차세대 원전 설비 제작을 위한 고에너지빔 기반의 공정기술 리뷰
Review on High-Energy Beam Based Processing Technologies for Fabrication of Small Modular Reactor
Article information

Abstract
The development of small modular reactors (SMRs) has attracted significant attention owing to the increasing interest in energy security and carbon neutrality worldwide. An SMR is an advanced nuclear reactor with a power capacity of up to 300 MWe per unit. To fabricate the SMR, innovative manufacturing technologies such as powder metallurgy hot isostatic pressing (PM-HIP), electron beam welding (EBW), and diode laser cladding (DLC) were introduced to reduce the fabrication cost and time. Particularly, this replaced arc-based welding and cladding with high-energy beam-based EBW and DLC. The EBW could provide one pass welding for extremely thick specimens. In addition, in the case of using the DLC, only one layer cladding was acceptable for corrosion protection owing to its low dilution rate. However, studies on the innovative manufacturing technologies were less reported because of technology security. In this study, recently reported research articles regarding the EBW and DLC were reviewed. In particular, local vacuum and reduced pressure electron beam studies were discussed by comparing their the arc welding results. Process parameter studies on the DLC were also reviewed to introduce appropriate optimized conditions for the industry application.
1. 서 론
최근 전 세계적으로 에너지 안보에 대한 관심 증가와 탄소중립 정책으로 인해 소형모듈원자로(small modular reactor, SMR) 개발이 주목을 받고 있다. SMR은 일반적으로 출력이 300 MWe 이하인 원자로로 정의를 하고 있으며, 주요기기(가압기, 펌프, 증기발생기, 노심 및 핵연료) 를 일체형으로 모듈화한 특징을 가지고 있다. 현재, SMR 의 설계와 함께 혁신제조기술 개발도 병행하여 추진되고 있으며, 미국, 영국, 러시아, 중국 등이 이 분야의 선두 주자로 평가받고 있다. 특히 미국과 영국 등의 정부 지원을 받은 해외 선진사들은 관련 기술을 확보하여 제품에 적용할 수 있는 수준으로 알려져 있으며, 최근에는 다양한 시험을 통해 안전성과 신뢰성 문제도 검증을 해나가고 있다. 그런데, 기술 보안으로 인해 혁신제조기술과 관련된 연구 발표는 매우 적은 상황이다. 현재 미국의 전력중앙연구소(Electric Power Research Institute, EPRI) 의 컨소시움에서 혁신제조기술의 연구결과를 2010년대 중반부터 지속적으로 발표하고 있다1-4).
SMR 제조에 혁신제조기술을 도입하는 목적은 크게 두가지로 설명할 수 있다. 첫째는 제작기간을 12개월로 단축하는 것이고, 둘째는 제작 비용을 약 40 % 절감하는 것이다 (Fig. 1)2). 대표적인 혁신제조기술은 분말야금 열간등압성형(powder metallurgy hot isostatic pressing, PM-HIP), 전자빔용접(electron beam welding, EBW), 다이오드 레이저 클래딩(diode laser cladding, DLC) 기술로 알려져있다. PM-HIP 기술은 금속 분말을 몰드에 넣고, 고온에서 균일한 압력을 가해서 성형과 소결을 동시에 수행하는 기술이다. EBW 와 DLC 기술은 고에너지빔 기반의 후판 용접과 내식성 향상을 위한 코팅 기술이다. EBW 기술은 기존 3세대 대형 원전에 적용되었던 아크용접 기술 (SAW, GTAW) 을 대체할수 있는 혁신기술로 후판을 1패스로 용접할수 있다. 또한, DLC 기술도 기존의 클래딩 기술(SAW) 을 대체할 수 있을 것으로 기대되며, 단층 (1 layer) 적용이 가능하여 클래딩 공정 시간과 비용을 줄일수 있다. 본 리뷰에서는 차세대 원전 설비(예: SMR) 제조와 관련하여 최근 발표된 EBW 와 DLC 연구 결과를 소개하고자 한다.

2. 전자빔용접
EBW 기술은 1960년대부터 지속적으로 발전하였지만, 진공챔버 사용으로 인해 EBW 기술을 적용할수 있는 제품 크기에 제한이 있었다5). 대형 설비에 EBW 기술을 적용하기 위한 노력들이 1990년대부터 있었지만, 명확한 수요가 없었기에 개념 단계의 연구만 있었다. 최근 2010년대 중반부터 SMR 제조에 대한 관심이 증가하면서, 미국과 영국을 중심으로 차세대 원전 설비 제작에 적용할수 있는 EBW 기술을 개발하고 있다. 그런데, 미국과 영국의 접근 방법이 조금 차이가 있다. 미국은 챔버를 모듈화 하여 EBW 기술을 적용 (modular in-chamber EBW) 하고3), 영국은 국부진공 전자빔(local vacuum electron beam, LVEB) 기술을 적용하고자 한다. 본 리뷰에서는 최근 영국의 용접연구소(The Welding Institute, TWI) 와 맨체스터 대학에서 발표된 문헌을 참고하여 연구 결과를 고찰하고자 한다.
2.1 국부진공 전자빔 기술
영국 TWI 에서는 LVEB 개발에 앞서, 2000년대 초반부터 독자적으로 저진공 전자빔(reduced pressure electron beam, RPEB) 기술을 개발해왔다. 이러한 이유는 대형 설비에 LVEB 기술이 실제로 적용되려면 저진공에서 용접 품질이 검증되어야 하기 때문이었다. Ayres et al.6) 은 2010년에 RPEB gun 과 저진공에서 두께 160 mm 의 SA508 Grade 3 Class 1 (Gr.3 Cl.1) 시편의 용접 결과를 발표하였다 (Fig. 2(a)~2(b)). 당시에 RPEB gun 은 개발되었지만 LV seal(예: brush seal) 이 개발이 안되어, 국부진공을 모사하기 위해 헬륨 가스를 공급하며 0.1~1 mbar 의 저진공 상태에서 용접을 수행하였다. 용접은 수평방향 (2G position) 으로 맞대기 용접(butt welding) 하였다. 참고로, 공정 변수로 출력 52.5 kW 와 용접 속도 100 mm/min 을 이용하였다.
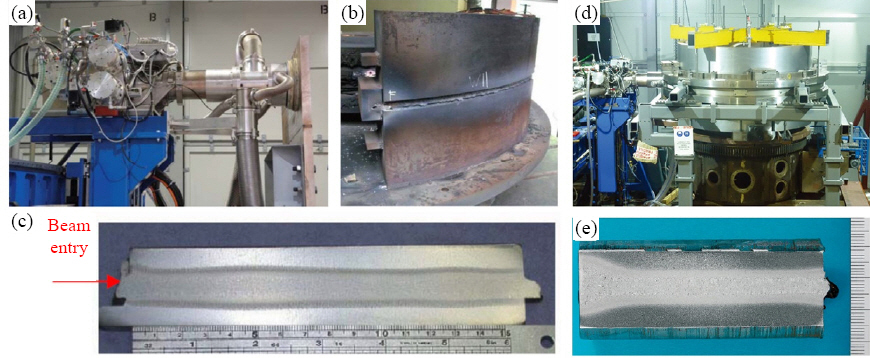
Reduced pressure electron beam (RPEB) and local vacuum EBW system. Photos of (a) RPEB module for plate specimen, (b) 160 mm thickness plate specimen using RPEB welding. (c) Transverse-section image of specimen (b), (d) Photo of local vacuum EBW system for shell specimen with 1.8 m diameter and 80 mm thickness. (e) Transverse section image of specimen (d)6,7)
Fig. 2(c)는 용접부 단면의 매크로 사진을 나타낸다. 균열과 같은 용접 결함은 발견되지 않았으며, 비드폭은 약 10 mm 이고, 열영향부는 3 mm 였다. 기계적 물성 실험에 앞서 600도에서 후열처리(post weld heat treatment, PWHT) 공정을 수행하였다. PWHT 후, 경도는 300 Hv 이하, 잔류응력은 100 MPa 이하의 값을 얻었다. 참고로, 잔류응력 측정을 위해 deep hole drilling (DHD) 측정 방법을 이용하였고, 유한요소해석(finite element method, FEM) 을 위해, 용접부 센터에서 6, 8, 10, 15, 25 mm 떨어진 위치에 열전대(thermocouples, TCs) 를 설치하여 온도 분포도를 측정하였다. 다양한 시험분석을 통해 용접 시편의 품질을 증명하였고, 이를 통해 저진공에서 EBW의 적용 가능성을 확인하였다.
Lawler et al.7) 은 2015 년에 LVEB 모듈과 쉘 (shell) 용접 결과를 발표하였다(Fig. 2(d)~2(e)). TWI 에서 개발한 RPEB gun (200kV, 60 kW 급) 과 LV sealing system 을 이용하여 직경 1.8 미터 쉘의 원주 용접을 수행하였다. 쉘 시편은 두께 80 mm 의 탄소강이었고, 용접하는데 약 50분이 소요되었다. 따라서, 용접 속도는 약 100 mm/min 으로 추정할수 있다. 이 연구성과를 통하여, TWI 에서는 자체적으로 LVEB 용접 기술을 제조역량 준비상태(manufacture capability readiness level, MCRL) 를 4단계로 평가하였고, 당시에는 2018년까지 MCRL 6단계를 목표로 한다고 발표하였다. 참고로, 2010년대 중반부터 전세계에서 SMR 관련 혁신제조기술에 대한 관심이 급증하였고, 이러한 분위기에 따라 LVEB 기술의 상용화는 예상보다 더 빨리 진행이 되었을것으로 판단된다. 결과적으로, TWI 의 연구개발 성과를 Cambridge Vacuum Engineering (CVE) 에서 상용화하여, 2020년대 초반부터 LVEB 기술을 적용한 ebflow 장비를 판매하고 있다. 현재, LVEB 기술을 적용할수 있는 EBW 기술은 극소수의 국가에서만 보유하고 있는 상황이다.
2.2 전자빔용접과 아크용접 특성 비교
TWI 에서 LVEB 관련 장비와 공정 기술을 연구하였고, 저진공에서 수행한 용접 시편의 시험 평가와 연구 논문은 주로 맨체스터 대학에서 발표하였다8-14). 특히, 기존의 아크용접과 RPEB 용접 기술을 비교하기 위해, 경도시험과 잔류응력 측정결과를 집중적으로 연구하였다. 연구 초기에는 두께 130 mm 시편을 이용하여 각각의 용접 기술에 대한 비교 평가를 하려고 하였으나, 상당한 시간이 소요되는 문제로 인해 두께 30 mm 시편부터 먼저 실험을 수행하여 연구결과를 발표하였다.
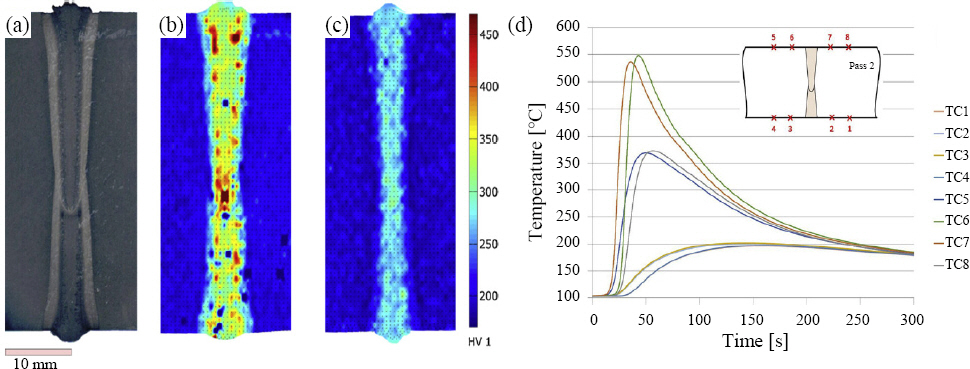
Balakrishnan et al.8) 은 두께 30 mm SA508 Gr.3 Cl.1 강판에 내로우갭 가스텅스텐 아크용접 (narrow gap GTAW, NG-GTAW), 내로우갭 서브머지드 아크용접(NG-SAW), 다층(multi-pass) 내로우갭 레이저용접 (NG laser welding, NGLW), 그리고 RPEB 용접을 적용 후 용접부 특성을 비교한 연구를 발표하였다(Fig. 3). NG-GTAW, NG-SAW, NG- LW은 용가재로 금속 와이어를 이용하였고, 반면에 RPEB 용접은 용가재를 이용하지 않았다. 융합부(fusion zone) 를 비교해보면, RPEB 용접기술을 적용한 시편의 폭이 4 mm 이하로 가장 적었다. NGLW 의 융합부 폭의 길이는 10 mm 이하였지만, 상대적으로 NG-GTAW와 NG-SAW 보다는 훨씬 작은 값이다. 그런데, NGLW 가 아크용접보다 용가재를 적게 사용할수 있는 장점이 있는 반면에, 용착율(deposition rate) 이 훨씬 낮은 문제가 있었다. 따라서, 생산성 측면의 관점에서 NGLW 가 기존의 아크용접 기술보다 좋다고 할 수는 없었다. RPEB 용접은 TWI 장비를 활용하였고, 3×10-2 mbar 의 진공을 이용하였다. Fig. 3 의 아래 사진은 용접 시편의 PWHT 후, 경도 매핑 결과를 나타낸다. 두가지 아크용접 시편은 멀티패스 공정 중에 템퍼링(tempering) 효과가 있어서, 경도값이 높지 않았다. 반면에, RPEB 용접부는 1패스 공정이어서 경도값이 상당히 높았고(450 Hv), PWHT 후 300 Hv 이하로 낮아졌다. Table 1 은 4가지 용접 기술에 이용된 주요 공정 변수를 나타낸다.
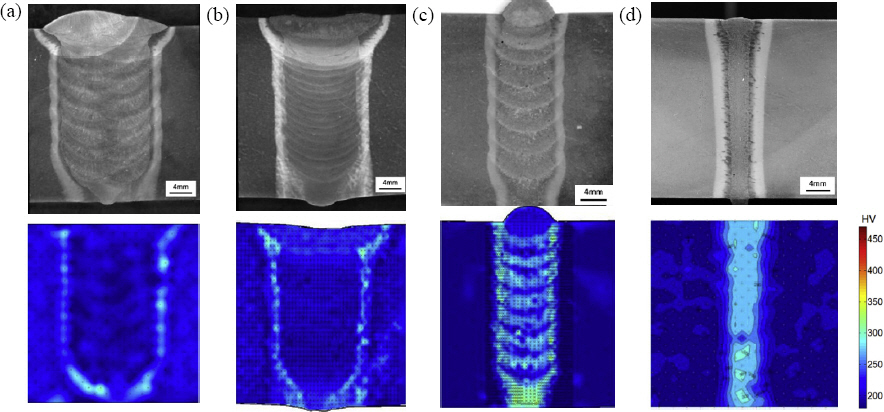
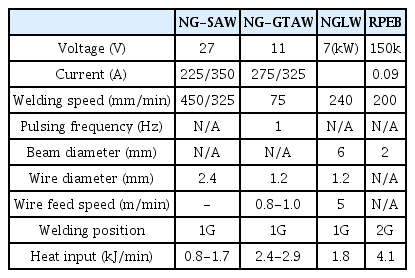
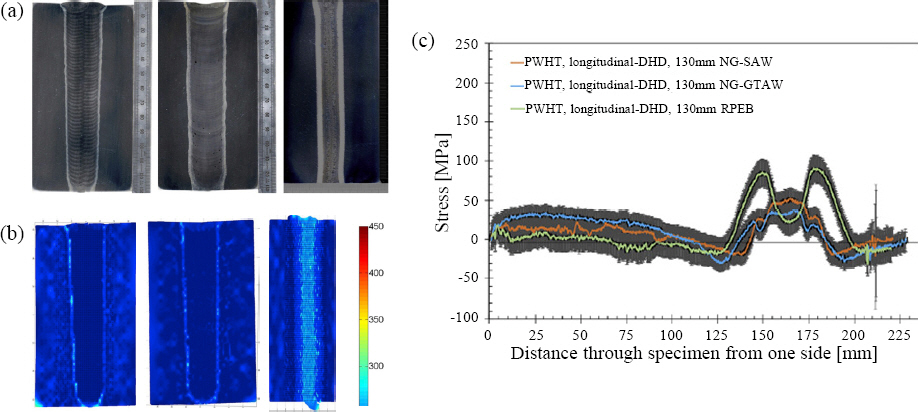
Fig. 4은 두께 130 mm SA508 Gr.3 Cl.1 강판에 NG-SAW, NG-GTAW, RPEB 용접기술을 적용한 결과를 비교하여 나타낸다9,10). NG-SAW와 NG-GTAW 는 각각 104 패스와 73 패스 용접을 하였고, RPEB 용접은 1패스로 용접을 하였다. Fig. 4(a) 와 4(b) 는 용접부 단면의 매크로 사진과 PWHT 후의 경도 매핑(mapping) 결과를 나타낸다. 참고로, PWHT 공정은 ASME 섹션3의 코드를 따라 607도에서 약 6시간 수행되었다. RPEB 용접 시편의 경도 시험은 용접부와 열영향부에서 횡단면으로 0.6 mm 간격, 수직 방향으로 2.0 mm 간격으로 측정 하였는데, SAW 와 GTAW 보다 경도값이 높은것을 확인할 수 있다. Fig. 4(c)는 용접기술 별로 PWHT 후 잔류 응력 측정결과를 나타낸다. RPEB 용접 시편은 잔류 응력이 상대적으로 용접부 가운데는 낮고, 열영향부에서 높은 ‘M’ 형상의 잔류응력 분포도를 나타내는 특징이 있다. 또한, PWHT 전의 인장 응력은 500 MPa 보다 높지만, PWHT 후의 인장 응력은 약 100 MPa 이하로 많이 낮아진다. 그럼에도 불구하고, 이 수치는 아크용접 시편의 잔류응력 보다는 훨씬 더 높은 값을 나타낸다. 참고로, RPEB 용접 기준으로, 두께 130 mm 시편의 용접에서 두께 30 mm 시편의 용접보다 냉각 속도가 느린 것이 확인되었고, 냉각속도 차이로 인해 두께 130 mm 시편에서는 베이나이트 조직(bainite structure) 이 관찰되었고, 두께 30 mm 시편에서는 베이나이트/마르텐사이트 조직이 관찰되었다. 냉각 속도 차이로 인해 결과적으로 두께 30 mm 시편에서 압축 응력이 관찰되었고, 두께 130 mm 시편에서 상대적으로 인장 응력이 더 높은 경향을 나타내었다. 버터플라이 변형(butterfly distortion) 시험에서는, GTAW 가 3.65도로 가장 크게 나왔고, SAW 는 1.87도가 나왔다. 반면에 EBW 는 0.08도로 변형이 거의 없었다. 각 용접 시편을 이용하여 인장시험을 수행하였고, 상부 기준으로 RPEB 용접 시편의 인장강도는 593±20 MPa 로 가장 높게 나왔다. 참고로, ASTM A508M 코드에서 요구하는 최소값은 550 MPa 이고, 이를 만족하였다.
Francis et al.11) 은 저합금강 SA508 의 화학 조성이 약간 다른 Grade 2 (Gr.2) 와 Grade 3 Class 1 (Gr.3 Cl.1) 의 두 소재에 대해, 두께 30 mm 와 두께 130 mm 시편의 RPEB 용접 특성을 비교한 연구를 발표하였다. 두 소재는 탄소당량(carbon equivalent) 이 각각 0.53 (Gr.2) 과 0.6 (Gr.3 Cl.1) 으로 차이가 있어서, 경화능(hardenability) 이 다르기 때문에 용접부와 열영향부의 집합조직이 다를것으로 예측되었다. Fig. 5(a) 는 두께 30 mm 인 두가지 소재에 대해 PWHT 전과 후의 용접부의 경도 매핑 결과를 나타낸다. Gr.3 Cl.1 모재 경도는 약 200 Hv 이고, 조립 열영향부(CGHAZ) 에서 440 Hv 로 높은 경도값이 나왔다. Gr.2 모재 경도는 170~200 Hv 이고, 용접부 경도는 300~350 Hv 로 Gr.3 Cl.1 소재보다는 낮은 경도 값을 나타내었다. 이러한 경도 값의 차이는 Gr.2 의 용접부는 베이나이트 조직인 반면에, Gr.3 Cl.1 의 용접부는 베이나이트와 마르텐사이트 조직이 섞여 있기 때문이다. 두가지 소재 모두, PWHT 후에 경도 값이 많이 낮아 졌다. Fig. 5(b) 는 두께 130 mm 인 두가지 소재에 대해 PWHT 전과 후의 용접부의 경도 매핑 결과를 나타낸다. Gr.2 의 경우, 두께 30 mm 시편 보다 냉각속도가 느리기 때문에, 용접부 경도는 250-280 Hv 로 낮은 값이 나왔다. 반면에 Gr.3 Cl.1 의 경우, 약간 다른 경향을 나타내었다. 용접 융합부에서는 250-300 Hv 로 측정되어, 두께 30 mm 시편 (350-400 Hv) 보다 낮은 값을 나타내었지만, 조립 열영향부에서 관찰된 최고 경도값은 450 Hv 정도로, 두께 30 mm 시편에서의 결과와 비슷하였다. PWHT 후, 경도값에서도 두가지 소재는 약간 다른 경향을 나타내었다. Gr.2 의 경우, 용접부가 이미 베이나이트 조직이기 때문에 PWHT 후에도 큰 차이는 관찰되지 않았다. 반면에, Gr.3 Cl.1 의 조립 열영향부에서 관찰된 높은 경도값들은 PWHT 후에 템퍼링 효과로 인해 많이 낮아졌다. Fig. 6은 두께 130 mm, Gr.3 Cl.1 과 Gr.2 의 용접부의 잔류응력을 비교한 결과를 나타낸다. 용접부의 잔류응력은 500-600 MPa 이고, PHWT 후, 인장 응력은 100 MPa 로 많이 낮아졌다. 그러나, 결과적으로 잔류응력을 제거할 수는 없었다. Table 2 와 3 은 소재의 화학 조성표와 용접 실험에 이용된 주요 공정 변수를 나타낸다.

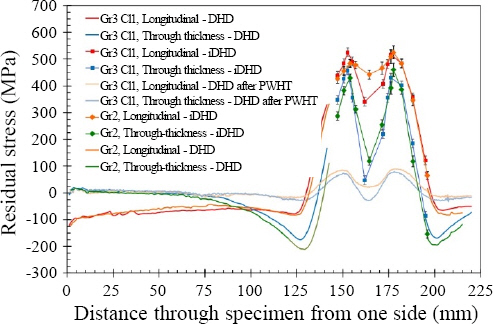
Comparison of residual stress for 130 mm thick RPEB welded steel plates with SA508 Gr.3 Cl.1 and Gr.2 in the as-welded and PWHT conditions11)

2.3 레이저 용접 특성
원전 소재의 용접 기술 중에 레이저 용접은 상대적으로 적은 관심을 받았다. 이러한 이유는 후판 소재에 레이저 용접을 적용하기 어렵기 때문인데, 최근 고출력 레이저 개발과 레이저 용접 기술의 장점으로 인해 제조기술 중 하나의 후보로 고려되었었다. 전자빔용접 기술 대비 레이저 용접 기술은 X-ray 가 발생되지 않기 때문에 차폐 설비가 필요 없는것과 진공도에 따른 용접 품질의 민감도가 낮은 두가지 큰 장점이 있다14). 이러한 배경으로, Francis et al.15) 은 고출력 레이저를 이용하여 원전 소재에 레이저 용접 기술의 적용 가능성을 연구하였다. 저진공에서 두께 80 mm SA508 소재의 레이저 용접을 수행하였고, 기계적 물성치에 대해 RPEB 용접 시편 결과와 비교하였다. 주요 실험 변수로 진공도 0.1 mbar, 레이저 출력 16 kW, 용접 속도 150 mm/min, 빔크기 550 ㎛, 스캐너 광학계 이용(빔오실레이션), 그리고 2 패스 용접을 하였다. Fig. 7은 진공 레이저 용접 시편의 매크로 사진, 경도 매핑, PWHT 후 경도 매핑, 열전대를 이용한 온도 분포도 결과를 나타낸다. PWHT 후, 경도값은 300 Hv 이하로 크게 낮아졌다. 잔류응력 측정 결과는 RPEB 용접 결과와 비슷하게 나왔는데, 이러한 이유는 두가지 용접 기술 모두 높은 에너지를 이용한 키홀 용접을 이용하기 때문이다. 본 연구를 통해, 레이저 용접 시편의 기계적 물성치는 전자빔 용접 시편과 유사하지만, 원전 분야에서 필요한 130 mm 이상의 후판을 1패스로 용접하는 것은 거의 불가능하기 때문에, 실제로 원전 분야에 레이저 용접 기술이 적용되기는 어려울것으로 판단된다.
3. 다이오드 레이저 클래딩 기술
3.1 다이오드 레이저 클래딩
현재 가동중인 3세대 원자로의 압력용기는 내식성 향상을 목적으로 SAW 기술을 적용하였지만, 차세대 소형원전은 레이저 클래딩 기술을 고려하고 있다. 이러한 이유는 SAW 기술은 높은 희석율로 인해 2층 클래딩을 해야하지만, 레이저 클래딩 기술은 낮은 희석율로 1층 클래딩이 가능하기 때문이다. 레이저 클래딩 기술은 레이저빔을 이용하여 모재 금속의 표면을 용융 시키고, 이와 동시에 분말 또는 와이어 형태의 용가재를 공급하여 모재 금속 표면에 얇은 층(layer) 을 형성하는 코팅 기술이다. 레이저 클래딩 기술의 장점은 용융 기반의 금속 결합을 통해 코팅층을 형성할수 있고, 얇은 코팅층 두께(단층 기준 0.2~2.0 mm), 낮은 희석율 (10 % 이하) 및 열변형을 최소화할수 있는 장점이 있다. 원전분야 1차 계통의 압력용기는 내식성이 우수하면서도 코발트 함유량이 거의 없는(0.02 % 이하) In- conel 690 소재의 코팅이 필요하다. 그런데, Inconel 690 분말은 공급 문제로 인해 레이저 클래딩 분야에서 연구발표가 거의 없었다. 이에 대한 대안으로 EPRI 에서 Alloy 82 분말을 이용한 레이저 클래딩 연구를 수행하였고 자체적으로 보고서는 있지만, 연구 논문 발표는 없었다. 최근, Choi et al16) 는 Alloy 82 분말을 이용하여 레이저 클래딩의 주요 공정 변수 (레이저 출력, 스캔 속도, 분말 송급량, 보호 가스, 분말 공급 가스, 중첩율) 와 희석율의 상관 관계에 대한 연구를 발표 하였다. Fig. 8(a) 는 실험에 이용된 레이저 클래딩 시스템과 공정변수에 따른 희석율과 클래딩층 원소의 정량분석 결과를 나타낸다. 참고로, 모재는 SS400 을 이용하였고, 분말은 50-150 ㎛ 크기의 Alloy82 를 이용하였다. 레이저 클래딩의 장점인 낮은 희석율의 클래딩층을 코팅하기 위해, 레이저 파워 밀도, 스캔 속도, 분말의 송급량을 잘 조합해야 한다. 예를 들어, 레이저빔의 길이가 1 mm 이면 1~1.5 mm/s 의 스캔 속도가 적당하고, 분말의 송급량은 레이저빔의 면적 1 mm2 당 0.75 g/min 이 적당하다. 이를 기준으로 레이저의 출력은 80±20 W/mm2 의 범위에서 낮은 희석율의 결과를 얻을수 있다. 참고로, 분말 송급량은 클래딩의 높이에 큰 영향을 주는 변수이고, 송급량이 적을 경우, 모재 금속이 많이 녹아서 희석율이 올라갈수 있다. 따라서, 목표로 하는 클래딩 층의 높이와 희석율에 따라 송급량을 조절해야 한다.

Fig. 9는 멀티패스 클래딩 시편의 원소 성분의 정량분석과 선분석(line profile) 결과를 나타낸다. 멀티 패스 클래딩에 이용된 주요 실험 변수는 레이저 출력 2.0 kW (83.3 W/mm2), 스캔 속도 4 mm/s, 분말 공급량 18.3 g/min, 중첩율 33 % 였다. EPMA 를 이용한 선분석 결과에서 Fe 가 클래딩층에 전반적으로 희석되어 있음을 확인할수 있다. X-Y 스캔을 하여 대면적으로 레이저 클래딩을 할 때, 레이저빔이 중첩되는 부분에서 융합불량(lack of fusion, LF) 을 피하려면, 중첩율을 잘 선택해야 한다. 중첩율은 표면 코팅층의 형상과 희석율을 형상을 고려하여 선택해야 한다. 예를 들어, 원형빔(spot-beam) 과 라인빔(line-beam) 의 클래딩층 형상은 많이 다르고, 빔의 직경 또는 길이에 따라 중첩율을 다르게 해야 한다. 참고로, 본 연구에서 별도의 예열은 이용하지 않았다.
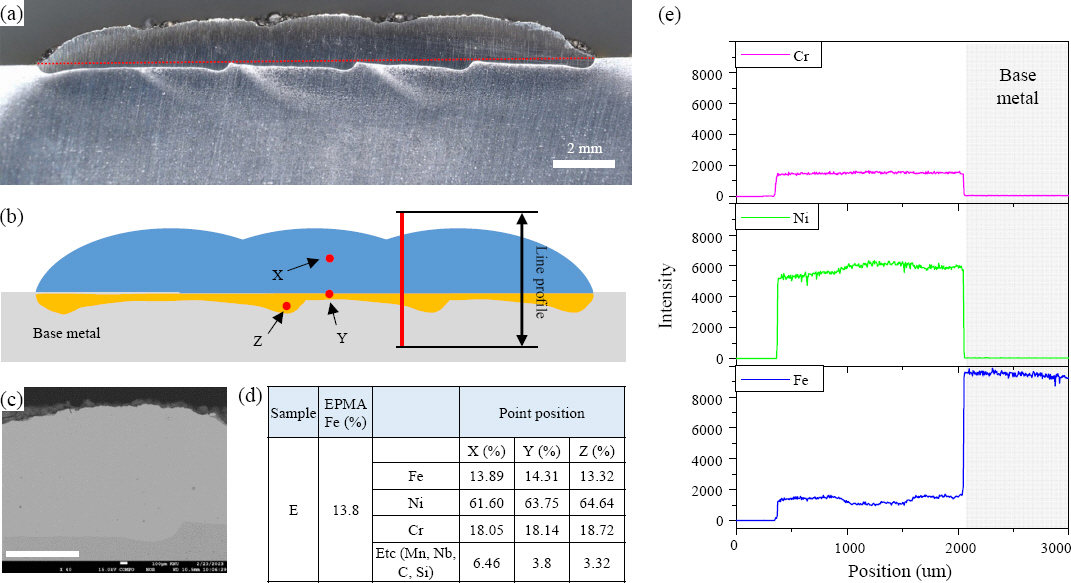
Investigation of chemical composition and EPMA line profile for multi-pass cladding. (a) Cross-section image of multi-pass cladding. (b) Schematic of point position and line profile of EPMA analysis. (c) SEM BSE image, scale bar = 1 mm. (d) Dilution ratio by EPMA point analysis. (e) EPMA line profile of the elements Fe, Ni, and Cr16)
Fig. 10은 최근 한국기계연구원에서 처음으로 원자로의 가운데 부분을 모사하여, 직경 1.3 미터의 mockup 시편의 내경과 외경에 레이저 클래딩을 적용한 시험 사진을 나타낸다. 레이저 클래딩 실험에서 고려해야될 중요한 요소는 모재 금속의 크기이다. 레이저빔은 국부적인 열처리를 기반으로 하고, 시편이 클수록 열손실이 크다. 따라서, 작은 시편에서 최적화한 실험 변수를 큰 시편에 적용하는 경우, 융합불량(LF) 이 발생할 가능성이 크다. 이 경우, 입열량을 증가시키기 위해, 레이저의 출력 증가 또는 스캔 속도 감소 등의 실험 변수 조정이 필요하다. 따라서, 작은 시편에서 만든 용접 절차서는 대형 부품에 적합하지 않을 수 있다. 참고로, 원자로의 가운데 부분은 라인빔을 이용하는 것이 생산성 측면에서 더 유리하지만, 원자로의 아래 부분은 매우 복잡한 형상이어서 원형빔과 라인빔을 이용한 2가지 공정기술이 필요하다. 해외 선진국에서는 기술적 난이도가 높은 원자로의 아래 부분의 레이저 클래딩 기술을 2010년대 후반부터 연구개발을 수행하여, 현재는 관련된 기술을 확보하였을 것으로 판단된다.

Laser cladding of mock-up sample (1.3 m diameter and 40 mm thickness). Photos of (a) outer and (b) inner shell cladding
3.2 전자빔 클래딩
Wahlmann et al17) 은 원자로 압력용기의 내식성 향상을 위해 전자빔 클래딩 기술의 적용 가능성을 연구하였다. 모재 금속 SA508 Gr.3 위에 클래드 소재로 Alloy 82, Alloy 625, 309 MoL 와이어를 이용하였다. 주요 공정 변수로 가속 전압 130 kV, 전류 8 mA, 용접 속도 200 mm/min, 와이어 송급속도 630-955 mm/min 을 이용하였다. Fig. 11은 전자빔 클래딩 실험의 개략도와 단면 분석, 화학 조성 분석과 희석율 결과를 나타낸다. 그런데, 전반적으로 30 % 가 넘는 높은 희석율 결과를 나타내었다. 또한, 희석율이 32 % 일때, Cr 의 중량퍼센트(weight percent) 가 15-16 wt% 로 낮은 값을 나타내었다. 연구 결과의 데이터를 참고할때, 전자빔 클래딩 기술은 높은 용착율에도 불구하고, 높은 희석율과 낮은 Cr 함유량으로 인해 압력 용기의 내식성 향상을 위한 코팅에는 적용하기 어려울것으로 판단된다. 따라서, 클래딩 분야는 레이저 클래딩 기술이 더 적합하다고 판단할 수 있다.

4. 결 론
본 리뷰에서는 차세대 원전 설비 제작을 위한 혁신제조기술 중 고에너지빔 기반의 전자빔용접(EBW) 기술과 다이오드 레이저 클래딩(DLC) 기술에 대한 연구 논문을 리뷰하였고, 다음과 같이 정리할 수 있다.
1) 영국에서는 차세대 원전 압력용기 제작을 위한 용접 기술로 국부진공전자빔(LVEB) 기술을 적용하려고 하며, 관련된 장비 기술을 확보하였다. LVEB 기술을 구성하는 핵심 기술은 고출력 전자총(EB gun) 과 sealing system 이다.
2) LVEB 기술이 실제로 적용되려면, 저진공에서 용접 품질이 검증이 되어야 한다. 따라서, 선행연구로 저진공 전자빔(RPEB) 용접 연구와 기존의 아크용접 연구 결과를 비교한 연구가 발표되었다. 기존의 아크용접과 비교할때, EBW 기술은 1패스 공정으로 템퍼링 효과가 없어서, 경도값과 잔류응력이 상대적으로 높게 나왔다. 따라서, 모든 연구에서 EBW 시편은 후속열처리(PWHT) 공정을 수행 하였고, 이를 통해 경도값 300 Hv 이하, 잔류응력 100 MPa 이하의 값을 얻을수 있었다.
3) 차세대 원전 압력용기에 내식성 향상을 위한 코팅기술로 DLC 기술이 고려되고 있다. DLC 기술은 희석율이 낮아서 단층(1 layer) 클래딩을 적용할 수 있고, 용가재를 적게 사용할 수 있어서 비용적인 면에서 장점이 있다. 다만, 생산성 향상을 위해 라인빔 광학헤드와 분말 송급 노즐 개발이 필요하다.
감사의 글
본 연구는 산업통상자원부 기계장비산업기술개발(과제번호: 20012381, 과제명: 첨단소재부품용 정밀 전자빔 용접장비 개발) 및 한국기계연구원 기본사업(과제번호: NK244A) 의 지원으로 수행된 연구입니다. 이에 감사드립니다.