장갑강 아크용접부의 방탄시험 대체검증 표준 제정에 대한 연구
A Study on the Establishment of Alternative Verification Standard of Ballistic Ttest for Armored Steel Arc Welding Procedure
Article information

Abstract
The final goal of this study is to secure the basis for establishing a domestic test standard such that the H-plate ballistic test for weld verification required by TACOM Drawing 12479550 can be replaced with the Charpy impact test. The core of this study is to prove the correlation between the ballistic test and the impact test. As a result of ballistic test specimens manufactured with various welding parameters, the generated crack length showed a correlation of approximately 78% with impact toughness. In addition, cracks occurred at the weld toe and propagated along the fusion line irrespective of any variables. Therefore, the notch location of the impact test specimen was determined by the fusion line. Moreover, experiments proved that impact toughness did not change significantly when changing non-essential welding variables. The impact toughness of the fusion line critical values of MIL-A-12560 and MIL-A-46100 materials used in this study were 50 J and 22 J, respectively. This value exceeded the impact toughness management standard for the base material. Therefore, the passing threshold value was ultimately determined to be above the impact toughness threshold of the base material.
1. 서 론
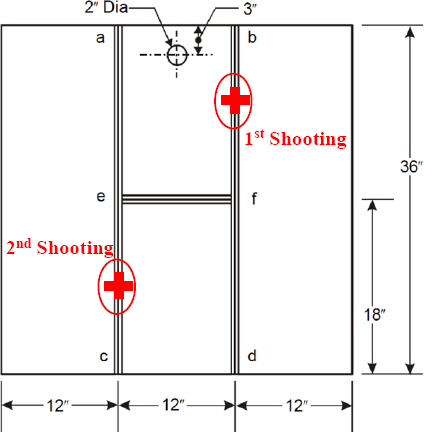
국내 K1/K2 전차 등의 K계열 전차와 차륜형장갑차 구조물의 용접은 미국 국방성 규격인 TACOM Drawing 124795501)(이하 TACOM)에 따라 용접절차시방서(WPS)를 개발 및 검증하도록 규정하고 있고, 검증된 WPS에 따라 용접사 자격검증 및 용접 작업과 용접공정의 품질관리를 수행 중이다. 특히 TACOM 규격에서 장갑강 용접부의 검증 시험은 일반적인 구조물과 달리 인장, 충격, 굽힘 등의 기계적 물성시험 대신 Fig. 1과 같이 ‘H’자 형태 시험편(이하 H-Plate)을 용접 제작하여 구소련 연방의 T형 전차가 사용하는 대전차용 탄의 모의탄을 H-Plate의 용접부에 직접 사격하는 방탄시험을 요구하고 있다. 여기서 시험(방탄성능)의 합부 판정은 규정된 탄 속도에서 피탄부 후면에서 발생한 균열 길이를 토대로 한다. 이때 최대 허용 균열 길이는 소재 두께에 따라 1인치 소재에서는 9인치 그리고 그 외 두께에서는 15인치 이내로 규정된다. 이러한 H-Plate 방탄시험은 적국 전차의 탄을 이용하여 용접부 방탄성능을 직접 확인하는 방법이지만, 미국에서만 시험이 가능함에 따라 국내에서는 시험편 제작, 운송 및 시험에 고가의 비용 및 시간이 소요되어 용접부 검증 시험이 한정적으로 이루어지고 있는 실정이다.
따라서 본 연구는 TACOM 규격에서 요구하는 용접부 검증 시험인 H-Plate 방탄시험을 일반 민수규격에서 사용하고 있는 충격시험 방법 등을 이용하여 대체검증 할 수 있는 국내 시험표준을 제정하는 것을 목표로 시작되었다. 이는 1980년대 K1전차 개발·생산 시부터 축적된 용접기술 노하우와 20회 이상의 H-plate 방탄시험을 분석한 결과를 근거로 하고 있으며, 표준의 기술적 검증을 위해 추가적으로 11회의 신규 H-Plate 방탄시험과 1,000여 회 이상의 충격시험 결과를 바탕으로 작성되었다.
표준 제정의 핵심은 방탄시험과 용접부 기계적 물성과의 상관성을 입증하는 것이다. 이러한 주제는 예전부터 많은 연구자들에 의해 연구되었으나 결론적으로 방탄물성의 경우 변형률 속도가 매우 높은 106-8/sec 인데 반해 기타 기계적 시험에서 일반적으로 실시하는 물리/기계적 물성은 변형률 속도가 102-3/sec 정도에서 측정되는 물성으로 근본적으로 맞지 않기 때문에 이들 간의 상관관계를 찾기는 매우 어려운 실정이다2). 특히나 대부분의 방탄시험에 관한 연구는 운동에너지탄이 아닌 성형작약탄을 이용하여 방탄한계속도 관점에서 진행되었기에3-5) 더더욱 상관성을 입증하기 쉽지 않다. 관련 연구들을 살펴보면 우선 Kumar6)은 균질압연장갑강에 다양한 물성을 가진 용가재로 용접 후 방탄성능을 확인하는 시험을 진행하였다. 그의 연구 결과에서 방탄성능은 강도, 경도, 연신율 및 인성과 상관성을 보인다는 것을 입증하였으며, 탄도 저항은 인성 및 연신율과 선형적인 관계를 보이는 반면에 강도 및 경도가 높아질수록 탄도 저항이 낮아진다고 보고하였다. 그는 또한 용접부 형상도 방탄성능에 영향을 미친다고 하였다. Rosenberg7)은 충격인성이 방탄성능을 결정하는 주요 인자라고 주장하였으며, Isfahany8)는 장갑강의 높은 경도는 첫 타격에 대한 방호력을 높여주고 적절한 충격인성은 연발 타격에 대한 방호력을 증가시키기 때문에 이들 물성 모두 중요한 인자로 보고하였다.
이상의 연구 결과들로부터 용접부의 방탄성능은 다양한 기계적 물성 중 충격인성과 가장 연관이 되는 것으로 판단된다. 따라서 본 연구에서는 H-Plate 방탄시험 결과와 샤르피 충격시험 결과를 비교 분석하여 상관성을 찾아내고 방탄시험 합격 기준에 부합하는 충격인성 임계값을 도출하는 것을 목표로 하였다. 이에 용접부에서 가장 취약하다고 판단되는 용융선(fusion line)에 노치를 위치하여 시험편을 채취하였으며, 이에 더해 용융선 바깥으로 각각 + 1 mm 및 + 2 mm 떨어진 곳, 총 세 종류의 노치 충격시험편을 가공하여 결과를 수집하였다. 본 연구에서는 충격시험뿐만 아니라 기타 기계적 물성과의 상관성 확인을 위해 인장, 항복, 신율 및 경도시험도 병행하여 진행하였다.
2. H-Plate 방탄시험 및 샤르피 충격시험
2.1 시험 소재 및 실험방법
본 연구에 사용된 시험 소재는 TACOM 규격에서 명시하고 있는 장갑강 4종 중 주물재와 시트 판재를 제외하고 MIL-A-12560 (Rolled Homogenous Armor, 이하 RHA강 또는 균질압연장갑강) 및 MIL-A-46100 (High Hardness Armor, 이하 HHA강 또는 고경도장갑강)을 사용하였다. 여기서 HHA강은 담금질 후 열처리를 통해 경도가 높아 탄도 방탄성능이 매우 우수한 특징을 가지고 있는 반면 RHA강은 경도가 비교적 낮으나 공랭 및 압연 공정을 통해 높은 취성파괴 저항성을 갖는다. 시험에 사용된 소재 정보는 Table 1과 같다.

Material properties of base metal
앞서 언급한대로 본 연구 전 선행연구 자료로서 22회의 H-Plate 방탄시험 결과를 우선적으로 활용하였다. 또한 다양한 소재 및 두께, 용가재 및 용접변수 조합으로 11개의 H-Plate를 신규 제작 후 방탄시험을 추가로 시행하였다. H-Plate의 경우 용접 후 RT (Radiographic test) 비파괴검사를 통해 내부 결함이 없는 것을 확인하였으며, 용접부 잔류응력처리를 별도로 실시하였다. 방탄시험은 미국 국방부 산하 ATC (Aberdeen Test Center)에서만 가능하도록 규정되어 있음에 따라 용접 및 RT검사가 완료된 H-Plate를 미국으로 운송하여 TACOM 규격에 의거하여 방탄시험을 실시하였으며, 시험이 완료된 시험편은 결과 분석을 위해 다시 국내로 회수하였다. 회수된 시험편은 방탄시험에 의한 영향이 없는 부분에서 충격, 인장 및 마크로 시편을 채취하여 그 결과를 데이터화 하였으며 파단위치 및 균열 길이 그리고 파단 형태에 대해서도 기록하였다. 충격시험편은 ASTM E23에서 규정한 표준 시험편을 사용하였고, 노치의 위치는 용융선에서 5개, 용융선 바깥으로 각각 + 1 mm 및 + 2 mm 떨어진 곳에서 각각 5개로 총 15개의 시험편을 채취하였다. 샤르피 충격시험 온도는 모재의 충격인성 관리 온도를 참고하여 동일하게 -40℃에서 진행하였다.
2.2 시험결과 분석
본 연구에는 총 33회의 H-Plate 방탄시험 결과가 활용되었다. 여기서 방탄시험에 불합격한 결과는 단 1회에 불과하였다. 결론적으로 대부분의 미스매치 조합에서도 육안 및 RT검사에서 결함이 발견되지 않으면 모두 방탄시험 합격 기준을 통과하였다. 그러나 충격인성 편차는 소재 및 용가재 종류에 따라 크게 차이가 났으며 특히 RHA강과 HHA강의 충격인성 범위가 상이하였다. 따라서 충격인성 임계치는 각 소재별로 구분하여 관리해야 된다는 것을 알게 되었다.
Fig. 2는 용융선에서의 각각의 충격시험 결과를 소재별로 구분한 결과이다. Fig. 2(a)의 RHA강은 충격인성 값이 소재 및 용가재의 종류, 소재 두께 등에 의해 50~200 J 정도로 넓은 범위에 분포하는 결과가 나타났다. RHA강은 모두 방탄시험에 합격하였으며, 이에 따른 최저 충격인성 임계치는 결과를 바탕으로 50 J로 판단할 수 있다. 한편 HHA강의 경우는 그보다 낮은 25~40 J의 범위에 대부분의 값을 갖는다. 유일하게 불합격된 시험편의 충격인성은 약 5 J이었으며, 방탄시험에 합격한 충격인성의 최소값은 22 J로 나타났다.
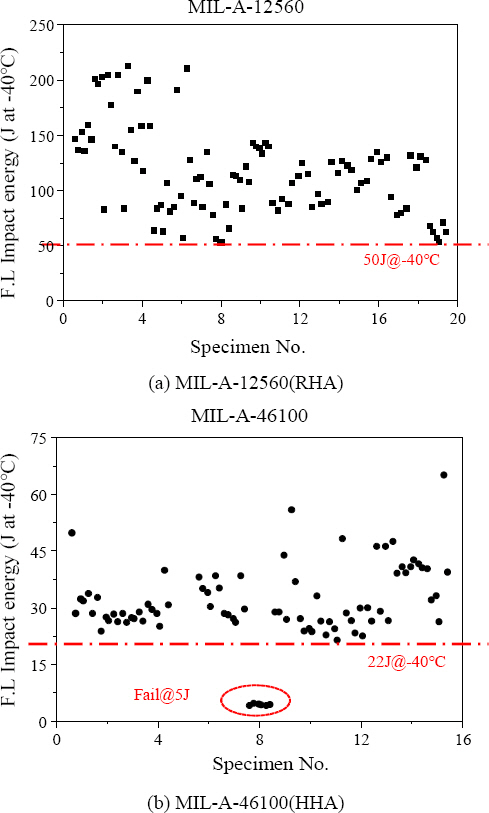
Results of fusion line impact energy at (a) MIL- A-12560 and (b) MIL-A-46100 material
이와 같이 도출된 용융선의 충격인성 임계치는 모재의 충격인성 관리기준을 상회한다. 소재 공급사에서 관리하는 원소재의 충격인성은 Table 1과 같이 시험온도 -40 ℃에서 RHA강은 46 J이며 HHA강은 16 J이다. 따라서 Fig. 2의 실험 결과를 근거로 표준의 합격 임계치는 최종적으로 모재의 충격인성 임계치 이상으로 설정하는 것이 타당한 것으로 판단된다. 이는 곧 용융선의 충격인성이 모재의 충격인성 이상을 의미하므로 용접부의 안전성을 보증할 수 있다는 의미가 된다.
3. 장갑강의 용접 및 방탄특성
3.1 장갑강 용접특성
일반적으로 전차 및 차륜형장갑차는 대부분 방탄성능이 요구되는 부위에 RHA강 및 HHA강을 사용하고 있으며, 이들의 용접성은 사용 재료 및 용가재, 그리고 용접 공정 등에 의해 차이는 있으나 대부분 용접부가 가장 취약한 영역으로 나타난다. 이러한 이유는 용가재 성능의 한계에 기인한다. 장갑강은 방탄성능 확보를 위해 낮은 연신율 대비 기가급(GPa) 인장강도를 갖고 있으나 용가재는 제조 한계로 최대 900 MPa급을 넘기 어렵다. 이에 따라 용가재와 원소재간 미스매치가 발생하여 인장시험 시 중대한 결함이 없는 경우 일반적으로 Fig. 3과 같이 용접부 파단이 발생한다.

Fracture location of welded armor steel after tensile test
이와 같은 사실은 경도측정 결과에서도 확인이 가능하다. Fig. 4는 HHA 장갑강 용접부의 경도 측정결과를 보여준다. 경도 프로파일에서 용접부(280 Hv)와 모재(440 Hv)간 상당량의 경도 차이가 나타나고 있음을 알 수 있다. 열영향부의 경우 용융선을 기준으로 급격하게 재경화되는 RH-HAZ(Rehardness Heat Affect Zone) 영역과 이후 열 연화로 인해 다시 경도가 떨어지는 T-HAZ(Tempered Heat Affect Zone)으로 구분된다. 이러한 경도 프로파일은 정도의 차이는 있으나 대부분의 장갑강 용접 조합에서 나타나는 일반적인 현상이다9).
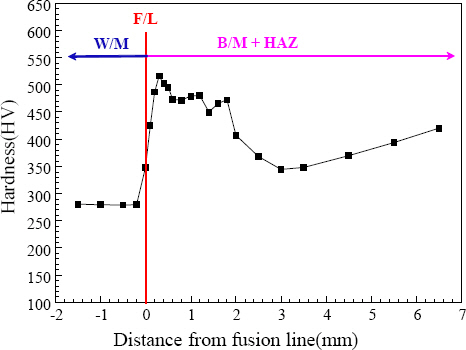
Hardness distribution of welded armor steel
여기서 주목할 부분은 바로 용융선에서의 급격한 경도 변화 영역이다. 경도의 급격한 변화는 내부 잔류응력이 응집되어 존재하는 것을 의미하며 이러한 응력의 집중은 인장시험과 같은 정적 파괴에서는 크게 영향을 미치지 않으나 방탄 및 충격시험과 같은 동적 파괴에서는 취약점으로 작용한다.
3.2 용접부 방탄특성
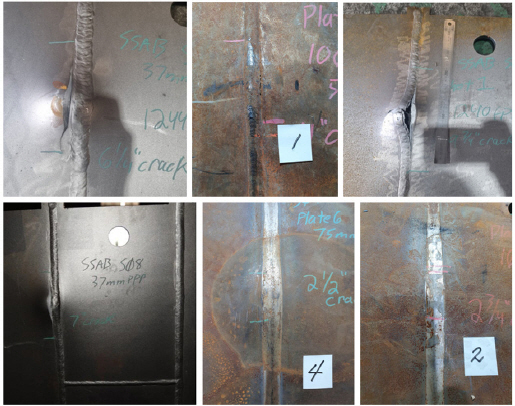
방탄시험은 대전차용 탄의 모의탄을 규정된 속도로 Fig. 1과 같이 지정된 위치에 사격하여 발생한 총 균열 길이를 근거로 용접부의 건전성에 대한 합부여부를 판단한다. 본 연구를 통해 수행된 11회의 방탄시험 후 시험편을 회수하여 균열의 발생 및 진전 위치를 확인한 결과 소재 종류 및 두께와 무관하게 모두 Fig. 5와 같이 피탄부의 후면 용접 토우부(toe)에서 일어난 것을 확인하였다.
Crack propagation location according to ballistic test in various specimens
이에 보다 정확한 관찰을 위해 HHA강 중 하나를 선택하여 파면분석을 진행하였으며 그 결과는 Fig. 6과 같다. 파단면의 거시적 관찰 결과 취성 급속파괴 시 관찰될 수 있는 쉐브론마크(Chevron mark)와 리버패턴(River pattern)이 발견되었으며 균열은 피탄면의 후면부터 시작되어 급속한 전파가 일어난 것으로 확인된다. 이후 보다 미시적 관찰을 위해 파면 SEM 관찰을 하였으며 그 결과는 Fig. 7에 제시하였다. 전체적으로 벽개파단(Cleavage)이 지배적인 가운데 일부 용착금속부가 뜯겨진 구간에서는 연성파단면인 딤플(Dimple) 파단이 발견되고 있다. 파면 분석을 통해 결과적으로 방탄시험은 취성파단 경향을 나타내고 있음을 확인하였다.
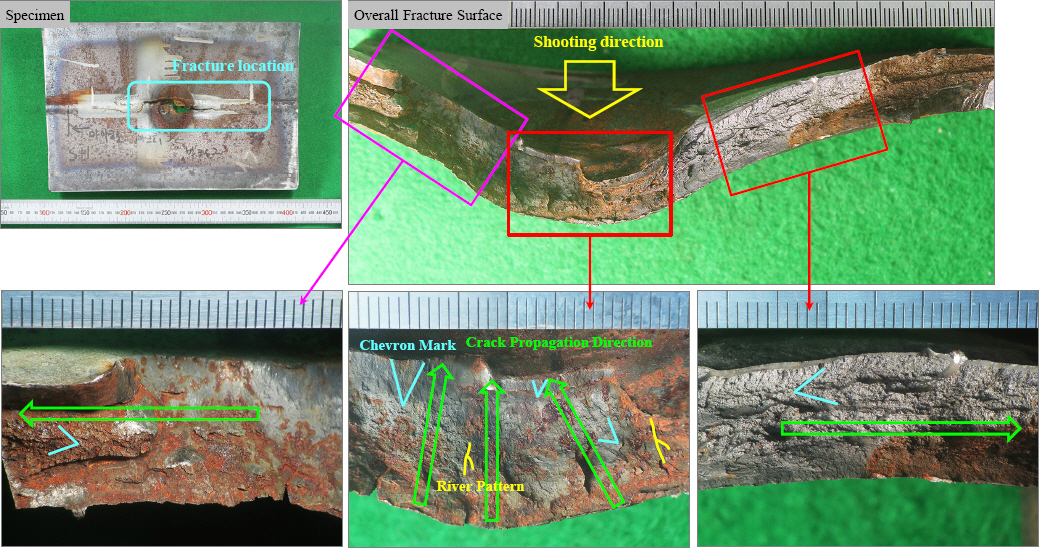
OM results for propagation of crack at the fracture surface after ballistic test

SEM results for fracture surface of the ballistic test specimen
이러한 분석 결과를 바탕으로 방탄시험 시 가장 취약점은 용접 토우부를 기점으로 하는 용융선 부위인 것을 확인하였다. 정리하자면 H-Plate 방탄시험 시 모의탄의 충격에너지로 인하여 균열은 Fig. 5와 같이 용접 토우부에서 시작되어 용접 열영향부(HAZ), 그 중에서도 용융선에서 형성되는 국부취화영역(Local brittle zone)을 따라 균열이 진전되고 최종적으로 용접부 파괴가 발생하게 되는 메커니즘이다. Fig. 8은 방탄시험 후 시편의 단면을 분석한 결과로 이러한 해석 결과를 입증한다.
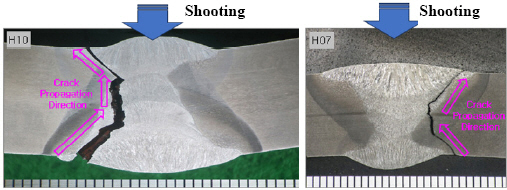
Crack propagation path along fusion line
따라서 본 연구에서는 무엇보다 용융선의 충격인성이 방탄성능을 지배할 것으로 판단하여 용융선의 충격인성과 방탄성능과의 상관성을 분석하였으며, 이는 다음절에 설명하였다.
3.3 충격인성과 방탄성능 상관성
3.3.1 용접부 물성과 균열 길이 상관성
시험기관에 방탄시험 의뢰 시 단순히 용접부의 합부 판정뿐만 아니라 규정된 탄속 대비 실제 계측된 탄속과 함께 최종 균열 길이를 결과로 제공함에 따라 시료별 균열 저항성을 확인할 수 있는 자료로 활용이 가능하다. 따라서 본 연구에서는 균열 저항성과 관계된 기계적 물성으로 충격인성 뿐만 아니라 항복 및 인장강도, 경도, 모재 및 용가재 물성 등이 있으며 이에 따른 상관성을 분석하였다.
Fig. 9는 본 연구의 결과 데이터를 토대로 균열 길이와 각종 기계적 물성 간 상관성을 분석한 결과를 보여준다. 그래프의 Y축은 균열 길이로 고정하고 X축에는 각각 용융선 위치에서의 충격인성, 인장강도, 항복강도, 경도, 연신율 그리고 용가재의 인장강도로 각각 변화시켜가며 데이터를 입력하였다. 결과의 산포도를 토대로 분석한 결과 충격인성의 경우는 반비례적인 관계가 어느 정도 나타나는 반면 다른 변수들과 균열 길이의 상관성은 크게 나타나지 않았다.

Results of correlation analysis between crack length and various mechanical properties (Toughness, UTS, YS, Hardness, Elongation and Filler metal strength)
3.3.2 충격인성과 균열 길이 상관성
충격인성과 방탄성능간 상관성에 대한 주제는 이미 많은 연구가 있어왔다. 그들의 연구결과들을 종합하면 일정 수준 이상의 경도에서는 충격시험에 의하여 측정된 인성이 증가할수록 방탄성능이 증가하는 것으로 보고되었다6-8). 본 연구에서도 또한 앞선 용접부 물성과 균열 길이 상관성 분석결과를 토대로 충격인성이 균열 길이와 가장 큰 연관성을 갖고 있는 것으로 확인되었다. 따라서 충격인성과 균열 길이 상관성 분석을 우선 진행하였다. TACOM 규격에서 제시하는 허용 균열 길이는 소재 두께에 따라 달리 구분된다. 따라서 균열 길이를 허용 균열 한계로 표현한 균열 진전률(Allowable crack ratio)로 나타내는 것이 보다 상관성을 보일 것으로 판단된다. 이에 “균열 허용률 = (실제균열 길이 / 허용균열한계) ×100 %” 으로 정의하고 상관성 분석을 다시 진행하였다. 이에 따른 결과는 Fig. 10에 제시하였다. 이 경우 용융선의 충격인성과 균열 진전률의 상관성은 약 78% 정도로 비교적 높은 상관관계를 보이는 것으로 확인되었다. 이상의 분석 결과를 토대로 방탄시험을 용융선 위치에서의 샤르피 충격시험으로 대체하는 것은 높은 인과성을 갖는 것으로 주장할 수 있다.
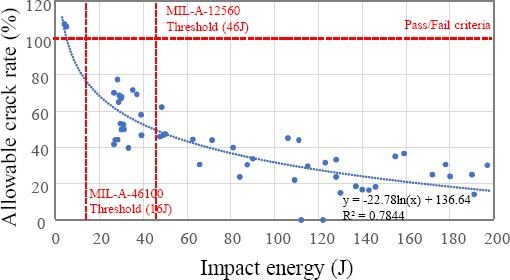
Results of correlation between charpy impact toughness and allowable crack ratio
3.3.3 응력집중계수와 균열 길이 상관성
피탄 충격에 따른 균열의 시작점은 앞서 밝혀진 대로 Fig. 5와 같이 용접 토우부에서 발생됨에 따라 토우부의 응력집중계수(Stress Concentration Factor, SCF)가 균열의 발생 및 진전에 영향을 미치는지 확인할 필요가 있다10). 따라서 실제 비드 단면 관찰을 통해 형상을 계측하고 이를 바탕으로 응력집중계수를 계산하였다. 총 15개의 샘플에 대해 분석하였으며, 이중 가장 낮은 응력집중계수 값은 1.07, 그리고 최대값은 나타내는 시험편의 경우 1.67로 계산되었다. 이러한 응력집중계수 차이는 비드 여성부의 돌출로 인한 급격한 형상변화로 인해 발생하는 것으로 이 둘의 차이는 Fig. 11로 직접적 비교가 가능하다.
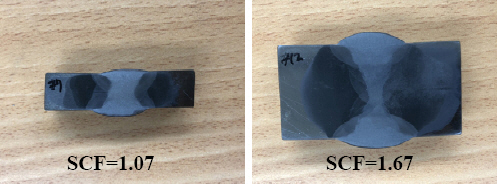
Comparison of specimen with Min. and Max. stress concentration coefficients
상관성 분석을 위해 응력집중계수와 균열 허용률의 관계를 Fig. 12와 같이 도식화하였으며 결과적으로 토우부 형상과 균열 길이 간 상관성은 찾을 수 없었다. 일반적으로 용접 토우부의 급격한 각도 변화에 따른 노치 효과로 인해 피로파괴에는 응력집중계수가 큰 영향을 미치는 것으로 알려져 있다. 그러나 방탄시험과 같은 빠른 균열 진전 메커니즘을 갖는 파괴모드에서는 비드 형상(응력집중계수)이 크게 영향을 미치지 않는 것으로 판단된다.
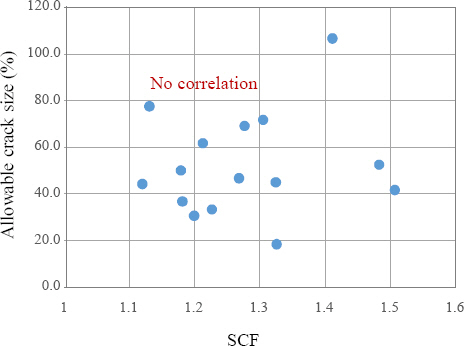
Correlation between stress concentration factor and allowable crack ratio
4. 용접 비필수변수와 기계적 물성
용접 비필수변수(Non-essential variables)란 변수가 변화해도 용접부의 기계적 성질에 영향을 끼치지 않는 변수를 말하며, 이는 용접절차시방서의 재승인이 필요 없이 사용이 가능하다. 이에 본 연구에서는 방탄시험을 샤르피 충격시험으로 대체 검증하는 표준을 제정하는데 있어 비필수변수 변경에 한해서만 충격시험으로 대체할 수 있다는 표준 제정을 목표로 하였다. 따라서 이를 입증하기 위해 실제 비필수변수가 변화해도 기계적 성질이 변하지 않음을 확인하는 실험이 요구된다.
ASME 코드에서 지정하는 대표적인 비필수변수로는 이음부 형상(Joint design)이 있다. 일례로 홈 형상(V형, U형, X형, H형 등)의 변경 또는 홈 크기의 변경 등은 용접절차시방서의 재인정을 실시하지 않아도 된다. 따라서 본 연구에서는 동일한 소재 및 공정에 대해 아래와 같이 4 종류의 쿠폰 시험편을 제작한 뒤 시료를 채취하여 기계적 물성을 비교하는 실험을 진행하였다.
1) 기존 양산조건 (WPS 의거)
2) 기존 대비 그루브 형상 변경(X→V 그루브)
3) 기존 대비 그루브 각도 변경(54°→60°)
4) 층간온도 변경(기존 150℃ 이하→200℃)
여기서 4번의 층간온도 변수는 용접조건의 변경이 용접부의 파괴인성에 영향을 미치는 경우 요구되는 추가 필수변수(Supplementary essential variables)로 기존 1~3번 시험편과의 비교를 위해 제작하였다. 이들 4가지 다른 변수를 갖는 쿠폰 시험편의 기계적 성질 비교 평가 결과 4번을 제외한 1~3번이 유사한 값이 나타날 경우 비필수변수가 실제 기계적 성질에 영향을 미치지 않는다는 것을 간접적으로 입증할 수 있다는 아이디어를 바탕으로 실험을 설계하였다.
여기서 쿠폰용접 대상 소재는 기존 양산에 적용되는 HHA강 중 하나를 선정하였으며 RHA강에서는 별도의 검증실험을 진행하지 않았다. RHA 강에 대한 실험을 병행하여 진행하지 않은 이유는 Fig. 2의 결과에도 알 수 있듯이 HHA강이 RHA강과 비교하여 상대적으로 낮은 충격인성을 나타내며 용접 입열에 더욱 예민한 금속학적 특성을 가지고 있어 HHA강의 실험결과 만으로도 충분히 결과의 대표성을 갖는다고 판단할 수 있기 때문이다. 대상 소재의 두께는 1/2인치이며 용접 후 인장, 경도, 연신율, 충격 및 미세조직 시험을 진행하였다.
Fig. 13은 4 가지 실험 조건에서의 단면형상을 보여준다. 여기서 2번 그루브 형상이 X→V로 변경된 것을 제외하고 나머지는 마크로 단면 검사에서 외관상 차이를 보이지 않았다. 4 종의 쿠폰시험편에 대한 다양한 기계적 물성 시험결과는 Table 2에 제시하였다. 예상대로 1~3과 비교하여 4번 시험편의 기계적 물성, 특히 -40℃ 저온충격인성이 크게 차이가 났다. 4번 시험편의 경우 층간온도를 기준보다 높임에 따라 조직이 조대화되어 결과적으로 충격인성의 저하를 나타낸 것으로 판단된다.
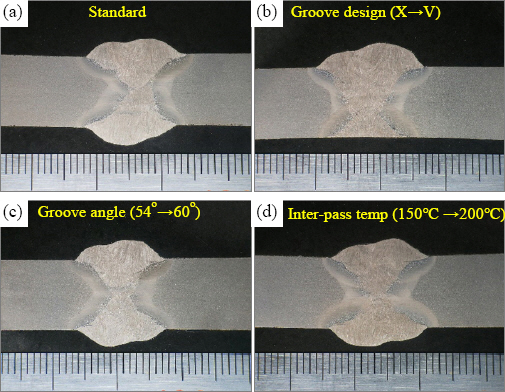
Comparison of bead geometry according to welding variable

Comparison of mechanical properties according to welding variable
본 시험결과를 근거로 용접 비필수변수 변화는 용접부의 기본적인 기계적 성질에 크게 영향을 미치지 않는다는 것을 주장할 수 있으며, 이러한 기계적 성질에는 방탄성능도 포함할 수 있다.
5. 결 론
본 연구에서는 TACOM Drawing 12479550에서 요구하는 용접부 검증 시험인 H-Plate 방탄시험을 일반 민수규격에서 사용하고 있는 충격시험 방법 등을 이용하여 대체검증 할 수 있는 국내 시험표준을 제정하는 것을 목표로 시작되었다. 이의 핵심은 방탄시험과 샤르피 충격시험과의 상관성을 입증하고, 이때의 충격시험 기준치를 확인하는 것이다.
다양한 장갑강 및 용접소재 그리고 용접 변수로 제작된 시험편의 방탄시험결과 발생된 균열 길이는 충격인성과 약 78 %의 상관성을 보이는 것을 확인하였다. 또한 방탄시험 후 균열의 시작점을 분석한 결과 소재 종류 및 두께와 무관하게 용접 토우부에서 균열이 발생되고 용융선을 따라 전파되는 것을 토대로 샤르피 충격시험편의 노치 위치는 용융선으로 결정하였다. 이때의 시험온도는 장갑강 모재의 충격인성 관리기준을 참조하여 -40℃로 정하였다. 또한 용접 비필수변수 변경 시 충격인성이 크게 바뀌지 않는다는 것을 실험을 통해 입증하였으며, 충격인성의 임계값은 장갑강의 종류를 구분하여 관리해야 함을 확인하였다.
대상 소재인 MIL-A-12560과 MIL-A-46100 장갑강의 용융선 충격인성 임계값은 실험결과 각각 50 J 및 22 J로 나타났다. 이들 소재 관리 규격에서 제안하는 충격인성의 임계치는 46 J 및 16 J이다. 따라서 충격인성 합격 임계치는 최종적으로 모재의 충격인성 임계치 이상으로 결정하였다. 이는 용융선의 충격인성이 모재의 충격인성 이상을 의미하므로 안전성을 보증할 수 있다.
본 연구에 근거한 표준 제정에 따라 지상무기체계 제조에서 전체 개발비용 및 시간의 상당한 단축 효과 그리고 검증 간소화에 따른 용접 품질관리 효율성에 대한 편의성을 사용자에게 제공할 수 있을 것으로 기대된다.
Acknowledgements
이 논문은 민군기술협력사업(민군규격표준화사업)의 지원을 받아 수행되었음