


1. ņä£ ļĪĀ
ņ×¼ļŻīļź╝ ĒĢ£ ņĖĄņö® ņīōņĢä ņś¼ļĀż 3ņ░©ņøÉ ĒśĢĒā£ņØś ņ×ģņ▓┤ļ¼╝ņØä ņĀ£ņĪ░ĒĢśļŖö ņĀüņĖĄņĀ£ņĪ░ (additive manufacturing) ĻĖ░ņłĀņØĆ ņäżĻ│ä ņ×Éņ£ĀļÅäĻ░Ć ļåÆĻ│Ā ļ¦×ņČżĒśĢ ļŗżĒÆłņóģ ņåīļ¤ēņāØņé░ņŚÉ ņ£Āļ”¼ĒĢśņŚ¼ ĒĢŁĻ│Ą, ņŚÉļäłņ¦Ć, ĻĄŁļ░® ļō▒ ļŗżņ¢æĒĢ£ ņé░ņŚģļČäņĢ╝ ņĀäļ░śņŚÉ Ļ▒Ėņ│É ņżæņÜöņä▒ņØ┤ Ļ░ĢņĪ░ļÉśĻ│Ā ņ׳ļŗż. ņØ┤ņŚÉ ļö░ļØ╝ ņĄ£ĻĘ╝Ļ╣īņ¦Ć ņĀüņĖĄņĀ£ņĪ░ļź╝ ņ£äĒĢ£ ĻĖłņåŹļČäļ¦É ņåīņ×¼ Ļ░£ļ░£Ļ│╝ ņĀüņĖĄ Ļ│ĄņĀĢ ņĄ£ņĀüĒÖöņŚÉ ņ┤łņĀÉņØä ļæÉĻ│Ā ļ¦ÄņØĆ ņŚ░ĻĄ¼Ļ░Ć ņØ┤ļŻ©ņ¢┤ņ¦ĆĻ│Ā ņ׳ļŗż1-3). ĒĢ£ĒÄĖ, ņĀüņĖĄņĀ£ņĪ░ĒÆłņŚÉ ņĪ┤ņ×¼ĒĢśļŖö ļåÆņØĆ ņ×öļźśņØæļĀźņØś ļ¼ĖņĀ£Ļ░Ć ņ׳ņØä ļ┐Éļ¦ī ņĢäļŗłļØ╝ ņĀüņĖĄņĀ£ņĪ░ Ļ│ĄņĀĢņØ┤ ņØ┤ļŻ©ņ¢┤ņ¦ĆļŖö ņ▒öļ▓ä(chamber)ņØś Ēü¼ĻĖ░Ļ░Ć ņĀ£ĒĢ£ņĀüņØ┤ĻĖ░ ļĢīļ¼ĖņŚÉ ļīĆĒśĢ ļČĆĒÆłņØ┤ļéś ĻĖ░ĻĖ░ļź╝ ņĀ£ņ×æĒĢśĻĖ░ ņ£äĒĢ┤ņä£ļŖö ņÜ®ņĀæ Ļ│ĄņĀĢņØ┤ ĒĢäņłśņĀüņ£╝ļĪ£ ņłśļ░śļÉśņ¢┤ņĢ╝ ĒĢ£ļŗż. ļśÉĒĢ£ ņĀüņĖĄņĀ£ņĪ░ĒÆłņØś ļ│┤ņłś, Ēśäņן ņĀüņÜ®ņØä ņ£äĒĢ£ ņäżņ╣ś Ēś╣ņØĆ ĻĖ░ņĪ┤ ņĀ£ĒÆłĻ│╝ņØś Ļ▓░ĒĢ® ņŗ£ņŚÉļÅä ņÜ®ņĀæ Ļ│ĄņĀĢņØś ņłśĒ¢ēņØ┤ ņÜöĻĄ¼ļÉ£ļŗż. ņØ┤ņŚÉ ļö░ļØ╝ ņĄ£ĻĘ╝ņŚÉļŖö ņĀüņĖĄņĀ£ņĪ░ĒÆłņØś ņÜ®ņĀæ ņŚ░ĻĄ¼ņŚÉ ļīĆĒĢ£ ĒĢäņÜöņä▒ņØ┤ ļīĆļæÉļÉśĻ│Ā ņ׳ņ£╝ļ®░, Ļ┤ĆļĀ© ņŚ░ĻĄ¼ļōżņØ┤ ņ¦ĆņåŹņĀüņ£╝ļĪ£ ņ”ØĻ░ĆĒĢśĻ│Ā ņ׳ļŗż4-9). Matilainen ļō▒5)ņØĆ ņĀüņĖĄņĀ£ņĪ░ļÉ£ 316L ņŖżĒģīņØĖļ”¼ņŖżĻ░ĢņØś ļĀłņØ┤ņĀĆ ņÜ®ņĀæ ņŗ£ ņÜ®ņ£ĄĻĖłņåŹņØś ĒśĢņāü, ļĀłņØ┤ņĀĆ ņČ£ļĀź ļ│ĆĒÖöņŚÉ ļö░ļźĖ ņÜ®ņĀæ Ļ▓░ĒĢ© ļ░£ņāØ Ļ▓ĮĒ¢źņØä ņāüņÜ® ļŗ©ļĀ©ņ×¼ņÖĆ ļ╣äĻĄÉĒĢ£ Ļ▓░Ļ│╝, ņāüļīĆņĀüņ£╝ļĪ£ ņÖäņĀäņÜ®ņ×ģņØ┤ ņēĮĻ│Ā ņ×ģņŚ┤ļ¤ē ļ│ĆĒÖöņŚÉ ļö░ļØ╝ ņÜ®ņĀæĻ▓░ĒĢ©ņØś ļ░£ņāØņØ┤ ļ»╝Ļ░ÉĒĢśĻ▓ī ļ│ĆĒÖöĒĢśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż. Raza ļō▒7,10)ņØĆ ņĀüņĖĄņĀ£ņĪ░ļÉ£ Inconel 718ņØś Ļ│Āņś©ĻĘĀņŚ┤ Ļ░Éņłśņä▒ņØ┤ ņĀüņĖĄ ĻĘĖļīĆļĪ£ ņāüĒā£ņŚÉņä£ļŖö ņāüņÜ® ļŗ©ļĀ©ņ×¼ņÖĆ ņ£Āņé¼ĒĢ£ ņłśņżĆņØ┤ļéś ņŚ┤Ļ░äļō▒ņĢĢņä▒ĒśĢ(hot isostatic pressing, HIP) ņ▓śļ”¼ļź╝ ņŗżņŗ£ĒĢ©ņŚÉ ļö░ļØ╝ Ļ▓░ņĀĢļ”Į ņĪ░ļīĆĒÖöņŚÉ ņØśĒĢ┤ ņ”ØĻ░ĆĒĢ£ļŗżĻ│Ā ĒĢśņśĆļŗż.
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö laser powder bed fusion (L-PBF) ļ░®ņŗØņ£╝ļĪ£ ņĀüņĖĄņĀ£ņĪ░ļÉ£ 316L ņŖżĒģīņØĖļ”¼ņŖżĻ░ĢņØś ņÜ®ņĀæņä▒ņØä ĒÅēĻ░ĆĒĢśņśĆļŗż. 316L ņŖżĒģīņØĖļ”¼ņŖżĻ░ĢņØĆ ņĀüņĖĄņĀ£ņĪ░ņÜ®ņ£╝ļĪ£ ļ¦ÄņØ┤ ņé¼ņÜ®ļÉśļŖö ņåīņ×¼ ņżæ ĒĢśļéśņØ┤ļ®░, ņÜ®ņĀæņä▒ņØä ņĀĆĒĢ┤ĒĢśļŖö ņÜöņØĖņ£╝ļĪ£ļŖö ļīĆĒæ£ņĀüņ£╝ļĪ£ ņÜ®ņĀæĻĖłņåŹņŚÉņä£ņØś ņØæĻ│ĀĻĘĀņŚ┤ņØä ļōż ņłś ņ׳ļŗż. Trans-Varestraint ņŗ£ĒŚśņØä ĒåĄĒĢ┤ ņØæĻ│ĀĻĘĀņŚ┤ Ļ░Éņłśņä▒ņØä ņĀĢļ¤ēņĀüņ£╝ļĪ£ ĒÅēĻ░ĆĒĢśņŚ¼ ņāüņÜ® ņĢĢņŚ░ņ×¼ņÖĆ ļ╣äĻĄÉĒĢśņśĆņ£╝ļ®░, ņØæĻ│ĀĻĘĀņŚ┤ ĒŖ╣ņä▒Ļ│╝ ļ»ĖņäĖņĪ░ņ¦üĻ│╝ņØś ņāüĻ┤ĆĻ┤ĆĻ│äļź╝ ļČäņäØĒĢśņśĆļŗż.
2. ņŗżĒŚś ļ░®ļ▓Ģ
2.1 ņŗżĒŚśņ×¼ļŻī
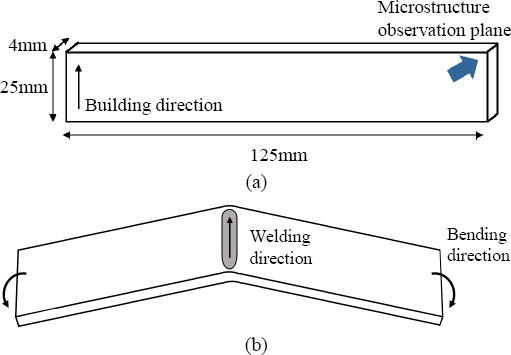
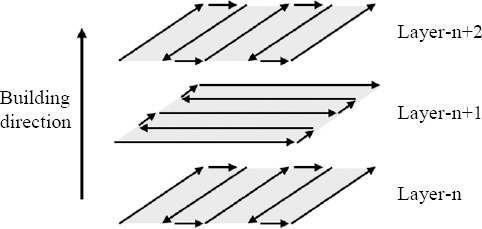
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ņé¼ņÜ®ļÉ£ ņĀüņĖĄņĀ£ņĪ░ ņŗ£ĒÄĖņØĆ 316L ņŖżĒģīņØĖļ”¼ņŖżĻ░Ģ ņāüņÜ® ļČäļ¦ÉņØĖ 3D Systems ņé¼ņØś LaserForm┬« 316LņØä ņé¼ņÜ®ĒĢśņŚ¼ 3D Systems ņé¼ņØś DMP 320 ņןļ╣äļź╝ ĒåĄĒĢ┤ PBF ļ░®ņŗØņ£╝ļĪ£ ņĀ£ņ×æĒĢśņśĆņ£╝ļ®░, ņ╣śņłśļŖö Fig. 1Ļ│╝ Ļ░Öļŗż. ņĀüņĖĄņĀ£ņĪ░ ņŗ£ ņŻ╝ņÜö Ļ│ĄņĀĢļ│ĆņłśļŖö Table 1Ļ│╝ Ļ░Öņ£╝ļ®░, Fig. 2ņŚÉ ļéśĒāĆļéĖ ļ░öņÖĆ Ļ░ÖņØ┤ ņ¦üĻĄÉ ļ░®ņŗØņØś ņĀüņĖĄ ņĀäļץ(scanning strategy)ņØä ņĀüņÜ®ĒĢśņśĆļŗż. ņĀüņĖĄņĀ£ņĪ░ļÉ£ ņŗ£ĒÄĖ ņżæ ņØ╝ļČĆļŖö ASTM F3184ņŚÉņä£ ņĀ£ņŗ£ĒĢśļŖö ņĪ░Ļ▒┤ņŚÉ ļö░ļØ╝ 1125 ┬░CņŚÉņä£ 100 MPaņØś ņĢĢļĀźņ£╝ļĪ£ 4ņŗ£Ļ░ä ļÅÖņĢł HIPņØä ņłśĒ¢ēĒĢśņśĆļŗż. ņĀüņĖĄ ĻĘĖļīĆļĪ£ (As-built) ņāüĒā£ņÖĆ HIP ņ▓śļ”¼ ņŗ£ĒÄĖņØś ņØĖņן ĒŖ╣ņä▒ņØä ĒÖĢņØĖĒĢśĻĖ░ ņ£äĒĢ┤ ASTM E8ņŚÉ ļö░ļØ╝ Ļ▓īņØ┤ņ¦Ć ĻĖĖņØ┤(gauge length)Ļ░Ć 25 mmņØĖ ĒīÉņāü ņŗ£ĒÄĖņØä ņ▒äņĘ©ĒĢśņŚ¼ ņØĖņןņŗ£ĒŚśņØä ņŗżņŗ£ĒĢśņśĆņ£╝ļ®░, 2ĒÜī ņĖĪņĀĢ Ēøä ĒÅēĻĘĀĻ░ÆņØä ĻĄ¼ĒĢśņŚ¼ Fig. 3ņŚÉ ņĀ£ņŗ£ĒĢśņśĆļŗż. ņĀüņĖĄņĀ£ņĪ░ ņŗ£ĒÄĖņØś ĒĢŁļ│ĄĻ░ĢļÅä, ņØĖņןĻ░ĢļÅä, ņŚ░ņŗĀņ£©ņØ┤ ļ¬©ļæÉ ASTM F3184ņØś ņÜöĻ▒┤ņØä ļ¦īņĪ▒ĒĢśļŖö Ļ▓āņØä ņĢī ņłś ņ׳ļŗż. ĒĢ£ĒÄĖ, ļ╣äĻĄÉļź╝ ņ£äĒĢ┤ 3 mmņØś ļæÉĻ╗śļź╝ Ļ░¢ļŖö ASTM A240 ĻĘ£Ļ▓®ņØś 316L ņŖżĒģīņØĖļ”¼ņŖżĻ░Ģ ņĢĢņŚ░ņ×¼ļĪ£ļČĆĒä░ 25 mm ├Ś 125 mm ņ╣śņłśņØś ņŗ£ĒÄĖņØä ņĀłļŗ©ĒĢśņŚ¼ ņżĆļ╣äĒĢśņśĆļŗż. Ļ┤æĒĢÖļ░£Ļ┤æļČäņäØĻĖ░(QSN 750-II, OBLF) ļ░Å N/O ļČäņäØĻĖ░(ONH836, LECO)ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ļČäņäØĒĢ£ ņĀüņĖĄņĀ£ņĪ░ ņŗ£ĒÄĖĻ│╝ ņĢĢņŚ░ņ×¼ņØś ĒÖöĒĢÖņĪ░ņä▒ ļČäņäØ Ļ▓░Ļ│╝ļź╝ Table 2ņŚÉ ņĀ£ņŗ£ĒĢśņśĆļŗż.
Table┬Ā1
Process parameters of the additive manufacturing
| Layer thickness (mm) | 0.03 |
|---|---|
| Scan speed (mm/s) | 900 |
| Power (W) | 300 |
| Hatch spacing (mm) | 0.1 |
| Energy density (J/mm3) | 111.1 |
Table┬Ā2
Chemical composition of the specimens employed in this study (wt%)

2.2 ņÜ®ņĀæĻĖłņåŹņØś ņØæĻ│ĀĻĘĀņŚ┤ Ļ░Éņłśņä▒ ĒÅēĻ░Ć
ņŗżĒŚśņ×¼ļŻīņØś ņÜ®ņĀæ ņŗ£ ņÜ®ņĀæĻĖłņåŹņŚÉņä£ ļ░£ņāØĒĢśļŖö ņØæĻ│ĀĻĘĀņŚ┤ Ļ░Éņłśņä▒ņØä ĒÅēĻ░ĆĒĢśĻĖ░ ņ£äĒĢ┤ Trans-Varestraint ņŗ£ĒŚśņØä ņŗżņŗ£ĒĢśņśĆļŗż. Trans-Varestraint ņŗ£ĒŚśņØĆ Fig. 1Ļ│╝ Ļ░ÖņØ┤ ņĀ£ņé┤ņÜ®ņĀæ(autogenous welding)ņØä ņłśĒ¢ē ņżæņØĖ ņŗ£ĒÄĖņŚÉ ĻĄĮĒל ļ│ĆĒśĢņØä Ļ░ĆĒĢśļŖö ļ░®ļ▓Ģņ£╝ļĪ£ņŹ©, ļ¦ÄņØĆ ņŚ░ĻĄ¼ņ×ÉļōżņŚÉ ņØśĒĢ┤ ņé¼ņÜ®ļÉśņ¢┤ ņÖöļŗż7,9). ņĀ£ņé┤ņÜ®ņĀæņØś Ļ│ĄņĀĢņĪ░Ļ▒┤ņØĆ Table 3Ļ│╝ Ļ░Öņ£╝ļ®░ ņŗ£ĒÄĖņŚÉ Ļ░ĆĒĢ┤ņ¦ĆļŖö ļ│ĆĒśĢļ¤ēņØĆ Eq. 1ņØś ņŗØņØä ņØ┤ņÜ®ĒĢśņŚ¼ Ļ│äņé░ĒĢśņśĆļŗż.
Eq. 1ņŚÉņä£ ╬ĄļŖö ļ│ĆĒśĢļ¤ē, tļŖö ņŗ£ĒÄĖņØś ļæÉĻ╗ś, RņØĆ ĻĄĮĒל ļĖöļĪØņØś Ļ│ĪļźĀļ░śĻ▓ĮņØä ļéśĒāĆļéĖļŗż. ņŗ£ĒŚś Ēøä ņŗżņ▓┤Ēśäļ»ĖĻ▓ĮņØä ņØ┤ņÜ®ĒĢśņŚ¼ ņÜ®ņĀæĻĖłņåŹņŚÉņä£ ļ░£ņāØĒĢ£ ĻĘĀņŚ┤ļōżņØś ĻĖĖņØ┤ļź╝ ņĖĪņĀĢĒĢśņśĆņ£╝ļ®░, ņØæĻ│ĀĻĘĀņŚ┤ Ļ░Éņłśņä▒ņØä ņĀĢļ¤ēņĀüņ£╝ļĪ£ ļ╣äĻĄÉĒĢśĻĖ░ ņ£äĒĢ┤ ņĄ£ļīĆ ĻĘĀņŚ┤ĻĖĖņØ┤(maximum crack length, MCL)ļź╝ ņ¦ĆņłśļĪ£ ņØ┤ņÜ®ĒĢśņśĆļŗż.
2.3 ļ»ĖņäĖņĪ░ņ¦ü ļČäņäØ
ņŗżĒŚśņ×¼ļŻī ļ¬©ņ×¼ ļ░Å ņÜ®ņĀæĻĖłņåŹņØś ļ»ĖņäĖņĪ░ņ¦üņØä ļČäņäØĒĢśĻĖ░ ņ£äĒĢ┤ Ļ┤æĒĢÖĒśäļ»ĖĻ▓Į(optical microscopy, OM; Eclipse MA100, Nikon)ņØä ņØ┤ņÜ®ĒĢśņśĆļŗż. ļ»ĖņäĖņĪ░ņ¦ü Ļ┤Ćņ░░ņØä ņ£äĒĢ£ ņŗ£ĒÄĖņØĆ ĻĖ░Ļ│äņĀü ņŚ░ļ¦ł Ēøä 10 % ņśźņé┤ņé░(oxalic acid)ņŚÉņä£ 4 VļĪ£ ņłśņ┤łĻ░ä ņĀäĒĢ┤ņŚÉņ╣ŁņØä ņŗżņŗ£ĒĢśņśĆļŗż.
3. Ļ▓░Ļ│╝ ļ░Å Ļ│Āņ░░
ļ¬©ņ×¼ņØś ļ»ĖņäĖņĪ░ņ¦üņØä Fig. 4ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ņĢĢņŚ░ņ×¼ņØś Ļ▓ĮņÜ░ ļō▒ņČĢņĀĢņØś ņśżņŖżĒģīļéśņØ┤ĒŖĖ ĻĖ░ņ¦Ć(matrix)ņŚÉ ņåīļ¤ēņØś ĒÄśļØ╝ņØ┤ĒŖĖĻ░Ć ņĪ┤ņ×¼ĒĢśļŖö ļ░śļ®┤, ņĀüņĖĄņĀ£ņĪ░ ņŗ£ĒÄĖņØĆ HIP ņ▓śļ”¼ ņ£Āļ¼┤ņÖĆ Ļ┤ĆĻ│äņŚåņØ┤ ņØ┤ņ░©ņāü(secondary phase)ņØ┤ ņŚåļŖö ņśżņŖżĒģīļéśņØ┤ĒŖĖ ļŗ©ņāü ņĪ░ņ¦üņØä Ļ░Ćņ¦ĆļŖö Ļ▓āņ£╝ļĪ£ ĒÖĢņØĖļÉśņŚłļŗż. ņĀüņĖĄ ĻĘĖļīĆļĪ£ ņāüĒā£ņØś ņŗ£ĒÄĖņØĆ ņØæĻ│Ā ņĪ░ņ¦üņØś ĒŖ╣ņä▒ņØä ļ│┤ņśĆļŗż. ņÜ®ņ£Ą ĒÆĆ(molten pool)ņØś Ļ▓ĮĻ│äĻ░Ć ņäĀļ¬ģĒĢśĻ▓ī Ļ┤Ćņ░░ļÉśļ®░, ņ¦üņäĀ ĒśĢĒā£ņØś ņØ┤ļÅÖĻ▓░ņĀĢļ”ĮĻ│ä(migrated grain boundary)Ļ░Ć ņĀüņĖĄ ļ░®Ē¢źņØä ļö░ļØ╝ ļ░£ļŗ¼ļÉ£ Ļ▓āņØä ļ│╝ ņłś ņ׳ļŗż. ļśÉĒĢ£ ĻĖēņåŹ ņØæĻ│ĀļĪ£ ņØĖĒĢ┤ ļ¦żņÜ░ ļ»ĖņäĖĒĢ£ ņģĆ (cell) ĻĄ¼ņĪ░Ļ░Ć ĒśĢņä▒ļÉśņŚłņ£╝ļ®░, HIP ņ▓śļ”¼ ĒøäņŚÉļŖö ņ×¼Ļ▓░ņĀĢņØ┤ ņ¦äĒ¢ēļÉśļ®┤ņä£ ĻĖ░ņĪ┤ņØś ņØæĻ│ĀņĪ░ņ¦üņØ┤ ņé¼ļØ╝ņ¦ĆĻ│Ā ņāłļĪ£ņÜ┤ Ļ▓░ņĀĢļ”ĮĻ│äĻ░Ć ĒśĢņä▒ļÉ£ Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż.
Fig.┬Ā4
OM micrographs of the base metals: (a) wrought plate, (b)as-built additively manufactured, and (d) additively manufactured and HIPed
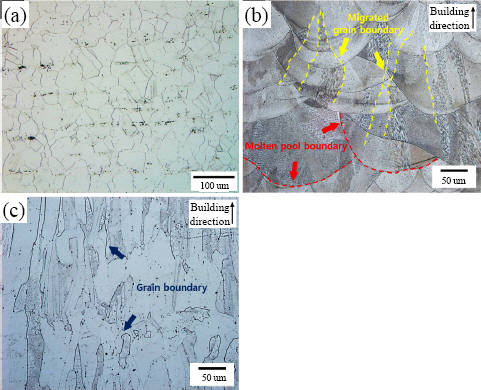
Fig. 5ļŖö Trans-Varestraint ņŗ£ĒŚś Ļ▓░Ļ│╝ ņÜ®ņĀæļČĆņŚÉņä£ ļ░£ņāØĒĢ£ ņØæĻ│ĀĻĘĀņŚ┤ņØä ņŗżņ▓┤Ēśäļ»ĖĻ▓Įņ£╝ļĪ£ ņ┤¼ņśüĒĢśņŚ¼ ļéśĒāĆļéĖ Ļ▓āņØ┤ļŗż. ņĢĢņŚ░ņ×¼ņŚÉ ļ╣äĒĢ┤ ņĀüņĖĄņĀ£ņĪ░ ņŗ£ĒÄĖņŚÉņä£ ĒÅŁņØ┤ ļäōĻ│Ā ĻĖĖņØ┤Ļ░Ć ĻĖ┤ ĻĘĀņŚ┤ņØ┤ ĒśĢņä▒ļÉśņŚłņ£╝ļ®░, HIPņØä ņłśĒ¢ēĒĢ©ņŚÉ ļö░ļØ╝ ņĀüņĖĄ ĻĘĖļīĆļĪ£ ņāüĒā£ņØ╝ ļĢīļ│┤ļŗż ņØæĻ│ĀĻĘĀņŚ┤ņØś ĻĖĖņØ┤Ļ░Ć ņ¦¦ņĢäņ¦ĆļŖö Ļ▓āņØä ļ│╝ ņłś ņ׳ļŗż.
Fig.┬Ā5
Representative stereoscopic images of Trans- Varestraint tested specimens: (a) wrought plate at 4% strain, (b) as-built additively manufactured at 2.5% strain, and (c) additively manufactured and HIPed at 2.5% strain

Trans-Varestraint ņŗ£ĒŚś Ļ▓░Ļ│╝ ņŗ£ĒÄĖņŚÉ Ļ░ĆĒĢ┤ņ¦ĆļŖö ļ│ĆĒśĢļ¤ēņŚÉ ļö░ļźĖ MCLņØś ļ│ĆĒÖöļź╝ Fig. 6ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. Ļ░ü ņŗ£ĒÄĖņŚÉ Ļ░ĆĒĢ┤ņ¦ĆļŖö ļ│ĆĒśĢļ¤ēņŚÉ ņ░©ņØ┤Ļ░Ć ņ׳ņ¦Ćļ¦ī, 2.5%ņØś ļ│ĆĒśĢļ¤ēņØä Ļ░¢ļŖö ņĀüņĖĄņĀ£ņĪ░ ņŗ£ĒÄĖņØ┤ 4%ņØś ļ│ĆĒśĢļ¤ēņØä Ļ░¢ļŖö ņĢĢņŚ░ņ×¼ ņŗ£ĒÄĖļ│┤ļŗż MCLņØ┤ Ēü¼Ļ▓ī ļéśĒāĆļéśļŖö Ļ▓āņØä ļ│╝ ņłś ņ׳ļŗż. ņ”ē, ņÜ®ņĀæļČĆņØś ņØæĻ│ĀĻĘĀņŚ┤ Ļ░Éņłśņä▒ņØĆ ņĀüņĖĄņĀ£ņĪ░ ņŗ£ĒÄĖņØ┤ ņĢĢņŚ░ņ×¼ņŚÉ ļ╣äĒĢ┤ ļ¦żņÜ░ ļåÆĻ▓ī ļéśĒāĆļé¼ņ£╝ļ®░, ņĀüņĖĄņĀ£ņĪ░ ņŗ£ĒÄĖ ņżæņŚÉņä£ļÅä HIPņØä ņŗżņŗ£ĒĢśņśĆņØä ļĢīļ│┤ļŗż ņĀüņĖĄ ĻĘĖļīĆļĪ£ ņāüĒā£ņØ╝ ļĢī ļŹö ļåÆņØĆ Ļ▓āņ£╝ļĪ£ ĒÖĢņØĖļÉśņŚłļŗż.

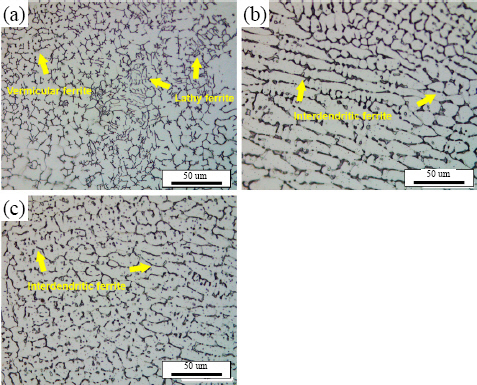
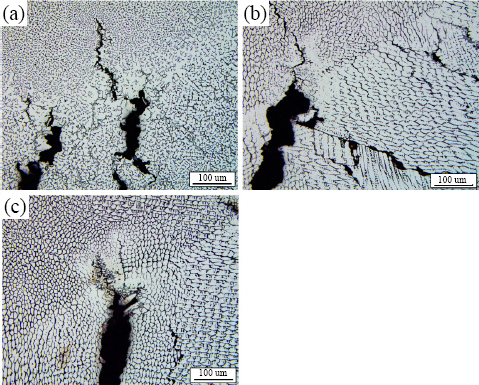
ņÜ®ņĀæļČĆņØś ļ»ĖņäĖņĪ░ņ¦üņØä Fig. 7ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ļ¬©ņ×¼ņÖĆ ļŗ¼ļ”¼ ļ¬©ļōĀ ņŗ£ĒÄĖņŚÉņä£ ļŗżļ¤ēņØś ĒÄśļØ╝ņØ┤ĒŖĖĻ░Ć ņāØņä▒ļÉśņ¢┤ ņśżņŖżĒģīļéśņØ┤ĒŖĖņÖĆ ĒÄśļØ╝ņØ┤ĒŖĖņØś ņØ┤ņāüņĪ░ņ¦üņØ┤ ļéśĒāĆļé¼ļŗż. ĒÄśļØ╝ņØ┤ĒŖĖ ĒĢ©ļ¤ē ņĖĪņĀĢĻĖ░ļź╝ ĒåĄĒĢ┤ ĒÖĢņØĖĒĢ£ Ļ▓░Ļ│╝ Table 4ņŚÉ ņĀ£ņŗ£ĒĢ£ ļ░öņÖĆ Ļ░ÖņØ┤ ņĢĢņŚ░ņ×¼ņØś ņÜ®ņĀæļČĆļ│┤ļŗż ņĀüņĖĄņĀ£ņĪ░ ņŗ£ĒÄĖņØś ņÜ®ņĀæļČĆņŚÉņä£ ĒÄśļØ╝ņØ┤ĒŖĖ ĒĢ©ļ¤ēņØ┤ ļé«ņØĆ Ļ▓āņØä ņĢī ņłś ņ׳ļŗż. ĒĢ£ĒÄĖ ĒÄśļØ╝ņØ┤ĒŖĖņØś ĒśĢņāüņØ┤ ņĢĢņŚ░ņ×¼ ļ░Å ņĀüņĖĄņĀ£ņĪ░ ņŗ£ĒÄĖ Ļ░üĻ░üņØś ņÜ®ņĀæļČĆņŚÉņä£ Ēü¼Ļ▓ī ļŗżļźĖ Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż. ņĢĢņŚ░ņ×¼ņØś ņÜ®ņĀæļČĆņŚÉņä£ļŖö vermicular ļ░Å lathy ĒÄśļØ╝ņØ┤ĒŖĖĻ░Ć Ēś╝ņ×¼ĒĢśļŖö ļ░śļ®┤, ņĀüņĖĄņĀ£ņĪ░ ņŗ£ĒÄĖņØś ņÜ®ņĀæļČĆņŚÉņä£ļŖö interdendritic ĒÄśļØ╝ņØ┤ĒŖĖĻ░Ć Ļ┤Ćņ░░ļÉśņŚłļŗż. ņØ┤ņÖĆ Ļ░ÖņØ┤ ĒÄśļØ╝ņØ┤ĒŖĖņØś ĒĢ©ļ¤ēĻ│╝ ĒśĢņāüņØ┤ ļŗżļź┤Ļ▓ī ļéśĒāĆļéśļŖö Ļ▓āņØĆ Ļ░ü ņÜ®ņĀæļČĆĻ░Ć ņä£ļĪ£ ļŗżļźĖ ņØæĻ│Āļ¬©ļō£ļź╝ Ļ░Ćņ¦ĆĻĖ░ ļĢīļ¼ĖņØĖ Ļ▓āņ£╝ļĪ£ ņśłņāüĒĢĀ ņłś ņ׳ļŗż. Fig. 8ņŚÉ ļéśĒāĆļéĖ ļ░öņÖĆ Ļ░ÖņØ┤ ņ┤łņĀĢ ņśżņŖżĒģīļéśņØ┤ĒŖĖ ņØæĻ│Ā ņŗ£ ņØæĻ│ĀņØś ņĄ£ņóģ ļŗ©Ļ│äņŚÉ interdendritic ĒÄśļØ╝ņØ┤ĒŖĖĻ░Ć ņāØņä▒ļÉśļŖö ļ░śļ®┤, ņ┤łņĀĢ ĒÄśļØ╝ņØ┤ĒŖĖ ņØæĻ│Ā ņŗ£ ĒÄśļØ╝ņØ┤ĒŖĖņØś ņĄ£ņóģ ĒśĢņāüņØ┤ vermicular Ēś╣ņØĆ lathy ĒśĢĒā£ļź╝ ļ│┤ņØ┤Ļ▓ī ļÉ£ļŗż11-13). ņ”ē, ņĀüņĖĄņĀ£ņĪ░ ļ░Å ņĢĢņŚ░ņ×¼ ņŗ£ĒÄĖņØś ņÜ®ņĀæļČĆļŖö Ļ░üĻ░ü ņ┤łņĀĢ ņśżņŖżĒģīļéśņØ┤ĒŖĖ ļ░Å ņ┤łņĀĢ ĒÄśļØ╝ņØ┤ĒŖĖ ņØæĻ│Āļ¬©ļō£ļź╝ Ļ░Ćņ¦ĆļŖö Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ĒĢĀ ņłś ņ׳ļŗż. ņØæĻ│Āļ¬©ļō£ļŖö ņśżņŖżĒģīļéśņØ┤ĒŖĖĻ│ä ņŖżĒģīņØĖļ”¼ņŖżĻ░Ģ ņÜ®ņĀæļČĆņØś ņØæĻ│ĀĻĘĀņŚ┤ Ļ░Éņłśņä▒ņŚÉ Ļ▓░ņĀĢņĀüņØĖ ņśüĒ¢źņØä ļ»Ėņ╣śļŖöļŹ░, ņØ╝ļ░śņĀüņ£╝ļĪ£ ņ┤łņĀĢ ĒÄśļØ╝ņØ┤ĒŖĖ ņØæĻ│Ā ņŗ£ ņØæĻ│ĀĻĘĀņŚ┤ņØś ļ░£ņāØņØ┤ ņ¢ĄņĀ£ļÉśļŖö Ļ▓āņ£╝ļĪ£ ņל ņĢīļĀżņĀĖ ņ׳ļŗż14-15). ļö░ļØ╝ņä£, Fig. 6ņŚÉņä£ ļ│┤ļō»ņØ┤ ņĀüņĖĄņĀ£ņĪ░ ņŗ£ĒÄĖņØś ņÜ®ņĀæļČĆĻ░Ć ļ¦żņÜ░ ļåÆņØĆ ņØæĻ│ĀĻĘĀņŚ┤ Ļ░Éņłśņä▒ņØä ļ│┤ņØ┤Ļ▓ī ļÉśļŖö ņŻ╝ļÉ£ ņøÉņØĖņØĆ ņ┤łņĀĢ ņśżņŖżĒģīļéśņØ┤ĒŖĖ ņØæĻ│Āļź╝ ĒĢśĻĖ░ ļĢīļ¼ĖņØĖ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ņ┤łņĀĢ ĒÄśļØ╝ņØ┤ĒŖĖ ņØæĻ│Ā ņŗ£ ņØæĻ│ĀĻĘĀņŚ┤ņØś Ļ░Éņłśņä▒ņØ┤ ļé«ņĢäņ¦ĆļŖö ņøÉņØĖņ£╝ļĪ£ ņŚ¼ļ¤¼Ļ░Ćņ¦ĆĻ░Ć ņĀ£ņŗ£ļÉśĻ│Ā ņ׳ļŗż. ļīĆĒæ£ņĀüņ£╝ļĪ£, ĒÄśļØ╝ņØ┤ĒŖĖļŖö S, PņÖĆ Ļ░ÖņØĆ ņĀĆņ£ĄņĀÉ ņøÉņåīņŚÉ ļīĆĒĢ£ Ļ│ĀņÜ®ļÅäĻ░Ć ļåÆĻĖ░ ļĢīļ¼ĖņŚÉ ņØæĻ│Āņś©ļÅäļ▓öņ£äļź╝ Ļ░Éņåīņŗ£ĒéżļŖö ĒÜ©Ļ│╝Ļ░Ć ņ׳ļŗżĻ│Ā ņĢīļĀżņĀĖ ņ׳ļŗż16-17). ļśÉĒĢ£, ņ┤łņĀĢ ĒÄśļØ╝ņØ┤ĒŖĖ ņØæĻ│Āļź╝ ĒĢĀ ļĢī ņØ┤ņóģ, ņ”ē ņśżņŖżĒģīļéśņØ┤ĒŖĖņÖĆ ĒÄśļØ╝ņØ┤ĒŖĖ Ļ░äņØś ņłśņ¦Ćņāü (dendrite) Ļ▓ĮĻ│äņØś ļ®┤ņĀüņØ┤ ļäōĻ▓ī ļÉśļŖöļŹ░ ņØ┤ļ¤¼ĒĢ£ Ļ▓ĮĻ│äļŖö ņØæĻ│Ā ņĄ£ņóģļŗ©Ļ│äņŚÉ ļé©ņĢäņ׳ļŖö ņĢĪņāüĻ│╝ņØś ņĀ¢ņØīņä▒(wettability)ņØ┤ ļé«ņ£╝ļ»ĆļĪ£ ņØæĻ│ĀĻĘĀņŚ┤ņØś ņ¦üņĀæņĀüņØĖ ņøÉņØĖņØ┤ ļÉśļŖö ņĢĪņāüĒĢäļ”äņØ┤ ņāØĻĖ░ĻĖ░ ņ¢┤ļĀżņøīņ¦ĆĻ▓ī ļÉ£ļŗżĻ│Ā ĒĢ£ļŗż11,13). ņÜ®ņĀæļČĆņØś ņØæĻ│Āļ¬©ļō£ļŖö ĒÖöĒĢÖņĪ░ņä▒Ļ│╝ ņÜ®ņĀæņĪ░Ļ▒┤ņŚÉ ņØśĒĢ┤ Ļ▓░ņĀĢļÉśļŖöļŹ░9,11,14,16), ņŚ¼ĻĖ░ņŚÉņä£ ņÜ®ņĀæņĪ░Ļ▒┤ņØĆ ļÅÖņØ╝ĒĢśļ»ĆļĪ£ ĒÖöĒĢÖņĪ░ņä▒ņØś ņ░©ņØ┤Ļ░Ć Ļ▓░ņĀĢņØĖņ×ÉļØ╝Ļ│Ā ĒĢĀ ņłś ņ׳ļŗż. Ni ļŗ╣ļ¤ē(equivalent)ņØ┤ ļåÆņØäņłśļĪØ ņ┤łņĀĢ ņśżņŖżĒģīļéśņØ┤ĒŖĖ ņØæĻ│Āļź╝ ĒĢśĻĖ░ ņēĮļŗż. Table 2ņŚÉņä£ ļ│┤ļō»ņØ┤ ņĀüņĖĄņĀ£ņĪ░ ņŗ£ĒÄĖņØś ņ¦łņåī ĒĢ©ļ¤ēņØĆ ņĢĢņŚ░ņ×¼ņŚÉ ļ╣äĒĢ┤ 0.035%ļ¦īĒü╝ ļåÆņØĆļŹ░, ņ¦łņåīļŖö Ni ļŗ╣ļ¤ēņØä Ēü¼Ļ▓ī ņ”ØĻ░Ćņŗ£ĒéżļŖö ņøÉņåīļĪ£ WRC-1992 DiagramņŚÉ ļö░ļź┤ļ®┤ Ni ļŗ╣ļ¤ēņØĆ 0.7%ļ¦īĒü╝ ņ”ØĻ░ĆĒĢśĻ▓ī ļÉ£ļŗż. WRC-1992 DiagramņŚÉ ļö░ļźĖ Ni ļŗ╣ļ¤ēņŗØņØĆ Eq. 2ņÖĆ Ļ░Öļŗż.
Fig.┬Ā7
OM micrographs of the weld metals: (a) wrought plate, (b) as-built additively manufactured, and (c) additively manufactured and HIPed
Table┬Ā4
Ferrite content of the base and weld metals (%)
| Wrought plate | As-built additively manufactured | Additively manufactured and HIPed | |
|---|---|---|---|
| Base metal | 0.16 | 0 | 0 |
| Weld metal | 6 | 2.9 | 2.9 |
Fig.┬Ā8
Schematic illustrations showing microstructure development in Fe-Cr-Ni welds: (a) interdendritic ferrite, (b) vermicular ferrite, (c) lathy ferrite, and (d) vertical section of ternary-phase diagram at approximately 70% Fe13)

ņĀüņĖĄņĀ£ņĪ░ ņŗ£ĒÄĖņØś ņ¦łņåī ĒĢ©ļ¤ēņØ┤ ņāüļīĆņĀüņ£╝ļĪ£ ļåÆņØĆ Ļ▓āņØĆ Ļ░ĆņŖżļČäļ¼┤ļ▓Ģ(gas atomization)ņØä ĒåĄĒĢ┤ ņĀüņĖĄņĀ£ņĪ░ņŚÉ ņé¼ņÜ®ļÉśļŖö ļČäļ¦É ņåīņ×¼ ņĀ£ņĪ░ ņŗ£ ņ¦łņåī Ļ░ĆņŖżļź╝ ņé¼ņÜ®ĒĢśĻĖ░ ļĢīļ¼ĖņØĖ Ļ▓āņ£╝ļĪ£ ņé¼ļŻīļÉ£ļŗż. ĒĢ£ĒÄĖ Fig. 6ņŚÉņä£ ļ│┤ļō»ņØ┤ ņĀüņĖĄņĀ£ņĪ░ ņŗ£ĒÄĖ ņżæņŚÉņä£ļÅä HIPņØä ņŗżņŗ£ĒĢśņśĆņØä ļĢīļ│┤ļŗż ņĀüņĖĄ ĻĘĖļīĆļĪ£ ņāüĒā£ņØ╝ ļĢī ņÜ®ņĀæļČĆņØś ņØæĻ│ĀĻĘĀņŚ┤ Ļ░Éņłśņä▒ņØ┤ ļåÆļŗż. ņØ┤ļŖö Fig. 3ņŚÉņä£ ņĢī ņłś ņ׳ļō»ņØ┤ ļ¬©ņ×¼ņØś ĻĖ░Ļ│äņĀü ņä▒ņ¦łņØ┤ ļŗżļź╝ ļ┐Éļ¦ī ņĢäļŗłļØ╝ ņĀüņĖĄ ĻĘĖļīĆļĪ£ ņāüĒā£ņØ╝ ļĢī ņĪ┤ņ×¼ĒĢśļŖö ņ×öļźśņØæļĀźņØ┤ Ļ│Āņś©ņŚÉņä£ ņłśĒ¢ēĒĢśļŖö HIP Ļ│ĄņĀĢņŚÉ ņØśĒĢ┤ ņÖäĒÖöļÉśļŖö ĒÜ©Ļ│╝Ļ░Ć ņ׳ĻĖ░ ļĢīļ¼ĖņØĖ Ļ▓āņ£╝ļĪ£ ņé¼ļŻīļÉśļéś ņØ┤ņŚÉ ļīĆĒĢ┤ņä£ļŖö ņČöĻ░ĆņĀüņØĖ ņŚ░ĻĄ¼Ļ░Ć ĒĢäņÜöĒĢĀ Ļ▓āņ£╝ļĪ£ ļ│┤ņØĖļŗż.
Fig. 9ņØĆ ņÜ®ņĀæļČĆņŚÉņä£ ļ░£ņāØĒĢ£ ņØæĻ│ĀĻĘĀņŚ┤ņØä Ļ┤Ćņ░░ĒĢ£ Ļ▓āņØ┤ļŗż. ņ┤łņĀĢ ĒÄśļØ╝ņØ┤ĒŖĖ ņØæĻ│Āļź╝ ĒĢśļŖö ņĢĢņŚ░ņ×¼ ņÜ®ņĀæļČĆņŚÉņä£ļŖö ĻĘĀņŚ┤ņØś ĻĖĖņØ┤Ļ░Ć ņ¦¦Ļ│Ā ņĀäĒīī Ļ▓ĮļĪ£Ļ░Ć ņ×ÉņŻ╝ ļ░öļĆīļŖö ļ░śļ®┤ ņ┤łņĀĢ ņśżņŖżĒģīļéśņØ┤ĒŖĖ ņØæĻ│Āļź╝ ĒĢśļŖö ņĀüņĖĄņĀ£ņĪ░ ņŗ£ĒÄĖņØś ņÜ®ņĀæļČĆņŚÉņä£ļŖö ĻĘĀņŚ┤ņØ┤ ņ¦üņäĀ ĒśĢĒā£ļĪ£ ĻĖĖĻ▓ī ĒśĢņä▒ļÉśņŚłļŗż. ņ┤łņĀĢ ĒÄśļØ╝ņØ┤ĒŖĖ ņØæĻ│Ā ņŗ£, ņØæĻ│ĀĻĘĀņŚ┤ņØś ņĀäĒīī Ļ▓ĮļĪ£Ļ░Ć ļÉśļŖö ņłśņ¦Ćņāü Ļ▓ĮĻ│äĻ░Ć ļ¦żņÜ░ ĻĄ¼ļČłĻĄ¼ļČłĒĢ£ ĒśĢĒā£Ļ░Ć ļÉśļ»ĆļĪ£ ĻĘĀņŚ┤ņØ┤ ņāØņä▒ļÉśļŹöļØ╝ļÅä ņĀäĒīīĻ░Ć ņ¢┤ļĀżņøīņ¦ĆļŖö Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż. ļ░śļ®┤ ņ┤łņĀĢ ņśżņŖżĒģīļéśņØ┤ĒŖĖ ņØæĻ│Ā ņŗ£ņŚÉļŖö ņāüļīĆņĀüņ£╝ļĪ£ ĻĄ┤Ļ│ĪņØ┤ ņĀüņØĆ ļÅÖņóģņØś ņłśņ¦Ćņāü ņ×ģĻ│äĻ░Ć ņŻ╝ļź╝ ņØ┤ļŻ©Ļ▓ī ļÉśļ®┤ņä£ ĻĘĀņŚ┤ņŚÉ ļīĆĒĢ£ ņĀäĒīī ņĀĆĒĢŁņä▒ņØ┤ Ļ░ÉņåīĒĢ£ Ļ▓āņ£╝ļĪ£ ļ│┤ņØĖļŗż9).
4. Ļ▓░ ļĪĀ
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö PBF ļ░®ņŗØņ£╝ļĪ£ ņĀüņĖĄņĀ£ņĪ░ļÉ£ 316L ņŖżĒģīņØĖļ”¼ņŖżĻ░Ģ ņÜ®ņĀæĻĖłņåŹņØś ņØæĻ│ĀĻĘĀņŚ┤ Ļ░Éņłśņä▒ņØä ĒÅēĻ░ĆĒĢśņśĆļŗż. ņØæĻ│ĀĻĘĀņŚ┤ Ļ░Éņłśņä▒ņØä ĒÅēĻ░ĆĒĢśĻĖ░ ņ£äĒĢ┤ Trans-Varestraint ņŗ£ĒŚśņØä ņŗżņŗ£ņśĆņ£╝ļ®░ ņŗ£ĒŚś Ēøä ņÜ®ņĀæĻĖłņåŹņŚÉņä£ ļ░£ņāØĒĢ£ ņĄ£ļīĆ ĻĘĀņŚ┤ĻĖĖņØ┤ļź╝ ņĖĪņĀĢĒĢśņśĆļŗż. ļ╣äĻĄÉļź╝ ņ£äĒĢ┤ 316L ņŖżĒģīņØĖļ”¼ņŖżĻ░Ģ ņĢĢņŚ░ņ×¼ļź╝ ļīĆņāüņ£╝ļĪ£ļÅä ļÅÖņØ╝ĒĢ£ ņŗ£ĒŚśņØä ņłśĒ¢ēĒĢśņśĆņ£╝ļ®░, ņŻ╝ņÜö Ļ▓░Ļ│╝ļŖö ņĢäļלņÖĆ Ļ░Öļŗż. ņÜ®ņĀæļČĆņØś ņØæĻ│ĀĻĘĀņŚ┤ Ļ░Éņłśņä▒ņØĆ ņĀüņĖĄņĀ£ņĪ░ ņŗ£ĒÄĖņØ┤ ņĢĢņŚ░ņ×¼ņŚÉ ļ╣äĒĢ┤ ļ¦żņÜ░ ļåÆĻ▓ī ļéśĒāĆļé¼ņ£╝ļ®░, ņĀüņĖĄņĀ£ņĪ░ ņŗ£ĒÄĖ ņżæņŚÉņä£ļÅä HIPņØä ņŗżņŗ£ĒĢśņśĆņØä ļĢīļ│┤ļŗż ņĀüņĖĄ ĻĘĖļīĆļĪ£ ņāüĒā£ņØ╝ ļĢī ļŹö ļåÆņØĆ Ļ▓āņ£╝ļĪ£ ĒÖĢņØĖļÉśņŚłļŗż. ņĀüņĖĄņĀ£ņĪ░ ņŗ£ĒÄĖņØś ņÜ®ņĀæļČĆĻ░Ć ļ¦żņÜ░ ļåÆņØĆ ņØæĻ│ĀĻĘĀņŚ┤ Ļ░Éņłśņä▒ņØä ļ│┤ņØ┤ļŖö ņŻ╝ļÉ£ ņøÉņØĖņØĆ ņ┤łņĀĢ ĒÄśļØ╝ņØ┤ĒŖĖ ņØæĻ│Āļź╝ ĒĢśļŖö ņĢĢņŚ░ņ×¼ ņÜ®ņĀæļČĆņÖĆ ļŗ¼ļ”¼ ņ┤łņĀĢ ņśżņŖżĒģīļéśņØ┤ĒŖĖ ņØæĻ│Āļź╝ ĒĢśĻĖ░ ļĢīļ¼ĖņØĖ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉśļ®░, ņØ┤ņÖĆ Ļ░ÖņØĆ ņØæĻ│Āļ¬©ļō£ņØś ņ░©ņØ┤ļź╝ ļ│┤ņØ┤ļŖö Ļ▓āņØĆ ņĀüņĖĄņĀ£ņĪ░ ņŗ£ĒÄĖņØś ņ¦łņåī ĒĢ©ļ¤ēņØ┤ ņĢĢņŚ░ņ×¼ņŚÉ ļ╣äĒĢ┤ ļåÆĻĖ░ ļĢīļ¼ĖņØĖ Ļ▓āņ£╝ļĪ£ ņé¼ļŻīļÉ£ļŗż. ļö░ļØ╝ņä£ ņĀüņĖĄņĀ£ņĪ░ļÉ£ 316L ņŖżĒģīņØĖļ”¼ņŖżĻ░Ģ ļČĆĒÆłņØś ņÜ®ņĀæņä▒ņØä ļåÆņØ┤ĻĖ░ ņ£äĒĢ┤ņä£ļŖö ņĀüņĖĄņĀ£ņĪ░ņŚÉ ņé¼ņÜ®ļÉśļŖö ļČäļ¦ÉņØś ņ¦łņåī ĒĢ©ļ¤ēņŚÉ ļīĆĒĢ£ ņĀĢļ░ĆĒĢ£ ņĀ£ņ¢┤ņÖĆ Ļ┤Ćļ”¼Ļ░Ć ĒĢäņÜöĒĢĀ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



