


1. Introduction
2. Experimental Methods
2.1 Materials
2.2 Friction Stir welding

2.3 Selection of parameters and levels
2.4 Orthogonal array experiment
2.5 Tensile Testing
3. Results and Discussion
3.1 Tensile Test Results of Taguchi Matrix
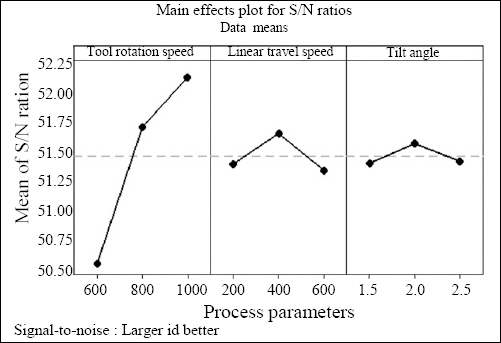
3.2 Signal to Noise Ratio (S/N)
Table┬Ā7
| Experiment No. | Ultimate tensile strength, MPa | S/N ratio | ||||||
|---|---|---|---|---|---|---|---|---|
| 1 | 337 | 50.58 | ||||||
| 2 | 332 | 50.77 | ||||||
| 3 | 338 | 50.32 | ||||||
| 4 | 382 | 51.68 | ||||||
| 5 | 399 | 52.01 | ||||||
| 6 | 383 | 51.45 | ||||||
| 7 | 394 | 51.94 | ||||||
| 8 | 408 | 52.19 | ||||||
| 9 | 411 | 52.27 | ||||||
Table┬Ā8
3.3 Interaction Plots for response analysis
3.4 Estimation of optimum parameters
3.5 Prediction of optimum parameters by Regres- sion Equation
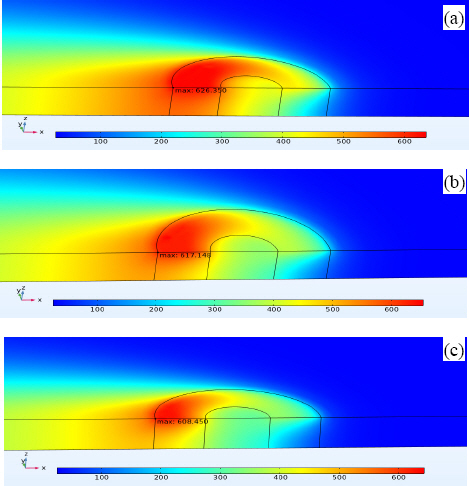
3.6 Prediction of optimum parameters by Theoretical and Numerical modeling
Table┬Ā10
| FSW Process parameters | Max. Temp. (┬░C) | |||
|---|---|---|---|---|
| Tool rotation speed, (rpm) | Linear travel speed, (mm/min) | Tilt angle, (┬░) | Theoretical | Simulated |
| 1000 | 400 | 2 | 579 | 626 |
| 1000 | 500 | 2 | 573 | 617 |
| 1000 | 600 | 2 | 568 | 608 |
3.7 Selection of optimum parameters
3.8 Validation Test
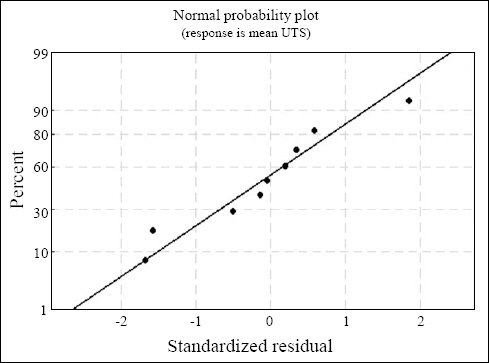
3.9 Analysis of Variance (ANOVA)
Table┬Ā11
4. Conclusions
1) Taguchi Design of Experiment technique can be efficiently used to optimize the process parameters of friction stir welding process of thin sheets of aluminum.
2) S/N analysis showed that the maximum tensile strength can be attained when values of ŌĆśTool rotation speedŌĆÖ, ŌĆśLinear travel speedŌĆÖ and ŌĆśTilt angleŌĆÖ were 1000 rpm, 400 mm/min and 2┬░, respectively. The attainable UTS was 409 MPa.
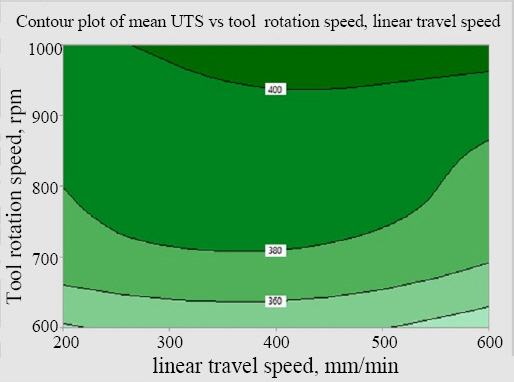
3) Since heat generated during FSW has great influence on the tensile strength of the joint, Interaction Contour plots and regression analysis were used to refine the optimum parameters. The results showed that the same tensile strength can be achieved by utilizing a higher ŌĆśLinear travel speedŌĆÖ of 600 mm/min.
4) The theoretical analysis and FE modeling showed that welding at higher ŌĆśLinear travel speedŌĆÖ can offer same results at lower peak temperature.
5) A maximum tensile strength of 412 MPa was achieved by the FSW joint made by the optimized parameters of 1000 rpm ŌĆśTool rotation speedŌĆÖ, 600 mm/min ŌĆśLinear travel speedŌĆÖ and 2┬░ ŌĆśTilt angleŌĆÖ.
6) ANOVA analysis demonstrated that ŌĆśTool rotation speedŌĆÖ has the most significant effect on the tensile strength of the joint with 92.3% contribution followed by ŌĆśLinear travel speedŌĆÖ and ŌĆśTilt angleŌĆÖ having 4% and 1.16% contribution respectively.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



