


1. ņä£ ļĪĀ
ņĀĆĒāäņåīĒÖö ĻĖ░ņłĀļĀź ĒÖĢļ│┤ ļ░Å Ēāäņåī ņżæļ”Į ņŗżĒśäņØä ņ£äĒĢ┤ ĒÖöņäØņŚ░ļŻīļź╝ ņé¼ņÜ®ĒĢśņ¦Ć ņĢŖļŖö ņĀäĻĖ░ņ░© ņŗ£ņןņØ┤ ĒÖĢļīĆļÉśĻ│Ā ņ׳ļŗż. ņĀäĻĖ░ņ░©ņØś ņŻ╝ņÜö ĻĄ¼ņä▒ĒÆł ņżæ ĒĢśļéśņØĖ ļ░░Ēä░ļ”¼ļŖö ļ░░Ēä░ļ”¼ Ļ┤Ćļ”¼ ņŗ£ņŖżĒģ£, Ēīīņøī ņØ╝ļĀēĒŖĖļ”Ł, ļ¬©ļōł ļ░Å Ēī® ĒĢśņÜ░ņ¦Ģ ļō▒ņ£╝ļĪ£ ņØ┤ļŻ©ņ¢┤ņĀĖ ņ׳ņ£╝ļ®░, Ļ░ü ņŚ░Ļ▓░ļČĆ ļČĆĒÆłļōż Ļ░äņØś ņĀäĻĖ░ņĀü ņŚ░Ļ▓░ņØä ņ£äĒĢ┤ ļ▓äņŖżļ░ö(busbar)Ļ░Ć ņé¼ņÜ®ļÉ£ļŗż. ļ▓äņŖżļ░öļŖö ļ¬©ļōłĻ│╝ ļ¬©ļōł, ņģĆĻ│╝ ņģĆ ņé¼ņØ┤ņØś ņĀäĻĖ░ņĀü ņŚ░Ļ▓░ņØä ņ£äĒĢ┤ ĒĢäņÜöĒĢ£ ĒĢĄņŗ¼ļČĆĒÆłņØ┤ļ®░ ņØ╝ļ░śņĀüņ£╝ļĪ£ 100 %IACSļĪ£ ļåÆņØĆ ņĀäĻĖ░ ņĀäļÅäļÅäļź╝ Ļ░Ćņ¦ä C1100, C1020P ļō▒ņØś ņł£ņłś ĻĄ¼ļ”¼Ļ░Ć ņé¼ņÜ®ļÉ£ļŗż.
ĒĢśņ¦Ćļ¦ī ņĀäĻĖ░ņ░©ļź╝ ļ╣äļĪ»ĒĢ┤ ņŗĀņ×¼ņāØņŚÉļäłņ¦ĆļĪ£ņØś ņé░ņŚģ ņĀäĒÖś ņČöņäĖņŚÉ ļö░ļØ╝ ņĀäĻĖ░ņĀäļÅäļÅäĻ░Ć ļåÆņØĆ ĻĄ¼ļ”¼ ļ░Å ĒĢ®ĻĖłņØś ņłśņÜöĻ░Ć ņ”ØĻ░ĆĒĢśĻ│Ā ņ׳ņ£╝ļ®░, ņØ┤ļĪ£ ņØĖĒĢśņŚ¼ ņøÉņ×Éņ×¼ Ļ░ĆĻ▓®ņØ┤ ņāüņŖ╣ĒĢśļŖö ļ¼ĖņĀ£ņĀÉņØ┤ ņ׳ļŗż. ļśÉĒĢ£ ņĀäĻĖ░ņ×ÉļÅÖņ░©ņØś ņŚÉļäłņ¦Ć ĒÜ©ņ£©ņØä Ē¢źņāüņŗ£ĒéżĻĖ░ ņ£äĒĢśņŚ¼ Ļ▓Įļ¤ē ņåīņ×¼ņØĖ ņĢīļŻ©ļ»ĖļŖäņØä ņĀüņÜ®ĒĢ£ ņØ┤ņóģ ņåīņ×¼ Ļ░£ļ░£ņØ┤ ņÜöĻĄ¼ļÉśĻ│Ā ņ׳ņ£╝ļ®░, Ēśäņ×¼ ņĢīļŻ©ļ»ĖļŖä/ĻĄ¼ļ”¼ ņØ┤ņóģ ĻĖłņåŹņØś ĒĢśņØ┤ļĖīļ”¼ļō£ ņåīņ×¼ļź╝ ĒżĒĢ©ĒĢśļŖö ļŗżņ¢æĒĢ£ ĻĖłņåŹ ņĀæĒĢ® Ļ│ĄņĀĢņØ┤ ņŚ░ĻĄ¼ļÉśĻ│Ā ņ׳ļŗż1-3).
ņØ┤ļōż ņØ┤ņóģņåīņ×¼ņØś ņĀæĒĢ®ņŚÉļŖö ņ┤łņØīĒīīņÜ®ņĀæ, ņĀäĻĖ░ņĀĆĒĢŁņÜ®ņĀæ, ļŗ©ņØ╝ ļ¬©ļō£ ļĀłņØ┤ņĀĆ ņÜ®ņĀæ ļō▒ņØ┤ ņØ┤ņÜ®ļÉśĻ│Ā ņ׳ļŗż. Ēśäņ×¼Ļ╣īņ¦Ć Ļ│ĀņŻ╝Ēīī ņŚÉļäłņ¦Ćļź╝ ņØ┤ņÜ®ĒĢśļŖö ņ┤łņØīĒīī ņÜ®ņĀæņØ┤ ņāüņś©ņŚÉņä£ ņÜ®ņ░®ņØ┤ Ļ░ĆļŖźĒĢśĻ│Ā ņÜ®ņĀæ Ļ│ĄņĀĢņØ┤ Ļ░äļŗ©ĒĢśņŚ¼ ļ¦ÄņØ┤ ņäĀĒśĖļÉśĻ│Ā ņ׳ņ¦Ćļ¦ī, ņÜ®ņĀæ ņåīņ×¼ņØś ļæÉĻ╗śņŚÉ ņĀ£ĒĢ£ņØ┤ ņ׳ņ£╝ļ®░, Ēīü ļ¦łļ¬©ļĪ£ ņØĖĒĢ£ ņåīļ¬©ĒÆł ĻĄÉņ▓┤ ļō▒ņØś ņØ┤ņ£ĀļĪ£ ņāØņé░ņä▒ņØ┤ ņĀĆĒĢśļÉśļŖö ļ¼ĖņĀ£ņĀÉņØ┤ ņ׳ļŗż. ĻĘĖļ”¼Ļ│Ā ņĢĢļĀźņØä Ļ░ĆĒĢśņŚ¼ ņĀæĒĢ®ĒĢśļŖö ĻĖ░ņłĀņØĖ ņĀäĻĖ░ņĀĆĒĢŁņÜ®ņĀæņØ┤ ņÜ®ņĀæļČĆņØś Ļ▒┤ņĀäņä▒ ļ░Å ņÜ®ņĀæ ļ│ĆĒśĢņØ┤ ņ×æņĢä ņé¼ņÜ®ļÉśĻ│Ā ņ׳ņŚłņ£╝ļéś ņØ┤ņóģ ĻĖłņåŹņØś ņĀæĒĢ®ņØ┤ ņ¢┤ļĀĄĻ│Ā ņäżļ╣äĻ░Ć ļ│Ąņ×ĪĒĢśņŚ¼ Ļ░ĆĻ▓®ņØ┤ ļ╣äņŗ╝ ļ¼ĖņĀ£ņĀÉņØ┤ ņ׳ļŗż. ņØ┤ļ¤¼ĒĢ£ ļ│ĄĒĢ®ņĀüņØĖ ņØ┤ņ£ĀļĪ£ ņØĖĒĢ┤ Ēśäņ×¼ļŖö ņŚ░Ļ▓░ļČĆ ļČĆĒÆł Ļ░ä ļĀłņØ┤ņĀĆ ņÜ®ņĀæņØä ņĀüņÜ®ĒĢśļŖö ņČöņäĖņØ┤ļŗż4,5).
ĒĢśņ¦Ćļ¦ī, ņĢīļŻ©ļ»ĖļŖä/ĻĄ¼ļ”¼ ņØ┤ņóģĻĖłņåŹ ļĀłņØ┤ņĀĆ ņÜ®ņĀæņØĆ ņÜ®ņĀæ Ēøä ņŚ┤ĒīĮņ░ĮĻ│äņłśņØś ņ░©ņØ┤ļĪ£ ņØĖĒĢ┤ ļāēĻ░ü ņŗ£ ņłśņČĢņŚÉ ņØśĒĢ£ ņØæļĀźņ¦æņżæņØ┤ ņØ╝ņ¢┤ļéś ĻĘĀņŚ┤ņØ┤ ļ░£ņāØĒĢśĻĖ░ ņē¼ņÜ░ļ®░, ļČłņĢłņĀĢĒĢ£ ĒéżĒÖĆ Ļ▒░ļÅÖņ£╝ļĪ£ ņØĖĒĢśņŚ¼ ĻĖ░Ļ│ĄņØ┤ ļ░£ņāØĒĢĀ ņłś ņ׳ļŖö ļ¼ĖņĀ£ņĀÉņØ┤ ņ׳ļŗż6). ļśÉĒĢ£ ļĀłņØ┤ņĀĆ ņÜ®ņĀæ ņŗ£ ĻĄ¼ļ”¼ņÖĆ ņĢīļŻ©ļ»ĖļŖäņØś ļåÆņØĆ ļ░śņé¼ņ£©ļĪ£ ņØĖĒĢ┤ ļ¦żņÜ░ ņĀüņØĆ ņŚÉļäłņ¦ĆĻ░Ć ņåīņ×¼ņŚÉ ĒØĪņłśļÉśņ¢┤ ņÜ®ņĀæ ļ╣äļō£ņØś ņāüļČĆ Ēæ£ļ®┤ņØ┤ ĻĘĀņØ╝ĒĢśņ¦Ć ļ¬╗ĒĢ£ ļ¼ĖņĀ£ņĀÉņØ┤ ņ׳ļŗż. ņØ┤ļź╝ ĒĢ┤Ļ▓░ĒĢśĻĖ░ ņ£äĒĢ┤ Bergmann7)ņØĆ ļĀłņØ┤ņĀĆļź╝ ņżæņ▓®ĒĢśņŚ¼ ņÜ®ņĀæņØä ņ¦äĒ¢ēĒĢśņśĆļŗż. ļĀłņØ┤ņĀĆņØś ņżæņ▓®ņ£╝ļĪ£ ņĀ£ņĪ░ļÉ£ ņÜ®ņĀæļČĆņŚÉņä£ļŖö ļŹö Ļ╣ŖņØĆ ņ╣©Ēł¼ņÖĆ ĻĘĀņŚ┤ņŚÉ ļīĆĒĢ£ Ē¢źņāüļÉ£ ņÜ®ņĀæ ĒÆłņ¦łņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņŚłĻ│Ā, ļæÉ ļĀłņØ┤ņĀĆ ļ╣öņØś ņĪ░ĒĢ®ņ£╝ļĪ£ ņØĖĒĢ┤ ņ£Āļ”¼ĒĢ£ ņØæĻ│Ā ņĪ░Ļ▒┤ņØä ņ┤ēņ¦äĒĢśņŚ¼ ņŚ┤ ĻĘĀņŚ┤ņØ┤ ĒÜ©Ļ│╝ņĀüņ£╝ļĪ£ Ļ░ÉņåīļÉśĻ▒░ļéś ļ░®ņ¦ĆĒĢśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż. ļśÉĒĢ£ Jabar8) ļŖö ņØ┤ņżæ ļ╣öņØä ņĪ░ņé¼ĒĢśļŖö ļ░®ņŗØņØĖ Adjustable Mode Beam (AMB)ņØä ņé¼ņÜ®ĒĢśņśĆĻ│Ā ņĮöņ¢┤ ļ░Å ļ¦ü ļ╣öņØä ņĀüņÜ®ĒĢĀ Ļ▓ĮņÜ░ ņÜ®ņĀæ ņŗ£ ņÖĖĻ│ĮņØś ļ¦ü ļ╣öņØ┤ ļ¬©ņ×¼ļź╝ ņśłņŚ┤ņŗ£ņ╝£ ļĀłņØ┤ņĀĆ ĒīīņןņØś ĒØĪņłśņ£©ņØä ļåÆņŚ¼ņŻ╝Ļ│Ā ĻĘĖ Ēøä ņĮöņ¢┤ ļ╣öņØ┤ ĒéżĒÖĆņØä ĒśĢņä▒ĒĢśĻ▓ī ļÉśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż. ņØ┤ļĀćĻ▓ī ĒśĢņä▒ļÉ£ ĒéżĒÖĆņØĆ ļ¦ü ļ╣öņØś ņśł/ĒøäņŚ┤ ĒÜ©Ļ│╝ļĪ£ ņś©ļÅäĻĄ¼ļ░░Ļ░Ć ļé«ņĢä ĻĖ░ņĪ┤ņØś ļŗ©ņØ╝ ļ╣ö ņĀüņÜ®Ļ│╝ ļ╣äĻĄÉĒĢśņśĆņØä ļĢī ņŖżĒī©Ēä░, ĻĘĀņŚ┤ ļ░Å ĒÆłņ¦ł ņĖĪļ®┤ņŚÉņä£ ĒÜ©Ļ│╝Ļ░Ć ņ׳ņØīņØä ņ×ģņ”ØĒĢśņśĆļŗż. ĒĢśņ¦Ćļ¦ī ņĢīļŻ©ļ»ĖļŖä-ĻĄ¼ļ”¼ ņØ┤ņóģ ņåīņ×¼ ļ®ĆĒŗ░ ņĮöņ¢┤ ļĀłņØ┤ņĀĆņØś Ļ│ĄņĀĢ ņĀ£ņ¢┤ņÖĆ Ļ┤ĆļĀ©ĒĢśņŚ¼, ĻĖ░ņĪ┤ņØś ņ┤łņØīĒīīņÜ®ņĀæ, ņĀäĻĖ░ņĀĆĒĢŁņÜ®ņĀæ, ļŗ©ņØ╝-ļĀłņØ┤ņĀĆ ņÜ®ņĀæĻ│╝ ļÅÖņØ╝ĒĢśĻ▓ī ņÜ®ņĀæļČĆņØś ļ»ĖņäĖņĪ░ņ¦ü ņĀ£ņ¢┤ļź╝ ĒåĄĒĢ£ ĻĖ░Ļ│äņĀü ļ¼╝ņä▒ ĒÖĢļ│┤ ņŚ░ĻĄ¼Ļ░Ć ĒĢäņÜöĒĢśļŗż. ņØ┤ņŚÉ ļ│Ė ļģ╝ļ¼ĖņŚÉņä£ļŖö ļ®ĆĒŗ░ ņĮöņ¢┤ ļĀłņØ┤ņĀĆ ņÜ®ņĀæņØä ĒåĄĒĢ┤ ņĮöņ¢┤ņÖĆ ļ¦ü ļ╣öņØä ņĀ£ņ¢┤ĒĢśņŚ¼ ļĀłņØ┤ņĀĆ ĒīīņןņØś ĒØĪņłśņ£©ņØä ļåÆņŚ¼ ņŖżĒī©Ēä░ ļ░Å ĻĘĀņŚ┤ ļ░£ņāØņØä ņĄ£ņåīĒÖöĒĢśņśĆĻ│Ā Ēśäņ×¼ ņĢīļŻ©ļ»ĖļŖä/ĻĄ¼ļ”¼ ņØ┤ņóģņåīņ×¼ ļ▓äņŖżļ░ö ņÜ®ņĀæ ņŗ£ ņé¼ņÜ®ļÉśĻ│Ā ņ׳ļŖö ļæÉ ņżä ņ¦üņäĀ ņÜ®ņĀæņØä ļ®ĆĒŗ░ ņĮöņ¢┤ ļĀłņØ┤ņĀĆļĪ£ ņ¦äĒ¢ēĒĢśņśĆņ£╝ļ®░, ļæÉ ņżä ņ¦üņäĀ ņÜ®ņĀæņØ┤ ņÜ®ņĀæļČĆņØś ļ»ĖņäĖņĪ░ņ¦ü ļ░Å ĻĖ░Ļ│äņĀü ļ¼╝ņä▒ņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØä ņŚ░ĻĄ¼ĒĢśņśĆļŗż.
2. ņŗżĒŚś ļ░®ļ▓Ģ
2.1 ņŗżĒŚśņןļ╣ä ļ░Å ņŗżĒŚśņĪ░Ļ▒┤
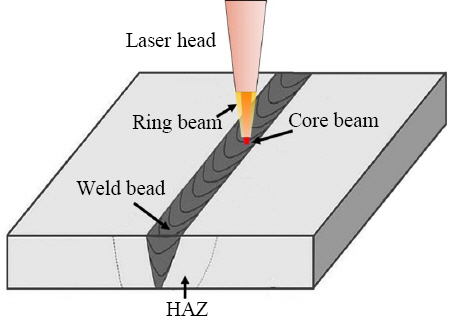
ņŗżĒŚśņØĆ IPG ņé¼ņŚÉ Ļ│ĄļףņŗØ YLS-SM-AMB (Single mode-Adjustable Mode Beam) ņןļ╣äņØĖ YLS-1000/ 1000ņØä ņé¼ņÜ®ĒĢśņŚ¼ Fig. 1Ļ│╝ Ļ░ÖņØ┤ ņĮöņ¢┤ņÖĆ ļ¦ü ļ╣öņØä ņĪ░ņé¼ĒĢśļŖö ļ░®ņŗØņØĖ ļ®ĆĒŗ░ ņĮöņ¢┤ ļĀłņØ┤ņĀĆ ņÜ®ņĀæņØä ņ¦äĒ¢ēĒĢśņśĆĻ│Ā ļĀłņØ┤ņĀĆ ņŖżĒÄÖņØĆ ļŗżņØī Table 1Ļ│╝ Ļ░Öļŗż. ņÜ®ņĀæņåŹļÅäļŖö 300 mm/sļĪ£ Ļ│ĀņĀĢĒĢśĻ│Ā Table 2ņÖĆ Ļ░ÖņØ┤ ņĮöņ¢┤ ļ╣öĻ│╝ ļ¦ü ļ╣öņØś ļĀłņØ┤ņĀĆ ņČ£ļĀźņØä ļ│ĆņłśļĪ£ ĒĢśņŚ¼ ņŗżĒŚśĒĢśņśĆĻ│Ā, ņÜ®ņ×ģ Ļ▒░ļÅÖ ļ░Å ņÜ®ņĀæļČĆ ņŗ£ĒÄĖņØś ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ņØä ļ╣äĻĄÉĒĢśļŖö ņäĀĒ¢ē ņŗ£ĒŚśņØä ņ¦äĒ¢ēĒĢśņśĆļŗż. ĻĘĖ Ēøä, ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ ļ░Å ņÜ®ņĀæļČĆĻ░Ć Ļ░Ćņן ņ¢æĒśĖĒĢśĻ▓ī ļéśņśżļŖö ļĀłņØ┤ņĀĆ ņČ£ļĀźņØä ĻĖ░ņżĆņ£╝ļĪ£ ļæÉ ņżä ņ¦üņäĀ ņÜ®ņĀæņØä ĒĢśņśĆņ£╝ļ®░, ņÜ®ņĀæ Ļ░äĻ▓®ņØä 0.2 mmņö® ņ”ØĻ░ĆĒĢśņŚ¼ ņ┤Ø 8Ļ░£ņØś ņä£ļĪ£ ļŗżļźĖ ņÜ®ņĀæ Ļ░äĻ▓®ņØä Ļ░¢ļŖö ņÜ®ņĀæ ņŗ£ĒÄĖņØś ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ ļ░Å ļ»ĖņäĖņĪ░ņ¦üņØä ļ╣äĻĄÉĒĢśļŖö ņŗ£ĒŚśņØä ņ¦äĒ¢ēĒĢśņśĆļŗż.
2.2 ņŗ£ĒŚśĒÄĖ ņĀ£ņ×æ
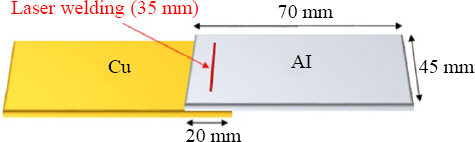
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ļ▓äņŖżļ░öņÖĆ ĒāŁ ņé¼ņØ┤ņØś ņĀæĒĢ®ņØä ņ£äĒĢ┤ ņ×ÉļÅÖņ░© ļ░░Ēä░ļ”¼ņŚÉ ņŻ╝ļĪ£ ņé¼ņÜ®ļÉśĻ│Ā ņ׳ļŖö ņĢīļŻ©ļ»ĖļŖä 1050ņØä ņāüĒīÉņ£╝ļĪ£ C1020P ņåīņ×¼ļź╝ ĒĢśĒīÉņ£╝ļĪ£ ĒĢśņśĆņ£╝ļ®░, 20 mmļź╝ Ļ▓╣ņ│É ļĀłņØ┤ņĀĆ ņÜ®ņĀæņØä ņłśĒ¢ēĒĢśņśĆļŗż. ļæÉ ņåīņ×¼ņØś ļæÉĻ╗śļŖö ļ¬©ļæÉ 0.4 mmļĪ£ ĒĢśņśĆņ£╝ļ®░, ļĀłņØ┤ņĀĆ ņÜ®ņĀæ ĻĖĖņØ┤ļŖö Fig. 2ņŚÉ Ēæ£ĒśäļÉ£ Ļ▓āņ▓śļ¤╝ 35 mmļĪ£ Ļ│ĀņĀĢĒĢśņŚ¼ ļ│äļÅäņØś ļ│┤ĒśĖĻ░ĆņŖż ņŚåņØ┤ ņÜ®ņĀæņØä ņłśĒ¢ēĒĢśņśĆļŗż.
3. ņŗżĒŚś Ļ▓░Ļ│╝ ļ░Å Ļ│Āņ░░
3.1 Al/Cu ļ░ĢĒīÉ ļ®ĆĒŗ░ņĮöņ¢┤ ļĀłņØ┤ņĀĆ ņÜ®ņĀæļČĆ ĒśĢņä▒
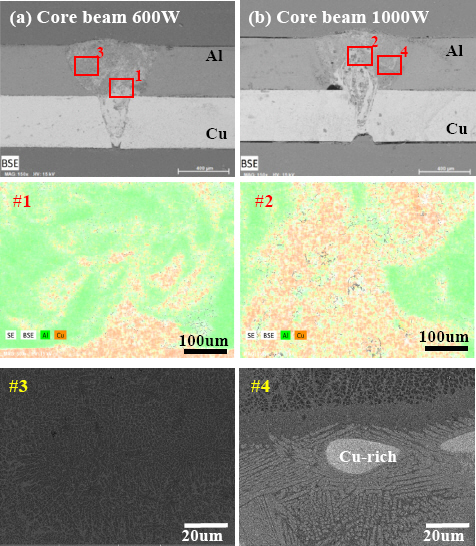
Table 2ņŚÉ ņĀ£ņŗ£ļÉ£ ņĪ░Ļ▒┤ņ£╝ļĪ£ ņÜ®ņĀæļÉ£ ņĢīļŻ©ļ»ĖļŖä/ĻĄ¼ļ”¼ ņØ┤ņóģņåīņ×¼ņØś ņĀæĒĢ®ļČĆ ļŗ©ļ®┤ ņé¼ņ¦äņØä Fig. 4ņŚÉ ņĀ£ņŗ£ĒĢśņśĆļŗż. ļŗ©ļ®┤ ļČäņäØ Ļ▓░Ļ│╝ ņĮöņ¢┤ ļ╣öņØś ņČ£ļĀźņØ┤ ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ņÜ®ņ×ģņØ┤ ņ”ØĻ░ĆĒĢśņśĆņ£╝ļ®░, 800 W ņØ┤ņāüņŚÉņä£ļŖö ļ¦ü ļ╣ö ņČ£ļĀź ņĪ░Ļ▒┤Ļ│╝ ņāüĻ┤ĆņŚåņØ┤ ļ¬©ļæÉ ņÖäņĀäņÜ®ņ×ģ ļÉ£ Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż. ļśÉĒĢ£ ņĮöņ¢┤ ļ╣öņØś ņČ£ļĀźņØ┤ ļÅÖņØ╝ ĒĢĀ ļĢī ļ¦ü ļ╣öņØś ņČ£ļĀź ņ”ØĻ░ĆņŚÉ ļö░ļØ╝ ļ╣äļō£ ĒÅŁņØ┤ ņ”ØĻ░ĆĒĢśļŖö Ļ▓āņØä ĒÖĢņØĖ ĒĢĀ ņłś ņ׳ņŚłļŗż. ļ¦ü ļ╣ö 0 W, 500 WņØ╝ ļĢī ļ│┤ļŗż 1000 WņØ╝ ļĢīņŚÉ Ļ│äļ®┤ ļ╣äļō£ ĒÅŁņØ┤ ņ╗żņ¦ĆļŖö Ļ▓āņØä ĒÖĢņØĖ ĒĢĀ ņłś ņ׳ļŖöļŹ░ ļ¦ü ļ╣öņØś ņČ£ļĀźņŚÉ ļö░ļźĖ ļ╣äļō£ ĒÅŁņØś ļ│ĆĒÖö ļČäņäØ Ļ▓░Ļ│╝ 500 W ņØ┤ĒĢśņØś ņČ£ļĀźņŚÉņä£ ņÜ®ņĀæĒĢĀ ņŗ£ ļ╣äļō£ ĒÅŁņØ┤ ņóüņØĆ Ļ▓āņØä ĒÖĢņØĖ ĒĢĀ ņłś ņ׳ļŗż. ļ¦ü ļ╣öņØś ņ¦üĻ▓ĮņØĆ 228 umļĪ£ ĻĖ░ņĪ┤ ļĀłņØ┤ņĀĆ ņÜ®ņĀæ ļ╣öņŚÉ ļ╣äĒĢśņŚ¼ ļ¦żņÜ░ ņĪ░ļīĆĒĢśļ®░, ļÅÖņØ╝ ņČ£ļĀźņŚÉņä£ ņŚÉļäłņ¦Ć ļ░ĆļÅäĻ░Ć ļé«ĻĖ░ ļĢīļ¼ĖņŚÉ, ņĀĆņČ£ļĀźņŚÉņä£ ņÜ®ņĀæņØä ĒĢĀ ņŗ£ ņŚÉļäłņ¦Ć ļ░ĆļÅä ļČĆņĪ▒ņ£╝ļĪ£ ņÜ®ņĀæņä▒ņØ┤ ņĀĆĒĢśļÉśņ¢┤ ļ╣äļō£ ĒÅŁ ĒÖĢļ│┤ĒĢśņ¦Ć ļ¬╗ĒĢ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.

ļ░śļ®┤, ļåÆņØĆ ņČ£ļĀźņŚÉņä£ļŖö ļ╣äĻĄÉņĀü ļåÆņØĆ ņŚÉļäłņ¦Ć ļ░ĆļÅäļĪ£ ņØĖĒĢśņŚ¼ ņĢīļŻ©ļ»ĖļŖäņØ┤ ņÜ®ņ£ĄļÉśņ¢┤ Ļ│äļ®┤ļČĆņØś ļ╣äļō£Ļ░Ć ļ¦ü ņĮöņ¢┤ ņŖżĒī¤ ņé¼ņØ┤ņ”łņÖĆ ļ╣äņŖĘĒĢ£ ĒÅŁņØ┤ ĒśĢņä▒ļÉ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
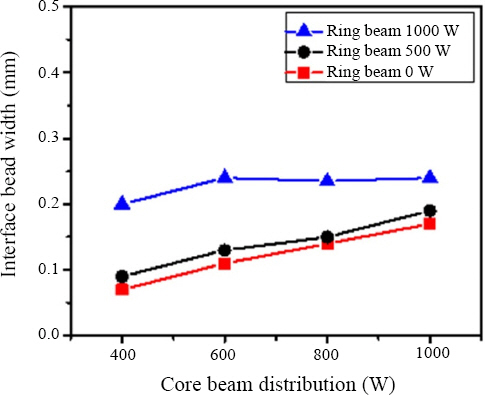
3.2 ļ®ĆĒŗ░ņĮöņ¢┤ ļĀłņØ┤ņĀĆ ņÜ®ņĀæļČĆ Ļ░ĢļÅä ĒÅēĻ░Ć
ņĢīļŻ©ļ»ĖļŖä ĻĄ¼ļ”¼ ĒīÉņ×¼ņØś Ļ▓╣ņ╣śĻĖ░ ņÜ®ņĀæļČĆņŚÉņä£ ļĀłņØ┤ņĀĆ Ēīīņøī ņäĖĻĖ░ņŚÉ ļö░ļØ╝ ņĀæĒĢ®Ļ░ĢļÅä ļ░Å Ēīīļŗ©Ļ▒░ļÅÖņØä ņĢīņĢäļ│┤ņĢśļŗż. ņĀäļ░śņĀüņ£╝ļĪ£ ņĮöņ¢┤ ļ╣ö ļ░Å ļ¦ü ļ╣ö ņäĖĻĖ░ņØś ņ”ØĻ░ĆņŚÉ ļö░ļØ╝ ņĀæĒĢ®Ļ░ĢļÅäĻ░Ć ņ”ØĻ░ĆĒĢśļŖö Ļ▓āņØä ļ│╝ ņłś ņ׳ņ£╝ļéś, Fig. 5ņÖĆ Ļ░ÖņØ┤ ņĮöņ¢┤ ļ╣ö ņČ£ļĀźņØ┤ ļåÆņĢäņ¦ł Ļ▓ĮņÜ░ ņĀÉņ░©ņĀüņ£╝ļĪ£ Ļ░ĢļÅäĻ░Ć ņ”ØĻ░ĆĒĢśļéś ņČ£ļĀźņØ┤ 800 WņŚÉņä£ 1000 WļĪ£ ļåÆņĢäņ¦ł Ļ▓ĮņÜ░ Ļ░ĢļÅäĻ░Ć Ļ░ÉņåīĒĢśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż. ļ¦ü ļ╣öņØś ņČ£ļĀźņØ┤ ļåÆņĢäņ¦ł Ļ▓ĮņÜ░ ņāüļīĆņĀüņ£╝ļĪ£ ņĢīļŻ©ļ»ĖļŖä ļČĆļČäņØś ļäōņØĆ ņśüņŚŁņØä ņÜ®ņ£Ąņŗ£ņ╝£ ļ╣äļō£ ĒÅŁņØś ņ”ØĻ░ĆļĪ£ ņØĖĒĢ┤ ņĀæĒĢ®Ļ░ĢļÅäļź╝ ļåÆņØ┤ļ®░ Fig. 6Ļ│╝ Ļ░ÖņØ┤ Ļ│äļ®┤ Ēīīļŗ©ņŚÉņä£ ņĢīļŻ©ļ»ĖļŖä ļ¬©ņ×¼ņŚÉņä£ Ēīīļŗ©ņØ┤ ņØ╝ņ¢┤ļéśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż. ļ░śļ®┤, ņĮöņ¢┤ ļ╣öņØś ņČ£ļĀźņØ┤ ļåÆņĢäņ¦ł Ļ▓ĮņÜ░ ĻĖ░Ļ│äņĀü ļ¼╝ņä▒ņØ┤ Ļ░ÉņåīĒĢśļŖö Ļ▓āņØä ĒÖĢņØĖ ĒĢĀ ņłś ņ׳ļŖöļŹ░, ņĮöņ¢┤ ļ╣öņØś Ļ▓ĮņÜ░ ļĀłņØ┤ņĀĆ ņĪ░ņé¼ļĪ£ ņØĖĒĢ┤ ļ╣äļō£ ĒÅŁņØä ņ”ØĻ░Ćņŗ£ĒéżļŖö Ļ▓āņØ┤ ņĢäļŗī ņĢīļŻ©ļ»ĖļŖä/ĻĄ¼ļ”¼ņØś Ļ▓░ĒĢ® ļ®┤ņĀüņØ┤ ļĀłņØ┤ņĀĆ ĒīīņøīņØś ņ”ØĻ░ĆņÖĆ ĒĢ©Ļ╗ś ņĀÉņ¦äņĀüņ£╝ļĪ£ ņ”ØĻ░ĆĒĢśĻ▓ī ļÉśļ®░ ĒśĢņä▒ļÉ£ IMCņØś ĒĢ©ļ¤ē ņ”ØĻ░ĆļĪ£ ņØ┤ņ¢┤ņ¦ĆĻ▓ī ļÉ£ļŗż. ļśÉĒĢ£ ļåÆņØĆ ņĘ©ņä▒ņØä Ļ░Ćņ¦ä Al2Cu ņśüņŚŁĻ│╝ Al-Cu Ļ│Ąņ£Ą ņśüņŚŁņØś ļæÉĻ╗śļÅä ļĀłņØ┤ņĀĆ Ēīīņøī ņ”ØĻ░ĆņÖĆ ĒĢ©Ļ╗ś ņ”ØĻ░ĆĒĢśļ»ĆļĪ£ ĻĖ░Ļ│äņĀü ņä▒ņ¦łņŚÉ ņĢģņśüĒ¢źņØä ņżĆ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż10).

ļśÉĒĢ£ Fig. 7Ļ│╝ Ļ░ÖņØ┤ ņĢīļŻ©ļ»ĖļŖä/ĻĄ¼ļ”¼ ļ╣äļō£ Ļ│äļ®┤ņŚÉņä£ļČĆĒä░ ļé£ļźś ĒśĢĒā£ņØś ņÜ®ņ£ĄĒÆĆ ļīĆļźśĻ░Ć ņØ╝ņ¢┤ļé£ Ļ▓āņØä ĒÖĢņØĖ ĒĢĀ ņłś ņ׳ņ£╝ļ®░, ņĮöņ¢┤ ļ╣öņØś ņČ£ļĀźņØä ņ”ØĻ░Ćņŗ£ņ╝░ņØä ļĢī ņś©ļÅäņÖĆ ņÜ®ņ£Ą ĒÆĆņØś Ēæ£ļ®┤ņĀüņØ┤ ņ”ØĻ░ĆĒĢśĻ│Ā, ļ¦łļ×æĻ│Āļŗł ĒÜ©Ļ│╝(Marangoni effect)ļĪ£ ņØĖĒĢ£ ņĢīļŻ©ļ»ĖļŖä ļ¬©ņ×¼Ļ░Ć ĻĄ¼ļ”¼ņÖĆ ļŹö ļ¦ÄņØĆ ļČĆļČä ņÜ®ņ£ĄļÉśņ¢┤ Ēś╝ĒĢ®ļÉ£ ļ¬©ņŖĄņØä ĒĢśĻ│Ā ņ׳ļŗż11). Ēś╝ĒĢ®ļÉ£ ņĢīļŻ©ļ»ĖļŖä/ĻĄ¼ļ”¼ņØś Ļ▓ĮņÜ░ Al ļģ╣ļŖöņĀÉ(660Ōäā)Ļ│╝ CuņØś ļģ╣ļŖöņĀÉ(1,085Ōäā) ņ░©ņØ┤ļĪ£ ņØĖĒĢ┤ ĻĄ¼ļ”¼Ļ░Ć ļ©╝ņĀĆ ņØæĻ│ĀļÉśļ®░ ļ░£ņŚ┤ ļ░śņØæņØä ņ£Āļ░£ĒĢśĻ▓ī ļÉ£ļŗż. ņØ┤ļĪ£ ņØĖĒĢśņŚ¼ ņØæĻ│Ā Ļ│äļ®┤ ņŻ╝ļ│ĆļČĆļĪ£ ļāēĻ░ü ņåŹļÅäĻ░Ć ņĀĆĒĢśļÉśĻ▓ī ļÉśĻ│Ā, ņØæĻ│Ā Ļ│äļ®┤ ņŻ╝ļ│Ćņ£╝ļĪ£ ņĪ░ļīĆ ņŻ╝ņāüņĀĢ ņĪ░ņ¦üņØä ĒśĢņä▒ņŗ£Ēé©ļŗż. ļ░śļ®┤ Cu ņ£Āņ×ģņØ┤ ņŚåļŖö ņÜ®ņĀæļČĆņŚÉņä£ļŖö ļ╣ĀļźĖ ļāēĻ░üņ£╝ļĪ£ ņØĖĒĢśņŚ¼ ļ»ĖņäĖ ļō▒ņČĢņĀĢņØ┤ ĒśĢņä▒ļÉśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż. ņĪ░ļīĆĒĢ£ ņŻ╝ņāüņĀĢņØĆ ļé┤ļČĆ Ļ░łļØ╝ņ¦É, ņØæĻ│ĀņłśņČĢņŚÉ ņØśĒĢ£ ņżæņŗ¼ ĻĖ░Ļ│Ą, ņØæĻ│Ā ļ¦ÉĻĖ░ņØś ļ»Ė ņØæĻ│Ā ņÜ®Ļ░ĢņØś ņ£ĀļÅÖņŚÉņä£ ĻĖ░ņØĖĒĢśļŖö ņżæņŗ¼ ĒÄĖņäØ ļō▒ņØś ļé┤ļČĆ Ļ▓░ĒĢ©ņØä ļ░£ņāØņŗ£ņ╝£ ĻĖ░Ļ│äņĀü ņä▒ņ¦łņØä ņĀĆĒĢśĒĢśĻ▓ī ļÉ£ļŗż.
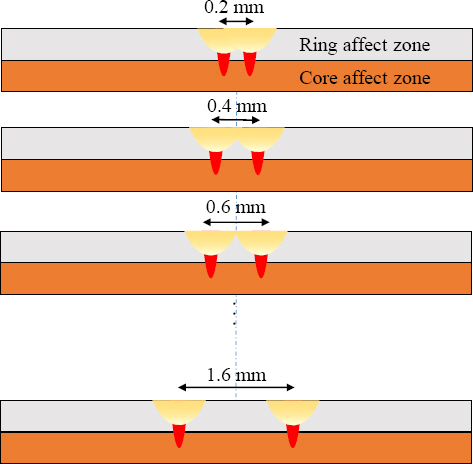
3.3 ņÜ®ņĀæ Ļ░äĻ▓®ņŚÉ ļö░ļźĖ ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ ļ░Å ļ»ĖņäĖņĪ░ņ¦ü ļČäņäØ
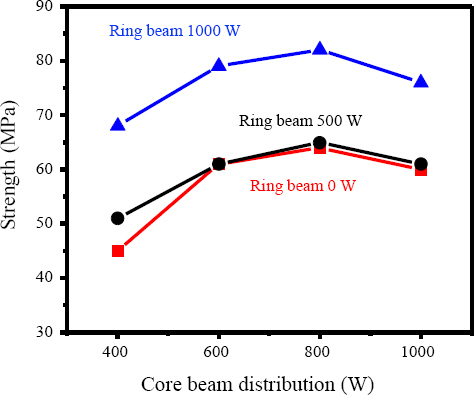
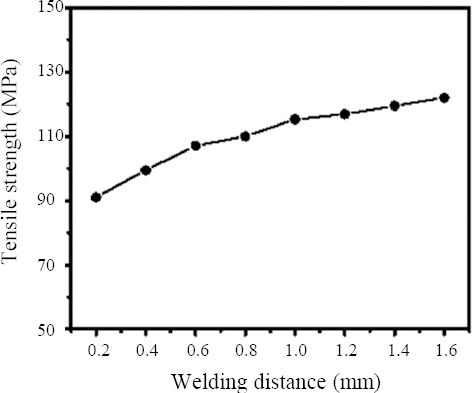
ņäĀĒ¢ēņŗżĒŚśņŚÉņä£ ņÜ®ņĀæņä▒ņØ┤ ņÜ░ņłśĒĢ£ core/ring beam 600- 1,000 Wļź╝ ĻĖ░ņżĆņ£╝ļĪ£ ĻĖ░Ļ│äņĀü Ļ░ĢļÅäļź╝ ņ”ØĻ░Ćņŗ£ĒéżĻĖ░ ņ£äĒĢ┤ ļæÉ ņżä ņ¦üņäĀ ņÜ®ņĀæņØä ĒĢśņśĆņ£╝ļ®░, ļæÉ ņżä ņ¦üņäĀ ņÜ®ņĀæņØś Ļ░äĻ▓®ņØĆ Fig. 8Ļ│╝ Ļ░ÖņØ┤ 0.2 mmļź╝ ĻĖ░ņżĆņ£╝ļĪ£ 0.2 mmņö® ņ”ØĻ░Ćņŗ£Ēéżļ®░ ņÜ®ņĀæņØä ņ¦äĒ¢ēĒĢśņśĆļŗż. ņŗżĒŚś Ļ▓░Ļ│╝ ļ╣äļō£ ņé¼ņØ┤ Ļ░äĻ▓®ņØä ļæÉĻ│Ā ļæÉ ņżä ņ¦üņäĀ ņÜ®ņĀæņØä ņ¦äĒ¢ēĒĢśņśĆņØä ļĢī Ēīīļŗ©ņØĆ Fig. 6 (b)ņÖĆ Ļ░ÖņØ┤ ļ¬©ļæÉ ņāüĒīÉņØś ņĢīļŻ©ļ»ĖļŖä ļ¬©ņ×¼ņŚÉņä£ Ēīīļŗ©ņØ┤ ļ░£ņāØĒĢśņśĆņ£╝ļ®░ ĒĢ£ ņżä ņ¦üņäĀ ņÜ®ņĀæņØä ĒĢśņśĆņØä ļĢī ņĄ£ļīĆ Ēīīļŗ© Ļ░ĢļÅäĻ░Ć 82 MPaņØĖ Ļ▓āņŚÉ ļ╣äĒĢ┤ Fig. 9ņÖĆ Ļ░ÖņØ┤ ļæÉ ņżä ņ¦üņäĀ ņÜ®ņĀæņØś Ēīīļŗ© Ļ░ĢļÅäļŖö ļ╣äļō£ Ļ░ä Ļ▒░ļ”¼Ļ░Ć ļäōņØäņłśļĪØ ļŹö Ēü¼Ļ▓ī ļéśĒāĆļé¼Ļ│Ā 0.2 mm Ļ░äĻ▓®ņØ╝ ļĢī 91 MPaņØä ņĄ£ņåīĻ░ÆņØä ņŗ£ņ×æņ£╝ļĪ£ ņĀÉņ░© ņ”ØĻ░ĆĒĢśņŚ¼ 1.6 mm Ļ░äĻ▓®ņŚÉņä£ ņĄ£ļīĆ 123 MPaļĪ£ ņĖĪņĀĢļÉśņŚłĻ│Ā 1.0 mm Ļ░äĻ▓®ļČĆĒä░ Ēīīļŗ©Ļ░ĢļÅäĻ░Ć ņĀÉņ░© ņłśļĀ┤ĒĢśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż. ļæÉ ņżä ņ¦üņäĀ ņÜ®ņĀæņØĆ ĒĢ£ ņżä ņ¦üņäĀ ņÜ®ņĀæņŚÉ ļ╣äĒĢ┤ ļ╣äļō£ ĒÅŁņØ┤ ļäōņ¢┤ ņØæļĀźņ¦æņżæĻ│äņłśĻ░Ć ļé«ņĢä Ēīīļŗ©Ļ░ĢļÅäĻ░Ć ņ”ØĻ░ĆĒĢ£ Ļ▓āņ£╝ļĪ£ ļ│┤ņØĖļŗż.
ņÜ®ņĀæ Ļ│ĄņĀĢ ņĪ░Ļ▒┤ ļ░Å ņśüņŚŁņŚÉ ļö░ļźĖ Ļ▓ĮĒÖö Ļ▒░ļÅÖņØä ļČäņäØĒĢśĻĖ░ ņ£äĒĢśņŚ¼, Mitutoyo ņé¼ņØś Micro vickers hardenssļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ Ļ▓ĮļÅäļź╝ ļČäņäØĒĢśņśĆļŗż. ņŗ£ĒŚś ĒĢśņżæņØĆ 50 gfļĪ£ 5ņ┤ł ļÅÖņĢł ĒĢśņżæņØä ļČĆņŚ¼ ĒĢśņśĆņ£╝ļ®░, Fig. 10Ļ│╝ Ļ░ÖņØ┤ ņÜ®ņĀæļČĆļź╝ ĻĖ░ņżĆņ£╝ļĪ£ 0.2 mm Ļ░äĻ▓®ņ£╝ļĪ£ ņÜ®ņĀæļČĆ ļ░Å ļ¬©ņ×¼ļČĆņØś Ļ▓ĮļÅäļź╝ ņĖĪņĀĢĒĢśņŚ¼ Core/Ring beam 600/1,000 W ĒĢ£ņżä ņ¦üņäĀņÜ®ņĀæņŚÉņä£ņØś Ļ▓ĮļÅäņÖĆ ļ╣äĻĄÉļČäņäØņØä ņ¦äĒ¢ēĒĢśņśĆļŗż. ņØ┤ļĢī, ļæÉ ļ▓łņ¦Ė ņÜ®ņĀæļČĆņŚÉņä£ ņ▓½ ļ▓łņ¦Ė ņÜ®ņĀæļČĆņØś ļ░®Ē¢źņØä ņØīņ£╝ļĪ£ ļæÉ ļ▓łņ¦Ė ņÜ®ņĀæļČĆņŚÉņä£ ļ¬©ņ×¼ļČĆņØś Ļ▒░ļ”¼ļź╝ ņ¢æņØś ļ░®Ē¢źņ£╝ļĪ£ Ēæ£ĻĖ░ĒĢśņśĆļŗż. Fig. 11Ļ│╝ Ļ░ÖņØ┤ Fusion lineņØś Ļ▓ĮņÜ░ ņÜ®ņĀæļČĆņÖĆ ļ¬©ņ×¼ļČĆņŚÉ ļ╣äĒĢ┤ ļé«ņØĆ Ļ▓ĮļÅä Ļ░ÆņØä Ļ░ĆņĪīņ£╝ļ®░, ņÜ®ņĀæ Ļ░äĻ▓®ņØ┤ ņóüņØĆ Ļ▓ĮņÜ░ ļæÉ ļ▓łņ¦Ė ņÜ®ņĀæņ£╝ļĪ£ ņØĖĒĢ£ Fusion lineņØś Ļ▓ĮļÅäĻ░Ć ņ▓½ ļ▓łņ¦Ė Fusion lineņØś Ļ▓ĮļÅäņŚÉ ļ╣äĒĢ┤ ļé«ņØĆ Ļ▓āņØä ĒÖĢņØĖ ĒĢĀ ņłś ņ׳ņŚłņ£╝ļéś, ņÜ®ņĀæ Ļ░äĻ▓®ņØ┤ 0.6 mm ņØ┤ņāü ļ▓īņ¢┤ņ¦ĆĻ▓ī ļÉ£ Ļ▓ĮņÜ░ ņ▓½ ļ▓łņ¦ĖņÖĆ ļæÉ ļ▓łņ¦Ė Fusion lineņØś Ļ▓ĮļÅäņ░©Ļ░Ć ņŚåņØīņØä ĒÖĢņØĖĒĢśņśĆļŗż.
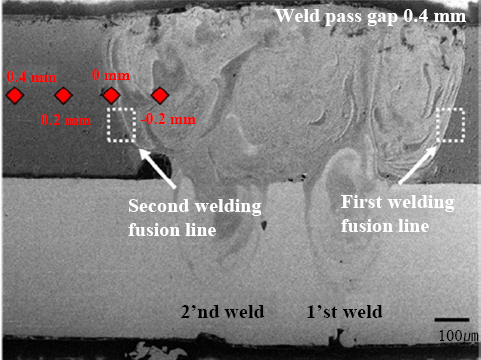
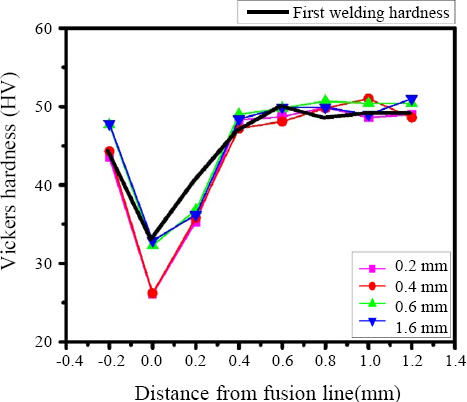
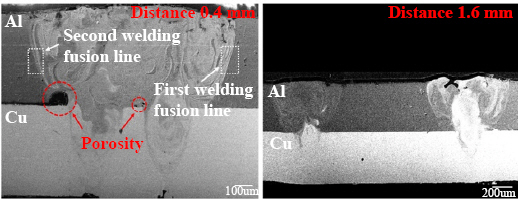
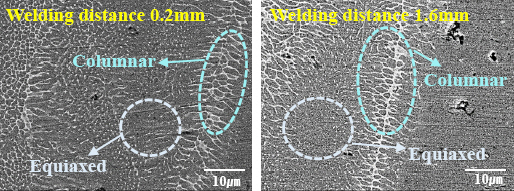
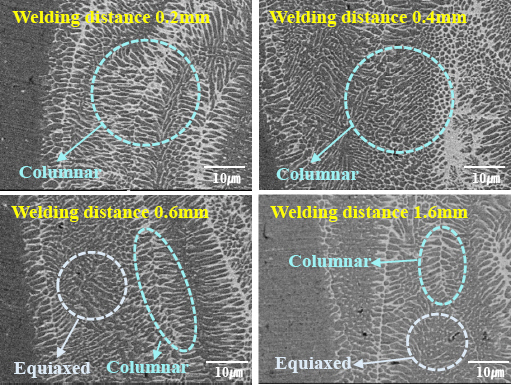
ņÜ®ņĀæ ņĪ░Ļ▒┤ņŚÉ ļö░ļźĖ ĻĖ░Ļ│äņĀü ļ¼╝ņä▒ ļ│ĆĒÖö ņøÉņØĖņØä ĒÖĢņØĖĒĢśĻĖ░ ņ£äĒĢśņŚ¼ Ļ░ü Fusion lineņØś ļ»ĖņäĖņĪ░ņ¦üņØä ļ╣äĻĄÉĒĢśņŚ¼ ņāüņØś ĒśĢĒā£ ļ░Å ņĪ░ņ¦üņØä ļ╣äĻĄÉĒĢ┤ ļ│┤ņĢśļŗż. Fig. 12ņÖĆ Ļ░ÖņØ┤ ņÜ®ņĀæ Ļ░äĻ▓®ņØ┤ 0.4 mm ņØ┤ĒĢś ņØ╝ ļĢī ņÜ®ņĀæļČĆĻ░Ć Ļ▓╣ņ╣©ņ£╝ļĪ£ ņØĖĒĢ┤ ņ×ģņŚ┤ļ¤ēņØ┤ ņ”ØĻ░ĆĒĢśņŚ¼ ņĪ░ļīĆ ĻĖ░Ļ│Ą ļ░Å ļ»ĖņäĖ ĻĖ░Ļ│ĄņØ┤ ņāØĻĖ┤ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉśļ®░ ņÜ®ņĀæĻ░äĻ▓® 1.6 mmņŚÉņä£ļŖö ļæÉ ņÜ®ņĀæĻ░äņØś ņśüĒ¢źņØ┤ ņĀüņ¢┤ Ļ▒┤ņĀäĒĢ£ ņÜ®ņĀæļČĆ ĒśĢņāüņØä ņ¢╗ņØĆ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ņČöĻ░ĆņĀüņ£╝ļĪ£, Fig. 12ņŚÉ Ēæ£ņŗ£ļÉ£ ņ▓½ ļ▓łņ¦Ė ņÜ®ņĀæņØś Fusion lineĻ│╝ ļæÉ ļ▓łņ¦Ė ņÜ®ņĀæņØś Fusion lineņØś ļ»ĖņäĖņĪ░ņ¦ü ļČäņäØ Ļ▓░Ļ│╝, ņÜ®ņĀæ Ļ░äĻ▓® 0.2 mm ļ░Å 1.6 mmņØś ņ▓½ ļ▓łņ¦Ė ņÜ®ņĀæ Fusion lineņØś Ļ▓ĮņÜ░ Fig. 13Ļ│╝ Ļ░ÖņØ┤ ņŻ╝ņāüņĀĢĻ│╝ ļō▒ņČĢņĀĢ ņłśņ¦Ćņāüņ£╝ļĪ£ ņØ┤ļŻ©ņ¢┤ņ¦ä Ļ▓āņØä ĒÖĢņØĖ ĒĢśņśĆņ£╝ļ®░, ņĪ░ņ¦üņØś ĒśĢĒā£ņŚÉ ņ░©ņØ┤Ļ░Ć Ēü¼ņ¦Ć ņĢŖņØĆ Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż. ļæÉ ļ▓łņ¦Ė ņÜ®ņĀæ Fusion lineņØś Ļ▓ĮņÜ░ Fig. 14ņÖĆ Ļ░ÖņØ┤ ņÜ®ņĀæ Ļ░äĻ▓® 0.2 mm, 0.4 mm ņØ╝ ļĢī ņÜ®ņĀæņŚ┤ņŚÉ ņØśĒĢ£ ņśüĒ¢źņØä ļ░øņĢä ņØæĻ│Āņŗ£Ļ░äņØ┤ ĻĖĖņ¢┤ņ¦ĆĻ│Ā ļāēĻ░üņåŹļÅäĻ░Ć ņ×æņĢäņ¦Éņ£╝ļĪ£ņŹ© ņłśņ¦ĆņāüņĀĢ ņśüņŚŁņØ┤ ĒÖĢļīĆļÉśĻ│Ā ļō▒ņČĢņĀĢ ņśüņŚŁņØ┤ ņé¼ļØ╝ņ¦ä Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż. ļ░śļ®┤ ņÜ®ņĀæ Ļ░äĻ▓® 0.6 mm ņØ┤ņāüņŚÉņä£ļŖö ļæÉ ņÜ®ņĀæĻ░äņØś ņśüĒ¢źņØ┤ ņĀüĻ│Ā ņØæĻ│Āņŗ£Ļ░äņØ┤ ņ¦¦ņĢä ņ▓½ ļ▓łņ¦Ė ņÜ®ņĀæ Fusion lineĻ│╝ ļ╣äņŖĘĒĢ£ ņāüņØś ĒśĢĒā£ļź╝ ļ│┤ņśĆļŗż.
ļśÉĒĢ£ ļæÉ ļ▓łņ¦Ė ņÜ®ņĀæņ£╝ļĪ£ ņØĖĒĢ£ Fusion lineņØĆ ņ▓½ ļ▓łņ¦Ė ņÜ®ņĀæņŚ┤ņŚÉ ņØśĒĢ┤ ņ¢┤ļŗÉļ¦ü ĒÜ©Ļ│╝ļź╝ ļ░øĻ▓ī ļÉśņ¢┤ ņ×¼Ļ▓░ņĀĢ ļ░Å Ļ▓░ņĀĢļ”Į ņä▒ņןņØ┤ ņØ╝ņ¢┤ļéśĻ▓ī ļÉśĻ│Ā ļö░ļØ╝ņä£ Ļ░ĆĻ│ĄĻ▓ĮĒÖö ĒÜ©Ļ│╝Ļ░Ć ņżäņ¢┤ļōżņ¢┤ Ļ░äĻ▓®ņØ┤ ņóüņØäņłśļĪØ Ļ░ĢļÅäĻ░Ć ņĀĆĒĢśļÉśļ®░ Ļ▓ĮļÅäņØś ņ░©ņØ┤Ļ░Ć ņāØĻĖ┤ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż12).
4. Ļ▓░ ļĪĀ
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö Ļ▓╣ņ╣śĻĖ░ ĻĄ¼ņĪ░ņŚÉņä£ņØś ļ®ĆĒŗ░ņĮöņ¢┤ ļ░®ņŗØņ£╝ļĪ£ ĒĢ£ ņżä ņ¦üņäĀ ņÜ®ņĀæņØä ĒĢśņŚ¼ ļĀłņØ┤ņĀĆ Ļ│ĄņĀĢļ│Ćņłśļź╝ ļÅäņČ£ĒĢśĻ│Ā, Ļ░ĢļÅä ņĀĆĒĢśņØś ņøÉņØĖņŚÉ ļīĆĒĢ┤ ļČäņäØĒĢśņśĆļŗż. ņØ┤Ēøä ļ╣äļō£ ņżæņ▓®ņØä ĒåĄĒĢ┤ Ļ░ĢļÅä Ē¢źņāüĻ│╝ Ļ┤ĆļĀ©ļÉ£ ņŚ░ĻĄ¼ļź╝ ņ¦äĒ¢ēĒĢśņśĆņ£╝ļ®░, ļŗżņØīĻ│╝ Ļ░ÖņØĆ Ļ▓░ļĪĀņØä ļÅäņČ£ĒĢśņśĆļŗż.
1) Al/Cu ņØ┤ņóģĻĖłņåŹņØś ļĀłņØ┤ņĀĆ ņÜ®ņĀæņŚÉņä£ ņ×ģņŚ┤ļ¤ēņØĆ ņĀæĒĢ®Ļ░ĢļÅäņŚÉ Ēü░ ņśüĒ¢źņØä ļ»Ėņ╣śļ®░, ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö core/ring beam 600 W-1,000 WņŚÉņä£ Ēæ£ļ®┤ ļ░Å Ļ░ĢļÅäļ®┤ņŚÉņä£ ņÜ░ņłśĒĢ£ ņÜ®ņĀæņØ┤ ļÉ£ Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż.
2) ņÜ®ņ£ĄļÉ£ Al/CuņŚÉņä£ ņØæĻ│ĀņŚ┤ļĪ£ ņØĖĒĢ£ Cu ņØæĻ│ĀĻ│äļ®┤ņŚÉ ņĪ░ļīĆĒĢ£ ņŻ╝ņāüņĀĢĻĄ¼ņĪ░Ļ░Ć ĒśĢņä▒ļÉśņ¢┤ Ēīīļŗ©Ļ░ĢļÅä Ļ░ÉņåīņŚÉ ņśüĒ¢źņØä ļ»Ėņ╣£ Ļ▓āņ£╝ļĪ£ ĒÖĢņØĖĒĢśņśĆļŗż.
3) ļæÉ ņżä ņ¦üņäĀ ņÜ®ņĀæņØĆ ĒĢ£ ņżä ņ¦üņäĀ ņÜ®ņĀæņŚÉ ļ╣äĒĢ┤ ļ╣äļō£ ĒÅŁņØ┤ ļäōņ¢┤ ņØæļĀźņ¦æņżæĻ│äņłśĻ░Ć ļé«ņĢä Ēīīļŗ©Ļ░ĢļÅäĻ░Ć ņ”ØĻ░ĆĒĢ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
4) ņČöĻ░ĆņĀüņ£╝ļĪ£ ņÜ®ņĀæ Ļ░äĻ▓®ņØ┤ ņóüņØäņłśļĪØ ļæÉ ļ▓łņ¦Ė ņÜ®ņĀæFusion lineļČĆ ļŗżļ¤ēņØś ņłśņ¦ĆņāüņĀĢ ņ”ØĻ░ĆļĪ£ ņØĖĒĢ┤ Ļ░ĢļÅäĻ░Ć ņĀĆĒĢśļÉ©ņØä ĒÖĢņØĖĒĢśņśĆļŗż.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



