


1. ņä£ ļĪĀ
ĻĖ░ņĪ┤ņØś ĒÖöņäØņŚ░ļŻīļź╝ ņé¼ņÜ®ĒĢśņ¦Ć ņĢŖļŖö ņ╣£ĒÖśĻ▓ĮņĀüņØĖ ņĀäĻĖ░ņ×ÉļÅÖņ░©ņØś Ļ░£ļ░£Ļ│╝ ņé¼ņÜ®ņØ┤ ļŖśņ¢┤Ļ░Ćļ®┤ņä£ ņ×ÉļÅÖņ░©ņØś ņĀäņ×Éņןļ╣äĒÖö ļÉśļŖö ņåŹļÅäļÅä ļ¦żņÜ░ ļ╣Āļź┤Ļ▓ī ļ│ĆĒÖöĒĢśĻ│Ā ņ׳ļŗż. ņĀäĻĖ░ņ×ÉļÅÖņ░©ļŖö ĒÖöņäØņŚ░ļŻīļź╝ ņé¼ņÜ®ĒĢśņ¦Ć ņĢŖĻĖ░ ļĢīļ¼ĖņŚÉ ĻĄ¼ļÅÖņØä ņ£äĒĢ┤ņä£ ņĀäļĀźĻ│ĄĻĖē ļ░Å ļ│ĆĒÖśņØä ņ£äĒĢ£ ļŗżņ¢æĒĢ£ ĒśĢĒā£ņØś ņĀäļĀźļ│ĆĒÖśļ¬©ļōłņØä ņĀüņÜ®ĒĢśĻ│Ā ņ׳ļŗż1-2). ņĀäļĀźļ│ĆĒÖśļ¬©ļōłņØĆ ņĀäĻĖ░ņ×ÉļÅÖņ░©ņØś ņĀäņøÉĻ│ĄĻĖē ļ░Å ļ│ĆĒÖśņØä ņ£äĒĢ£ ĒĢĄņŗ¼ļČĆĒÆłņ£╝ļĪ£ ņ×ÉļÅÖņ░©ņØś ņĢłņĀäņä▒ ļ░Å ņé¼ļ×īņØś ņāØļ¬ģĻ│╝ ņ¦üĻ▓░ļÉśĻĖ░ ļĢīļ¼ĖņŚÉ ņØ╝ļ░śņĀüņØĖ ņĀäņ×ÉņĀ£ĒÆłņŚÉņä£ ņÜöĻĄ¼ļÉśļŖö ĻĖ░ņżĆņŚÉ ļ╣äĒĢśņŚ¼ ļ¦żņÜ░ ņŚäĻ▓®ĒĢ£ ĻĖ░ņżĆņ£╝ļĪ£ Ļ┤Ćļ”¼ļÉ£ļŗż. ļśÉĒĢ£, ņĀäļĀźļ│ĆĒÖśļ¬©ļōłņØś ņŗżļ”¼ņĮś ņ╣®, Ēä░ļ»ĖļäÉ ļō▒ņØś ļČĆĒÆłļōżņØĆ ņåöļŹöņÖĆ ņÖĆņØ┤ņ¢┤ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ņĀäĻĖ░ņĀüņ£╝ļĪ£ ņŚ░Ļ▓░ļÉśņ¢┤ņ׳ļŖöļŹ░, ņ×ÉļÅÖņ░©ņØś ĻĄ¼ļÅÖĒÖśĻ▓ĮņØĆ ņŚ┤, ņ¦äļÅÖ, ņČ®Ļ▓® ļō▒Ļ│╝ Ļ░ÖņØĆ Ļ░ĆĒś╣ĒĢ£ ĒÖśĻ▓ĮņØ┤ļ»ĆļĪ£ ņĀäļĀźļ│ĆĒÖśļ¬©ļōłņØś ņĀæĒĢ®ļČĆļŖö ņןĻĖ░Ļ░ä ņé¼ņÜ®ņØ┤ Ļ░ĆļŖźĒĢ£ Ļ│Āļé┤ĻĄ¼, Ļ│ĀņŗĀļó░ņä▒ņØś ĒŖ╣ņä▒ņØ┤ ņÜöĻĄ¼ļÉ£ļŗż3-10). ņĀäņןĒÆłņØĆ ņ£äņ╣śņŚÉ ļö░ļØ╝ ļŗżņ¢æĒĢ£ ņś©ļÅäļ▓öņ£äņŚÉ ļģĖņČ£ļÉśļŖöļŹ░, ņŗżļé┤ņĀäņןĒÆłņØś Ļ▓ĮņÜ░ -40~85┬░C, ņŚöņ¦äļŻĖņÜ® ņĀäņןĒÆłņØĆ -40~ 125┬░CņØś ņś©ļÅäņŚÉ ļģĖņČ£ļÉ£ļŗż. ļśÉĒĢ£, ņĀäļĀźļ│ĆĒÖśļ¬©ļōłņØś ĒÜ©ņ£© ļ░Å ņŗĀļó░ņä▒ņØä ņ”ØĻ░Ćņŗ£ĒéżĻĖ░ ņ£äĒĢ┤ ĻĖ░ņĪ┤ņŚÉ ņé¼ņÜ®ĒĢ┤ņś© Si ņåīņ×É ĻĖ░ļ░ś ļ¬©ļōłņŚÉņä£ SiC ņåīņ×É ĻĖ░ļ░ś ļ¬©ļōłļĪ£ Ļ░£ļ░£ņØ┤ ņ¦äĒ¢ēļÉśĻ│Ā ņ׳Ļ│Ā, Table 1Ļ│╝ Ļ░ÖņØ┤ SiC ņåīņ×ÉļŖö 400┬░C ņØ┤ņāüņØś ņś©ļÅäņŚÉņä£ ņĢłņĀĢņĀüņ£╝ļĪ£ ĻĄ¼ļÅÖĻ░ĆļŖźĒĢśļŗż11-14). ļÅÖņ×æņś©ļÅäņØś ņāüņŖ╣ņ£╝ļĪ£ ņØĖĒĢ┤, ĻĖ░ņĪ┤ņØś ņåöļŹöļĪ£ ņĀæĒĢ®ļÉśņŚłļŹś ĻĄ¼ļ”¼ (Copper, Cu) Ēä░ļ»ĖļäÉņŚÉņä£ļŖö Ļ│Āņś©ņ£╝ļĪ£ ņØĖĒĢ£ ņåöļŹöņØś ņÜ®ņ£ĄĻ│╝ ņŚ┤ĒīĮņ░Įņ£╝ļĪ£ Ēö╝ļĪ£ĒīīĻ┤┤ņÖĆ Ļ░ÖņØĆ ļ¼ĖņĀ£Ļ░Ć ļ░£ņāØĒĢĀ ņłś ņ׳ļŗż. ļīĆĒæ£ņĀüņØĖ Ļ│ĀņāüņĀæĒĢ®ņØĖ ņ┤łņØīĒīīņĀæĒĢ®Ļ│ĄņĀĢņØĆ ĻĖłņåŹ, Ļ│ĀļČäņ×É ļō▒Ļ│╝ Ļ░ÖņØĆ ņÜ®Ļ░Ćņ×¼ ņŚåņØ┤ Cu Ēä░ļ»ĖļäÉĻ│╝ active metal brazing (AMB) ĻĖ░ĒīÉņØś ņ¦üņĀæ ņĀæĒĢ®ņØ┤ Ļ░ĆļŖźĒĢśļ»ĆļĪ£ ļé«ņØĆ ņŚ┤ĒīĮņ░Į Ļ│äņłśņ░©ļź╝ Ļ░¢ņ£╝ļ®░ Ļ│äļ®┤ņŚÉņä£ņØś ļ░śņØæņĖĄņØ┤ ņŚåĻ│Ā ņāüņś©ņŚÉņä£ ņĀæĒĢ®ņØ┤ ņłśņ┤łļé┤ņŚÉ ņÖäņä▒ļÉśļŖö ņ╣£ĒÖśĻ▓ĮņĀüņØĖ ņĀæĒĢ®ļ░®ļ▓ĢņØ┤ļŗż. ļö░ļØ╝ņä£ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö Cu Ēä░ļ»ĖļäÉņØä AMB ĻĖ░ĒīÉņĀäĻĘ╣ņŚÉ ņ┤łņØīĒīīļĪ£ ņĀæĒĢ®ĒĢ£ ļÆż, ņĄ£ņĀüĒĢśņżæ ļ░Å ņĄ£ņĀüņĀæĒĢ®ņŗ£Ļ░äņØä Ļ▓ĆĒåĀĒĢśĻ│Ā ņĀäļŗ©ņŗ£ĒŚśņ£╝ļĪ£ ņĀæĒĢ®Ļ░ĢļÅäļź╝ ĒÅēĻ░ĆĒĢśņśĆļŗż. ņĄ£ņĀüņĀæĒĢ®ņĪ░Ļ▒┤ņŚÉņä£ AMB ĻĖ░ĒīÉņŚÉ Cu Ēä░ļ»ĖļäÉņØä ņ┤łņØīĒīīņĀæĒĢ®ĒĢ£ Ēøä Ļ│Āņś©ļ░®ņ╣śņŗ£ĒŚśĻ│╝ ņŚ┤ņČ®Ļ▓®ņŗ£ĒŚśņØä ņØ┤ņÜ®ĒĢśņŚ¼ ņŗĀļó░ņä▒ņØä ĒÅēĻ░ĆĒĢśņśĆļŗż.
Table┬Ā1
Characteristics of SiC Devices Versus Si Devices
2. ņŗżĒŚś ļ░®ļ▓Ģ
2.1 Cu Ēä░ļ»ĖļäÉĻ│╝ AMB ĻĖ░ĒīÉņØś ņ┤łņØīĒīī ņĀæĒĢ®Ļ│ĄņĀĢ
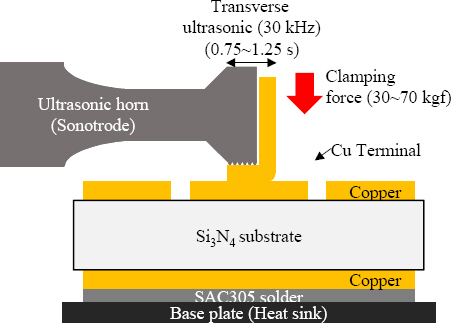
Fig. 1ņØĆ ņ┤łņØīĒīī ņĀæĒĢ®Ļ│ĄņĀĢņØś ļ¬©ņŗØļÅäļź╝ ļéśĒāĆļéĖ Ļ▓āņØ┤ļŗż. ņŗżĒŚśņŚÉ ņé¼ņÜ®ļÉ£ AMB ĻĖ░ĒīÉņØĆ Si3N4 ĻĖ░ĒīÉņŚÉ ņ¢æļ®┤ņŚÉ Cu ņĀäĻĘ╣ņØ┤ ĻĄ¼ņä▒ļÉśņ׳ļŗż. Cu ļ░Å Si3N4 ĻĖ░ĒīÉņØś ļæÉĻ╗śļŖö Ļ░üĻ░ü 300 ╬╝m, 320 ╬╝mņØ┤ļŗż. Ēä░ļ»ĖļäÉņØĆ Cu ņ×¼ņ¦łļĪ£ ņØ┤ļŻ©ņ¢┤ņĀĖņ׳ņ£╝ļ®░, ļæÉĻ╗śļŖö 1 mm, ĒÅŁņØĆ 4 mmņØ┤ļ®░ ņ┤łņØīĒīī ņĀæĒĢ®ļ®┤ņĀüņØĆ 4 ├Ś 4 mm2ņØ┤ļŗż. Cu Ēä░ļ»ĖļäÉņØś ņé░ĒÖöļ¦ēņØĆ 10%ņØś ĒÖ®ņé░ņÜ®ņĢĪņŚÉņä£ ņĢĮ 1ļČäĻ░ä ņŚÉņ╣Łņ£╝ļĪ£ ņĀ£Ļ▒░ĒĢśņśĆļŗż. ļ▓ĀņØ┤ņŖż ĒöīļĀłņØ┤ĒŖĖņÖĆ AMB ĻĖ░ĒīÉņØĆ Sn-3.0%Ag-0.5%Cu ļ¼┤ņŚ░ņåöļŹöļź╝ ņé¼ņÜ®ĒĢśņŚ¼ ņĀæĒĢ®ļÉśņ׳ļŗż. ņ┤łņØīĒīīņĀæĒĢ®ņØĆ 30 kHzņØś ņŻ╝ĒīīņłśņĪ░Ļ▒┤ņ£╝ļĪ£ 0.75~1.25 ņ┤ł ļÅÖņĢł 30~70 kgfņØś ĒĢśņżæņØä ņØĖĻ░ĆĒĢśņŚ¼ ņ┤Ø 9Ļ░Ćņ¦Ć ņĪ░Ļ▒┤ņ£╝ļĪ£ ņĄ£ņĀüņĪ░Ļ▒┤ņØä Ļ▓ĆĒåĀĒĢśņśĆļŗż. ņĀäļŗ©Ļ░ĢļÅäĻ░ÆņØĆ Ļ░ü ņĪ░Ļ▒┤ļŗ╣ 5ļ▓łņØś ņŗżĒŚśĻ░ÆņØä ĒÅēĻĘĀĒĢśņśĆļŗż.
2.2 ņ┤łņØīĒīī ņĀæĒĢ®ļČĆņØś ĒÖśĻ▓Įņŗ£ĒŚśņĪ░Ļ▒┤
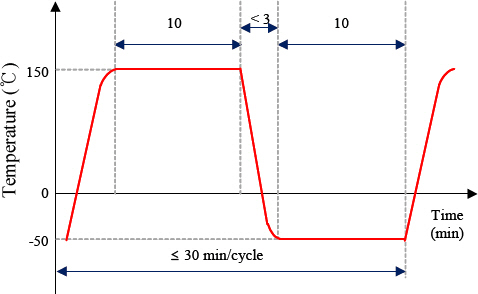
Fig. 2ļŖö ņĀäļŗ©ņŗ£ĒŚśņØś ļ¬©ņŗØļÅäļź╝ ļéśĒāĆļéĖ Ļ▓āņ£╝ļĪ£ ņĀäļŗ©ņŗ£ĒŚśĻĖ░ (Nordson Dage Series 4000 multipurpose bond tester, Nordson Corporation, USA)ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ņĀäļŗ©ļåÆņØ┤ 200 ╬╝m, ņĀäļŗ©ņåŹļÅäļŖö 200 ╬╝m/sļĪ£ ņ¦äĒ¢ēĒĢśņśĆļŗż. ņ┤łņØīĒīīņĀæĒĢ®Ļ│ĄņĀĢņ£╝ļĪ£ Cu Ēä░ļ»ĖļäÉĻ│╝ AMB ĻĖ░ĒīÉņØä ņĀæĒĢ®ĒĢ£ ļÆż, Ļ│Āņś©ļ░®ņ╣śņŗ£ĒŚś (High temperature storage test, HTS)Ļ│╝ ņŚ┤ņČ®Ļ▓®ņŗ£ĒŚś (Thermal shock test, TS)ņ£╝ļĪ£ ņĀæĒĢ®ļČĆņØś ņŗĀļó░ņä▒ņØä Ļ▓ĆĒåĀĒĢśņśĆļŗż. Ļ│Āņś©ļ░®ņ╣śņŗ£ĒŚśļĪ£ (OF-22GW, JEIO TECH, Korea)ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ JESD22-103D ĻĘ£Ļ▓®ņØś D ņĪ░Ļ▒┤ņ£╝ļĪ£ 200┬░CņØś ņś©ļÅäņŚÉņä£ 1000 ņŗ£Ļ░äņØä ņ¦äĒ¢ēĒĢśņśĆļŗż15). ņŚ┤ņČ®Ļ▓®ņŗ£ĒŚśņØĆ ņŚ┤ņČ®Ļ▓®ņןļ╣ä (TSA-70L-W, ESPEC, Japan)ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ Fig. 3Ļ│╝ Ļ░ÖņØ┤ -50~ 150┬░CņØś ņś©ļÅäņĪ░Ļ▒┤ (╬öT = 200┬░C)ņŚÉņä£ Ļ░üĻ░ü 10ļČäĻ░ä ņ£Āņ¦ĆĒĢśņśĆņ£╝ļ®░, ņś©ļÅäļ│ĆĒÖö ņŗ£Ļ░äņØĆ 3ļČä ņØ┤ļé┤ļĪ£ ĒĢśņŚ¼ 1,100ĒÜīĻ╣īņ¦Ć ņ¦äĒ¢ēĒĢśņśĆļŗż. Ļ│Āņś©ļ░®ņ╣śņŗ£ĒŚśĻ│╝ ņŚ┤ņČ®Ļ▓®ņŗ£ĒŚś Ēøä ņĀäļŗ©ņŗ£ĒŚśņØä ĒåĄĒĢśņŚ¼ ņ┤łĻĖ░ņŗ£ĒÄĖĻ│╝ ņĀäļŗ©Ļ░ĢļÅäļź╝ ļ╣äĻĄÉļČäņäØĒĢśņśĆļŗż. Ļ│Āņś©ļ░®ņ╣śņŗ£ĒŚśĻ│╝ ņŚ┤ņČ®Ļ▓®ņŗ£ĒŚś Ēøä ņĀæĒĢ®ļČĆņØś Ēīīļŗ©ļ®┤Ļ│╝ ļ»ĖņäĖņĪ░ņ¦üņØĆ scanning electron microscope (SEM, Hitachi, S-3000H, Japan)ļź╝ ņé¼ņÜ®ĒĢśņŚ¼ ļČäņäØņØä ņŗżņŗ£ĒĢśņśĆļŗż. ņĀæĒĢ®ļČĆ ļŗ©ļ®┤ņØś ļ»ĖņäĖņĪ░ņ¦ü Ļ┤Ćņ░░ņØĆ 50%ņØś ņ¦łņé░ņÜ®ņĢĪņ£╝ļĪ£ ņłśņ┤łĻ░ä ņŚÉņ╣ŁĒĢ£ ļÆż ņŗżņŗ£ĒĢśņśĆļŗż.

3. ņŗżĒŚś Ļ▓░Ļ│╝
3.1 ņ┤łņØīĒīī ļ│ĆņłśņŚÉ ļö░ļźĖ ņĀäļŗ©Ļ░ĢļÅä
Fig. 4ļŖö ņ┤łņØīĒīīņĀæĒĢ®ņŗ£Ļ░ä (0.75 s, 1.0 s, 1.25 s), ĒĢśņżæ(30 kgf, 50 kgf, 70 kgf)ņŚÉ ļö░ļØ╝ņä£ Cu Ēä░ļ»ĖļäÉĻ│╝ AMB ĻĖ░ĒīÉņØś ņĀæĒĢ®Ļ░ĢļÅäņØś ļ│ĆĒÖöļź╝ ļéśĒāĆļéĖ Ļ▓āņØ┤ļŗż. Fig. 4ņŚÉņä£ ņĢī ņłś ņ׳ļō»ņØ┤, 1.0 s ņØ┤ļé┤ņØś ņĀæĒĢ®ņŗ£Ļ░äņŚÉņä£ļŖö ņĀæĒĢ®ĒĢśņżæņØ┤ ņ”ØĻ░ĆĒĢĀņłśļĪØ ņĀäļŗ©Ļ░ĢļÅäĻ░ÆņØĆ Ļ░ÉņåīĒĢśņśĆļŗż. ņ┤łņØīĒīī ĒĢśņżæ, 30 kgf ņĪ░Ļ▒┤ņŚÉņä£ļŖö ņĀæĒĢ®ņŗ£Ļ░äņØ┤ ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ 37.9 MPaņŚÉņä£ 40.4 MPaļĪ£ ņĀäļŗ©Ļ░ĢļÅä Ļ░ÆņØś Ēü░ ņ”ØĻ░Ć ņŚåņØ┤ ņĢłņĀĢļÉ£ Ļ░Æņ£╝ļĪ£ ņĖĪņĀĢļÉśņŚłļŗż. ņ┤łņØīĒīīņĀæĒĢ® ĒĢśņżæ, 50 kgf ņĪ░Ļ▒┤ņŚÉņä£ļŖö ņĀæĒĢ®ņŗ£Ļ░äņØ┤ ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ Ļ░üĻ░ü 27.9 MPa, 38.0 MPa, 41.5 MPaļĪ£ ņĀäļŗ©Ļ░ĢļÅäĻ░ÆņØ┤ Ēü¼Ļ▓ī ņ”ØĻ░ĆĒĢśņśĆļŗż. ļśÉĒĢ£, 70 kgf ĒĢśņżæņŚÉņä£ļŖö ņĀæĒĢ®ņŗ£Ļ░äņØ┤ ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ Ļ░üĻ░ü 29.7 MPa, 31.6 MPa, 40.1 MPaņØś ņĀäļŗ©Ļ░ĢļÅäĻ░ÆņØä ļéśĒāĆļāłļŗż. ņĢ×ņä£ ņäżļ¬ģĒ¢łļō»ņØ┤ 50 kgfņÖĆ 70 kgf ņĪ░Ļ▒┤ņŚÉņä£ļŖö ņĀæĒĢ®ņŗ£Ļ░äņŚÉ ļö░ļØ╝ ņĀäļŗ©Ļ░ĢļÅäĻ░ÆņØ┤ Ēü¼Ļ▓ī ņ”ØĻ░ĆĒĢśņśĆļŗż. ņĀæĒĢ®ņŗ£Ļ░äņŚÉ Ēü¼Ļ▓ī ņśüĒ¢źņØä ļ░øņ¦Ć ņĢŖļŖö 30 kgf ņĪ░Ļ▒┤ņØ┤ ņĢłņĀĢņĀüņØĖ Ļ░ÆņØä Ļ░¢ļŖö ņĪ░Ļ▒┤ņ£╝ļĪ£ ļéśĒāĆļé¼ņ£╝ļéś, 30 kgfņØś ņĢĢļĀźņ£╝ļĪ£ AMB ĻĖ░ĒīÉ ņ£äņŚÉ Cu Ēä░ļ»ĖļäÉņØä ņĀæĒĢ®ņŗ£ alignment ļ¼ĖņĀ£Ļ░Ć ļ░£ņāØĒĢśņśĆĻ│Ā, 70 kgfņØĆ ļåÆņØĆ ĒĢśņżæņ£╝ļĪ£ AMB ĻĖ░ĒīÉņŚÉ ņåÉņāüņØä ņżä Ļ░ĆļŖźņä▒ņØ┤ ņĪ┤ņ×¼ĒĢśņŚ¼, ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö 50 kgf ĒĢśņżæņŚÉņä£ Ļ░Ćņן ļåÆņØĆ ņĀäļŗ©Ļ░ĢļÅä Ļ░ÆņØä Ļ░¢ļŖö 1.25 s ņĪ░Ļ▒┤ņØä ņĄ£ņĀüņĪ░Ļ▒┤ņ£╝ļĪ£ ņäĀņĀĢĒĢśņŚ¼ ĒÖśĻ▓ĮņŗĀļó░ņä▒ ņŗżĒŚśņØä ņ¦äĒ¢ēĒĢśņśĆļŗż.

3.2 ĒÖśĻ▓Įņŗ£ĒŚś Ēøä ņ┤łņØīĒīīņĀæĒĢ® ņĀäļŗ©Ļ░ĢļÅä
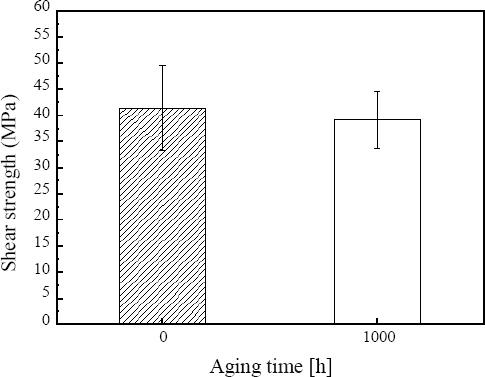
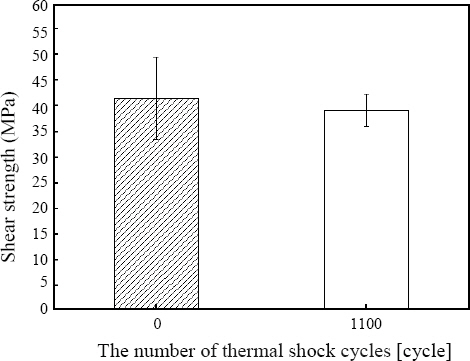
Fig. 5ļŖö 200┬░CņŚÉņä£ 1,000 ņŗ£Ļ░äņØä Ļ│Āņś©ļ░®ņ╣śĒĢ£ Ēøä Cu Ēä░ļ»ĖļäÉĻ│╝ AMB ĻĖ░ĒīÉņØś ņĀäļŗ©Ļ░ĢļÅä ĻĘĖļלĒöäņØ┤ļŗż. 50 kgf, 1.25 sņØś ņĄ£ņĀüņĪ░Ļ▒┤ņ£╝ļĪ£ ņĀæĒĢ®ĒĢ£ ņ┤łĻĖ░ ņĀäļŗ©Ļ░ĢļÅäņÖĆ 200┬░CņŚÉņä£ 1,000ņŗ£Ļ░äņØś Ļ│Āņś©ļ░®ņ╣śņŗ£ĒŚś Ēøä ņĀäļŗ©Ļ░ĢļÅäļŖö Ļ░üĻ░ü 41.5 MPaņÖĆ 39.2 MPaņØś Ļ░ÆņØä ļéśĒāĆļāłļŗż. 200┬░CņŚÉņä£ 1,000 ņŗ£Ļ░äņØś Ļ│Āņś©ļ░®ņ╣śņŗ£ĒŚś Ēøä ņĀäļŗ©Ļ░ĢļÅäĻ░Ć ĒÅēĻĘĀņĀüņ£╝ļĪ£ ņĢĮ 5.5% Ļ░ÉņåīĒĢśņśĆļŗż. Cu Ēä░ļ»ĖļäÉĻ│╝ AMB ĻĖ░ĒīÉņØś ņ┤łņØīĒīī ņĀæĒĢ®ļČĆļŖö 200┬░C 1,000 ņŗ£Ļ░ä Ļ│Āņś©ļ░®ņ╣śņŗ£ĒŚśņŚÉņä£ ņÜ░ņłśĒĢ£ ņŗĀļó░ņä▒ņØä ļéśĒāĆļé┤ņŚłļŗż. Cu Ēä░ļ»ĖļäÉĻ│╝ AMB ĻĖ░ĒīÉņØś ņĀæĒĢ®ļČĆļŖö ļÅÖņóģņåīņ×¼ņĀæĒĢ®ņ£╝ļĪ£ CuņØś ņ£ĄņĀÉņØĖ 1,095┬░CņÖĆ Ļ░ÖĻĖ░ ļĢīļ¼ĖņŚÉ ņ£ĄņĀÉļīĆļ╣ä ļé«ņØĆ ņś©ļÅäņØĖ 200┬░CņØś Ļ│Āņś©ļ░®ņ╣śņŗ£ĒŚśņŚÉņä£ ņĀäļŗ©Ļ░ĢļÅäĻ░ÆņØĆ ņĢłņĀĢļÉśĻ▓ī ņ£Āņ¦ĆļÉśņŚłļŗż. ļśÉĒĢ£, Fig. 6ņØĆ -50~150┬░C ņĪ░Ļ▒┤ņŚÉņä£ 1,100 cycles ņŚ┤ņČ®Ļ▓®ņŗ£ĒŚś Ēøä Cu Ēä░ļ»ĖļäÉĻ│╝ AMB ĻĖ░ĒīÉņØś ņĀäļŗ©Ļ░ĢļÅä Ļ░ÆņØä ļéśĒāĆļé┤ņŚłļŗż. ņŚ┤ņČ®Ļ▓®ņŗ£ĒŚś Ēøä ņĀäļŗ©Ļ░ĢļÅäļŖö 39.2 MPaņØś Ļ░ÆņØä ļéśĒāĆļāłņ£╝ļ®░, ņ┤łĻĖ░ņĀäļŗ©Ļ░ĢļÅä Ļ░Æ ļīĆļ╣ä ņĢĮ 5.6%ņØś Ļ░Éņåīļź╝ ļéśĒāĆļāłļŗż. ņśłļź╝ ļōżņ¢┤, Sn-Ag-CuĻ│ä ņåöļŹöļŖö -40~125┬░C 1,000 cycles ņŚ┤ņČ®Ļ▓®ņŗ£ĒŚśĒøä ņĢĮ 20% ņØ┤ņāüņØś ņĀäļŗ©Ļ░ĢļÅäĻ░Ć Ļ░ÉņåīĒĢśļŖö ļ│┤Ļ│Ā16-17)ņÖĆ ļ╣äĻĄÉĒ¢łņØä ļĢī, Cu Ēä░ļ»ĖļäÉĻ│╝ AMB ĻĖ░ĒīÉņØś ņĀæĒĢ®ļČĆļŖö CuĻ░äņØś ļÅÖņóģņåīņ×¼ņĀæĒĢ®ņ£╝ļĪ£ ņØĖĒĢśņŚ¼ ņŚ┤ĒīĮņ░ĮĻ│äņłśņ░©Ļ░Ć ņĀüņ£╝ļ»ĆļĪ£ ņŚ┤ņČ®Ļ▓®ņŗ£ĒŚś Ēøä ņåöļŹöņŚÉ ļ╣äĒĢ┤ ņÜ░ņłśĒĢ£ ņŚ┤ņĀüņŗĀļó░ņä▒ņØä ļéśĒāĆļéĖ Ļ▓āņ£╝ļĪ£ ņé¼ļŻīļÉ£ļŗż.
3.3 ņ┤łņØīĒīīņĀæĒĢ®ļČĆņØś Ēīīļŗ©ļ®┤
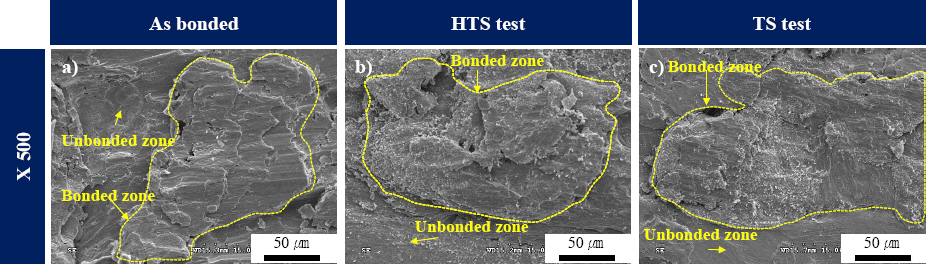
Fig. 7ņØĆ Ļ│Āņś©ļ░®ņ╣śņŗ£ĒŚśĻ│╝ ņŚ┤ņČ®Ļ▓®ņŗ£ĒŚś ņĀäĻ│╝ ĒøäņØś ļŗ©ļ®┤ņØä 50%ņØś ņ¦łņé░ņÜ®ņĢĪņ£╝ļĪ£ ņŚÉņ╣ŁĒĢ£ SEM ņĪ░ņ¦ü ņé¼ņ¦äņØ┤ļŗż. ĻĘĖļ”╝ņŚÉņä£ ņĢī ņłś ņ׳ļō»ņØ┤, Cu Ēä░ļ»ĖļäÉĻ│╝ AMB ĻĖ░ĒīÉņØś ņĀæĒĢ®Ļ│äļ®┤ņŚÉņä£ļŖö ņ┤łĻĖ░ņŗ£ĒÄĖ, HTS ĻĘĖļ”¼Ļ│Ā TS ļ¬©ļæÉņŚÉņä£ ņĀæĒĢ®ņśüņŚŁ (Bonded zone)Ļ│╝ ļ╣äņĀæĒĢ®ņśüņŚŁ (Unbonded zone)ņØ┤ Ēś╝ņ×¼ĒĢśņŚ¼ Ļ┤Ćņ░░ļÉśņŚłļŗż. ļśÉĒĢ£, ņĀæĒĢ®Ļ│äļ®┤ņØś ņĀæĒĢ®ņśüņŚŁ ļé┤ļČĆļŖö ļ╣äņĀæĒĢ®ņśüņŚŁņŚÉ ļ╣äĒĢśņŚ¼ Ļ│╝ņŚÉņ╣Ł (Over etching) ļ░£ņāØĒĢśņśĆļŖöļŹ░, ĒāĆņŚ░ĻĄ¼ņŚÉņä£ ļ│┤Ļ│ĀļÉśņŚłļō»ņØ┤ ņ┤łņØīĒīīņĀæĒĢ®ņŗ£ ņĀæĒĢ®ņśüņŚŁņŚÉņä£ļŖö ņ┤łņØīĒīīņŚÉļäłņ¦ĆņØś ņśüĒ¢źņ£╝ļĪ£ Ļ▓░ņĀĢļ”Į ļ»ĖņäĖĒÖöļÉśĻ│Ā ĻĘĖņŚÉ ļö░ļźĖ ņØæļĀźņØś ņ”ØĻ░ĆļĪ£ ņØĖĒĢ£ Ļ▓āņ£╝ļĪ£ ņé¼ļŻīļÉ£ļŗż18-22).
Fig.┬Ā7
Cross-sectional SEM micrographs of the Cu terminal and AMB joint bonded with 50 kgf for 1.25 s. a) As bonded, b) after HTS test, c) after TS test, d) As bonded, e) after HTS test and f) after TS test

Fig. 8ņØĆ Ļ│Āņś©ļ░®ņ╣śņŗ£ĒŚśĻ│╝ ņŚ┤ņČ®Ļ▓®ņŗ£ĒŚś ņĀä, ĒøäņØś AMB ĻĖ░ĒīÉņŚÉņä£ ļ░£ņāØļÉ£ Ēīīļŗ©ļ®┤ņØä ļéśĒāĆļéĖ Ļ▓āņØ┤ļŗż. Fig. 8ņŚÉņä£ ņĢī ņłś ņ׳ļō»ņØ┤ Fig. 7ņŚÉņä£ņÖĆ Ļ░ÖņØ┤ ņĀæĒĢ®ņśüņŚŁĻ│╝ ļ╣äņĀæĒĢ®ņśüņŚŁņØś Ēś╝ĒĢ®ļÉ£ Ēīīļŗ©ļ®┤ņØ┤ Ļ┤Ćņ░░ļÉśņŚłļŗż. AMB ĻĖ░ĒīÉ ņāüņØś ņĀæĒĢ®ņśüņŚŁņŚÉņä£ ņĀäĒśĢņĀüņØĖ ņĀäļŗ©Ēīīļŗ©ņĪ░ņ¦üņØ┤ Ļ┤Ćņ░░ļÉśņŚłļŗż. Fig. 9ļŖö Ēīīļŗ©ņØś ņ¦äĒ¢ēĻ▓ĮļĪ£ļź╝ ļéśĒāĆļéĖ ļ¬©ņŗØļÅäņØ┤ļŗż. ņĀäļŗ©ņŗ£ĒŚśņŗ£ Ēīīļŗ©ņØĆ ļ╣äņĀæĒĢ®ņśüņŚŁņŚÉņä£ ļ░£ņāØĒĢśņŚ¼ ņĀæĒĢ®ņśüņŚŁņ£╝ļĪ£ ļ░£ņĀäĒĢśņŚ¼ Ēīīļŗ©ņØ┤ ļ░£ņāØĒĢśņśĆļŗż. ņĀäņ▓┤ņĀüņ£╝ļĪ£ ļ│╝ ļĢī, ņĀæĒĢ®Ļ│äļ®┤ņØś ņĪ┤ņ×¼ĒĢśļŖö Ļ▓░ĒĢ© (ņäØņČ£ļ¼╝, void ļō▒)ņØĆ ņĀæĒĢ®Ļ░ĢļÅäņŚÉ Ēü░ ņśüĒ¢źņØä ļ»Ėņ╣Ā ņłś ņ׳ļŗż. Fig. 8ņŚÉņä£ Ļ┤Ćņ░░ļÉśņŚłļō»ņØ┤, ļ╣äņĀæĒĢ®ņśüņŚŁņØś voidņØś ņ¢æĻ│╝ Ēü¼ĻĖ░Ļ░Ć ņĀæĒĢ®Ļ░ĢļÅäņÖĆ ņāüĻ┤ĆĻ┤ĆĻ│äĻ░Ć ņ׳ņØä Ļ▓āņ£╝ļĪ£ ņāØĻ░üļÉśļ®░, ĻĘĖņŚÉ ļīĆĒĢ£ ĻĄ¼ņ▓┤ņĀüņØĖ ņŚ░ĻĄ¼ļŖö Ē¢źĒøä ļ│┤ņÖäņŚ░ĻĄ¼ļź╝ ĒåĄĒĢśņŚ¼ ļ░ØĒśĆņĢ╝ ĒĢĀ Ļ▓āņ£╝ļĪ£ ņé¼ļŻīļÉ£ļŗż.

4. Ļ▓░ ļĪĀ
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņ×ÉļÅÖņ░© ņĀäļĀźļ│ĆĒÖśļ¬©ļōłņŚÉ ņé¼ņÜ®ļÉśļŖö Cu Ēä░ļ»ĖļäÉĻ│╝ AMB ĻĖ░ĒīÉņØä ņ┤łņØīĒīīņĀæĒĢ® Ēøä ņĀæĒĢ®Ļ░ĢļÅäļź╝ ĒÖśĻ▓Įņŗ£ĒŚśĻ│╝ Ļ░ÖņØ┤ ĒÅēĻ░ĆĒĢśņŚ¼ ļŗżņØīĻ│╝ Ļ░ÖņØĆ Ļ▓░ļĪĀņØä ņ¢╗ņŚłļŗż.
1) ņĀæĒĢ®Ļ│äļ®┤ņØĆ ņĀæĒĢ®ņśüņŚŁĻ│╝ ļ╣äņĀæĒĢ®ņśüņŚŁņØ┤ Ēś╝ĒĢ®ļÉ£ ņĪ░ņ¦üņ£╝ļĪ£ Ļ┤Ćņ░░ļÉśņŚłļŗż.
2) 30 kgf ĒĢśņżæņŚÉņä£ļŖö ņĀäļ░śņĀüņ£╝ļĪ£ ņĢłņĀĢĒĢ£ ņĀæĒĢ®Ļ░ĢļÅäļź╝ ļéśĒāĆļāłņ£╝ļéś, 50 kgfņÖĆ 70 kgf ĒĢśņżæņŚÉņä£ ņĀæĒĢ®Ļ░ĢļÅäļŖö ņĀæĒĢ®ņŗ£Ļ░äņŚÉ ļö░ļØ╝ņä£ ņ”ØĻ░ĆĒĢśņśĆĻ│Ā, 50 kgf ĒĢśņżæ, 1.25 ņ┤łņØś ņĀæĒĢ®ņŗ£Ļ░äņŚÉņä£ 41.5 MPaņØś Ļ░Ćņן ļåÆņØĆ ņĀäļŗ©Ļ░ĢļÅäĻ░ÆņØä ļéśĒāĆļāłļŗż.
3) Cu Ēä░ļ»ĖļäÉĻ│╝ AMB ĻĖ░ĒīÉņØä ņ┤łņØīĒīīņĀæĒĢ®ĒĢ£ ņĀæĒĢ®Ļ░ĢļÅäļŖö ĒÖśĻ▓Įņŗ£ĒŚś (Ļ│Āņś©ļ░®ņ╣śņŗ£ĒŚś, ņŚ┤ņČ®Ļ▓®ņŗ£ĒŚś) ņØ┤ĒøäņŚÉļÅä 10% ņØ┤ļé┤ņØś ņĢłņĀĢļÉ£ ņĀæĒĢ®Ļ░ĢļÅäļź╝ ļéśĒāĆļāłļŗż.
ņ┤łņØīĒīī ņĀæĒĢ®ņØä ņØ┤ņÜ®ĒĢ£ Cu Ēä░ļ»ĖļäÉĻ│╝ AMB ĻĖ░ĒīÉņØś ņĀæĒĢ®ņØĆ HTSņÖĆ TS ĒøäņŚÉļÅä ņĀæĒĢ®Ļ░ĢļÅäņØś ļ│ĆĒÖöņ£©ņØ┤ ļé«ņĢä ļåÆņØĆ ņŗĀļó░ņä▒ņØä ļéśĒāĆļāłļŗż. ļö░ļØ╝ņä£, ļåÆņØĆ ĻĄ¼ļÅÖņś©ļÅäļź╝ Ļ░¢ļŖö SiC ĻĖ░ļ░śņØś ņĀäļĀźļ│ĆĒÖśļ¬©ļōłņŚÉ ņĀüņÜ®Ļ░ĆļŖźĒĢ£ ņ╣£ĒÖśĻ▓ĮņĀüņØ┤Ļ│Ā ļåÆņØĆ ņŗĀļó░ņä▒ņØä Ļ░¢ļŖö ņĀæĒĢ®ļ░®ļ▓Ģņ£╝ļĪ£ ņāØĻ░üļÉ£ļŗż.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



