용접에 기인한 IMO C형 LNG 연료탱크 지지 구조의 온도분포와 변형에 관한 연구
A Study on Welding-induced Temperature Distribution and Deformation of IMO Type C LNG Fuel Tank Support Structures
Article information

Abstract
The burden on ship owners and shipping companies has increased due to the International Maritime Organization’s (IMO’s) environmental regulations. The countermeasures against these regulations involve using low sulfur oil, installing scrubbers, and using liquefied natural gas (LNG) fuel. Among them, the demand for LNG propulsion ships is currently the highest. The most widely used storage device for LNG fuel is the IMO type C tank. The structure of the IMO type C tank is divided into a container part (pressure vessel) and a support part (saddles). In general, epoxy resin for load-bearing and wooden blocks are applied between the pressure vessel and saddles. When the saddles of the saddle-tank integrated fuel tank are welded to a hull, melting of the resin or burn-damage on the wooden blocks may occur due to the welding heat. Therefore, in this study, the temperature distribution of the saddle is checked, and the appropriate minimum height of the saddle is proposed to prevent the functional loss of the resin and wooden blocks during the installation of the saddle-tank integrated fuel tank. In addition, the initial deformation of the saddle according to the welding direction and sequence is evaluated to identify the effect of the welding on the installation of the saddle-tank separated fuel tank.
1. 서 론
국제해사기구 (IMO)의 환경 규제에 따라 선주 및 선사들의 부담이 가중되었다. 이에 대한 방안으로는 저유황유 사용, 스크러버 장착, 액화천연가스 (LNG) 연료를 사용하는 방법이 있다. 그 중 LNG 추진선에 대한 수요가 현재 가장 높다.
LNG 연료는 기존 선박용 디젤 연료 대비 열량이 높아 연료비 및 운영비 절감이 가능하다. 또한 LNG를 대체 연료로 사용할 경우 99%의 황산화물 (SOX)과 미세먼지 (PM), 80%의 질소산화물 (NOX), 20%의 이산화탄소 (CO2) 저감이 가능하다1).
LNG를 운송하는 LNG선의 경우, 화물창 내에서 기화되는 가스 (BOG, boil-off gas)를 연료로 사용할 수 있으나 일반 상선들은 LNG 연료를 보관할 수 있는 저장 장치가 필요하다. LNG 연료의 저장 장치로 가장 널리 사용되는 것은 IMO C형 탱크이다.
Fig. 1과 같이 IMO C형 LNG 연료탱크는 통상 선박의 엔진이 있는 기관실에 가까이 배치하는데, 선체 내부에 연료탱크를 탑재할 수 있는 공간을 두거나, 또는 상갑판 위에 설치한다. LNG는 폭발성 물질이므로 상갑판 위에 설치되는 IMO C형 LNG 연료탱크의 경우, IGF 코드 (Introduction to the International Code of Safety for Ships Using Gases or Other Low-Flashpoint Fuels)에 따라 선실과 연료탱크가 10m 이상 떨어져 있지 않은 경우 연료탱크를 마주하고 있는 선실 구역에 소방수 살포 시스템 (water spray system)이 요구된다2). 또한 계류 윈치 (mooring winch) 등의 의장품들과 간섭이 발생하지 않도록 해야한다.
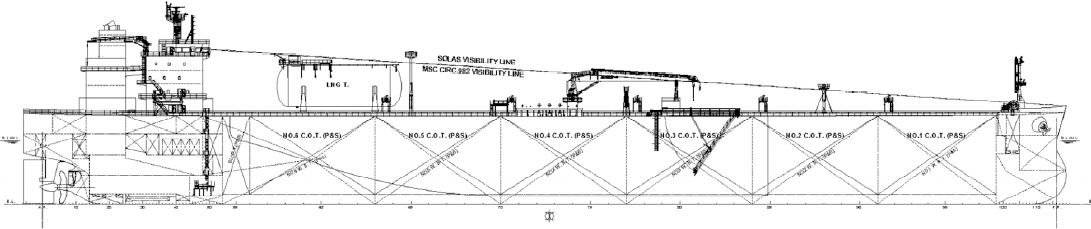
Ship design considering visibility
또한 선교 (navigation bridge)에서 전방 가시성 (visibility)이 확보되어야 하므로 시야를 가리지 않도록 높이에도 제한을 받는다. 연료 공급을 목적으로 연료탱크를 가능한 선미에 배치되도록 시도 하지만, 연료탱크가 선미로 배치될수록 연료탱크의 높이가 선교에서 바라보는 전방 시야 각에 큰 영향을 미친다.
하지만 타 연료탱크 시스템과 비교 시 용적률이 좋지 않은 IMO C형 탱크의 경우, 연료탱크의 길이는 짧고 직경을 크게 하는 것이 용적률 측면에서 유리하다. 하지만 연료탱크의 직경이 커질수록 전체 높이가 높아지고, 이는 가시성에 영향을 줄 수 있기 때문에 연료탱크의 직경을 늘리는 것에는 제한이 있다.
따라서 연료탱크를 규정에서 정하는 범위 내에서 최대한 선미 배치하면서도 용적률을 높이고, 가시성까지 확보하기 위해서는 연료탱크 지지 부의 높이를 낮추어야 한다.
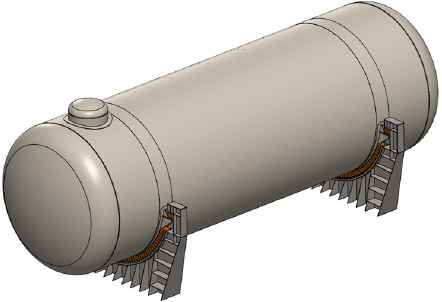
앞서 기술한 바와 같이 IMO C형 탱크는 크게 연료탱크 부와 지지 부로 구분된다. 일반적으로 연료탱크 부 (pressure vessel)와 지지 부 (saddles) 사이에는 하중 지지 (load-bearing) 용 에폭시 레진과 우든 블록이 시공되는데, 특히 Fig. 2와 같은 새들-탱크 일체형 연료탱크를 선체에 설치 시, 용접열에 의해 레진이 녹거나 우든 블록에 burn-damage가 발생할 수 있다.

Saddle-tank integrated fuel tank
따라서 LNG 연료탱크의 설치 시, 용접열에 의한 레진과 우든 블록의 손상을 방지하기 위해서는 새들의 최소 높이가 적정 이상으로 제작되어야 한다.
선박의 사양 및 선주의 요청에 따라 연료탱크 시스템의 구성 및 설치 방법은 달라질 수 있는데, Fig. 3과 같은, 새들을 선체에 용접 후 연료탱크를 설치하는 새들-탱크 분리형 연료탱크 시스템의 경우, 먼저 설치된 새들이 용접열에 의해 변형될 수 있으므로, 설치 관점에서 새들의 변형을 확인해야한다.

Tank lowering of the saddle-tank separated fuel tank
따라서 본 연구에서는 열전달 해석을 통해 새들-탱크 일체형 연료탱크의 레진과 우든 블록의 손상을 방지할 수 있는 새들의 최소 높이를 제안하고, 열변형 해석을 통해 새들-탱크 분리형 연료탱크의 설치 관점에서 용접열이 새들의 변형에 미치는 영향을 알아본다.
2. 연료탱크
2.1 연료탱크의 종류
IMO에서는 Fig. 4와 같이 LNG 탱크를 분류한다3). LNG 탱크는 크게 독립형과 멤브레인형으로 분류할 수 있다. 독립형 탱크는 완성된 탱크를 선체에 탑재하는 방식이지만, 멤브레인형 탱크는 선체 내부에 단열 시스템이 직접 설치되는 방식이다.
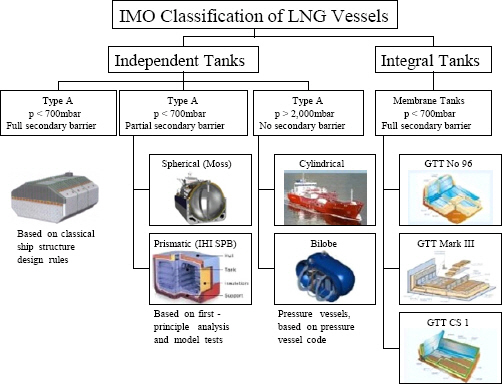
IMO classification of LNG vessels
IMO C형 독립 탱크는 Table 1과 같이 압력용기로 분류되며, Fig. 5와 같이 단일 실린더 형, 두개 또는 세개의 실린더가 결합된 bi-lobe, tri-lobe 형이 있다.

Characteristics of each vessel

Kinds of IMO type C tanks
IMO C형 탱크는 압력용기 코드인 ASME BPVC (The American Society of Mechanical Engineers, Boiler and Pressure Vessel Code) Sec. VIII를 토대로 IGF 코드를 따르므로 상당히 보수적 설계가 이루어지며 누출 (leak)에 대한 고려가 배제된다. 따라서 타 탱크들에 필요한 2차 방벽이 필요하지 않다4,5). 특히 모든 LNG 추진선에 적용될 수 있기 때문에 가장 수요가 높은 연료탱크 유형이다.
2.2 IMO Type C tank
2.2.1 탱크의 구성
일반적인 IMO C형 LNG 연료탱크의 구성은 Fig. 6과 같다.
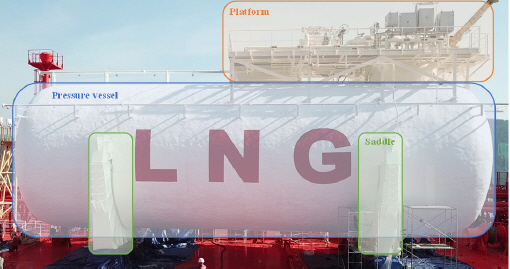
General composition of the IMO type C LNG fuel tank
새들은 선체에 설치되어 연료탱크를 지지하고, 연료탱크는 액화된 천연가스를 저장한다. 상부 플랫폼은 연료를 FPR (fuel preparation room)로 이송하여 엔진으로 연료를 공급하도록 한다. 새들은 극저온의 연료를 저장하고 있는 연료탱크의 열수축에 대응하기 위해 Fig. 7과 같이 고정 새들과 슬라이딩 새들로 구분된다.
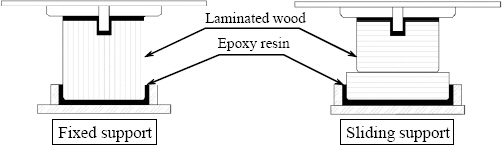
Fixed and sliding saddle
앞서 기술한 바와 같이 새들과 연료탱크 사이에는 Fig. 8과 같이 우든 블록과 레진이 하중 베어링 역할을 하며 연료탱크를 지지한다. 연료탱크 시스템의 제작, 운송 및 설치 간에 발생하는 미소한 변형은 우든 블록과 새들 사이의 공차로 보상한다. 그 공차는 통상 20mm 정도 수준이며, 그 공간에 레진을 채워 양생 (curing)한다.
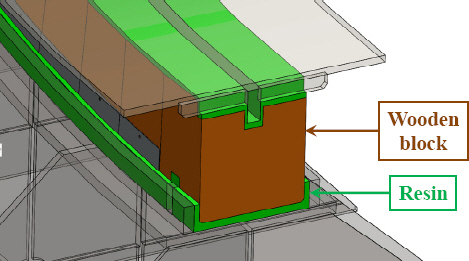
Detailed composition of the saddle
3. 평가 개요
3.1 평가 대상
평가 대상은 Fig. 9의 직경 9m, 길이 29m 규격의 1,750CBM LNG 연료탱크이다. 연료탱크를 구성하는 자재는 Table 2와 같다.
IMO type C LNG fuel tank

Material for each item in the fuel tank
열전달 해석과 열변형 해석은 범용 비선형 유한요소 코드인 MSC Marc를 사용하여 진행하였다.
3.2 열전달 해석 조건
열전달 해석을 통해 용접이 레진과 우든 블록에 미치는 열영향을 평가한다. 열전달 해석은 하절기 상갑판 상부 (강판 온도 60℃)에 설치되는 연료탱크를 Table 3의 열전달 계수 값을 참고하여 바람이 불지 않는 자연대류 조건 (5W/(m2K))에 대하여 평가하였다. 또한 현업에서 제공하는 용접절차서 (WPS, welding procedure specification)를 만족하는 조건 중 입열량이 높은 조건을 적용하였다. 이는 레진과 우든블록의 손상을 방지할 수 있도록 보수적인 평가를 하기 위함이다.

열전달 해석을 위한 용접 사양과 상세 모델링은 Fig. 10과 같으며, 모델링 열원 형상은 Fig. 11의 3차원 열원 모델에 가장 적합하다고 알려져 있는 Goldak의 이중-타원체 열유속 분포 형상을 적용하였다. 이는 아크 용접에서 가장 많이 사용되는 열 입력 모델로써, 아크 용접 과정의 열을 용융풀 (molted weld pool)과 같은 크기의 체적으로 분산시킨다7,8).
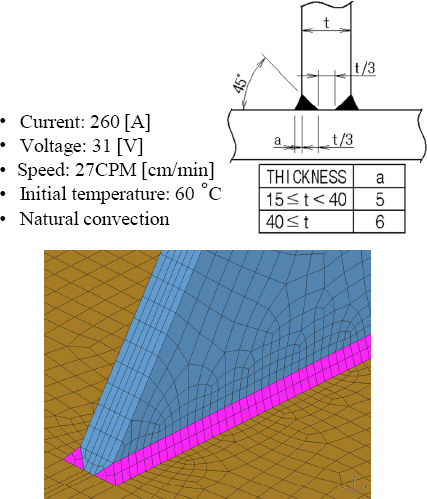
Welding detail

Goldak’s double-ellipsoid heat flux distribution
3.3 열전달 해석 모델
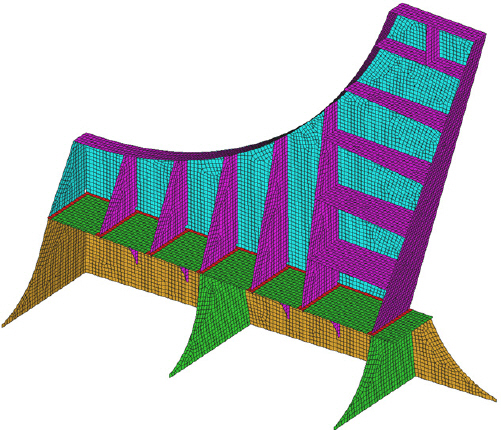
열전달 해석 모델은 Fig. 12와 같이 높이가 가장 낮아 열전달이 많이 발생하는 새들 중앙부에 대한 대칭 모델을 적용하였으며, 3차원 솔리드 요소를 사용하여 weld path 해석을 진행하였다. 8-절점 육면체 요소가 사용되었으며, 용접부는 입열량과 용접 속도를 고려하여 약 4.5mm로, 기타 부위는 10 ~ 15mm로 모델링 되었다.
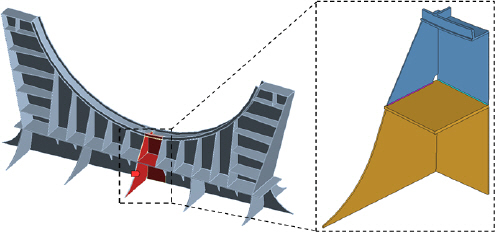
Analysis target for heat transfer analysis
Fig. 13과 같이 외기에 노출된 모델의 표면에는 자연대류 조건을, 모델의 절단면에는 완전 단열 조건을 부여하였다.
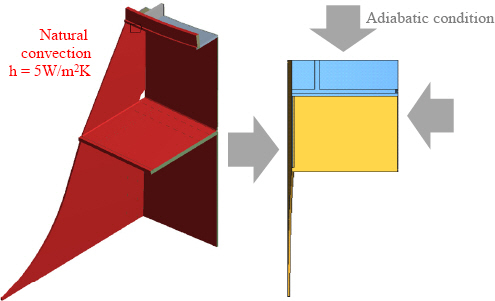
Boundary conditions for heat transfer analysis
3.4 열변형 해석 조건 및 모델
열변형 해석은 현실적인 열두 가지 용접 시나리오들을 2차원 쉘 요소를 적용하여 SDB (strain as direct boundary) 법으로 진행하였다. SDB 법은 판 두께와 용접 각장의 길이에 따른 용접 각 변형량의 실험 계측 데이터를 토대로, 유한요소해석에서 가상의 온도와 가상의 열 수축율을 이용하여 실제의 용접 각 변형을 구현하는 방법이다9-13).
LNG 연료탱크의 설치 방법은 여러가지가 있는데, 일반적으로는
① 새들을 선체에 먼저 용접하고 압력용기를 탑재하는 방법
② 새들 위에 압력용기를 임시 탑재하여 새들을 선체에 용접한 뒤 압력용기를 본 탑재하는 방법
③ 일체형 연료탱크를 설치하는 방법 이 있다.
열전달 해석은 용접이 레진과 우든 블록에 미치는 열영향을 평가하는 것이 목적이었다면, 열변형 해석은 용접열이 새들의 변형에 미치는 영향을 평가한다. 따라서 열변형 해석에서는 ②와 ③의 경우와 같이 새들에 추가적인 구속이 없는, 새들을 독립적으로 설치하여 가장 열변형이 크게 발생하는 ①의 경우에 대해 평가를 진행한다.
열변형 해석에 사용된 유한요소 모델과 경계 조건은 Fig. 14, 15와 같다. 4-절점 쉘 요소가 사용되었으며, 요소의 크기는 50 × 50mm로 모델링 되었다. 해석 모델은 1/4 대칭 모델로써 모델의 절단면에는 대칭 경계조건을 적용하였으며, 선체 지지부의 하단은 고정 경계조건을 적용하였다.
4-node shell FE model for heat deformation analysis
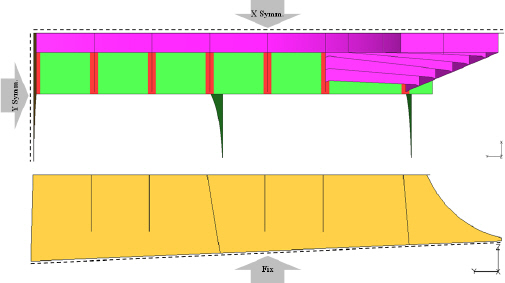
Boundary conditions for heat deformation analysis
4. 평가 결과
4.1 열전달 해석 결과
열전달 해석은 용접 방향과 순서를 고려하여 Fig. 16의 여덟 가지 시나리오로 수행하였다.
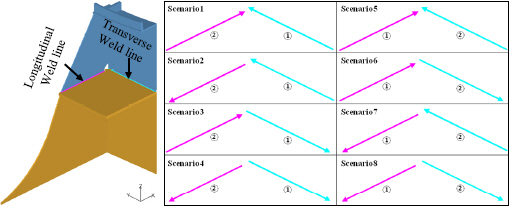
Welding scenarios for heat transfer analysis
레진 시공 부위 중, 여덟 가지 용접 시나리오의 해석 결과에서 가장 온도가 높게 평가된 위치와 각 해석 결과에서의 온도변화는 Fig. 17, 18과 같다.
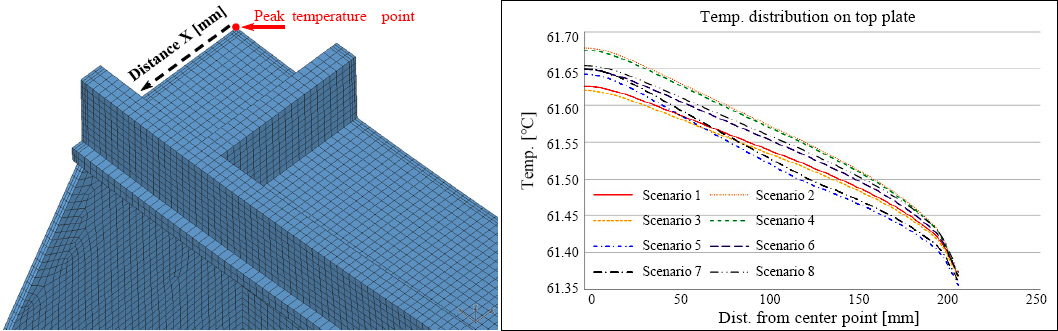
Peak temperature position and temperature distribution on the top plate
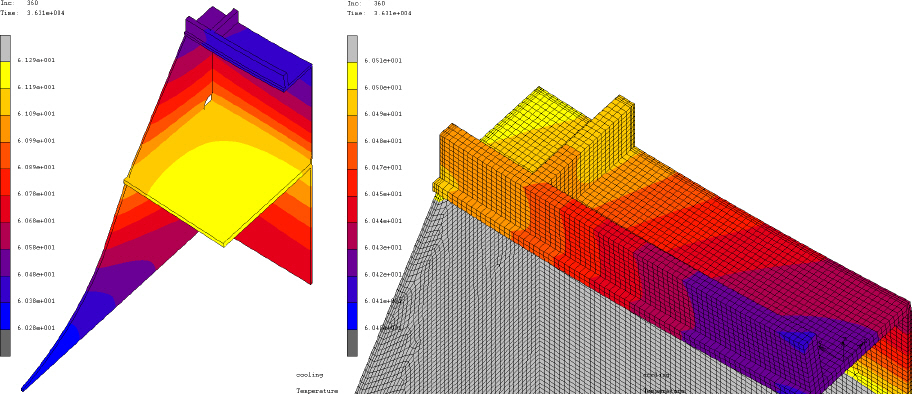
Temperature distribution on the top plate after cooling
위 결과의 최대 온도를 정리하면 Table 4와 같다. Fig. 17과 Table 4를 통해 새들 상판의 온도는 새들의 웹 프레임 (web frame)과 중앙부 브라켓이 교차하는 지점에 가까울수록 높음을 알 수 있다. 해당 부분은 대류에 의한 열손실이 발생하지 않는 내부 영역이며 선체 길이 (X), 폭 (Y) 방향 용접선에서 전도되는 열이 교차하는 부분이므로 예상 가능한 결과이다.

Maximum temperature of each scenario in the top plate [℃]
시간의 변화에 따른 새들 상판 중앙 지점의 온도 변화는 Fig. 19와 같다. 새들 상판의 중앙 지점은 용접선로부터의 거리가 멀어 용접 종료 이후에 최고 온도에 도달했다가 온도가 떨어지는 것을 알 수 있다.

Temperature history at the center point of the saddle’s top plate (Scenario1)
본 연구에 사용된 새들 모델의 최소 높이는 800mm 이상이며, 이는 문제없이 인도된 실적선이므로 모든 시나리오에서 레진과 우든 블록에 손상을 입힐 수준의 열영향은 발생하지 않았다. 또한 실선 제작을 통해 해석 결과의 타당성을 확인하였다.
새들의 높이에 따른 열영향을 예측하기 위해 새들 센터 라인에서, 용접 비드로부터의 높이 방향 거리에 따른 온도를 Fig. 20에 시나리오별로 비교하였다. Fig. 20의 그래프는 각기 다른 시간에서의 각 지점별 최대 온도를 시나리오 별로 나타낸 결과이다. 거리에 따라 최대 온도에 도달하는 시간이 다르므로 동시간에 발생한 온도가 아님을 알린다. Fig. 21은 특정 시나리오에서 시간의 흐름에 따라 변하는 온도 분포이다.
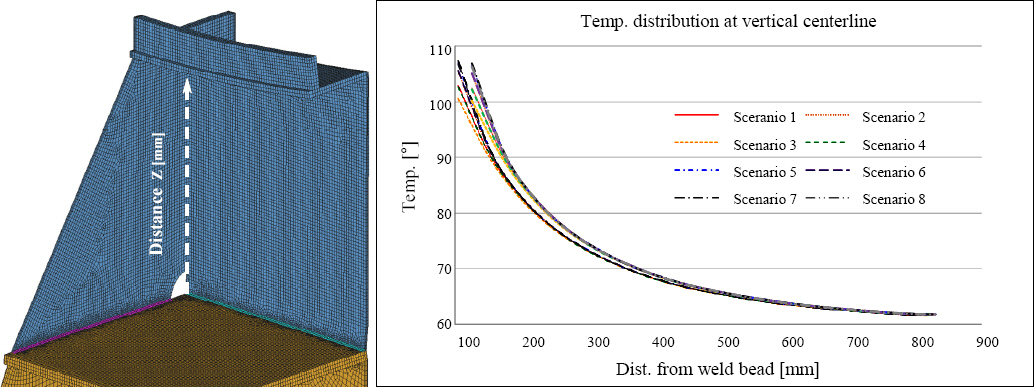
Temperature changes by scenario depending on the distance from the weld bead

Temperature distribution changes over time (Scenario1)
용접열에 의한 손상을 방지하고 기능의 상실을 막기 위한 최소 내열 온도는 레진이 70℃, 우든 블록이 90℃이다. Fig. 20의 결과를 정리하면 Table 5와 같다.

Temperature distribution of each scenario at vertical centerline [℃]
열전달 해석 결과는 용접 방향과 순서가 열전달 측면에서는 특정할 만한 차이가 없음을 보여준다. 하지만 모든 시나리오의 결과를 통해, 레진이 임계온도 70℃에 도달하지 않기 위해서는 새들의 최소 요구 높이가 약 400mm 정도임을 알 수 있다. 용접 비드로부터 400mm 떨어진 위치에서의 시나리오 별 최고 온도와 최저 온도는 0.2% 차이 밖에 나지 않음을 알 수 있다.
4.2 열변형 해석 결과
열변형 해석은 Fig. 22의 용접선 분포에 대해 Table 6의 열두 가지 시나리오로 진행하였다. 이는 현업에서 실행 가능한 현실적인 시나리오들이다.
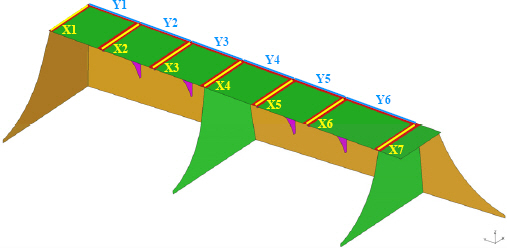
Weld line distribution of heat deformation analysis

Weld scenarios for heat deformation analysis
열변형 해석 결과를 분석하기 앞서, 해석에 사용된 모델의 정보를 확인할 필요가 있다. 3차원 솔리드 모델을 2차원 쉘 모델화 하게 되면 새들 아치부 상판 두께의 절반에 해당하는 치수의 변화가 발생한다. 해당 모델은 실적이 있는 LNG 연료탱크로써 정확한 치수로 모델링이 되었으나, 3차원 솔리드 모델을 2차원 쉘 모델로 변환하는 과정에서 미소하지만 수치 에러가 발생하였다. 따라서 해석결과를 정확히 분석하기 위해 변환된 2차원 유한요소 모델의 정보를 토대로, 해석 모델의 아치 중심, 반지름을 Fig. 23과 같이 재계산하였다.
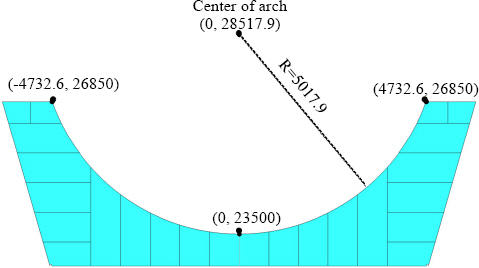
Recalculation of 2-D FE model’s dimension [mm]
각 시나리오 별 해석 결과는 Fig. 24의 ① ~ ④ 지점에 대해 정리하였으며, 그 결과는 Table 7과 같다. ③, ④ 지점의 Z 변위는, 해석의 진행에 따라 발생하는 ①, ② 지점의 이동을 고려하여 이에 대한 상대 변위 ③’, ④’로 나타내었다.
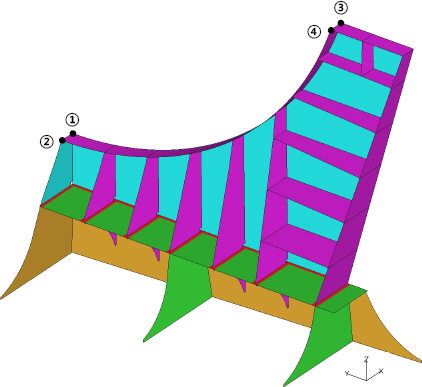
Designated point for assessment

Y & Z displacement of the designated points of each scenario [mm]
Table 7의 결과에서 ①, ② 지점은 +Z 방향의 변위가, ③, ④ 지점은 -Y 방향의 변위가 발생했다. 이를 통해 새들 아치의 형상이 Fig. 25와 같이 원형에서 타원형에 유사한 형상으로 변형될 것을 예상할 수 있다.
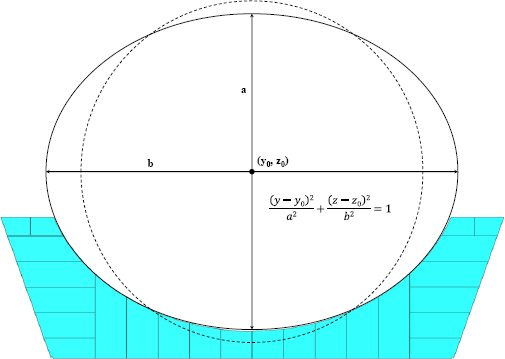
Schema of the deformed saddle
열변형 해석의 결과는 Fig. 26, 27과 같다.
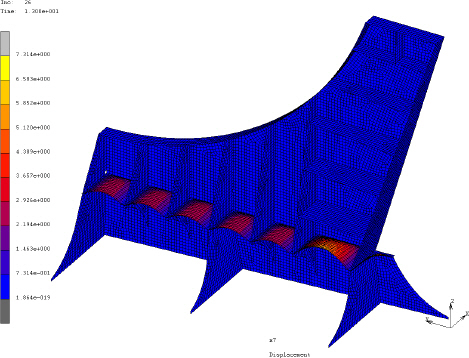
Total deformation after welding (Scenario11, scale factor = 50)
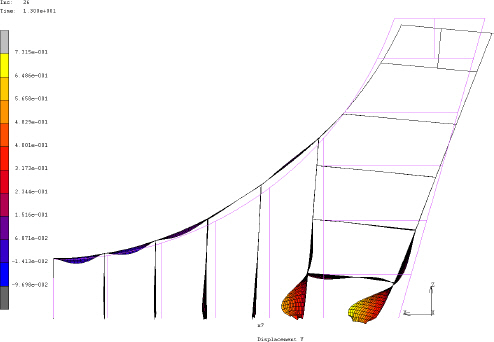
Y-displacement of point ③ & ④ (Scenario11, scale factor = 1,000)
용접 순서가 미치는 영향을 확인하기 위해 용접 진행 중 발생하는 변위를 추적한 결과를 Table 8과 Fig. 28에 나타내었다. 웹 프레임과 브라켓을 번갈아 가며 새들 외부에서 내부로 용접이 진행되는 시나리오 1과 정반대 경우인 시나리오 2, 그리고 웹 프레임과 브라켓이 정반대 방향에서 하나씩 용접이 진행되며 최종 변위가 가장 크게 발생한 시나리오 11을 비교하였다. 앞서 첨삭된 그림들의 변위 방향과 동일하게 표현하기 위해 반대 부호를 적용했음을 알린다.

Displacement tendency according to different welding sequence
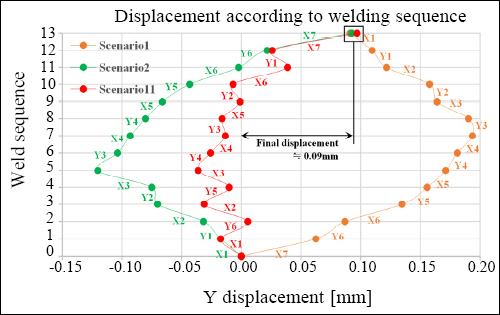
Displacement tendency by scenario
Table 7에 정리된 바와 같이 폭 방향 최종 변위는 약 0.09mm 수준으로 각 시나리오 별 차이는 크지 않다. 하지만 용접 순서에 따라 용접이 진행되는 동안의 경향은 확연히 차이가 난다. 새들의 외부에서 내부로 진행되는 시나리오 1에서는 새들의 외부를 용접하는 동안은 새들이 외부로 변형하는 양상을 보이다가 용접이 반 이상 진행된, 상대적으로 새들 내부를 용접하는 동안은 새들이 내부로 변형하며 0.2mm 수준까지 발생했던 변위가 0.09mm 수준으로 떨어진다. 반대의 경우인 시나리오 2는 먼저 새들의 내부가 용접되는 동안 새들이 내부로 변형하는 양상을 보이다가, 외부영역으로 용접이 이동하면서 외부로 변형하는 양상을 보인다. 새들의 내부와 내부를 번갈아 가며 용접하는 시나리오 11에서는 변형이 늘었다 줄었다 하는 지그재그 양상을 보인다.
Table 7의 변위가 발생한 ① ~ ④ 지점의 새로운 좌표 ①’ ~ ④’를 이용하여 ①’ - ③’ 지점을 지나는 원과 ②’ - ④’ 지점을 지나는 타원의 제원을 Table 9에 나타내었다.

The specification of the deformed saddle in each scenarios
변형된 새들 아치의 형태로부터 타원의 이심률 (eccen- tricity)과 진원도 (OOR, out of roundness)를 계산하였다. 각 시나리오별로 이심률과 진원도는 미소한 차이만 있을 뿐이며, 이 값들로부터 새들의 변형된 형상도 정(正)원에 가까움을 알 수 있다.
하지만 연료탱크는 새들과 동심을 이루기 보다는 Fig. 29와 같이 새들 상판의 중앙부에서 접원에 가까운 형태로 설치된다. 따라서 연료탱크 설치 관점에서는 새들 상판의 진원도 보다 새들 양 끝단 ③, ④ 지점의 위치가 중요하다.
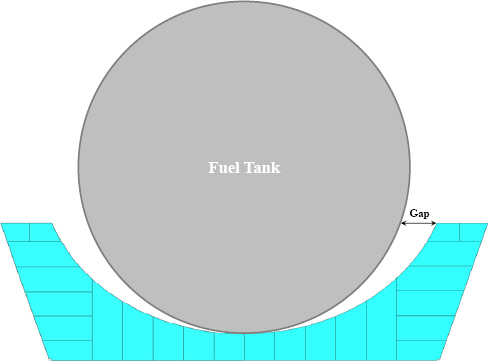
Schema of the fuel tank installation after welding of the saddle
③, ④ 지점이 새들 내부로 변형 시, 연료탱크 설치 중 간섭 및 충돌 문제를 야기할 수 있다. 통상 새들과 연료탱크의 우든 블록 사이는 20mm 정도의 공차를 적용하며, 이 공간에 레진이 도포된다. 따라서 레진이 적당한 두께로 도포되어 로드 베어링 역할을 충분히 하고, 연료탱크 설치 시 문제를 방지하기 위해서는 새들이 내부로 많이 변형되는 것을 피해야한다.
반면 ③, ④ 지점이 새들 외부로 변형 시, 연료탱크가 설치 중 한쪽으로 기울 수 있으며, 사용되는 레진 양의 증가로 자재 비용이 증가할 수 있다.
또한 새들이 내부 또는 외부로 변형이 발생하는 두 경우 모두에서 새들 양 끝단 상판 위에 설치되는 연료탱크 부유 방지 설비 (AFD, anti-floating device) 설치 작업이 용이하지 못할 수 있다. 특히 Fig. 30과 같은 AFD와 연료탱크 단열재 간의 간섭 문제는 연료탱크, 새들, AFD를 제작 공차에 따라 제작하였음에도 빈번히 발생하는 품질 문제이다. 따라서 초기 설계 대비 최소의 변형이 발생하는 설치 공법이 요구된다.

AFD installed normally (left) and interference between AFD and insulation (right)
Table 10은 Table 7의 결과를 평균으로 재정리한 결과이다. 시나리오별로 용접 진행 방향 및 변형의 정도를 표기하고 작업성을 정성적으로 분류하였다.

Total relative displacement of the designated points of each scenarios
몇차례 언급되었듯이 연료탱크 설치의 관점에서는 ③, ④ 지점의 위치가 중요하므로 해당 지점들의 변위를 기준으로 결과를 정리하였다.
용접작업으로 인해 발생하는 변형량은 총 변위와 Y 방향 변위 결과 모두에서 시나리오 12가 가장 작게 나왔고, 시나리오 11이 가장 크게 나왔다. 하지만 해석 결과 기준으로 가장 좋은 시나리오 12는 정반대의 위치를 번갈아 오가며 작업을 해야 하는 단점이 있다. 이는 작업자가 상갑판 몇 미터 위에 위치한 높고 좁은 선체 시트 상판을 용접 장비를 들고 비계나 사다리를 이용해 수차례 왔다 갔다 해야하는 작업이다. 이러한 작업은 작업자의 피로도가 올라가 용접 품질이 낮아질 수 있으며, 또한 시간이 많이 드는데, 이는 모두 비용의 증가로 연결된다. 따라서 해당 시나리오의 작업성은 나쁘다고 할 수 있다. 시나리오 11은 시나리오 12와 마찬가지로 정반대의 위치를 번갈아 오가며 작업을 해야하고 또한 변형량도 가장 크게 발생한다.
작업성이 좋다고 평가된 시나리오 1, 2, 9, 10은 새들의 웹 프레임과 브라켓을 번갈아 가며 같은 방향으로 진행되거나, 한 방향으로 진행했다가 지났던 경로를 다시 돌아오는 용접 방식이다. 작업성이 보통이라고 평가된 시나리오 3 ~ 8은 웹 프레임이나 브라켓을 한번에 용접하고 남은 용접을 하는 방식으로, 작업성이 좋다고 평가된 시나리오 보다는 다소 작업자의 이동이 필요하다.
이러한 결과들을 종합하고 주요하게 관리되어야 되는 항목에 따라 용접 시나리오를 선정할 수 있을 것이다. 예를 들어 선박의 DP (dynamic positioning)에 필요한 아지무스 스러스터 (Azimuth thruster)는 360도 회전하고 완벽한 수밀성이 확보되어야 하므로 진원도와 평탄도를 확보할 수 있도록 선체에 용접 되어야한다. 이 경우, 제품의 형상이 다르므로 같은 시나리오가 나올 수는 없지만, 시나리오가 같다고 가정한다면 반드시 시나리오 12를 선정하여야 할 것이다.
앞서 기술한 바와 같이 연료탱크 설치 시 새들과 연료탱크의 우든 블록 간에 약 20mm 정도의 공차를 적용하므로 해석을 통해 계산된 용접 변형량은 연료탱크 설치의 관점에서 봤을 때는 큰 영향을 주지 않을 것이다. 하지만 해석결과는 이론식과 정확한 조건하에 진행이 되었고, 실제 상황은 어떤 예상치 못한 상황이 발생할지 알 수 없기 때문에 본 연구의 결과를 참고함으로써 적어도 최악의 상황을 피할 수 있을 것이다. 또한 연료탱크 새들 구조에 국한되지 않고 유사한 여러 구조물의 시공방법을 정함에 있어 본 연구결과가 도움이 될 것으로 사료된다.
5. 결 론
본 연구에서는 IMO C형 LNG 연료탱크의 설치과정에서 발생하는 용접과 관련한 열전달 해석과 열변형 해석을 진행하였다.
그 목적은 새들-연료탱크 일체형 LNG 연료탱크 시스템의 설치 과정에서 새들을 선체 시트에 용접하면서 발생하는 용접열이 새들과 연료탱크 사이에 위치한 레진과 우든 블록에 미치는 영향을 확인하고, 새들-연료탱크 분리형 LNG 연료탱크 시스템의 설치 과정에서 새들을 선체 시트에 용접 시 발생하는 용접열에 의한 새들의 열변형이 연료탱크 설치에 미치는 영향을 확인하기 위함이다.
그 결과,
1) 열전달 해석의 여덟 가지 용접 시나리오에서 발생하는 용접열은 시나리오별로 아주 미소한 차이만 있었으며, 용접 순서와 방향의 변경에 따른 특정할 만한 경향은 없었다.
2) 새들 상판이 레진의 기능 상실을 방지하기 위한 내열 온도에 도달하지 않기 위해서는 약 400mm 정도의 새들 최소 높이가 요구된다. 새들 상판의 최고 온도가 레진의 내열 온도 이하라면 내열 온도가 더 높은 우든 블록은 문제가 없다.
3) 열변형 해석의 열두 가지 용접 시나리오에 의한 새들의 열변형은 용접 순서와 방향에 따라 최대 약 10% 정도의 차이가 있으나, 모두 설치 공차보다 충분히 작은 값이다.
4) 용접 변형량과 작업성에 대한 정량적/정성적인 분류로 필요에 따른 선택지를 제시하였다.



