


1. Introduction
2. Experimental Method and Material
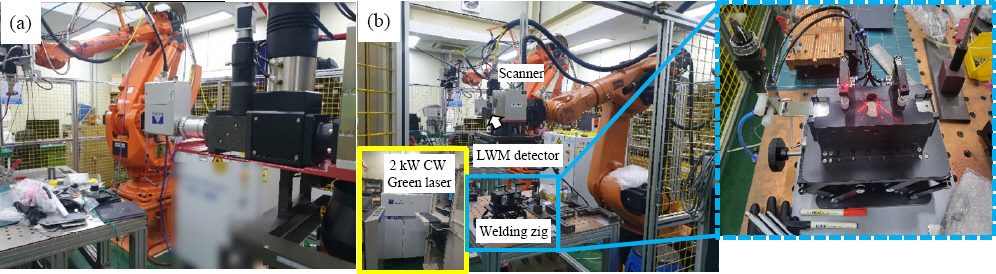
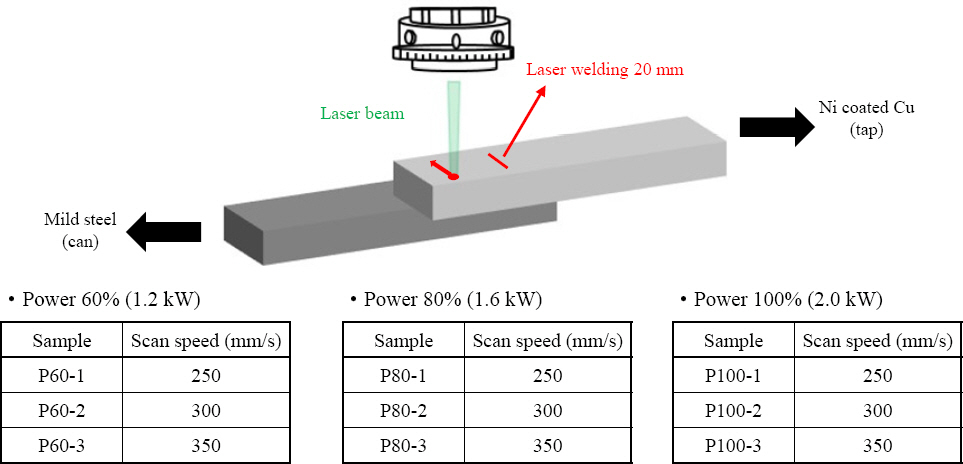
2.1 Materials and laser welding experiment conditions
Table┬Ā1
| Elements | Cu | Pb | Fe | Sn | Ni |
|---|---|---|---|---|---|
| Wt% | 99.9934 | 0.0005 | 0.0043 | 0.0010 | 0.0008 |
| Elements | Fe | Si | Mn | P | C |
| Wt% | 99.8871 | 0.001 | 0.099 | 0.0109 | 0.002 |
2.2 Microstructure and mechanical properties
2.3 Welding monitoring
3. Experiment Results
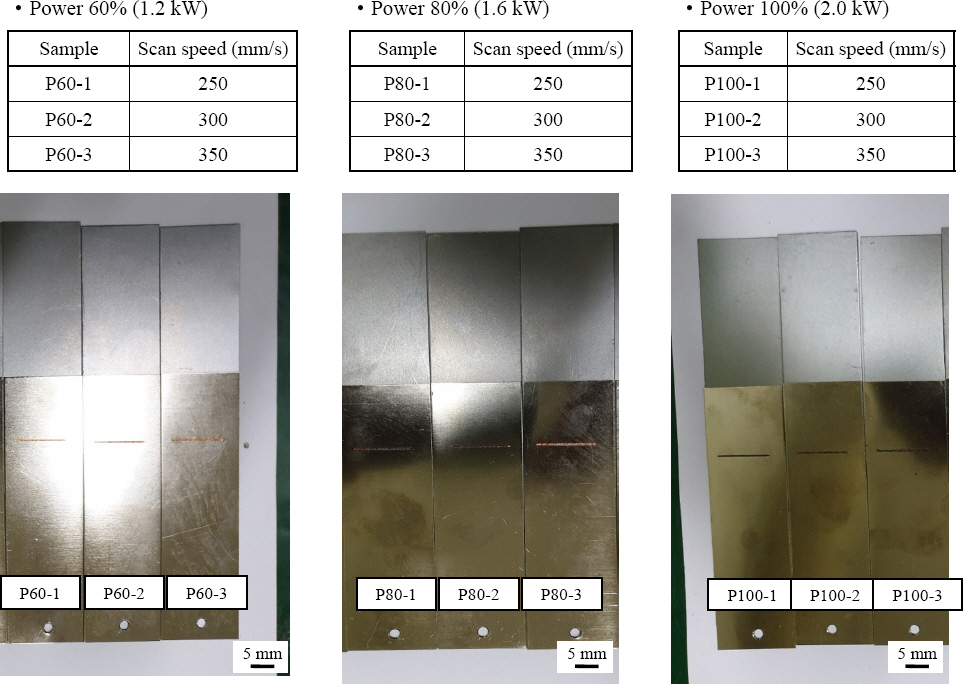
3.1 Laser welding experiment



Table┬Ā2
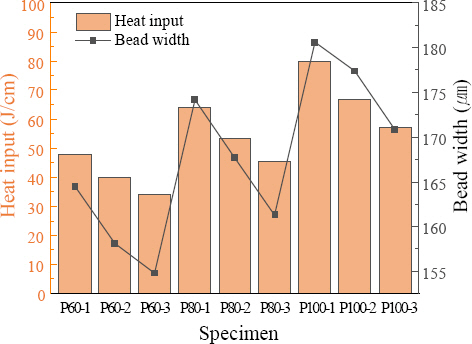
3.2 Mechanical properties
3.2.1 Shear stress

3.2.2 Microhardness

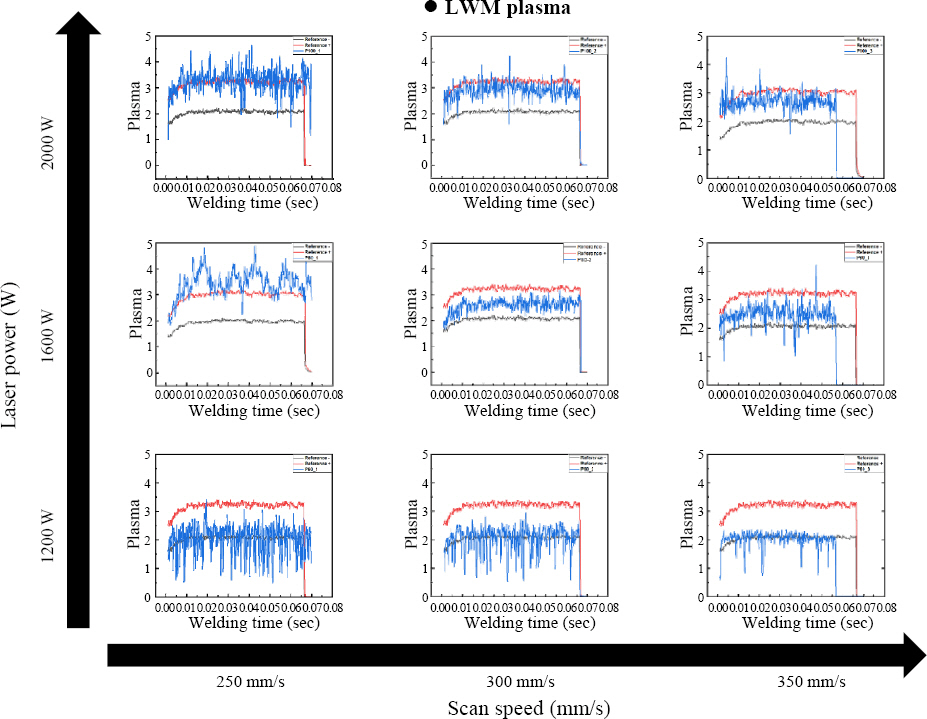
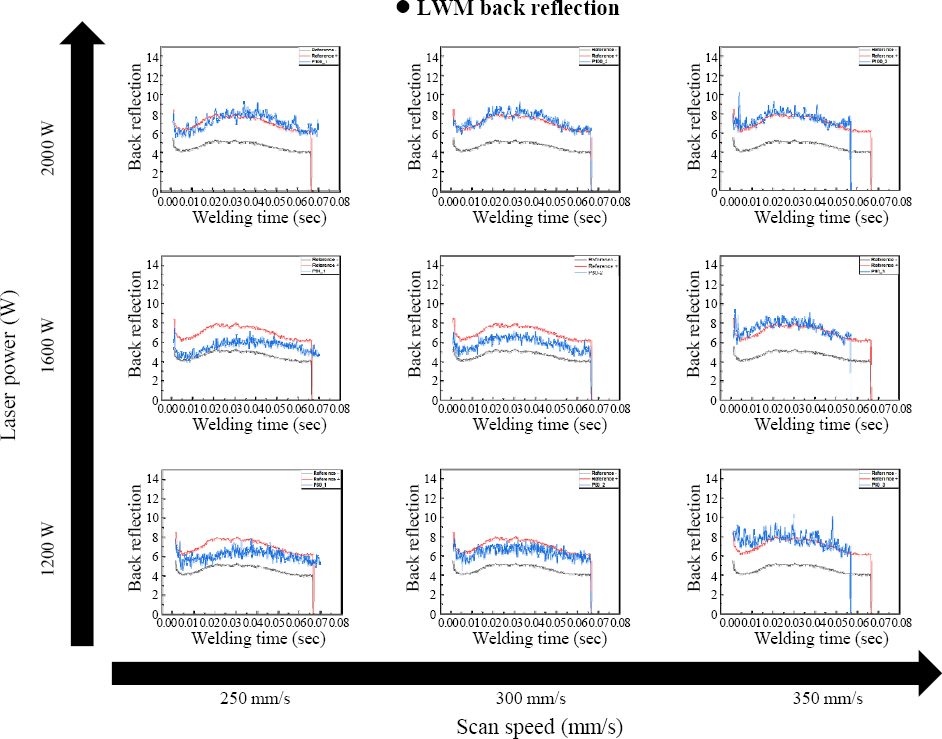
3.3 Welding monitoring


4. Conclusions
1) Laser welding process: After the welding process, the P80 (power: 1.6 kW) condition showed no surface or internal defect while the P100 (power: 2.0 kW) condition exhibited internal pores and cracks. The P60 (power: 1.2 kW) condition also showed a small amount of pores. Among the P80 conditions, the P80-1 (scan speed: 250 mm/s) had the risk of fire due to the high penetration depth and the P80-3 (scan speed: 350 mm/s) had joining problems. Therefore, the P80-2 (scan speed: 300 mm/s) was set as the optimal condition.
2) Mechanical properties: Under the P80 (power:1.6 kW) and P60 (power:1.2 kW) conditions, the shear stress increased as the heat input increased. Under the P100 conditions, however, the shear stress tended to decrease as the heat input increased due to the internal pores and defects caused by higher heat input. Microhardness increased as the heat input increased due to the mixing of more iron and copper elements and the formation of many martensite microstructures.
3) Monitoring: The P80-2 (scan speed: 300 mm/s) condition, which is the optimal condition, was set as a reference and monitored. The plasma and temperature signals increased as the heat input increased and decreased as it decreased. As for the back reflection signals, defects were found in the +error area as the scan speed increased and in the -error area as the scan speed decreased.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



