


1. Introduction
2. Design of experiment in taguchi method
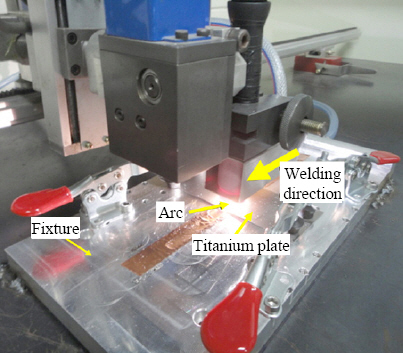
3. Materials and method
4. Results and discussion
4.1 Optimal Parameters Determination
Table┬Ā3
Fig.┬Ā2
Table┬Ā4
| Materials | Thermal conductivity (W/mŌĆóK) | Specific heat capacity (J/gŌĆóC) |
|---|---|---|
| Ti-6Al-4V | 6.7 | 0.5263 |
| Ti-3Al-2.5V | 8.3 | 0.5250 |
Table┬Ā5
4.2 Verification by Experiments
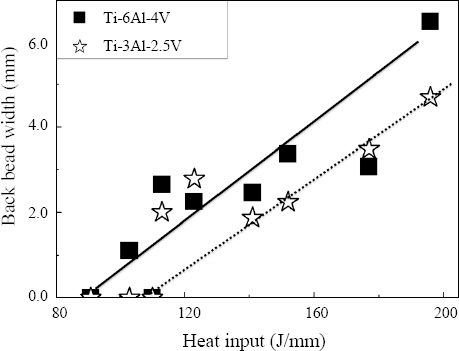
4.3 Comparison of surface bead width and back bead width at a different heat input

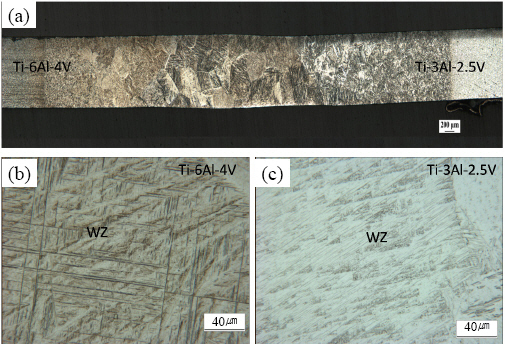
4.4 Microstructure of Titanium Alloys at optimum conditions
Fig.┬Ā4


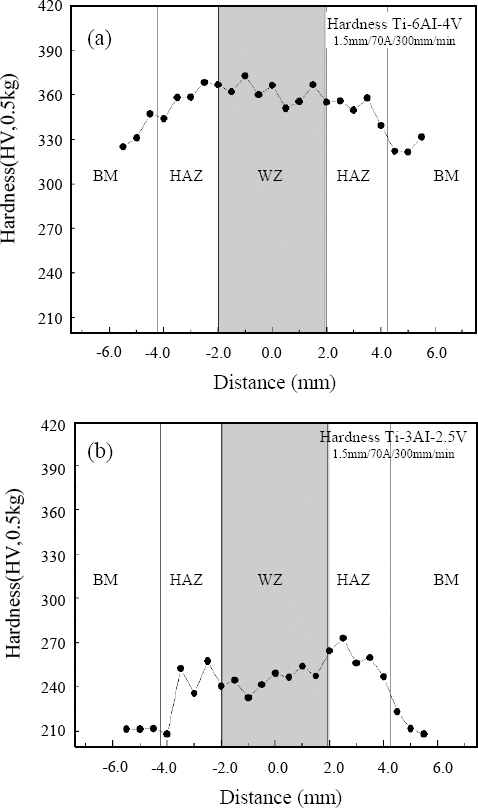
4.5 Hardness

4.6 Tensile test


5. Conclusions
1) The bead geometry of titanium alloys is optimized by the Taguchi method. At optimal welding conditions, the bead width of Ti-6Al-4V is wider than the Ti-3Al- 2.5V due to the lower thermal conductivity and higher heat capacity of Ti-6Al-4V.
2) Welding current is the most influencing factor for Ti-6Al-4V, whereas welding speed is the most influencing factor for Ti-3Al-2.5V. This is confirmed as another reason for the wider bead width in Ti-6Al-4V. With increasing heat input, the difference in bead width between the two alloys becomes more prominent.
3) At optimal parameters, the weld zone of both Ti-6Al- 4V and Ti-3Al-2.5V consisted mainly of martensite structure. However, Ti-3Al-2.5V contains a small amount of retained ╬▓ in the weld zone, which is not observed in Ti-6Al-4V weld metal.
4) During the tensile test of the welds, a fracture occurred in the base metal portion. Ti-6Al-4V shows higher tensile strength than Ti-3Al-2.5V as the base metal of Ti-6Al-4V contains a high amount of beta phase compared to Ti-3Al-2.5V.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



