


1. Introduction
To comply with the emission regulations, the automotive industry is beginning to use thinner sheets of metals made from higher strength materials1). Gas metal arc welding (GMAW) is the most common method for welding chassis components in the automotive industry2). Chassis components vary in geometry and often have a gap3). The sudden variation in geometry may often abruptly change the teaching position offsetting the welding torch from the intended location. Also, sudden gaps may appear and parts may be deformed plastically during welding due to poor clamping4). To cover such gaps and offset, a high amount of deposition may be required5). However, the deposition during welding is directly related to the heat input6). For high deposition rates, a high heat input is required2). Additionally, a welding configuration with offset or gap has a poor conduction heat transfer, as the sheet placed with offset or gap cannot conduct the equal amount of heat. Hence, chances of burn through are higher.
Cold metal transfer (CMT) is a recently developed automated GMAW process that uses a modified short-circuit method2). In the CMT process, the material deposition is mechanically assisted by retracting the wire. This eliminates the need for current for material deposition. This controlled method of material deposition produces a higher melting co-efficient than conventional welding processes. The ability to produce higher deposition with low heat input makes CMT a suitable process to weld thinner sheets. The inherent property of CMT can also facilitate the welding of joints with offset or gap.
Gap bridging and welding with an offset are also dependent on the physical properties of the weld metal. Viscosity and surface tension are among those physical properties and affect the fluidity of molten metal7). A less viscous molten metal has higher wettability and can, hence, cover a larger area. Presence of some elements like titanium in steel can significantly change the viscosity and, hence, the wettability8). Conversely, surface tension significantly contributes to the shape of the weld deposition9-11). In general, adding alloying elements lowers the surface tension9,11-14). Addition of 0.1 wt% of sulfur may reduce the surface tension of molten iron by about 30%12). With low surface tension, weld metal can flow more easily, resulting in a wider weld bead with a lower bead elevation.
A narrow, high weld bead may facilitaate welding with larger gap and little to no offset; hence, a high viscosity and convergent surface-tension-driven flow may be desired. However, while there is a large offset, a higher wettability is desired. Low viscosity and a divergent weld pool flow may facilitate such cases.
Previous researches have been conducted on GMA welding of the open gap in pipelines13) and improvement of gap bridging ability in CO2 Laser-GMA hybrid welding14). However, none of the previous works consider the effect of the weld pool flow and bead shape on the gap bridgeability and offset positions. In this work, two ER-70 grade welding wires are used with differing amounts of sulfur and titanium as these elements can change the surface-tension-driven flow and viscosity, respectively. Through a wide range of repeated experiments, the effect of welding wire composition on gap bridging and welding with offset has been studied. Additionally, the effect of wire strength is also considered. The difference in wire strength in this study is due to the different amount of work hardening during the wire drawing process. The outcome of this research can be used to develop wires for automotive applications along with improving the welding consumable manufacturing process.
2. Experimental Methods
For this study, the welds were made on a hot-rolled Galvannealed steel plate of thickness 3.2mm and strength 440MPa. The sheet was welded with 1.2 mm diameter ER-70S wires. The composition of the wires is listed in Table 1. Each wire used has a high strength type and a low strength type. This difference in strength is due to the wire drawing process. The steels were welded in a single-lap joint configuration using a Fronius Trans Puls Synergic® 3200 machine and Yaskawa Motoman® robot with an argon-CO2 mixture (Ar:CO2=9:1) as the shielding gas. A constant welding current of 200 Amp and welding speed of 80 cpm were used throughout the study. The contact tip to workpiece distance (CTWD) was maintained at 15 mm.
Table┬Ā1
Chemical composition of welding wires
| Wire Name | C | Si | Mn | P | S | Cu* | Al | Ti |
|---|---|---|---|---|---|---|---|---|
| Wire 1 | 0.067 | 0.650 | 1.169 | 0.013 | 0.013 | 0.011 | 0.001 | 0.001 |
| Wire 2 | 0.065 | 0.631 | 1.192 | 0.010 | 0.004 | 0.014 | 0.004 | 0.100 |
The sheets were welded with 0, 1.0, 1.5 and 2.0 mm gaps. An offset range of -3`+3 mm was used. Offset value zero corresponds to the root of the lap joint configuration. The negative and positive directions are presented in the schematic in Fig. 1.

For the acceptance and rejection of a welding position, a criterion was set based on the measurement of the bead cross-section. For CMT GMAW with zero gaps, a penetration depth of 10% of base metal thickness on the lower plate is found to be adequate2). For the given welding condition, the penetration depth (on the bottom plate) was found equal or higher than the 10% of the base metal thickness (0.32mm) regardless of the offset position and gap. Hence, the acceptance criterion is set based on the fusion with the upper plate. The acceptance and rejection criteria are presented schematically in Fig. 2. To be accepted, the fusion zone at the upper plate produced by a welding condition shall reach up to the half of the thickness. To put it otherwise, when measured from the edge of the upper plate, the maximum distance to the fusion zone which can be accepted is 1.6mm (half of the sheet thickness 3.2mm).

For the measurement of the cross section, the samples were cut, mounted and polished following metallographic procedures. The polished samples were etched with 2% picral. A Leica e24z microscope was used to observe the samples at 10x magnification. The measurements on the weld bead cross section were carried out using Image-Pro Plus® software.
3. Results and Discussion:
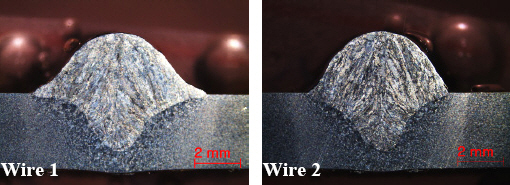
The welding in the bead on plate condition is first used to study the effect of wire composition on the welds. The results from the bead on plate (BOP) experiments are presented in Fig. 3. The cross sections show that the weld bead with wire 1 is wide whereas the weld bead with wire 2 is narrow and high. Bead cross section measurement showed that the weld bead with wire 1 had a width of 7.5mm. Whereas, the bead width of wire 2 weldment was 6.10mm. This phenomenon is attributed to the difference in viscosity and surface tension of the molten metal due to the compositional differences of the wires. Wire 1 contains high sulfur and low titanium with a low viscosity and a lower surface tension. As a result, it can easily spread out and create a wider weld pool. A similar result has been observed by Heiple et al. in their works on GTAW12,15,16).
Later, experiments are carried out using all four wires with different gaps (0, 1.0, 1.5 and 2.0 mm). Again, for each gap, seven offset positions are used, ranging from -3 to +3 mm with 1 increment. The interpretation of negative and positive signs is presented in the schematic in Fig. 1. The cross sections are presented in Fig. 4. It can be noted that some bead cross sections contain void. This is attributed to the porosity formation during zinc evaporation. This issue has been addressed in the authorsŌĆÖ previous work11,17). The bead cross sections are measured and evaluated according to the acceptance criteria set in Fig. 2. In Fig. 4, the cross sections with a green background are acceptable according to the acceptance criteria whereas those with red backgrounds are rejected. The cross-marked conditions did not produce any joining between the two sheets. Comparison between the bead cross-section data shows that for the same composition of wire, the weldable range remains same regardless of the wire strength. However, for wire with different composition, the weldable range show some difference. In order to differentiate between the weldable range, the results from the weld bead cross-section analysis were plotted to map the weldable area and presented in Fig. 5. The mapping shows that wire 2 has one more weldable condition (at offset -2) compared to wire 1 at the 2.0 mm gap. However, wire 1 has one more weldable condition at 1 mm gap (2 mm offset) than wire 2. This difference is attributed to the difference in viscosity and surface tension. As stated earlier, wire 1 has a low viscosity and surface tension compared to wire 2 due to low titanium and high sulfur content. Hence, wire 2 produces a narrow, but higher, weld bead. The height of the weld bead allows for fusion with a top sheet at a higher gap. As a result, for the larger gap (2.0 mm), wire 2 is more effective than wire 1. However, welding with offset at the positive direction or away from the root requires more fluidity (less viscosity and surface tension) of the molten metal. Due to the composition of wire 1, it has lower viscosity and surface tension. As a result, it is able to join with a narrow gap and larger offset.
Fig.┬Ā4
Bead cross sections and acceptance/ rejection of the welding condition for (a) wire 1 ((Low strength), (b) wire 2 ((Low strength), (c) wire 1 ((High strength) and (d) wire 2 ((High strength). Greens are the conditions that are accepted and reds are the rejected ones

Fig.┬Ā5
Mapping of suitable welding condition based on acceptance criteria for (a) wire 1 and (b) wire 2

The geometry of the bead cross section has also been analyzed for leg length and penetration depth in this work. These analyses are presented in Fig. 6 and 7 along with a schematic reorientation of measurement parameters in the bead cross-section. Fig. 6 show the change in leg length with different offset position at different gaps for all four wires. The general trend with the offset position is as the offset value increases, the leg length also increases regardless of the gap, wire composition or wire strength. As the offset increases or wire tip is moved away from the root, the molten metal gets more space to spread out in both directions. Additionally, with higher offset, the molten metal requires more time to reach the upper sheet. This allows the molten metal to cool down. As a result, the upper sheet receives a lesser amount of heat. Hence, molten metal cools down slowly. As the fluidity is higher at high temperature, slow cooling of molten metal results in higher fluidity for a longer period of time. This, coupled with more space to spread out, allows for a larger leg length with increasing offset. While the wire is offset at the negative direction, the higher is the teaching position, the less is the leg length. Offsetting the wire in the negative direction allows the top sheet to receive more heat. As a result, when the molten metal reaches the bottom sheet, it is colder compared to the case with a positive offset value. Hence, it lacks the fluidity required to spread out. Additionally, the molten metal solidifies rapidly allowing a smaller time frame to spread out.
Fig.┬Ā6
(a) Schematic representation of measurement parameters on bead cross-section. Leg length as a function of offset position at different gaps for wire 1 (b) High strength (c) Low strength and wire 2 (d) High strength (e) Low strength

Fig┬Ā7
(a) Schematic representation of measurement parameters on bead cross-section. Penetration Depth as a function of offset position at different gaps for wire 1 (b) High strength (c) Low strength and wire 2 (d) High strength (e) Low strength

At the same offset position, the leg length is usually higher with a gap for the positive values of offset position, compared to the welding condition with zero gaps. With gap, usually, the top sheet gets a lower amount of heat, slowing down the cooling. Additionally, the molten metal can spread inside the gap. Hence, at the same positive offset value, the leg length also increases with the presence of the gap. However, at the negative offset values, the leg length sometimes decreases with higher gaps. This may be attributed to the longer travel distance for the molten metal to reach the lower sheet. Due to the longer travel distance, the molten metal may have cooled down a little affecting the fluidity and shortening the leg length.
Although the leg length shows an increasing trend with increasing offset and gap for both wires, for wire 1, the trend is more prominent, especially with higher gaps. This is due to the low viscosity and surface tension in wire 1. As it has higher fluidity, it can spread out more easily, contributing to the larger leg length. The wire strength does not affect the trend. However, with higher strength wire, the data is spread over a narrower range. The possible reason could be the reduction in wire deflection with increasing strength. The lower deflection in wire may have allowed a more precise material deposition. As a result, a less scattered data is obtained.
The penetration-depth measurement data for the four different wires are presented in Fig. 7. The penetration depth is measured only at the lower sheet. With the presence of either gap or offset, the lower sheet receives more heat. As a result, the penetration depth increases with increasing offset and the presence of the gap. For both wire compositions, the high and low strength variants give depth of penetrations at different offsets and gaps as shown on the graphs. Wire composition also seems not to have a significant effect on the depth of penetration in all welding conditions except for the ones with negative offset values. The low viscosity and surface tension wire (wire 1) seem to have a little more depth of penetration compared to the wire 2 at negative offset values. At negative offset values, the distance of material deposition location increases from the bottom plate. Hence, it takes longer for the molten metal to reach the bottom plate. As a result, in general, the penetration depth is lower for both wires than the zero or positive offset values. However, the low viscosity and surface tension of wire 1 may have allowed it to flow a little faster. Hence, the molten metal reached the lower sheet at a little high temperature and produced a little higher depth of penetration at negative offset values.
Wire with low surface tension and viscosity is suitable for welding with a larger offset in the direction away from the root of the weld joint. It also produces a higher depth of penetration with negative offset values. However, while the gap is wider, low viscosity and surface tension wire have a poor gap bridgeability. On the other hand, for bridging the larger gap, high surface tension wire is more suitable. Due to the lack of fluidity in the high viscosity and surface tension wire, it performs poorly when it is offset away from the root.
4. Conclusion
This paper discloses the effect of wire composition and wire strength on welding with a gap and offset. The study shows that mechanically induced wire strength does not affect the leg length, penetration depth or weldable zone significantly. However, wire composition can affect the weldability with a gap and offset significantly. Alloying elements like sulfur and titanium affect the physical properties like surface tension and viscosity of molten metal, respectively. Wire with high sulfur and low titanium has a low surface tension and viscosity, which results in a better fluidity. Hence, it can cover a large area and is suitable for welding with a larger offset. However, due to low surface tension, the bead elevation is often low. Hence, it will have a poorer performance with a larger gap. The wire with low sulfur and high titanium has high viscosity and surface tension, hence, a narrow and high bead. This makes it suitable for joining with a larger gap. However, it may not be suitable for welding with large offset due to low fluidity. The difference in surface tension and viscosity has a significant effect on leg length. However, their effect on the penetration depth is not significant.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



