


Nomenclature
FSW = Friction Stir Welding
TWI = The Welding Institute
FSVW = Friction Stir Vibration Welding
S-FSVW = Simulation of Friction Stir Welding
ALE = Arbitrary Lagrangian-Eulerian
JCP = Johnson-Cook Plasticity
TRS = Tool rotation speed
SD = Shoulder diameter
WS = Welding speed.
Žā = Static yield stress
╬Ą = Equivalent plastic strain
╬Ą╠ćp = Plastic strain rate for ╬Ą╠ć0=1SŌłÆ1
A, B, C, m, n, ╬▒ = Material constants
T = Absolute temperature for OŌēżT*Ōēż1
Troom = Ambient temperature
Tmelt = Melting temperature
╬® = Heat energy
Žü = Material density
HV = Vickers hardness test
╬│ = Acceleration
Ōłé╬® = Boundary of the domain ╬®
Ōłé╬®C = Boundary of the contact surface
vtool = Displacement of the tool
Žān=(Žā.n).n = Contact pressure
m = Mas of a given volume
g = Gravity acceleration
n = Normal out warding the surface
HAZ = Heat-affected zone
TMAZ = Thermo-mechanical affected zone
WNZ = Weld nugget zone
Z = Zener-Hollomon parameter
R = Gas constant
SEM = Scanning electron microscopy
1. Introduction
Welding various metals have been challengeable among industries and engineers. Friction stir welding (FSW) process has been well recognized and has been many high reviews on the intricacies involved. Friction stir welding (FSW) is a solid-state welding process patented by The Welding Institute (TWI) in 19911). In this way, the heat produced from the friction between the welding tool (namely the shoulder and the pin) and the work-piece material with lower temperature degree than that of its melting point. Schmidt et al.2) and Zhang et al.3) investigated the influence of tool probe in friction stir welding. Mechanical properties of A356 Al during friction stir welding examined by Lee et al.4). They reported that microstructure of stir zone developed concerning pattern metal and also some mechanical properties such as hardness and tensile strength are elevated. The impact of the welding parameter on the substructure of the FSW joint for Al alloy studied by Kim et al.5). They found that the stir zone structure shows fine grain sizes free of dendritic structure, and also the Si particle size with increasing welding velocity reduces. The thermal distribution during the FSW process of AlŌĆÖs joint has investigated by Hwang et al.6). The results indicated that the weld zone with high quality as a result of controlling the maximum temperature would achieve. A three-dimensional model of the finite element method used to study thermal history and thermomechanical properties of 6061-T6 Al joint with FSW process by Chen and Kovacevic7). Li et al.8) examined the residual distribution of the Al alloy stiffened plate after the friction stir welding process by the finite element method. They resulted in the same residual distortion trends for the structure before and after FSW, while its deformation value was low. The numerical simulation of temperature distribution and material flow in FSW of aluminum alloys introduced by Padmanabhan et al.9). They reported that the peak temperature in the work-pieces grows up with the increasing of tool rotation speed (TRS), shoulder diameter (SD), and also welding speed (WS). Huang and Reynolds10) studied the influence of the friction stir welding parameters upon mechanical properties of the aluminum alloy. Recently, the friction stir welding process has emerged dramatically as the preferred process in joining various Al alloys11-15). The mechanical properties of 2024-T3 aluminum friction stir joining investigated by Sutton et al.16). The influence of pin angle and preheating upon temperature distribution during FSW for copper alloy introduced by Keivani et al.17). They found that temperature around the weld line improves by increasing pin angle. Abbasi et al.18) applied the thermal analysis of FSW by simulation for Al alloy with different tool shapes. The results showed that straight cylindrical pins provide lower heat and corresponding temperature compared to other ones in the FSW process. The microstructure and mechanical characteristics of steel-copper joints by friction stir welding studied by Jafari et al.19). Sato and Kokawa20) investigated the influence of the FSW process on the hardness of AA1080 and AA5083- O non-heat-treatable aluminum alloys. Weld region for AA1080 showed higher strength compared to base metal because of finer grain size. Chao et al.21) studied the variation of heat energy and temperature generated by FSW in both work-piece and the pin tool. Zhang et al. 22) applied numerical simulation and experimental investigation of temperature distribution during FSW of AA 6061-T6. They found that there is a good agreement between each measured points by numerical simulation and experimental one. In this investigation, the strong material flow mainly happens in the area of near the tool.
In the present study, the influence of vibration on joining Al 5083 plates during FSW was investigated. The results including microstructure and mechanical properties studied by experimental and simulation. Four various vibration frequencies to study of grain size, strength, formability, hardness, and the fracture were applied. The results indicated the improvement of appearance, microstructure and mechanical properties of the weld zone by the implement of vibration during the FSW process.
2. Materials and Methods
In this investigation, the butt joining of Al 5083 by a thickness of 3 mm utilized. Samples prepared with a size of 130 mm (high) and 50 mm (width) with machined edges. To make sure that no contaminations present on the sample surface, the samples were cleaned with sandpaper and acetone. The chemical composition of the base metals was studied and the results summarized in Table 1. Table 2 shows the mechanical and thermal properties of Al 5083.
Table┬Ā1
Chemical composition and mechanical properties of Al5083 (wt%)
| Fe | Si | Mn | Cr | Cu | Mg |
|---|---|---|---|---|---|
| 0.4 | 0.5 | 0.4 | 0.25 | 0.1 | 4.8 |
Table┬Ā2
Mechanical and Thermal properties of Al5083
| Ys (MPa) | UTS (MPa) | Elongation % | E (GPa) | Hardness (V) | Thermal Conductivity (W/m.K) | Thermal Expansion (/K) |
|---|---|---|---|---|---|---|
| 184 | 307 | 15 | 71 | 94 | 121 | 25├Ś10-6 |
2.1 FSW Process
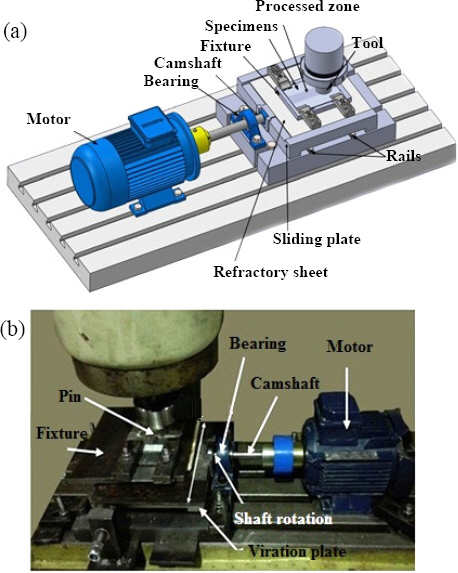
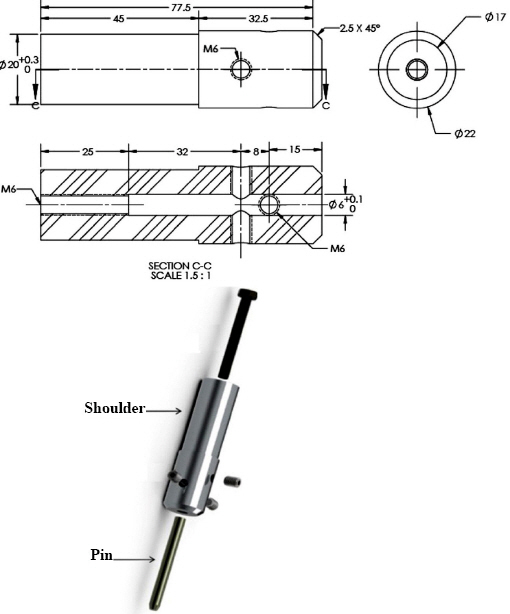
Friction stir welding (FSW) and friction stir vibration welding (FSVW) introduced by using a milling machine. Schematic design of the method utilized to vibrate the fixture illustrated in Fig. 1. In this design, the rotation speed of the motor shaft transformed into linear movement of the fixture via the camshaft. The motor was prepared by a driver to make the possibility of the motor rotation speed change. The camshaft created in a way that it impacted on the vibration of the fixture with an amplitude of 0.5 mm. In this study, the pin and shoulder of the tool were manufactured from carbide tungsten and M2 steel, respectively. Fig. 2 shows the schematics for the utilized tool for the FSW process in the current research.
Fig.┬Ā1
Schematic design of fixture and the set used for vibration a) designed machine and b) experimental machine
In this research, various welding situations (Table 3) for the welding process, namely friction stir welding (FSW) and also friction stir vibration welding (FSVW) to obtain the best substructure and mechanical properties introduced. The suitable processing states occurred for the rotation speed of 1180 rpm and traverse speed of 95 mm/min. Metallography samples from the cross sections of the welded samples prepared and then subjected to grounding, polishing, and etching. By optical microscopy, furnished through the conventional linear intercept method, the grain size was studied. (ASTM E-11223)).
Table┬Ā3
FSW process parameters.
| Rotational speed (rpm) | Welding speed (mm/min) | The depth of pin (mm) | Tilt angle (degree) | Vibration frequency (Hz) |
|---|---|---|---|---|
| 1180 | 95 | 2.8 | 1.3 | 18 |
| 1180 | 95 | 2.8 | 1.3 | 28 |
| 1180 | 95 | 2.8 | 1.3 | 38 |
| 1180 | 95 | 2.8 | 1.3 | 48 |
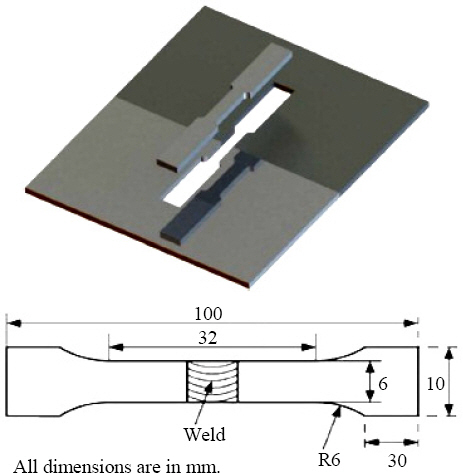
ASTM-E8 standard test to analyze the tensile testing was used24). The view of the tensile test sample shown in Fig. 3. From the tensile test, the strain studied by extensometer and the crosshead speed was five mmmin-1. Three tensile tests applied for each processing situation. Vickers hardness test (HV) technology was investigated for investigation of the hardness. In this method, the load was 1 N and the dwell time was 10 s. The average value of 5 evaluations collected for every welding situation.
2.2 Finite Element Method
The simulation of material flow during FSW requires robust treatment of large deformations. Thus Abaqus/ Explicit software and utilizes an Arbitrary Lagrangian- Eulerian (ALE) formulation can be easily implemented to FSW process: the material, regarded as a viscous fluid, flows across the Eulerian grid and interacts with the rotating tool. The inlet material velocity prescribed at the boundary of the domain corresponds to the traverse speed of the tool. Fig. 4 shows the finite element model of materials utilized in the FSW process. The remeshing algorithm makes be possible the Eulerian-character to allow the free surface motion to model.
The elasticity of the material modeled by an elastic plastic Johnson-Cook (JCP) constitutive equation. According to this law, the yield stress taken as a function of temperature and strain rate25):

Where ╬Ą ┬© p l , ╬Ą ┬» p l , Žā ┬»
(2)
2.3 Theoretical Formulations
In FSW process, heat sources result from two different phenomena including the production of heat from friction at the tool/work-piece interface, and also by energy dissipation from plastic deformation of the material under the tool; therefore thermo-mechanical coupling is strongly significant to finite element analyzing27). Mechanical equations based on a set of two physical equations including continuity and movement equations. According to the continuity equation, mass cannot be lost or gained in time:
Where ŌĆ£mŌĆØ is the mass of a given volume ╬®. It can be express by:
Where ŌĆ£ŽüŌĆØ is the density. The differentiation of equation (4) leads to the continuity equation:
For rigid plastic materials, (neglecting elasticity effects) the time derivative can consider as null, and incompressibility condition then write for as:
Otherwise one has:
The movement equation defines as a force balance, namely dynamic forces (inertia), static forces and gravity:
Where ╬│ is the acceleration, g is the gravity acceleration and Žā the stress tensor of Cauchy.
2.4 Boundary Conditions
Based on Fig. 5, the mechanical area ╬® is called Ōłé╬®. It can divide into various distinct boundary conditions:
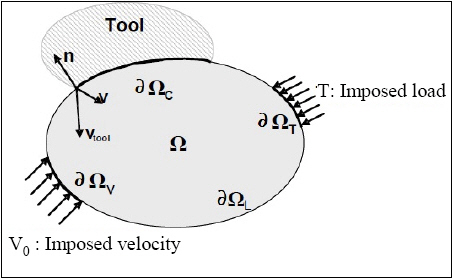
On Ōłé╬®L the free surface conditions impose that the normal stress is null:
Where n is the normal out warding the surface. On Ōłé╬®T , an imposed loading situation define as:
On Ōłé╬®V the velocity is imposed following as:
On Ōłé╬®C due to contact, two kinds of states imposed:
1) A non-penetration state in the normal direction, given by the Signorini equations:
Where vtool is the dislocation of the tool and Žān=(Žān)n is the contact pressure.
2) A friction situation in the tangential direction, imposing the boundary shear stress:
Which shear stress is dependent on the friction laws (such as viscoelastic, Coulomb, Teresca, etc.)
3. Results and Discussion
3.1 Appearance
Fig. 6 shows the macrostructure of welded samples with the optimum measures for processing variables. According to Fig. 6, the range of welding areas of FSV welded samples, due to the vibrating movement of a specimen in FSVW process, are noted with an increasing frequency value.

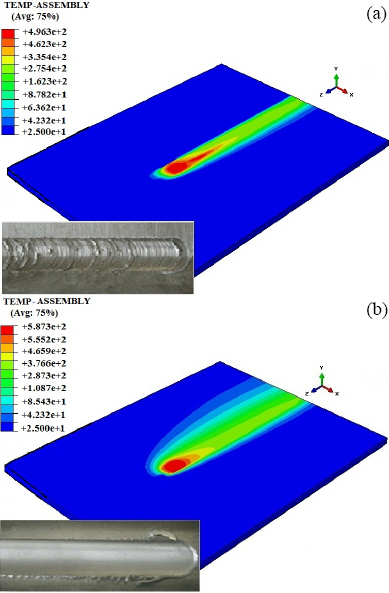
The appearance of a welded product for FSW and FSVW in both experimental and FEM condition shown in Fig. 7. Improving appearance quality from FSW to FSVW is evident. Also, the temperature distribution in the FSV welded specimen is larger and smoother.
3.2 Microstructure
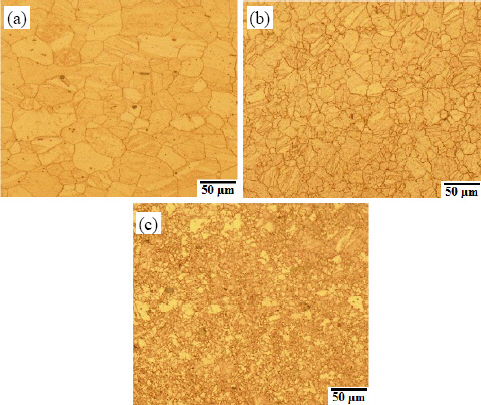
Fig. 8 indicates the microstructure of the base metal, FS and FSV welded specimens. It is clear that grains for FSV welded samples are smaller than that of FS welded ones, and both are finer than those for the base material. The principal mechanisms for grain refinement in FSW are related to dynamic recovery and recrystallization 28,29). Heat production in FSW process supplies the possibility for dynamic recovery, so dislocations arrange themselves at low angle grain boundaries (LABs) in the dynamic recovery process; consequently, dynamic recrystallization occurs, and miss-orientation between the boundaries rises and finally LABs conversion to high angle grain boundaries (HABs)30). Being the vibration enhances the straining of material in FSVW and due to the movement of the tool and also the movement of work-piece; the softened material surrounded pin is deformed larger. Because of dislocation density increases as strain grows up31); therefore, more dislocation density in FSV welded sample concerning FS welded sample enhanced the recrystallization and smaller grains.
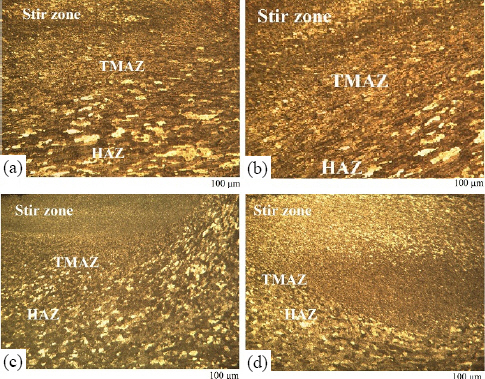
The microstructure of processed samples using various vibration frequencies presented in Fig. 9. It is evident that grain size reduces as frequency applies. On the other hand, according to Zener-Hollomon relation32):
Fig.┬Ā9
Microstructure of joints developed using various FSVW vibration frequency: (a) 18 Hz, (b) 28 Hz, (c) 38 Hz, and (d) 48 Hz
Where ╬Ą is strain rate, R is gas constant, and T is temperature. Eq. (16) indicates the relation between Zener-Hollomon parameter (Z) and grain size (D)33):
With increasing Z parameter, grain size reduces.
The values of grain size for different samples were presented in Table 5.
3.3 Fracture surfaces
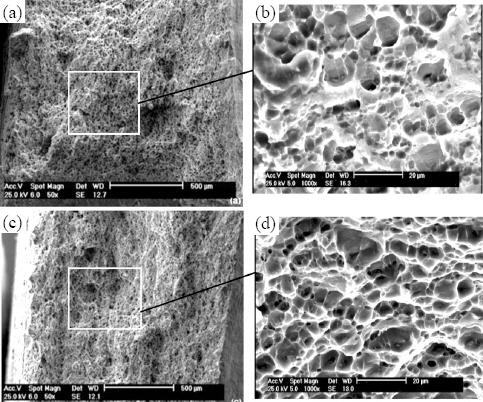
Good quality welds were those that were free of distinct and rough defects such as cracks and voids. Fracture surfaces of FS and FSV welded tensile test samples from stir region shown in Fig. 10. According to some researches, ductile metals indicate the wealth amounts of plastic deformation before to fracture in comparison to brittle metals34). Although particles and precipitations are the main areas for void growing, FSW enhances the micro-structure of parent metal and causes the breakdown of large particles and inclusions in microstructure35-38). Based on Fig 10, the voids for FSV- welded sample, because of having strained more before fracture, are more than that of another one.
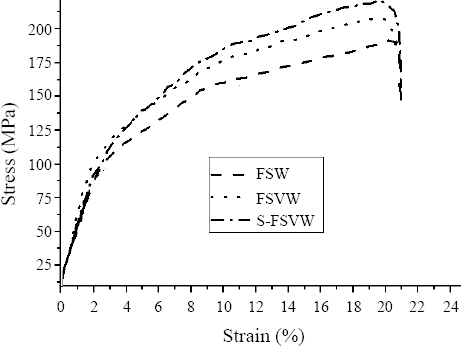
3.4 Stress-strain curves
Fig. 11 shows the stress-strain curves of FS and FSV welded samples. It is clear that the ultimate tensile strength (UTS) and stress quantity of FSV is slightly higher than that of FSW. It investigated that grain boundaries hinder the movement of dislocations and enhance the strength as the volume fraction of grain boundaries levels improve34). According to Hall-Petch correlation (17), the strength increases as grain size reduces36):
Besides, the FEM result shows higher values which may be related to some simulation conditions such as boundary conditions, mesh sizes, friction law, ambient temperature, etc. Finally, it should indicate that increasing the stress value in FSVW from FSW process is slightly higher compared to FSW from base metal, which the reason may relate to vibration and consequently the impact of vibration on grain size.
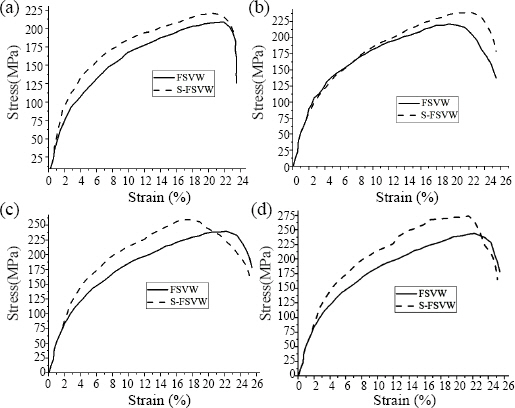
Fig. 12 compares the stress-strain graph of FSV welded samples in both experimental and simulation conditions using different vibration frequencies. Based on data in Fig. 12, the UTS and stress values increase as vibration frequency increases. The lower grain size of FSV welded sample causes a higher volume fraction of grain boundaries; therefore, higher strength will be obtained.
3.5 Thrust force
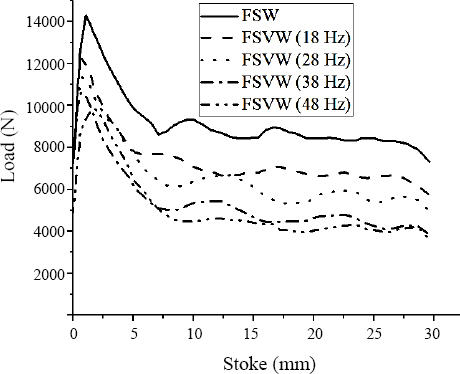
The thrust force variation during plunge testing at various vibration frequencies as shown in Fig. 13. The time required to reach the highest thrust level and the peak thrust value reduces as the vibration frequency increase from 18 to 48 Hz and is consistent with the lower viscosity values in plunge tests produced using high frequency.
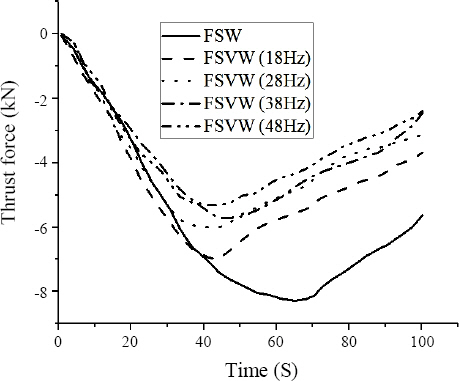
When the vibration frequency changed, the variation of the tool force along the axial direction of the tool changed, too (Fig. 14). It can see that the forces reduce with the increase in vibration frequency. The tool force in the axial direction is increased in the plunge period and reaches its maximum at the initial time of the translational stage. When the tool keeps moving along the welding line, the axial force reduces. It has known that dislocation density increment with strain increase as strain rate and temperature increase. The authors believe that increasing the vibration is accompanied by tool transverse and rotation movements. Consequently, the maximum value of the tool force due to more deformation and strain will be decreased.
3.6 Hardness
Fig. 15 shows profiles of micro hardness along a line at the mid-thick position on the transverse cross-section of joints welded at different vibration frequencies in both experimental and FEM conditions. It is evident that at about 15 mm from the weld centerline, hardness starts to reduce and reach a minimum value at 9 mm from the weld center line. The minimum points were located on both sides of the HAZ. As coming to the weld centerline through SZ beyond that minimum point, hardness increases and reach equal value again to that of BM. It can be related to grain size impact. It has known that grains in the stir zone are excessively small and they are co-axial due to severe plastic deformation which happens in the stirring area39). The grains in TMAZ deform less than those in stir area, and the grains within the HAZ almost did not change. The presence of vibration also decreases the size of grains. An impediment to dislocationsŌĆÖ motion increases as grain size reduces and correspondingly, hardness increases.
Fig.┬Ā15
Hardness section at mid-thickness transverse to welding lines of the weld joint for (a) FSW, (b) FSVW with 18 Hz, (c) FSVW with 28 Hz, (d) FSVW with 38 Hz, and (e) FSVW with 48 Hz
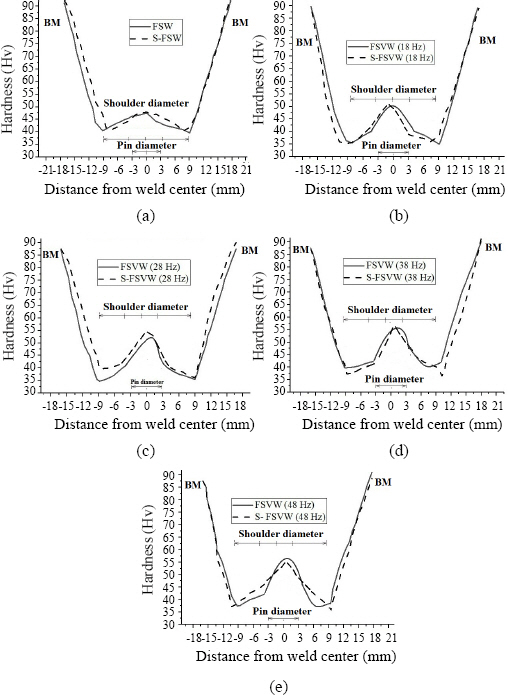
Maximum hardness values of stir zone center for specimens FSV welded using different frequencies have presented in Table 6. It is tremendous that hardness of stir zone from 49┬▒2 increases to 57┬▒4 as vibration frequency increases from 18 to 48 Hz.
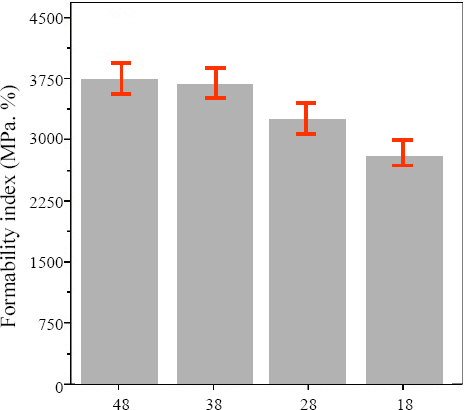
3.7 Formability index analysis
Fig. 16 shows the formability index of FSV welded samples in different vibration frequencies. Formability has defined by UTS├ŚEL where UTS and EL indicate ultimate tensile strength and elongation respectively which provided the ability of the material to absorb energy before failure40). This result endorses the results from Fig. 15 and Table 5. The formability index of FSV welded samples increases as vibration frequency increases.
One meaningful point in this study is that an oscillation frequency of 38 cycles/s, the highest strength, and hardness qualities achieved and they donŌĆÖt experience remarkable change as vibration frequency enhances. It may because of the relation between strain and dislocation generation in work hardening process is not linear, and it is a power law41). At low values of strain, there is rapidly increasing in dislocation production while this trend reduces at high values.
4. Conclusion
In the current research, a new way introduced to enhance the characteristics of substructure and mechanical properties of 5083 Al alloy using FSW. This process was entitled friction stir vibration welding (FSVW). The work-piece is vibrated normal to processing line in FSW. The finite element method (FEM) to verify experimental results utilized, too. It has concluded that:
ŌĆó Presence of vibration during the FSW process caused in more straining of material in the welded area and improved the dynamic recovery and recrystallization and correspondingly grew up the grain refinement. Grain size increases from 64 ┬Ąm to around 9 ┬Ąm for base metal and friction stir vibration welded sample, respectively.
ŌĆó A good agreement between experimental and FEM data observed. Some discrepancy between them relates to simulation conditions such as boundary, load, and mesh conditions.
ŌĆó Mechanical properties such as hardness, strength and- formability index increase as vibration frequency increases. The hardness of stir zone increases from 42 Hv to 51 Hv for FSW and FSVW respectively.
ŌĆó The vibration leads to increase in material flow velocity and strain rate and enlargement of the flow region and deformation region in FSVW process. Also, it has noted that changing and improving mechanical and microstructure characteristics in certain vibration frequencies happened because of the power law.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



