ┤ņāüņØ╝ Ļ▓ĮņÜ░ Ļ▓ĮļÅäĻ░Ć ĻĖēĻ▓®Ē׳ ņāüņŖ╣ĒĢśņŚ¼ 250Ōł╝267HVņØś ļ▓öņ£äņŚÉņä£ ņ”ØĻ░ÉņØ┤ ļ░śļ│ĄļÉśļŖö Ļ▓ĮĒ¢źņØä ĒÖĢņØĖĒĢśņśĆļŗż. ņŚ┤ņśüĒ¢źļČĆ Ļ▓ĮļÅäņØś Ļ▓ĮņÜ░ ņŖżĒī©Ēä░ ņ×ģņ×ÉĒü¼ĻĖ░ņÖĆ ļ╣äĒ¢ēĻ▒░ļ”¼ņŚÉ ļö░ļØ╝ņä£ Ļ▓ĮļÅäņØś ļ│ĆĒÖöĻ▓ĮĒ¢źņØä ĒÖĢņØĖĒĢśņśĆņ£╝ļ®░, ņŖżĒī©Ēä░ ņ×ģņ×ÉĒü¼ĻĖ░Ļ░Ć 2.04mm ņØ┤ņāüņØ┤ ļÉĀ Ļ▓ĮņÜ░ ņÜ®ņĀæļČĆ Ļ▓ĮļÅäņÖĆ ļÅÖņØ╝ĒĢ£ Ļ▓ĮĒ¢źņ£╝ļĪ£ ĻĖēĻ▓®Ē׳ ņ”ØĻ░ĆĒĢśņŚ¼ ņ”ØĻ░ÉņØä ļ░śļ│ĄĒĢśļŖö ņŻ╝ĒÜ©Ļ│╝ Ļ▓░Ļ│╝ļź╝ ĒÖĢņØĖĒĢśņśĆļŗż. ļśÉĒĢ£ ņŖżĒī©Ēä░ ļ╣äĒ¢ēĻ▒░ļ”¼ņØś Ļ▓ĮņÜ░ 5.34mm ņØ┤ņāüņØ┤ ļÉĀ Ļ▓ĮņÜ░ ņŚ┤ņśüĒ¢źļČĆ Ļ▓ĮļÅäĻ░Ć ĻĖēĻ▓®Ē׳ ņ”ØĻ░ĆļÉśņ¢┤ ņĄ£ļīĆ 273.68HV Ļ╣īņ¦Ć ņ¦ĆņåŹņĀüņ£╝ļĪ£ ņ”ØĻ░ĆĒĢśļŖö Ļ▓ĮĒ¢źņØä ĒÖĢņØĖĒĢśņśĆļŗż. ļö░ļØ╝ņä£, ņŚ┤ņśüĒ¢źļČĆņØś Ļ▓ĮļÅäļŖö ņŖżĒī©Ēä░ņØś ņ×ģņ×ÉĒü¼ĻĖ░ņØś ņśüĒ¢źļ│┤ļŗż ļ╣äĒ¢ēĻ▒░ļ”¼ņØś ņŻ╝ĒÜ©Ļ│╝ ņśüĒ¢źņØ┤ ņÜ░ņäĀļÉśĻĖ░ ļĢīļ¼ĖņŚÉ ņŚ┤ņśüĒ¢źļČĆ Ļ▓ĮļÅäļź╝ ņĀ£ņ¢┤ĒĢśĻĖ░ ņ£äĒĢ£ ņŻ╝ņÜö ņØĖņ×ÉļĪ£ ņäĀņĀĢņØ┤ Ļ░ĆļŖźĒĢśļŗż. ņŖżĒī©Ēä░ņØś ņ×ģņ×ÉĒü¼ĻĖ░ņÖĆ ļ╣äĒ¢ēĻ▒░ļ”¼ņØś ņ”ØĻ░ĆļŖö ļČłņĢłņĀĢĒĢ£ ņĢäĒü¼ņŚÉ ļö░ļØ╝ ļ░śļ░£ ņĢäĒü¼ļĀźņŚÉ ņØśĒĢ┤ ņĢäĒü¼Ļ░Ć ņØ╝ņŗ£ņĀüņ£╝ļĪ£ ņóģļŻīļÉ©ņ£╝ļĪ£ņŹ©, ļāēĻ░üņØ┤ ĻĖēņåŹĒ׳ ņØ┤ļżäņ¦Ćļ®┤ņä£ ĒĆ£ņ╣ŁĒÜ©Ļ│╝Ļ░Ć ļ░£ņāØļÉśĻ│Ā ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖņÖĆ Ļ░ÖņØĆ ņĢäņŻ╝ Ļ▓ĮĒĢ£ ņĪ░ņ¦üņØ┤ ņāØņä▒ļÉśņ¢┤ Ļ▓ĮļÅäĻ░Ć ņāüņŖ╣ĒĢśļŖö Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
ņĄ£ņóģņĀüņ£╝ļĪ£ ļ»ĖĻĄŁļČĆņŗØĒĢÖĒÜīņŚÉņä£ ĻČīņןĒĢśļŖö 254.7 HVņØś ņÜ®ņ░®ĻĖłņåŹļČĆņÖĆ ņŚ┤ņśüĒ¢źļČĆņØś Ļ▓ĮļÅäļź╝ ļäśņ¦Ć ņĢŖĻ▓ī ĒĢśĻĖ░ ņ£äĒĢ┤ņä£ļŖö ņŗżĒŚś ļ¬©ņ×¼ņØś ņŖżĒī©Ēä░ ņ×ģņ×ÉĒü¼ĻĖ░ļź╝ Ļ░Éņåīņŗ£ņ╝£ņĢ╝ ĒĢśļ®░, ņØ┤ļŖö ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ņØä ļ¦īņĪ▒ĒĢśļŖö ņĪ░Ļ▒┤ĒĢśņŚÉņä£ ļé«ņØĆ ņÜ®ņĀæņĀäļźśļź╝ ņ▒äĒāØĒĢ┤ņĢ╝ ĒĢ£ļŗż. ļśÉĒĢ£ ņŚ┤ņśüĒ¢źļČĆ Ļ▓ĮļÅäņØś Ļ▓ĮņÜ░ ņŖżĒī©Ēä░ ļ╣äĒ¢ēĻ▒░ļ”¼ļź╝ Ļ░Éņåīņŗ£ņ╝£ņĢ╝ ĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ļé«ņØĆ ņĢäĒü¼ņĀäņĢĢņØä ņ▒äĒāØĒĢ┤ņĢ╝ ĒĢśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņ£╝ļ®░, ņØ┤ļ¤¼ĒĢ£ ņÜ®ņĀæĻ│ĄņĀĢ ļ│ĆņłśļŖö ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒(ņØĖņן, ņČ®Ļ▓® ļō▒)ņØä ļ¦īņĪ▒ĒĢśļŖö ĒÖśĻ▓ĮņØä ņĀäņĀ£ļĪ£ ņäĀņĀĢļÉśņ¢┤ņĢ╝ ĒĢ£ļŗż.
4.3 ņŖżĒī©Ēä░ ņČöņĀü ņĢīĻ│Āļ”¼ņ”ś Ļ░£ļ░£
ņł£Ļ░äļŗ©ļØĮņŗ£ ņÜ®ņ£ĄĒÆĆņØś ļ░śĻ▓ĮņØ┤ ņĀäĻĘ╣ņØś ļ░śĻ▓Įļ│┤ļŗż ņāüļīĆņĀüņ£╝ļĪ£ ņ×æņØĆ Ļ▓ĮņÜ░ ņÜ®ņĀüņŚÉļŖö ņĀäņ×ÉĻĖ░ļĀźņØ┤ ņÜ®ņĀüņØä ņ£äļĪ£ ļ░Ćņ¢┤ ņś¼ļ”¼ļŖö ĒלņØ┤ ņ×æņÜ®ĒĢśļ®░, ņÜ®ņĀüņØ┤ ņÖäņĀäĒ׳ ņØ┤Ē¢ēļÉśņ¦Ć ļ¬╗ĒĢśĻ│Ā ņśżĒ׳ļĀż ĒĢĆņ╣śļĀźņŚÉ ņØśĒĢśņŚ¼ ņÜ®ņ£Ąņ¦ĆņÖĆņØś ņĀæņ┤ēņØ┤ ļüŖņ¢┤ņ¦Ćļ®┤ņä£ ņĢäĒü¼ļź╝ ņ×¼ ļ░£ņāØņŗ£ĒéżļŖöļŹ░, ņØ┤ļź╝ ņł£Ļ░äļŗ©ļØĮ(Instantaneous Short Circuit, ISC)ņØ┤ļØ╝ ĒĢ£ļŗż. ņØ┤ļ¤¼ĒĢ£ ņł£Ļ░äļŗ©ļØĮņØĆ ņŖżĒī©Ēä░ļź╝ ļŗżļ¤ē ļ░£ņāØņŗ£ĒéżļŖöļŹ░, ņĢäĒü¼ ņ×¼ ļ░£ņāØņŗ£ Ļ░ĢĒĢ£ ĒÅŁļ░£ļĀźņ£╝ļĪ£ ņÜ®ņĀüĻ│╝ ņÜ®ņ£Ąņ¦Ćļź╝ Ļ░ĢĒāĆĒĢśņŚ¼ ņÜ®ņĀüĻ│╝ ņÜ®ņ£Ąņ¦ĆņØś ņØ╝ļČĆĻ░Ć ļ╣äņé░ļÉśĻĖ░ ļĢīļ¼ĖņØ┤ļŗż. ļśÉĒĢ£ ņĢäĒü¼ ĒÅŁļ░£ļĪ£ ņØĖĒĢśņŚ¼ Ēæ£ļ®┤ņןļĀźņ£╝ļĪ£ ĻĄ¼ĒśĢņØä ņ£Āņ¦ĆĒĢśļŹś ņÜ®ņĀüņØĆ ļ¦żņÜ░ ļČłĻĘ£ņ╣ÖĒĢ£ ļ¬©ņ¢æņ£╝ļĪ£ ļ░öļĆīĻ│Ā ņÜ®ņ£Ąņ¦Ć ņ£ĀļÅÖļÅä ļ¦żņÜ░ ļČłĻĘ£ņ╣ÖĒĢ┤ņ¦Éņ£╝ļĪ£ņŹ© ņĢäĒü¼ņØś ļ░®Ē¢źņØ┤ ļČłĻĘ£ņ╣ÖĒĢśĻ▓ī ļ░öļĆīņ¢┤ ņŚ¼ļ¤¼ ļ░®Ē¢źņ£╝ļĪ£ ņŖżĒī©Ēä░ļź╝ ļ░£ņāØņŗ£Ēé©ļŗż. ņł£Ļ░äļŗ©ļØĮņŚÉņä£ ļ░£ņāØĒĢśļŖö ņŖżĒī©Ēä░ļŖö ļ¦żņÜ░ ņĪ░ļīĆĒĢśļ»ĆļĪ£ ņÜ®ņ£ĄņāüĒā£ļĪ£ ļ¬©ņ×¼ņŚÉ ļČĆņ░®ļÉĀ ĒÖĢļźĀņØ┤ ļåÆņØ┤ ļĢīļ¼ĖņŚÉ ņØ┤ļź╝ ņĀ£Ļ▒░ĒĢśĻĖ░ ņ£äĒĢ£ ņČöĻ░ĆņĀüņØĖ Ļ│ĄņĀĢņØ┤ ĒĢäņÜöĒĢśļŗż. ņł£Ļ░äļŗ©ļØĮņØś ņĀ£ņ¢┤ļŖö Pinchuk15)ļō▒ņØ┤ ņĀ£ņĢłĒĢśņśĆņ£╝ļ®░, ņÜ®ņĀæ ņĀäņĢĢņØ┤ 8Ōł╝12VņØ┤ĒĢśĻ░Ć ļÉĀ Ļ▓ĮņÜ░ ļŗ©ļØĮņØ┤ ļÉśņŚłļŗżĻ│Ā ĒīÉļŗ©ĒĢśņŚ¼ ņĀäļźśļź╝ 2Ōł╝10AļĪ£ 0.7Ōł╝1msec ņŗ£Ļ░äļÅÖņĢł ņĀäļźśļź╝ Ļ░Éņåīņŗ£ņ╝£ ļŗ©ļØĮņĀäļźś ņāüņŖ╣ņØä ņ¦ĆņŚ░ņŗ£Ēé©ļŗż. ņ”ē ļŗ©ļØĮņŗ£ ņĀäļźśņāüņŖ╣ņØä ņ¦ĆņŚ░ņŗ£Ēé┤ņ£╝ļĪ£ņä£ ņÜ®ņĀüņØä ļ░Ćņ¢┤ ņś¼ļ”¼ļŖö ņĀäņ×ÉĻĖ░ļĀźņØä ņĢĮĒÖöņŗ£ņ╝£ ņł£Ļ░äļŗ©ļØĮņØä ņĀĢņāüļŗ©ļØĮņØ┤ ļÉĀ ņłś ņ׳ļÅäļĪØ ņ£ĀļÅäĒĢ£ļŗż. ņØ┤ņÖĆ Ļ░ÖņØĆ ņĀ£ņ¢┤ Ļ░£ļģÉņØä Fig. 13ņŚÉ ļéśĒāĆļé┤ņŚłņ£╝ļ®░, ņ¦ĆņŚ░ ņŗ£Ļ░äņØä ņĀüņÜ®ĒĢ©ņ£╝ļĪ£ņŹ©, ņŖżĒī©Ēä░ļź╝ ĒśäņĀĆĒĢśĻ▓ī ņżäņØ╝ ņłś ņ׳ņØä Ļ▓āņ£╝ļĪ£ ņśłņĖĪĒĢśņśĆļŗż.
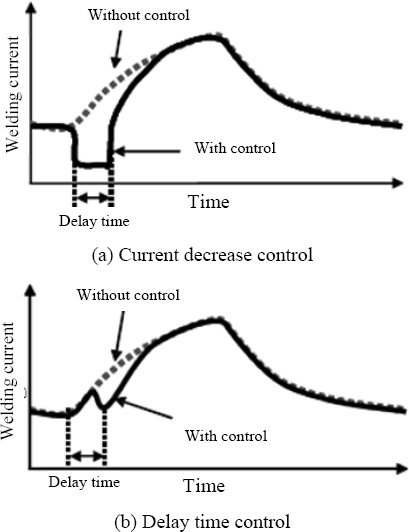
ļśÉĒĢ£, Kim16)ņØĆ ņĀäļźśņāüņŖ╣ņĀ£ņ¢┤ļź╝ ĒåĄĒĢ┤ ņØ╝ņĀĢ ņĀäļźś ņØ┤ņāü ņāüņŖ╣ņØä ņĀ£ĒĢ£ĒĢśļŖö ļ░®ļ▓ĢņØä ņĀüņÜ®ĒĢśņŚ¼ ņŖżĒī©Ēä░ņØś ļ░£ņāØļ¤ēņØä ĒÖĢņØĖĒĢśĻ│Ā ņŖżĒī©Ēä░ ņĀĆĻ░É ĒÜ©Ļ│╝ļź╝ ĒÖĢņØĖĒĢśņśĆņ£╝ļ®░, ņāüņŖ╣ļ▓öņ£äĻ░Ć 250Ōł╝270Aņé¼ņØ┤ļĪ£ ņĀäļźś ņāüņŖ╣ņØ┤ ņĀ£ĒĢ£ļÉĀ Ļ▓ĮņÜ░ ņ┤łĻĖ░ ļŗ©ļØĮņŗ£ Ļ░Ćņן ņĀüņØĆļ¤ēņØś ņŖżĒī©Ēä░Ļ░Ć ļ░£ņāØļÉśņ¢┤ ņŗ£ņ×æņ¦ĆņĀÉ ņÜ®ņĀæļČĆņØś ņĢäĒü¼ņØś ņĢłņĀäņä▒Ļ│╝ Ļ▒┤ņĀäņä▒ņØä ĒÖĢļ│┤ ĒĢĀ ņłś ņ׳ļŖö ĻĖ░ļ▓ĢņØä ņĀ£ņĢłĒĢśņśĆļŗż. ņØ╝ļ░śņĀüņØĖ GMA ņÜ®ņĀæĻ│ĄņĀĢņŚÉņä£ ņł£Ļ░äļŗ©ļØĮ ļ░Å ņŖżĒī©Ēä░ ļ░£ņāØņØĆ 0ņ£╝ļĪ£ ļ¦īļōżĻĖ░ļŖö ņé¼ņŗżņāü ļČłĻ░ĆļŖźĒĢśļ®░, ņØ┤ļ¤¼ĒĢ£ ņŖżĒī©Ēä░ļź╝ ņĄ£ņåīĒÖöņŗ£ĒéżĻĖ░ ņ£äĒĢ┤ ĻĖ░Ļ│ä ļ░Å ņĀäĻĖ░ņĀüņØĖ ņĀ£ņ¢┤ļź╝ ĒåĄĒĢ┤ ņĢłņĀĢĒĢ£ ņÜ®ņĀüņØ┤Ē¢ēĻ│╝ ņĄ£ņåī ņŖżĒī©Ēä░Ļ░Ć ļ░£ņāØļÉśļŖö ņ┤łĻĖ░ ļŗ©ļØĮņØä ļČäņäØĒĢśņśĆļŗż. ņØ┤ņÖĆ Ļ░ÖņØ┤ ĻĖ░ņĪ┤ņØś ņäĀĒ¢ēņŚ░ĻĄ¼ļōżņØĆ ņĢłņĀĢĒĢ£ ņÜ®ņĀüņØ┤Ē¢ēņØä ņłśĒ¢ēĒĢśĻĖ░ ņ£äĒĢ£ ņ┤łĻĖ░ļŗ©ļØĮ ņĀ£ņ¢┤ļĪ£ ņĀäļ░śņĀüņØĖ ņÜ®ņĀæļČĆņŚÉ ņÜ®ņ░®ļÉśļŖö ņŖżĒī©Ēä░ļź╝ ņĀ£ņ¢┤ĒĢśĻĖ░ņŚÉļŖö ĒĢ£ņĀĢņĀüņØĖ ņĀüņÜ®ņä▒ņØ┤ ņ׳ļŗż.
ļö░ļØ╝ņä£, ņ┤łĻĖ░ļŗ©ļØĮ ņĀ£ņ¢┤ļź╝ ĒåĄĒĢ┤ Initiating arcņØś ņĢłņĀäņä▒ ĒÖĢļ│┤ļĪ£ ņĀäļ░śņĀüņØĖ ņÜ®ņĀæļČĆņØś ņŖżĒī©Ēä░ ņĀĆĻ░É ĒśäņāüņØä ĒÖĢņØĖĒĢśĻ│Ā, ĻĄ░ņ¦æļČäņäØņØä ņØ┤ņÜ®ĒĢśņŚ¼ ņŖżĒī©Ēä░ ņÜ®ņ░®ņØä ĒīÉļ│äĒĢĀ ņłś ņ׳ļŖö ņŖżĒī©Ēä░ ņČöņĀü ņĢīĻ│Āļ”¼ņ”śņØä Ļ░£ļ░£ĒĢśĻ│Āņ×É ĒĢśņśĆļŗż.
4.4 ņ┤łĻĖ░ļŗ©ļØĮ ņĀ£ņ¢┤ļź╝ ĒåĄĒĢ£ ņÜ®ņĀæļČĆ ņŖżĒī©Ēä░ ņĀĆĻ░É
ļŗ©ļØĮĻĖ░Ļ░ä ņżæ ņĀäļźśĻ░Ć ņĄ£ļīĆņ╣śņŚÉ ļÅäļŗ¼ĒĢśņśĆņØä ļĢī ņĢäĒü¼Ļ░Ć ņ×¼ņāØļÉśļ®░, ņØ┤ļĢī ņ×¼ņāØļÉ£ ņĢäĒü¼ļŖö Ļ░ĢĒĢ£ ĒÅŁļ░£ļĀź(ņĢäĒü¼ ļ░śļ░£ļĀź)ņ£╝ļĪ£ ņÜ®ņ£Ąņ¦Ćļź╝ ņ│Éļé┤ļ®┤ņä£ ņåīļ”ĮņØś ņŖżĒī©Ēä░ļź╝ ļ░£ņāØņŗ£Ēé©ļŗż. ļö░ļØ╝ņä£ ņĢäĒü¼ ņ×¼ņāØ ņŗ£ ļ░£ņāØĒĢśļŖö ņŖżĒī©Ēä░ļź╝ ņ¢ĄņĀ£ĒĢśĻĖ░ ņ£äĒĢ┤ņä£ļŖö Ļ░ĆļŖźĒĢ£ ļé«ņØĆ ņĀäļźśļź╝ ņ£Āņ¦ĆĒĢ£ ņāüĒā£ņŚÉņä£ ņĢäĒü¼Ļ░Ć ņ×¼ņāØĒĢśļÅäļĪØ ĒĢśņŚ¼ņĢ╝ ĒĢ£ļŗż. ņØ┤ļ¤¼ĒĢ£ Ļ░£ļģÉņ£╝ļĪ£ ņŚ¼ļ¤¼ Ļ░Ćņ¦Ć ĒīīĒśĢņØ┤ ņĀ£ņĢłļÉśĻ│Ā ņ׳ļŖöļŹ░ ņ┤łĻĖ░ ņĀäļźś ņāüņŖ╣ĻĖ░ņÜĖĻĖ░ļź╝ Ēü¼Ļ▓īĒĢśĻ│Ā, ņäżņĀĢļÉ£ ņĀäļźśņØ┤ņāüņŚÉņä£ļŖö ņĀäļźś ņāüņŖ╣ņåŹļÅäļź╝ Ļ░Éņåīņŗ£ņ╝£ ĻČüĻĘ╣ņĀüņ£╝ļĪ£ ņĢäĒü¼ņ×¼ņāØ ņŗ£ņØś ņĀäļźśļź╝ ļé«Ļ▓īĒĢśļŖö ņ£Āņ¦ĆĒĢśļŖö ļ░®ļ▓ĢĻ│╝ ņ┤łĻĖ░ ņĀäļźś ņāüņŖ╣ĻĖ░ņÜĖĻĖ░ļź╝ Ēü¼Ļ▓ī ĒĢśĻ│Ā, ņØ╝ņĀĢ ņĀäļźś ņØ┤ņāü ņāüņŖ╣ņØä ņĀ£ĒĢ£ĒĢśļŖö ļ░®ļ▓Ģ, ņĀäļźśļź╝ ĻĖēĻ▓®Ē׳ ņĀĆĒĢśņŗ£ņ╝£ ļé«ņØĆ ņĀäļźśņŚÉņä£ ņĢäĒü¼Ļ░Ć ņ×¼ņāØņä▒ ļÉśļÅäļĪØ ĒĢśļŖö ļ░®ļ▓Ģ ļō▒ņØ┤ ņ׳ļŗż. ņ┤łĻĖ░ ļŗ©ļØĮņĀäļźś ņāüņŖ╣ĻĖ░ņÜĖĻĖ░ņŚÉ ļö░ļźĖ ļŗ©ļØĮĻ▒░ļÅÖņØś ļ│ĆĒÖöļź╝ ņé┤ĒÄ┤ļ│┤ļ®┤ Fig. 14ņØś ŌæĪļź╝ ĻĖ░ņżĆņ£╝ļĪ£ ŌæĀĻ│╝ Ļ░ÖņØ┤ ņĀäļźś ņāüņŖ╣ĻĖ░ņÜĖĻĖ░Ļ░Ć ļäłļ¼┤ Ēü░ Ļ▓ĮņÜ░ņŚÉļŖö ņĀäņ×ÉĻĖ░ļĀźņØ┤ ņ¦¦ņØĆ ņŗ£Ļ░äļÅÖņĢł Ļ░ĆĻĄÉņŚÉ Ļ░ĢĒĢśĻ▓ī Ļ░ĆĒĢ┤ņĀĖ Ļ░ĆĻĄÉņØś Ēīīļŗ©ņŗ£Ļ░äņØ┤ ņ¦¦ņĢäņ¦ĆĻ│Ā, ļåÆņØĆ Ēö╝Ēü¼ņĀäļźśņŚÉņä£ ņĢäĒü¼Ļ░Ć ņ×¼ņāØļÉśĻĖ░ ļĢīļ¼ĖņŚÉ ļŗżļ¤ēņØś ņŖżĒī©Ēä░Ļ░Ć ļ░£ņāØĒĢśĻ▓īļÉ£ļŗż. ĒĢśņ¦Ćļ¦ī ŌæóĻ│╝ Ļ░ÖņØ┤ ļäłļ¼┤ ņ×æņØĆ Ļ▓ĮņÜ░ņŚÉļŖö ņĀäņ×ÉĻĖ░ļĀźņØ┤ ņ×æņ£╝ļ»ĆļĪ£ Ļ░ĆĻĄÉĻ░Ć Ēīīļŗ©ļÉśļŖö ņåŹļÅäĻ░Ć ņ¦ĆņŚ░ļÉśņ¢┤ ņןņŗ£Ļ░ä ļŗ©ļØĮņØ┤ ĒĢ┤ņåīļÉśņ¦Ć ļ¬╗ĒĢśĻ│Ā, ņÖĆņØ┤ņ¢┤ļŖö ņĀĆĒĢŁņŚ┤ņŚÉ ņØśĒĢ┤ Ļ░ĆņŚ┤ļÉśĻ│Ā Ļ▓░ĻĄŁ ņÖĆņØ┤ņ¢┤ ņżæĻ░äņŚÉņä£ Ēīīļŗ©ļÉśņ¢┤ ņŖżĒī©Ēä░ĒÖö ļÉ£ļŗż. ļśÉĒĢ£ ņÖĆņØ┤ņ¢┤Ļ░Ć ņżæĻ░äņŚÉņä£ Ēīīļŗ©ļÉĀ Ļ▓ĮņÜ░ ņĢäĒü¼Ļ░Ć ļüŖĻĖ░Ļ│Ā, ņØ┤ Ēøä ņĢäĒü¼Ļ░Ć ņ×¼ņāØļÉĀ ļĢī ļīĆļ”ĮņØś ņŖżĒī©Ēä░ļź╝ ļ░£ņāØņŗ£ĒéżĻ▓ī ļÉ£ļŗż. ņØ┤ļ¤¼ĒĢ£ Ļ░£ļģÉņ£╝ļĪ£ ņŚ¼ļ¤¼ Ļ░Ćņ¦Ć ĒīīĒśĢņØ┤ ņĀ£ņĢłļÉśĻ│Ā ņ׳ļŖöļŹ░ ņ┤łĻĖ░ ņĀäļźś ņāüņŖ╣ĻĖ░ņÜĖĻĖ░ļź╝Ēü¼Ļ▓īĒĢśĻ│Ā, ņäżņĀĢļÉ£ ņĀäļźśņØ┤ņāüņŚÉņä£ļŖö ņĀäļźś ņāüņŖ╣ņåŹļÅäļź╝ Ļ░Éņåīņŗ£ņ╝£ ĻČüĻĘ╣ņĀüņ£╝ļĪ£ ņĢäĒü¼ņ×¼ņāØ ņŗ£ņØś ņĀäļźśļź╝ ļé«Ļ▓īĒĢśļŖö ņ£Āņ¦ĆĒĢśļŖö ļ░®ļ▓ĢĻ│╝ ņ┤łĻĖ░ ņĀäļźś ņāüņŖ╣ĻĖ░ņÜĖĻĖ░ļź╝ Ēü¼Ļ▓ī ĒĢśĻ│Ā, ņØ╝ņĀĢ ņĀäļźś ņØ┤ņāü ņāüņŖ╣ņØä ņĀ£ĒĢ£ĒĢśļŖö ļ░®ļ▓Ģ, ņĀäļźśļź╝ ĻĖēĻ▓®Ē׳ ņĀĆĒĢśņŗ£ņ╝£ ļé«ņØĆ ņĀäļźśņŚÉņä£ ņĢäĒü¼Ļ░Ć ņ×¼ņāØņä▒ ļÉśļÅäļĪØ ĒĢśļŖö ļ░®ļ▓Ģ ļō▒ņØ┤ ņ׳ļŗż. ņ┤łĻĖ░ ļŗ©ļØĮņĀäļźś ņāüņŖ╣ĻĖ░ņÜĖĻĖ░ņŚÉ ļö░ļźĖ ļŗ©ļØĮĻ▒░ļÅÖņØś ļ│ĆĒÖöļź╝ ņé┤ĒÄ┤ļ│┤ļ®┤ Fig. 14ņØś ŌæĪļź╝ ĻĖ░ņżĆņ£╝ļĪ£ ŌæĀĻ│╝ Ļ░ÖņØ┤ ņĀäļźś ņāüņŖ╣ĻĖ░ņÜĖĻĖ░Ļ░Ć ļäłļ¼┤ Ēü░ Ļ▓ĮņÜ░ņŚÉļŖö ņĀäņ×ÉĻĖ░ļĀźņØ┤ ņ¦¦ņØĆ ņŗ£Ļ░äļÅÖņĢł Ļ░ĆĻĄÉņŚÉ Ļ░ĢĒĢśĻ▓ī Ļ░ĆĒĢ┤ņĀĖ Ļ░ĆĻĄÉņØś Ēīīļŗ©ņŗ£Ļ░äņØ┤ ņ¦¦ņĢäņ¦ĆĻ│Ā, ļåÆņØĆ Ēö╝Ēü¼ņĀäļźśņŚÉņä£ ņĢäĒü¼Ļ░Ć ņ×¼ņāØļÉśĻĖ░ ļĢīļ¼ĖņŚÉ ļŗżļ¤ēņØś ņŖżĒī©Ēä░Ļ░Ć ļ░£ņāØĒĢśĻ▓īļÉ£ļŗż.
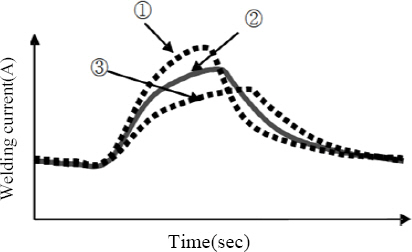
ĒĢśņ¦Ćļ¦ī ŌæóĻ│╝ Ļ░ÖņØ┤ ļäłļ¼┤ ņ×æņØĆ Ļ▓ĮņÜ░ņŚÉļŖö ņĀäņ×ÉĻĖ░ļĀźņØ┤ ņ×æņ£╝ļ»ĆļĪ£ Ļ░ĆĻĄÉĻ░Ć Ēīīļŗ©ļÉśļŖö ņåŹļÅäĻ░Ć ņ¦ĆņŚ░ļÉśņ¢┤ ņןņŗ£Ļ░ä ļŗ©ļØĮņØ┤ ĒĢ┤ņåīļÉśņ¦Ć ļ¬╗ĒĢśĻ│Ā, ņÖĆņØ┤ņ¢┤ļŖö ņĀĆĒĢŁņŚ┤ņŚÉ ņØśĒĢ┤ Ļ░ĆņŚ┤ļÉśĻ│Ā Ļ▓░ĻĄŁ ņÖĆņØ┤ņ¢┤ ņżæĻ░äņŚÉņä£ Ēīīļŗ©ļÉśņ¢┤ ņŖżĒī©Ēä░ĒÖö ļÉ£ļŗż. ļśÉĒĢ£ ņÖĆņØ┤ņ¢┤Ļ░Ć ņżæĻ░äņŚÉņä£ Ēīīļŗ©ļÉĀ Ļ▓ĮņÜ░ ņĢäĒü¼Ļ░Ć ļüŖĻĖ░Ļ│Ā, ņØ┤ Ēøä ņĢäĒü¼Ļ░Ć ņ×¼ņāØļÉĀ ļĢī ļīĆļ”ĮņØś ņŖżĒī©Ēä░ļź╝ ļ░£ņāØņŗ£ĒéżĻ▓ī ļÉ£ļŗż. ļö░ļØ╝ņä£ ņĀüņĀłĒĢ£ ļŗ©ļØĮņĀäļźś ņāüņŖ╣ĻĖ░ņÜĖĻĖ░ļź╝ ņĀ£ņ¢┤ĒĢśņŚ¼ņĢ╝ ĒĢśņ¦Ćļ¦ī ņĢäĒü¼Ļ░Ć Ēö╝ņ╣ś ņĄ£Ļ│ĀņĀÉņ£╝ļĪ£ ņś¼ļØ╝Ļ░ĆļŖö ņŗ£Ļ░äņØ┤ msecļŗ©ņ£äļĪ£ 1/1000sec ņĀĢļÅäņØś ļ»ĖņäĖĒĢ£ ņĀäļźśņĀ£ņ¢┤ ĻĖ░ņłĀņØä ņĀüņÜ®ĒĢśĻĖ░ņŚÉļŖö ļ¦żņÜ░ ļ¦ÄņØĆ ĻĖ░ņłĀņĀü ĒĢ£Ļ│äĻ░Ć ņ׳ļŗż17).
ļö░ļØ╝ņä£, ņ┤łĻĖ░ ļŗ©ļØĮņŗ£ ļ░£ņāØļÉśļŖö ņĀäļźśņØś ļČłņĢłņĀĢĒĢ£ ĒīīĒśĢņĀ£ņ¢┤ļź╝ ĒåĄĒĢ┤ ņĀäļźś ņĢłņĀĢĒÖö ĻĄ¼Ļ░ä Ēøä ņĀäļ░śņĀüņØĖ ņÜ®ņĀæļČĆņØś ĒīīĒśĢļ│ĆĒÖöļź╝ Ļ┤Ćņ░░ĒĢśĻ│Ā ņÜ®ņĀæļČĆņŚÉ ņÜ®ņ░®ļÉśļŖö ņŖżĒī©Ēä░ņØś ļ╣äĒ¢ēĻ▒░ļ”¼ ļ░Å ņ×ģņ×ÉĒü¼ĻĖ░ ļ│ĆĒÖöļź╝ ļČäņäØĒĢ©ņ£╝ļĪ£ņŹ©, ļ¬©ņ×¼ņŚÉ Ļ░ĆĒĢ┤ņ¦ĆļŖö Ļ▓ĮĒÖöņä▒ņØä ļ░®ņ¦ĆĒĢśĻ│Āņ×É ĒĢśņśĆļŗż. Table 6ļŖö ņŖżĒī©Ēä░Ļ░Ć ļŗżļ¤ē ļ░£ņāØļÉśņ¢┤ ļ¬©ņ×¼ņŚÉ ņśüĒ¢źņØä ļ»Ėņ╣śļŖö Ļ▓ĮĒÖöņä▒ņØä ĻĖ░ņżĆņ£╝ļĪ£ ņäĀļ│äĒĢ£ ņŗżĒŚśņĪ░Ļ▒┤ņØä ļéśĒāĆļé┤Ļ│Ā ņ׳ņ£╝ļ®░, Fig. 15ļŖö ņĀäļźśņāüņŖ╣ņĀ£ņ¢┤(270A)ļź╝ ņĀüņÜ®ĒĢ£ ņĀäļźśĒīīĒśĢĻ│╝ ņĀüņÜ®ĒĢśņ¦Ć ņĢŖņØĆ ņĀäļźśĒīīĒśĢņØä ļ╣äĻĄÉĒĢ£ Ļ▓░Ļ│╝ļź╝ ļéśĒāĆļéĖļŗż. ņĀäļźśņāüņŖ╣ ņĀ£ņ¢┤ļŖö ņ┤łĻĖ░ ļŗ©ļØĮņŗ£ ņĀäļźśĻ░Ć ņāüņŖ╣ļÉśļŖö ĻĄ¼Ļ░äņØä ņĀäĻĖ░ņĀü ņĀ£ņ¢┤ļź╝ ĒåĄĒĢ┤ ņł£Ļ░ä ņĀäļźśļź╝ ĻĖēĻ▓®Ē׳ ņĀĆĒĢśņŗ£Ēé┤ņ£╝ļĪ£ņŹ©, ņĢäĒü¼ņØś ĒÅŁļ░£ļĀźņØä ņĄ£ņåīĒÖöņŗ£ņ╝£ ĻĖ░ņĪ┤ņØś Ļ│ĄņĀĢļ│┤ļŗż ņĀüņØĆļ¤ēņØś ņŖżĒī©Ēä░Ļ░Ć ļ░£ņāØļÉśļŖö ĒśäņāüņØä ĻĖ░ļ░śņ£╝ļĪ£ ņĀäļźśņāüņŖ╣ ņĀ£ņ¢┤ļź╝ ņĀüņÜ®ĒĢ£ ņČöĻ░ĆņŗżĒŚśņØä ņłśĒ¢ēĒĢśņśĆļŗż. ņ┤łĻĖ░ ļŗ©ļØĮņŗ£ ļ░£ņāØļÉśļŖö ņŖżĒī©Ēä░ļŖö ņ┤łĻ│ĀņåŹ ņ╣┤ļ®öļØ╝ ņśüņāüņØä ĻĖ░ļ░śņ£╝ļĪ£ ņé░ņČ£ĒĢśņśĆņ£╝ļ®░, ņŖżĒī©Ēä░ ņĀĆĻ░ÉņØĆ ņÜ®ņĀæļČĆ Ēæ£ļ®┤ņŚÉ ņÜ®ņ░®ļÉ£ ņŖżĒī©Ēä░ņØś ņ×ģņ×ÉĒü¼ĻĖ░ ļ░Å ļ╣äĒ¢ēĻ▒░ļ”¼ļź╝ ņĖĪņĀĢĒĢśņŚ¼ ņĀĆĻ░ÉĒÜ©Ļ│╝ļź╝ ĒÖĢņØĖĒĢśņśĆļŗż.
Table┬Ā6
Design of experiment conditions for decrease of spatter

ņĀäļźśņāüņŖ╣ ņĀ£ņ¢┤ļź╝ ĒåĄĒĢ┤ ņŖżĒī©Ēä░ņØś ņ×ģņ×ÉĒü¼ĻĖ░ņÖĆ ļ╣äĒ¢ēĻ▒░ļ”¼ļź╝ Ļ░Éņåīņŗ£Ēé┤ņ£╝ļĪ£ņŹ©, ņÜ®ņĀæĻĄ¼ņĪ░ļ¼╝ņŚÉ ļ»Ėņ╣śļŖö Ļ▓ĮĒÖö ĒśäņāüņØä ņĄ£ņåīĒÖöņŗ£ĒéżĻ│Āņ×É ĒĢśņśĆņ£╝ļ®░, Tables 7Ōł╝8ņŚÉ ņĀäļźśņāüņŖ╣ ņĀ£ņ¢┤ļź╝ ĒåĄĒĢ┤ Ļ░ÉņåīļÉ£ ņŖżĒī©Ēä░ ļ░£ņāØĻ│╝ ņÜ®ņĀæļČĆ Ļ▓ĮĒÖö ĒśäņāüņŚÉ ļīĆĒĢ£ Ļ▓░Ļ│╝ļź╝ ļéśĒāĆļéĖļŗż.ņŖżĒī©Ēä░ ņ×ģņ×ÉĒü¼ĻĖ░ņÖĆ ļ╣äĒ¢ēĻ▒░ļ”¼ņØś ņé░ņČ£ņØĆ Fig. 4ņÖĆ Ļ░ÖņØĆ ļ░®ļ▓Ģņ£╝ļĪ£ ļÅÖņØ╝ĒĢśĻ▓ī ņĀüņÜ®ĒĢśņśĆņ£╝ļ®░, ņÜ®ņĀæļČĆ Ļ▓ĮļÅäņØś Ļ▓ĮņÜ░ Fig. 7Ļ│╝ ļÅÖņØ╝ĒĢ£ ļ░®ļ▓Ģņ£╝ļĪ£ ņÜ®ņĀæļČĆ Ļ▓ĮļÅäļź╝ ņĖĪņĀĢĒĢśņŚ¼ ļŹ░ņØ┤Ēä░ ļ╣äĻĄÉņŚÉ ņŗĀļó░ņä▒ņØ┤ ĒżĒĢ©ļÉ£ Ļ▓░Ļ│╝ļź╝ ĒÖĢļ│┤ĒĢśņśĆļŗż. ĻĘĖ Ļ▓░Ļ│╝, ņŖżĒī©Ēä░ ņ×ģņ×ÉĒü¼ĻĖ░ņØś Ļ▓ĮņÜ░ ņĄ£ņåī 43.58%ņØś ņĄ£ļīĆ 58.91%ņØś ņĀĆĻ░É ĒÜ©Ļ│╝ļź╝ ĒÖĢņØĖĒĢśĻ│Ā ĒÅēĻĘĀ 52.95%ņØśņŖżĒī©Ēä░ ņ×ģņ×ÉĒü¼ĻĖ░ņØś ņĀĆĻ░É ĒÜ©Ļ│╝ļź╝ ĒÖĢņØĖĒĢśņśĆļŗż.
Table┬Ā7
Results of decrease effectiveness for spatter
Table┬Ā8
Results of decrease effectiveness for weldment hardness
ļ╣äĒ¢ēĻ▒░ļ”¼ņØś Ļ▓ĮņÜ░ ĒÅēĻĘĀ 31.94%ļĪ£ ņĀĆĻ░É ĒÜ©Ļ│╝ļź╝ ĒÖĢņØĖĒĢśņśĆļŗż. ņØ┤ļ¤¼ĒĢ£ ņŖżĒī©Ēä░ ņĀĆĻ░É ĒÜ©Ļ│╝ļŖö ņÜ®ņĀæļČĆņØś Ļ▓ĮĒÖö ĒśäņāüņØä ļ░®ņ¦ĆĒĢĀ ņłś ņ׳ņ£╝ļ®░, Table 6ņŚÉ ļéśĒāĆļéĖ ļ░öņÖĆ Ļ░ÖņØ┤ ņÜ®ņ░®ĻĖłņåŹļČĆ Ļ▓ĮļÅäļŖö ņĄ£ļīĆ 14.83%ņØś ņŚ░ĒÖöĒÜ©Ļ│╝ļź╝ ņŚ┤ņśüĒ¢źļČĆ Ļ▓ĮļÅäļŖö ņĄ£ļīĆ 14.21%ņØś ņŚ░ĒÖöĒÜ©Ļ│╝ļź╝ ĒÖĢļ│┤ĒĢśņśĆļŗż. ņÜ®ņĀæļČĆņØś ņØĖņןĻ░ĢļÅäļŖö Ļ▓ĮĒÖö ņĀĢļÅäņŚÉ ņĀłļīĆņĀüņØĖ ņśüĒ¢źņØä ļ»Ėņ╣śĻĖ░ ļĢīļ¼ĖņŚÉ ņÜ®ņĀæļČĆ Ļ▒┤ņĀäņä▒ņØä ĒÖĢļ│┤ĒĢśļŖöļŹ░ ĒĢäņłśņĀüņ£╝ļĪ£ ņÜöĻĄ¼ļÉ©ņŚÉ ļö░ļØ╝ ļ»ĖĻĄŁļČĆņŗØĒĢÖĒÜīņŚÉņä£ ĻČīņןĒĢ£ ņĀ£ĒĢ£ņĪ░Ļ▒┤ņŚÉļÅä ņČ®ņĪ▒ĒĢśļŖö ņłśņ¦ü GMA ņÜ®ņĀæļČĆļź╝ ļÅäņČ£ĒĢśņśĆļŗż.
5. Ļ▓░ ļĪĀ
GMA ņÜ®ņĀæņØś ņŖżĒī©Ēä░ ļ░£ņāØĻ│╝ņĀĢņØä Ļ┤Ćņ░░ĒĢśņśĆņ£╝ļ®░, ņÜ®ņĀæ Ļ│ĄņĀĢļ│ĆņłśņŚÉ ļö░ļźĖ ņŖżĒī©Ēä░ ņŻ╝ĒÜ©Ļ│╝ ļ░Å ņŖżĒī©Ēä░ņŚÉ ļö░ļźĖ ņÜ®ņĀæļČĆ Ļ▓ĮļÅä ņŻ╝ĒÜ©Ļ│╝ ļČäņäØņØä ĒåĄĒĢ┤ ņłśņ¦ü GMA ņÜ®ņĀæļČĆ ņŖżĒī©Ēä░ ņČöņĀü ņĢīĻ│Āļ”¼ņ”śņØä Ļ░£ļ░£ĒĢśņśĆņ£╝ļ®░, ļŗżņØīĻ│╝ Ļ░ÖņØĆ Ļ▓░Ļ│╝ļź╝ ņ¢╗ņØä ņłś ņ׳ļŗż.
1) ņÜ®ņĀæĻ│ĄņĀĢ ļ│ĆņłśņŚÉ ļö░ļźĖ ņÜ®ņĀüņØ┤Ē¢ēĻ│╝ ņŖżĒī©Ēä░ ļ░£ņāØļ¤ēņØä ĒÖĢņØĖĒĢśĻĖ░ ņ£äĒĢ┤ ņÜ®ņĀæņŗżĒŚśņØä ņłśĒ¢ēĒĢśņśĆņ£╝ļ®░, ņŻ╝ņÜöņØĖņ×ÉņŚÉ ņØśĒĢ£ ņŖżĒī©Ēä░ņØś ņ×ģņ×ÉĒü¼ĻĖ░, ļ╣äĒ¢ēĻ▒░ļ”¼, ļ░£ņāØļ¤ēņØä ļČäņäØĒĢ©ņ£╝ļĪ£ņŹ© ņÜ®ņĀæļČĆņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źļĀźņØĆ ĒÖĢņØĖĒĢśņśĆļŗż.
2) ņ┤łĻĖ░ ļŗ©ļØĮņŗ£ ļ░£ņāØļÉśļŖö ņĀäļźśņØś ļČłņĢłņĀĢĒĢ£ ĒīīĒśĢņĀ£ņ¢┤ļź╝ ĒåĄĒĢ┤ ņĀäļźś ņĢłņĀĢĒÖö ĻĄ¼Ļ░äņØä ĒśĢņä▒ĒĢśĻ│Ā ņØ┤ņŚÉ ļö░ļØ╝ ņÜ®ņĀæļČĆ Ēæ£ļ®┤ņŚÉ ņÜ®ņ░®ļÉśļŖö ņŖżĒī©Ēä░ ļ░£ņāØļ¤ēņØä ņĄ£ņåīĒÖöņŗ£ĒéżĻ│Āņ×É ĒĢśņśĆņ£╝ļ®░, ņāüņŖ╣ņĀ£ņ¢┤ ĻĄ¼Ļ░äņØä ņ¦ĆņĀĢĒĢśņŚ¼ ĒÅēĻĘĀ 52.95%ņØś ņŖżĒī©Ēä░ ņĀĆĻ░ÉĒÜ©Ļ│╝ļź╝ ĒÖĢņØĖĒĢ©.
3) ņÜ®ņĀæĻ│ĄņĀĢ ļ│ĆņłśņØś ņĀ£ņ¢┤ļĪ£ ņÜ®ņĀæļČĆņŚÉ ļ»Ėņ╣śļŖö Ļ▓ĮĒÖö ĒśäņāüņØä ĒÖĢņØĖĒĢśņśĆņ£╝ļ®░, ļ»ĖĻĄŁļČĆņŗØĒĢÖĒÜīņŚÉņä£ ĻČīņןĒĢśļŖö Ļ▓ĮļÅä(254.7 HV)ņØś ņāüĒĢ£ņ╣śļź╝ ņäĀņĀĢĒĢśņŚ¼ ĻĘĀņŚ┤ņä▒ņןņŚÉ ņØśĒĢ£ Ēīīļŗ©ņØä ļ░®ņ¦ĆĒĢśļŖö Ļ░ĆņØ┤ļō£ļØ╝ņØĖņØä ņĀ£ņŗ£ĒĢśņśĆļŗż.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



