


1. ņä£ ļĪĀ
ņ░©ļ¤ē Ļ▓Įļ¤ēĒÖöļź╝ ņØ╝ĒÖśņ£╝ļĪ£ ņ░©ņ▓┤ ļ░Å ņāżņŗ£ ļČĆĒÆłņØś ņåīņ×¼ļĪ£ ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖłņØś ņĀüņÜ®ņØ┤ ņ”ØĻ░ĆļÉśĻ│Ā ņ׳ņ£╝ļ®░, ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖłņØś ņĀæĒĢ®ņØä ņ£äĒĢ┤ Ļ░ĆņŖżļ®öĒāłņĢäĒü¼ ņÜ®ņĀæ(gas metal arc welding, GMAW)1-3), ĻĖ░Ļ│äņĀü ņ▓┤Ļ▓░ ļō▒ņØś ļŗżņ¢æĒĢ£ ņÜ®ņĀæ ļ░Å ņĀæĒĢ® ĻĖ░ņłĀņØ┤ ņĀüņÜ®ļÉśĻ│Ā ņ׳ļŗż4). GMAWļŖö ņ╣┤ņÜĖ Ēü¼ļĪ£ņŖż ļ░ö(cowl cross bar), Ēü¼ļĪ£ņŖż ļ®żļ▓ä(cross member) ļō▒ņØś ņÜ®ņĀæņŚÉ ņŻ╝ļĪ£ ņØ┤ņÜ®ļÉśĻ│Ā ņ׳ļŗż. GMAW ļō▒ņØś ņĢäĒü¼ ņÜ®ņĀæņ£╝ļĪ£ ņāØņä▒ļÉ£ ņÜ®ņĀæļČĆņØś ĒÆłņ¦łņØĆ ņÜ®ņĀæļČĆņØś ņÖĖĻ┤Ć, Ēü¼ĻĖ░, ĒśĢņāüņØä ĒīīĻ┤┤ Ļ▓Ćņé¼ ļśÉļŖö ņ£ĪņĢł Ļ▓Ćņé¼ļź╝ ĒåĄĒĢ┤ ĒÅēĻ░ĆļÉśļ®░, ņØ┤ļŖö ņÜ®ņĀæļČĆņØś ņÖĖĻ┤Ć, Ēü¼ĻĖ░, ĒśĢņāüņØ┤ ņÜ®ņĀæļČĆņØś ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ņØä ļ░śņśüĒĢśĻĖ░ ļĢīļ¼ĖņØ┤ļŗż5). ņØĖņןĻ░ĢļÅä ņŗ£ĒŚś ļō▒ņØś ĒīīĻ┤┤ ņŗ£ĒŚśņØä ĒåĄĒĢ┤ ņ¦üņĀæņĀüņ£╝ļĪ£ ņÜ®ņĀæļČĆņØś ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ ĒÅēĻ░ĆĒĢśļŖö ļ░®ļ▓Ģ ņŚŁņŗ£ ņÜ®ņĀæļČĆ ĒÆłņ¦ł Ļ▓Ćņé¼ļź╝ ņ£äĒĢ┤ ņé¼ņÜ®ļÉśĻ│Ā ņ׳ļŗż6-9). ĒĢśņ¦Ćļ¦ī, ĒīīĻ┤┤ Ļ▓Ćņé¼ņØś Ļ▓ĮņÜ░, ņÜ®ņĀæ Ļ│ĄņĀĢ ņØ┤ĒøäņŚÉ ļ│äļÅäņØś Ļ▓Ćņé¼ Ļ│ĄņĀĢņØä ĒåĄĒĢ┤ ņŗżņŗ£ļÉśļ®░, ņČöĻ░ĆņĀüņØĖ Ļ▓Ćņé¼ ņŗ£Ļ░äĻ│╝ ļ╣äņÜ®ņØ┤ ņåīņÜöļÉśĻ│Ā ņÜ®ņĀæņ£╝ļĪ£ ņāØņé░ļÉ£ ņĀäņ▓┤ ļČĆĒÆłņŚÉ ļīĆĒĢśņŚ¼ ņĀäņłś Ļ▓Ćņé¼Ļ░Ć ļČłĻ░ĆļŖźĒĢśļŗżļŖö ĒĢ£Ļ│äĻ░Ć ņĪ┤ņ×¼ĒĢ£ļŗż. ļśÉĒĢ£, ņ£ĪņĢł Ļ▓Ćņé¼ņØś Ļ▓ĮņÜ░ņŚÉļŖö ņ×æņŚģņ×ÉņØś ņŻ╝Ļ┤ĆņØ┤ Ļ░£ņ×ģļÉĀ Ļ░ĆļŖźņä▒ņØ┤ ļåÆĻĖ░ ļĢīļ¼ĖņŚÉ Ļ░ØĻ┤ĆņĀüņ£╝ļĪ£ ņÜ®ņĀæļČĆ ĒÆłņ¦ł Ļ▓Ćņé¼Ļ░Ć ņ¢┤ļĀżņÜ░ļ®░ Ļ▓Ćņé¼ ņŗ£Ļ░äņØ┤ ņśżļל Ļ▒Ėļ”░ļŗżļŖö ļŗ©ņĀÉņØ┤ ņ׳ļŗż. ĻĖ░ņĪ┤ ņĢäĒü¼ ņÜ®ņĀæņØś ņÜ®ņĀæļČĆ ĒÆłņ¦ł Ļ▓Ćņé¼ņØś ĒĢ£Ļ│äļź╝ ĻĘ╣ļ│ĄĒĢśņŚ¼ ļŗ©ņŗ£Ļ░ä ļé┤ņŚÉ Ļ░ØĻ┤ĆņĀüņ£╝ļĪ£ ņÜ®ņĀæļČĆ ĒÆłņ¦łņØä Ļ▓Ćņé¼ĒĢĀ ņłś ņ׳ļŖö ļ╣äĒīīĻ┤┤ ņĀüņØĖ Ļ▓Ćņé¼ ĻĖ░ņłĀņØś Ļ░£ļ░£ņØ┤ ĒĢäņÜöĒĢśļŗż.
ļ╣äĒīīĻ┤┤ņĀüņØĖ ņĢäĒü¼ ņÜ®ņĀæņØś ņÜ®ņĀæ ĒÆłņ¦ł Ļ▓Ćņé¼ ĻĖ░ņłĀņŚÉ ļīĆĒĢ£ ņŚ░ĻĄ¼Ļ░Ć ņāüļŗ╣ņłś ņ¦äĒ¢ēļÉśņ¢┤ ņÖöņ£╝ļ®░, ņØ┤ļōż ņŚ░ĻĄ¼ļŖö ņĀäļźś, ņĀäņĢĢ ļō▒ņØś ņÜ®ņĀæ Ļ│ĄņĀĢ ņŗĀĒśĖļź╝ ņØ┤ņÜ®ĒĢ£ ņÜ®ņĀæ ĒÆłņ¦ł ņśłņĖĪ ĻĖ░ņłĀĻ│╝ ļ╣äņĀä ņ╣┤ļ®öļØ╝ ļō▒ņØś ņä╝ņä£ļź╝ ņØ┤ņÜ®ĒĢ£ ņÜ®ņĀæ ĒÆłņ¦ł Ļ▓Ćņé¼ ĻĖ░ņłĀļĪ£ Ēü¼Ļ▓ī ļéśļłī ņłś ņ׳ļŗż. ņÜ®ņĀæ Ļ│ĄņĀĢ ņŗĀĒśĖļź╝ ņØ┤ņÜ®ĒĢ£ ņÜ®ņĀæ ĒÆłņ¦ł ņśłņĖĪ ĻĖ░ņłĀņØś Ļ░£ļ░£ņØś Ļ▓ĮņÜ░, Cho ļō▒ņØĆ ņÜ®ņĀæ ņĀäļźś ļ░Å ņĀäņĢĢ, ņåīņ×¼ņØś ņóģļźś ļō▒ņØś ņÜ®ņĀæ Ļ│ĄņĀĢ ļ│Ćņłśļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ņÜ®ņĀæ ĒÆłņ¦łņØä ņśłņĖĪĒĢĀ ņłś ņ׳ļŖö ņØĖĻ│Ą ņŗĀĻ▓Įļ¦Ø ļ¬©ļŹĖņØä Ļ░£ļ░£ĒĢśņśĆĻ│Ā, ņØ┤ļź╝ ĒåĄĒĢ┤ ņÜ®ņĀæļČĆņØś ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ņØ┤ ļ░śņśüļÉ£ ņĢäĒü¼ ņÜ®ņĀæ ĒÆłņ¦łņØä ņśłņĖĪĒĢśņśĆļŗż10). Wu ļō▒ņØĆ GMAWņØś Ļ│ĄņĀĢ ļ¬©ļŗłĒä░ļ¦üĻ│╝ ņÜ®ņĀæ ĒÆłņ¦łņØä ņśłņĖĪĒĢśĻĖ░ ņ£äĒĢ┤, ņÜ®ņĀæ ņĀäļźśņÖĆ ņĀäņĢĢņØä ņ×ģļĀźņ£╝ļĪ£ ņé¼ņÜ®ĒĢśļŖö ĒŹ╝ņ¦Ć(fuzzy) ļ¬©ļŹĖņØä Ļ░£ļ░£ĒĢśĻ│Ā ĻĘĖ ļ¬©ļŹĖņØś ņä▒ļŖźņØä Ļ▓Ćņ”ØĒĢśņśĆļŗż11). Kim ļō▒ņØĆ ņÜ®ņĀæ ņĀäļźś ļ░Å ņĀäņĢĢ, ņÜ®ņĀæ ņåŹļÅäņØś Ļ│ĄņĀĢ ļ│Ćņłśļź╝ ļÅģļ”Į ļ│ĆņłśļĪ£, ĻĘĖļ”¼Ļ│Ā ņÜ®ņĀæ ļ╣äļō£ ĒśĢņāüņØä ļ░śņØæ ļ│ĆņłśļĪ£ ņäĀņĀĢĒĢśņśĆĻ│Ā, ļ░śņØæĒæ£ļ®┤ļ▓Ģ(response surface methodology)ļź╝ ņØ┤ņÜ®ĒĢ£ Ļ│ĄņĀĢ ļ│ĆņłśņÖĆ ļ░śņØæ ļ│Ćņłś Ļ░äņØś ņāüĻ┤Ć Ļ┤ĆĻ│äļź╝ ļČäņäØĒĢśĻ│Ā ļ¬©ļŹĖļ¦üĒĢśņśĆļŗż. ļśÉĒĢ£ ņČöņĀĢļÉ£ 2ņ░© ĒÜīĻĘĆņŗØĻ│╝ ņ£ĀņĀäņ×É ņĢīĻ│Āļ”¼ņ”ś(genetic algorithm)ņØä ņØ┤ņÜ®ĒĢśņŚ¼ Ļ│ĄņĀĢ ļ│Ćņłśļź╝ ņĄ£ņĀüĒÖöĒĢśņśĆļŗż12). Jung ļō▒ņØĆ ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖłņØś Ļ░ĆņŖżĒģģņŖżĒģÉņĢäĒü¼ ņÜ®ņĀæ(gas tungsten arc welding, GTAW)ņŚÉņä£ ņŗżĒŚśĻ│äĒÜŹļ▓Ģ(design of experiment)ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ņĢäĒü¼ ĻĖĖņØ┤, ņÜ®ņĀæ ņåŹļÅä, ņÜ®ņĀæ ņĀäļźśņØś Ļ│ĄņĀĢ ļ│ĆņłśņÖĆ ņÜ®ņĀæļČĆ ĒÆłņ¦ł ņØĖņ×ÉņØĖ ņÜ®ņĀæļČĆ ĒśĢņāü Ļ░äņØś ĒÜīĻĘĆ ļ¬©ļŹĖņØä Ļ░£ļ░£ĒĢśņśĆļŗż13,14). ĒĢśņ¦Ćļ¦ī ņÜ®ņĀæ Ļ│ĄņĀĢ ņŗĀĒśĖļź╝ ņØ┤ņÜ®ĒĢ£ ņÜ®ņĀæ ĒÆłņ¦ł ņśłņĖĪņØĆ ņÜ®ņĀæļČĆ ņŗżļ¼╝ņØä ņ¦üņĀæņĀüņ£╝ļĪ£ Ļ┤Ćņ░░ĒĢśĻ▒░ļéś ņĖĪņĀĢĒĢśņ¦Ć ņĢŖĻĖ░ ļĢīļ¼ĖņŚÉ ņÜ®ņĀæ ĒÆłņ¦ł ņśłņĖĪ, ņÜ®ņĀæļČĆ ņÖĖĻ┤Ć Ļ▓░ĒĢ© Ļ▓ĆņČ£, ļ╣äļō£ ņÖĖĻ┤Ć ĒśĢņāüņØś ņĖĪņĀĢ ļō▒ņŚÉņä£ ĒĢ£Ļ│äĻ░Ć ņĪ┤ņ×¼ĒĢ£ļŗż. Ļ│ĄņĀĢ ņŗĀĒśĖ ĻĖ░ļ░śņØś ĒÆłņ¦ł Ļ▓Ćņé¼ņØś ļŗ©ņĀÉņØä ļ│┤ņÖäĒĢĀ ņłś ņ׳ļŖö ļīĆņĢłņ£╝ļĪ£ ļ╣äņĀä ņ╣┤ļ®öļØ╝ ļō▒ņØś ņä╝ņä£ļź╝ ņØ┤ņÜ®ĒĢ£ ņÜ®ņĀæ ĒÆłņ¦ł Ļ▓Ćņé¼ ĻĖ░ņłĀņŚÉ ļīĆĒĢ£ ņŚ░ĻĄ¼Ļ░Ć ņŚŁņŗ£ ĒÖ£ļ░£Ē׳ ņłśĒ¢ēļÉśĻ│Ā ņ׳ļŗż. Kim ļō▒ņØĆ ņÜ®ņĀæļČĆ ļŗ©ļ®┤ ņŗ£ĒŚśĻ│╝ ļĀłņØ┤ņĀĆ ļ╣äņĀä ņä╝ņä£ņŚÉ ņØśĒĢ£ ļ╣äļō£ ņÖĖĻ┤Ć ņŖżņ║öņØä ĒåĄĒĢ┤ ņĖĪņĀĢļÉ£ ņÜ®ņĀæļČĆ ĒśĢņāü ņĀĢļ│┤ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖłņØś GMAW ņÜ®ņĀæļČĆ ņØĖņן ņĀäļŗ© Ļ░ĢļÅäļź╝ ņśłņĖĪĒĢśļŖö ļ¬©ļŹĖņØä Ļ░£ļ░£ĒĢśņśĆļŗż15). Park ļō▒ņØĆ ņĀüņÖĖņäĀ ņ╣┤ļ®öļØ╝ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ņÜ®ņĀæ ņżæņØś ņÜ®ņ£ĄĒÆĆņØś ņŚ┤ĒÖöņāü ļ░Å ņŚ┤Ļ░ĢļÅä ļČäĒż ĒŖ╣ņä▒ņØä ņĖĪņĀĢĒĢśņśĆĻ│Ā, ņØ┤ ņĖĪņĀĢ ņØĖņ×ÉļōżņØ┤ ņÜ®ņĀæ Ļ▓░ĒĢ© ļ░Å ņÜ®ņĀæ ļ╣äļō£ ĒśĢņāü ļō▒ņØś ņÜ®ņĀæ ĒÆłņ¦łņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØä ļČäņäØĒĢśņśĆļŗż16). Mirapeix ļō▒ņØĆ GTAW Ļ│ĄņĀĢņŚÉņä£ ļ░£ņāØĒĢśļŖö ĒöīļØ╝ņ”łļ¦łņØś ņŖżĒÄÖĒŖĖļ¤╝ņØä ņØ┤ņÜ®ĒĢśņŚ¼ ņŗżņŗ£Ļ░äņ£╝ļĪ£ ņÜ®ņĀæ Ļ▓░ĒĢ©ņØä Ļ▓ĆņČ£ĒĢĀ ņłś ņ׳ļŖö ņØĖĻ│Ą ņŗĀĻ▓Įļ¦Ø ļ¬©ļŹĖ Ļ░£ļ░£ņŚÉ ļīĆĒĢ£ ņŚ░ĻĄ¼ļź╝ ņłśĒ¢ēĒĢśņśĆļŗż17). Ye ļō▒ņØĆ ļĀłņØ┤ņĀĆ ļ╣äņĀä ņä╝ņä£ļź╝ ņØ┤ņÜ®ĒĢ£ ņÜ®ņĀæļČĆļź╝ ņĖĪņĀĢņŚÉņä£ ņÜ®ņĀæļČĆņÖĆ ņä╝ņä£ Ļ░äņØś Ļ▒░ļ”¼ņÖĆ Ļ░üļÅäņÖĆ ņāüĻ┤ĆņŚåņØ┤ ņÜ®ņĀæļČĆņŚÉņä£ ļ╣äļō£ļź╝ ņ×ÉļÅÖņ£╝ļĪ£ ļČäĒĢĀĒĢśļŖö ĻĖ░ņłĀņØä Ļ░£ļ░£ĒĢśĻĖ░ ņ£äĒĢ┤ ļ¬©ļŹĖ ĻĖ░ļ░ś ļČäļźś(model-based classification) ĻĖ░ļ▓ĢņØä ņĀüņÜ®ĒĢśņśĆņ£╝ļ®░, ņØ┤ļź╝ ĒåĄĒĢ┤ ļĀłņØ┤ņĀĆ ļ╣äņĀä ņä╝ņä£ņØś ļČłņĢłņĀĢĒĢ£ Ļ▒░ļÅÖĻ│╝ ņÜ®ņĀæļČĆ Ēæ£ļ®┤ņØś Ļ│ĪļźĀņŚÉ Ļ░ĢĻ▒┤ĒĢ£ ļĀłņØ┤ņĀĆ ļ╣äņĀä ņä╝ņä£ļź╝ Ļ░£ļ░£ĒĢśņśĆļŗż18). Lee ļō▒ņØĆ ņŗżņŗ£Ļ░ä ņÜ®ņĀæļČĆ Ļ▓░ĒĢ© Ļ▓ĆņČ£ņØä ņ£äĒĢ┤, ļĀłņØ┤ņĀĆ ļ╣äņĀä ņä╝ņä£ņØś ņäżĻ│ä ļ░Å ņĀ£ņ×æ, ļĀłņØ┤ņĀĆ ļ╣äņĀä ņä╝ņä£ņØś ļ│┤ņĀĢ ļ░Å ņśüņāüņ▓śļ”¼ ĻĖ░ņłĀ, ĻĘĖļ”¼Ļ│Ā Ļ▓Ćņé¼ Ļ┤ĆļĀ© ņåīĒöäĒŖĖņø©ņ¢┤ Ļ░£ļ░£ĒĢśņśĆĻ│Ā, ļ¦×ļīĆĻĖ░ ņĢäĒü¼ ņÜ®ņĀæļČĆņŚÉ ļĀłņØ┤ņĀĆ ļ╣äņĀä ņä╝ņä£ļź╝ ņĀüņÜ®ĒĢśņŚ¼ ņÜ®ņĀæ ļ╣äļō£ ņÖĖĻ┤ĆņØä ņĖĪņĀĢĒĢśĻ│Ā ļ╣äļō£ĒÅŁ ļō▒ņØś ļ╣äļō£ ņÖĖĻ┤Ć ĒśĢņāü ņĀĢļ│┤ļź╝ ņČöņČ£ĒĢśļŖö ņŚ░ĻĄ¼ļź╝ ņłśĒ¢ēĒĢśņśĆļŗż19-21). ļ╣äņĀä ņ╣┤ļ®öļØ╝ ļō▒ņØś ņä╝ņä£ļź╝ ņØ┤ņÜ®ĒĢ£ ņÜ®ņĀæ ĒÆłņ¦ł Ļ▓Ćņé¼ ĻĖ░ņłĀņŚÉ ļīĆĒĢ£ ņŚ░ĻĄ¼ļŖö ļŗżņłś ņ¦äĒ¢ēļÉśĻ│Ā ņ׳ņ¦Ćļ¦ī, ĒŖ╣Ē׳ ļĀłņØ┤ņĀĆ ļ╣äņĀä ņä╝ņä£ņŚÉņä£ ņĖĪņĀĢļÉśļŖö ņÜ®ņĀæļČĆ ņÖĖĻ┤Ć ĒśĢņāü ņĀĢļ│┤ļź╝ ņ¦üņĀæņĀüņ£╝ļĪ£ ņé¼ņÜ®ĒĢśņŚ¼ ņÜ®ņĀæļČĆņØś ņØĖņן ņĀäļŗ© Ļ░ĢļÅä ļ░Å ņÜ®ņĀæļČĆņØś ļé┤ļČĆ ĒśĢņāü ļō▒ņØä ņśłņĖĪ ļ░Å Ļ▓Ćņé¼ĒĢśļŖö ņŚ░ĻĄ¼ļŖö ļČĆņĪ▒ĒĢ£ ņŗżņĀĢņØ┤ļŗż.
ļ│Ė ņŚ░ĻĄ¼ļŖö ņ×ÉļÅÖņ░©ņØś ņ╣┤ņÜĖĒü¼ļĪ£ņŖż ļČĆĒÆłņŚÉ ņĀüņÜ®ļÉśļŖö ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖł(Al5083-O, Al6061-T5) ĒīÉņ×¼ņØś Ļ▓╣ņ╣śĻĖ░ ņÜ®ņĀæļČĆņØś ņØĖņן ņĀäļŗ© Ļ░ĢļÅä ņśłņĖĪ ĻĖ░ņłĀņØś Ļ░£ļ░£ņØä ņ£äĒĢ┤, ļĀłņØ┤ņĀĆ ļ╣äņĀä ņä╝ņä£ ĻĖ░ļ░śņØś ņØĖņן ņĀäļŗ© Ļ░ĢļÅä ņśłņĖĪ ļ░®ļ▓ĢņŚÉ ļīĆĒĢ£ Ļ▓āņØ┤ļŗż. ņ┤Ø 6Ļ░£ņØś ņåīņ×¼ ņĪ░ĒĢ®ņŚÉ ļīĆĒĢ┤ AC pulse GMAWņØä ņĀüņÜ®ĒĢśņŚ¼ ņÜ®ņĀæ ņŗ£ĒŚśĒÄĖņØä ņĀ£ņ×æĒĢśĻ│Ā ļĀłņØ┤ņĀĆ ļ╣äņĀä ņä╝ņä£ļź╝ ņé¼ņÜ®ĒĢśņŚ¼ ņÜ®ņĀæļČĆ ņÖĖĻ┤Ć ĒöäļĪ£ĒīīņØ╝ņØä ņĖĪņĀĢĒĢśĻ│Ā ņØĖņן ņĀäļŗ© Ļ░ĢļÅä ņŗ£ĒŚśņØä ņŗżņŗ£ĒĢśņŚ¼ ņØĖņן ņĀäļŗ© Ļ░ĢļÅä ņśłņĖĪ ļ¬©ļŹĖņŚÉ ĒĢäņÜöĒĢ£ ĒĢÖņŖĄ ļŹ░ņØ┤Ēä░ļź╝ ĻĄ¼ņČĢĒĢśņśĆļŗż. ņÜ®ņĀæļČĆ ņØĖņן ņĀäļŗ© Ļ░ĢļÅä ņśłņĖĪņØä ņ£äĒĢ┤ ĒĢ®ņä▒Ļ│▒ ņŗĀĻ▓Įļ¦Ø(convolution neural network, CNN) ĻĖ░ļ░ś ĒÜīĻĘĆ ļ¬©ļŹĖņØä ņĀüņÜ®ĒĢśņśĆņ£╝ļ®░, ņ×ģļĀźņØĆ ņÜ®ņĀæļČĆ ņÖĖĻ┤Ć ĒśĢņāü ņśüņāü ļŹ░ņØ┤Ēä░, ņåīņ×¼ ņĀĢļ│┤ļĪ£ ņČ£ļĀźņØĆ ņØĖņן ņĀäļŗ© Ļ░ĢļÅäļĪ£ ņäżņĀĢĒĢśņŚ¼ ļ¬©ļŹĖņØä Ļ░£ļ░£ĒĢśņśĆĻ│Ā, Ļ░£ļ░£ļÉ£ ņÜ®ņĀæļČĆ ņØĖņן ņĀäļŗ© Ļ░ĢļÅä ņśłņĖĪ ļ¬©ļŹĖņØś ņśłņĖĪ ĒÅēĻĘĀ ņśżņ░©ļŖö ņĢĮ 3%ļĪ£ Ļ│äņé░ļÉśņŚłļŗż.
2. ņŗżĒŚś ļ░®ļ▓Ģ ļ░Å ņĀłņ░©
2.1 ņåīņ×¼ ļ░Å ņÜ®ņĀæ ņÖĆņØ┤ņ¢┤
ņÜ®ņĀæ ņåīņ×¼ ļ░Å ņÜ®ņĀæ ņÖĆņØ┤ņ¢┤ņØś ĒÖöĒĢÖņĀü ņĪ░ņä▒Ļ│╝ ĻĖ░Ļ│äņĀü ļ¼╝ņä▒ņŚÉ ļīĆĒĢśņŚ¼ Table 1ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ņÜ®ņĀæ ņåīņ×¼ļŖö Al5083-OņÖĆ Al6061-T5ļź╝ ņé¼ņÜ®ĒĢśņśĆņ£╝ļ®░, ņŗ£ĒŚśĒÄĖņØä 150├Ś150 mmņ£╝ļĪ£ Ļ░ĆĻ│ĄĒĢśņśĆļŗż. ĒĢäļ¤¼ ņÖĆņØ┤ņ¢┤ļŖö AWS A5.10 ER5356ņØś ņ¦üĻ▓Į 1.2 mmļź╝ ņé¼ņÜ®ĒĢśņśĆļŗż. Ēśäņ×¼, ņ×ÉļÅÖņ░© ļČĆĒÆłņ£╝ļĪ£ ņĀ£ņ×æļÉśļŖö ņÜ®ņĀæ ĻĄ¼ņĪ░ļ¼╝ņØä Ļ│ĀļĀżĒĢśņŚ¼, Table 2ņÖĆ Ļ░ÖņØ┤ ņåīņ×¼ ņĪ░ĒĢ®Ļ│╝ ļæÉĻ╗śļź╝ ņäĀņĀĢĒĢśņśĆļŗż. ņāüļČĆ ĒīÉņ×¼ļŖö Al5083-OņØś ļæÉĻ╗ś 1.5 mmļĪ£ Ļ│ĀņĀĢļÉśņ¢┤ ņ׳ņ£╝ļ®░, ĒĢśļČĆ ĒīÉņ×¼ļŖö Al5083- OņØś ļæÉĻ╗ś 1.5, 2.0, 3.0 mmņØś ļÅÖņóģ ņåīņ×¼ ņĪ░ĒĢ®Ļ│╝ Al6061-T5ņØś ļæÉĻ╗ś 1.2 mmņØś ņØ┤ņóģ ņåīņ×¼ ņĪ░ĒĢ®ņ£╝ļĪ£ ņäĀņĀĢĒĢśņśĆļŗż.
Table┬Ā1
Chemical composition and mechanical properties of materials
2.2 ņŗżĒŚś ņĀłņ░©
ņÜ®ņĀæ ņĀäņøÉņØĆ Welbee W350 (Daihen, Osaka, Japan)ņØ┤ņŚłņ£╝ļ®░, ņĀäļźś ĒīīĒśĢņØĆ AC pulseļź╝ ņé¼ņÜ®ĒĢśņśĆļŗż. AC pulseļŖö ņĀĢĻĘ╣ņä▒(direct current electrode negative, DCEN)Ļ│╝ ņŚŁĻĘ╣ņä▒(direct current electrode positive, DCEP)Ļ░Ć ņŻ╝ĻĖ░ņĀüņ£╝ļĪ£ ļ░śļ│ĄĒĢśņŚ¼ ļ░£ņāØĒĢśļŖö ņÜ®ņĀæ ņĀ£ņ¢┤ ļ░®ļ▓ĢņØ┤ļŗż. ņĀäļźś ĒīīĒśĢņØś ļ¬©ņŗØļÅä ļ░Å ņÜ®ņĀüņØ┤Ē¢ē ĒśäņāüņØä Fig. 1(a)ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. DCEN ĻĄ¼Ļ░äņŚÉņä£ļŖö ļÅīņČ£ļÉ£ ņÖĆņØ┤ņ¢┤ļź╝ ņÜ®ņ£Ąņŗ£Ēéżļ®░, DCEP ĻĄ¼Ļ░äņŚÉņä£ļŖö ņÜ®ņ£ĄļÉ£ ņÖĆņØ┤ņ¢┤ļź╝ ļ¬©ņ×¼ļĪ£ ņØ┤Ē¢ēņŗ£ĒéżļŖö ņŚŁĒĢĀņØä ĒĢ£ļŗż. DCEN ļ░Å DCEP ĻĄ¼Ļ░äņØä ņĪ░ņĀłĒĢśņŚ¼ ņł£Ļ░äņĀüņ£╝ļĪ£ ņÖĆņØ┤ņ¢┤ņØś ņÜ®ņ£Ąļ¤ēņØä ļ│ĆĒÖöņŗ£Ēé¼ ņłś ņ׳ņ£╝ļ®░, ņŗØ (1)ņÖĆ Ļ░ÖņØ┤ DCEPņÖĆ DCEN ĻĄ¼Ļ░äņØś ņ┤Ø ļ®┤ņĀü ļīĆļ╣ä DCEN ļ®┤ņĀüņØ┤ ņ░©ņ¦ĆĒĢśļŖö ĻĄ¼Ļ░äņØś ņ¢æņØä electrode negative ratio (EN ratio, %)ļØ╝ ņĀĢņØśĒĢ£ļŗż. Fig. 1(b)ļŖö bead-on-plateņŚÉņä£ EN ratioļź╝ ļ│ĆĒÖöņŗ£Ēé© ņÜ®ņĀæļČĆ ļŗ©ļ®┤ ĒśĢņāüņØ┤ļŗż. EN ratioĻ░Ć ņ”ØĻ░ĆĒĢĀņłśļĪØ ņÜ®ņĀæ ļ╣äļō£ņØś ļåÆņØ┤ļŖö ņ”ØĻ░ĆĒĢśĻ│Ā ĒÅŁņØĆ Ļ░ÉņåīĒĢśņśĆņ£╝ļ®░, ņÜ®ņ×ģ Ļ╣ŖņØ┤Ļ░Ć Ļ░ÉņåīĒĢśņśĆļŗż. ņØ┤ņÖĆ Ļ░ÖņØ┤ EN ratio ņĀ£ņ¢┤Ļ░Ć Ļ░ĆļŖźĒĢ£ AC pulseļŖö ļ¬©ņ×¼ņØś ņ×ģņŚ┤ļ¤ēņØä ņżäņØ╝ ņłś ņ׳ņ¢┤ ļæÉĻ╗śĻ░Ć ņ¢ćņØĆ ļ░ĢĒīÉņØ┤ļéś ļ¬©ņ×¼ ņé¼ņØ┤ņŚÉ Ļ░äĻĘ╣ņØ┤ ņĪ┤ņ×¼ĒĢĀ ļĢī ļŗżļźĖ Ļ│ĄņĀĢņŚÉ ļ╣äĒĢ┤ ļ╣äĻĄÉņĀü ļé«ņØĆ ņĀäļźśņŚÉņä£ ļåÆņØĆ ņÜ®ņ░®ļ¤ēņØś ĒÖĢļ│┤Ļ░Ć Ļ░ĆļŖźĒĢśļŗżļŖö ņןņĀÉņØ┤ ņ׳ļŗż22).
Fig.┬Ā1
Welding mode in welding experiment, (a) Schematic AC pulse current waveform and droplet transfer phenomenon, (b) Weld shape by EN ratio
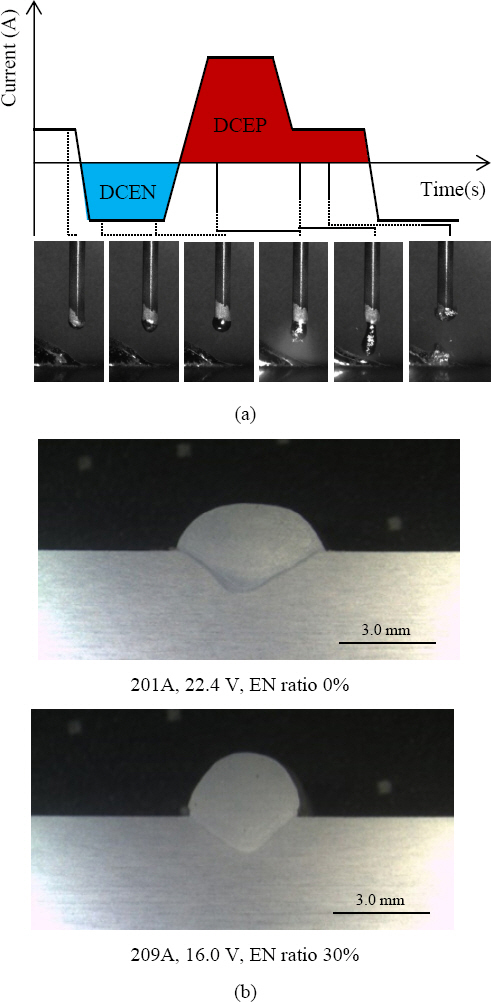
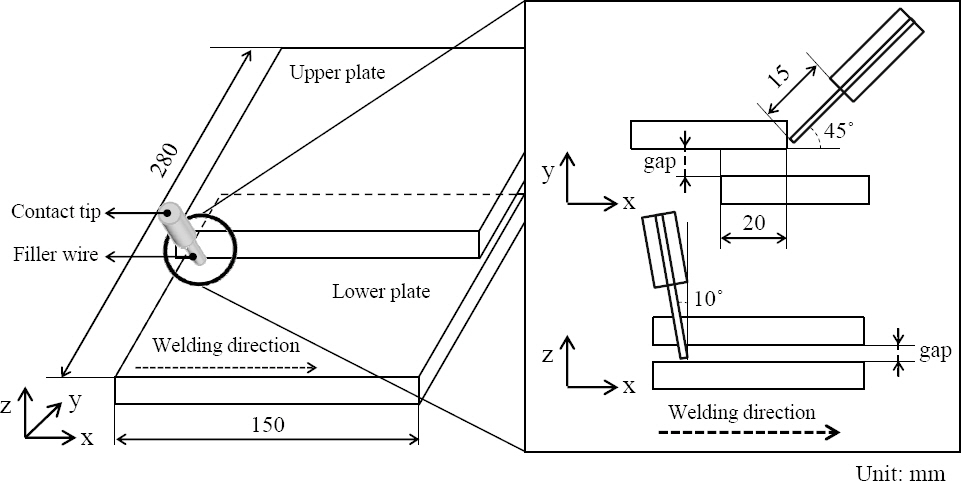
Fig. 2ņÖĆ Ļ░ÖņØ┤ ņĢīļŻ©ļ»ĖļŖä ĒīÉņ×¼ļź╝ Ļ▓╣ņ╣© ĒÅŁ 20 mmņØś Ļ▓╣ņ╣śĻĖ░ ņØ┤ņØī ĒśĢņāüņ£╝ļĪ£ ņŗ£ĒŚśĒÄĖņØä ĻĄ¼ņä▒ĒĢśņśĆļŗż. 0-1.5 mmļĪ£ 0.5 mm Ļ░äĻ▓®ņ£╝ļĪ£ ņāüļČĆ ĒīÉĻ│╝ ĒĢśļČĆ ĒīÉņØś Ļ░äĻĘ╣ Ēü¼ĻĖ░ļź╝ ļ│ĆĻ▓ĮĒĢśņśĆļŗż. Table 2ļŖö ņŗżĒŚś ņĪ░Ļ▒┤ņØ┤ļ®░, ļ¬©ņ×¼ ņé¼ņØ┤ņØś Ļ░äĻĘ╣, ņÜ®ņĀæ ņåŹļÅä, EN ratio, ņÖĆņØ┤ņ¢┤ ņåĪĻĖē ņåŹļÅäļź╝ ļ│ĆĻ▓ĮĒĢśļ®░ ņÜ®ņĀæņØä ņłśĒ¢ēĒĢśņśĆļŗż. ļŗżļźĖ 3Ļ░£ņØś ļ│ĆņłśļŖö Ļ│ĀņĀĢļÉ£ ļ▓öņ£äņÖĆ ņłśņżĆ Ļ░äņØś ņ░©ņØ┤ņØ┤ ņ׳ļŖö Ļ▓āņŚÉ ļ░śĒĢ┤, ņÖĆņØ┤ņ¢┤ ņåĪĻĖē ņåŹļÅäņØś Ļ▓ĮņÜ░ņŚÉļŖö Ļ░ü ņĪ░ĒĢ®ņŚÉņä£ ļāēņĀæ(cold weld)ņØ┤ ļ░£ņāØĒĢśņ¦Ć ņĢŖļŖö ņŗ£ņĀÉņŚÉņä£ ņÜ®ļØĮ(burn through)Ļ░Ć ļ░£ņāØĒĢĀ ļĢīĻ╣īņ¦Ć ņÖĆņØ┤ņ¢┤ ņåĪĻĖē ņåŹļÅäļź╝ 1.0 m/minņö® ņ”ØĻ░Ćņŗ£Ēéżļ®░ ņŗżĒŚśņØä ņłśĒ¢ēĒĢśņśĆļŗż. ņ×æņŚģĻ░üņØĆ 45┬░, ĒåĀņ╣ś ņ¦äĒ¢ēĻ░üņØĆ ņĀäņ¦äĻ░ü 10┬░ļĪ£ ņäżņĀĢĒĢśņśĆļŗż.
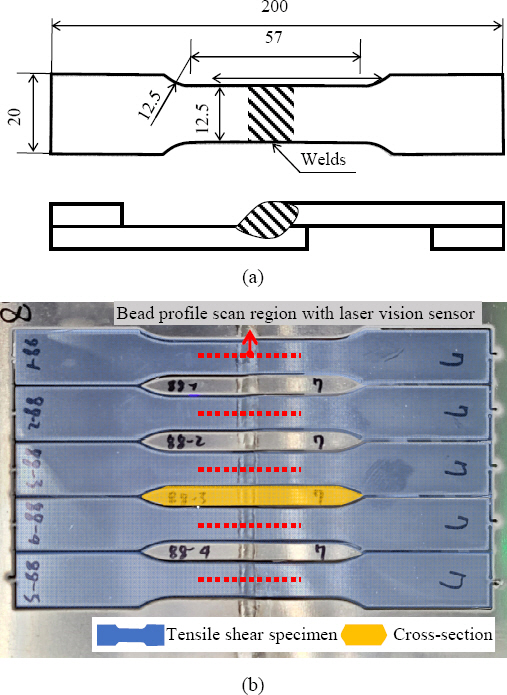
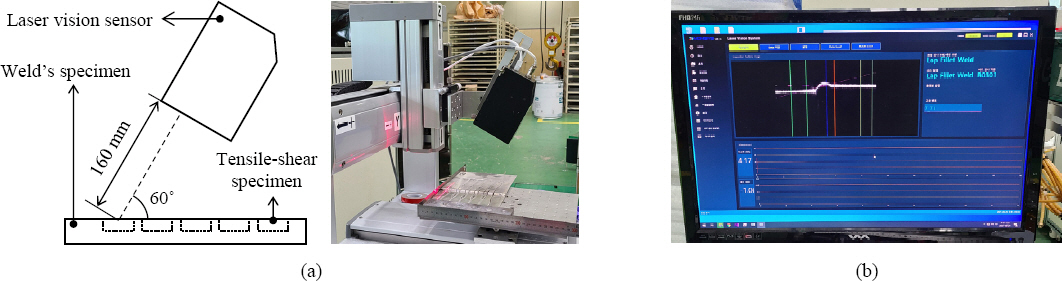
ņÜ®ņĀæļČĆ ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ ĒÅēĻ░ĆņÖĆ ĒÆłņ¦ł ņśłņĖĪ ļ¬©ļŹĖ ĒĢÖņŖĄņÜ® ļŹ░ņØ┤Ēä░ ņłśņ¦æņØä ņ£äĒĢ┤ Table 2ņŚÉņä£ ņĀ£ņŗ£ĒĢ£ ņåīņ×¼ ĻĄ¼ņä▒ņ£╝ļĪ£ Ļ░Ł, ņÖĆņØ┤ņ¢┤ ņåĪĻĖē ņåŹļÅä, ņÜ®ņĀæ ņåŹļÅä, EN ratioņŚÉ ļīĆĒĢśņŚ¼ ņÜ®ņĀæņØä ņłśĒ¢ēĒĢśņśĆņ£╝ļ®░, ņĀüņĀĢ ĻĄ¼Ļ░äņØä ņ£ĪņĢł Ļ▓Ćņé¼ļź╝ ĒåĄĒĢ┤ ĒÖĢņØĖĒĢśņśĆļŗż. ņ┤Ø 343Ļ░£ņØś ņÜ®ņĀæ ņŗ£ĒÄĖņØä ņĀ£ņ×æĒĢśņśĆļŗż. ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ļ╣äļō£ ĒöäļĪ£ĒīīņØ╝ņØä ĒåĄĒĢ┤ ņÜ®ņĀæļČĆ ņØĖņן ņĀäļŗ© Ļ░ĢļÅäļź╝ ņśłņĖĪĒĢśĻĖ░ ņ£äĒĢ©ņ£╝ļĪ£ ļÅÖņØ╝ ņÜ®ņĀæ ņĪ░Ļ▒┤ņŚÉ ļīĆĒĢ┤ ļ░śļ│ĄņŗżĒŚśņØä ņłśĒ¢ēĒĢśņ¦Ć ņĢŖņĢśļŗż. Fig. 3Ļ│╝ Ļ░ÖņØ┤, ASTM E-8M ĻĘ£Ļ▓®ņŚÉ ņØśĻ▒░ĒĢśņŚ¼ Ļ░ü ņÜ®ņĀæ ņŗ£ĒÄĖņŚÉņä£ ņøīĒä░ņĀ» ņĀłļŗ©ņ£╝ļĪ£ 5Ļ░£ņØś ņØĖņן ņĀäļŗ© ņŗ£ĒŚśĒÄĖņØä Ļ░ĆĻ│ĄĒĢśņŚ¼ ņ┤Ø 1715Ļ░£ņØś ņØĖņן ņĀäļŗ© ņŗ£ĒŚśĒÄĖņØä Ļ░ĆĻ│ĄĒĢśņśĆļŗż. ļĀłņØ┤ņĀĆ ļ╣äņĀä ņä╝ņä£ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ Ļ░üĻ░üņØś ņØĖņן ņĀäļŗ© ņŗ£ĒŚśĒÄĖņØś Ēæ£ļ®┤ņØä 3 mm Ļ░äĻ▓®ņ£╝ļĪ£ ņĖĪņĀĢĒĢśņŚ¼ ņ┤Ø 8,575Ļ░£ņØś ņÜ®ņĀæļČĆ Ēæ£ļ®┤ ĒöäļĪ£ĒīīņØ╝ ņśüņāüņØä ņłśņ¦æĒĢśņśĆļŗż. ļČäĒĢ┤ļŖźņØĆ 0.02 mm, ņĖĪņĀĢ Ļ▒░ļ”¼ļŖö 160 mm, ĻĘĖļ”¼Ļ│Ā ņĖĪņĀĢ ņåŹļÅäļŖö 100 fpsņØś ņé¼ņ¢æņØś ļĀłņØ┤ņĀĆ ļ╣äņĀä ņä╝ņä£Ļ░Ć ņé¼ņÜ®ļÉśņŚłļŗż. Fig. 4ņÖĆ Ļ░ÖņØ┤, ņĢīļŻ©ļ»ĖļŖäņØś ļåÆņØĆ ļ░śņé¼ņ£©ļĪ£ ņØĖĒĢ┤ ņĪ░ņé¼ļÉ£ ļĀłņØ┤ņĀĆ Ļ┤æņØ┤ ļé£ļ░śņé¼ ļÉśļŖö Ļ▓āņØä ĒÜīĒö╝ĒĢśĻĖ░ ņ£äĒĢ┤, ļĀłņØ┤ņĀĆ ļ╣äņĀä ņä╝ņä£ņØś ņĖĪņĀĢ Ļ░üļÅäļź╝ 60╦ÜļĪ£ ņäĀņĀĢĒĢśņśĆļŗż. ļĀłņØ┤ņĀĆ ļ╣äņĀä ņä╝ņä£ņØś ņĖĪņĀĢņØä ņÖäļŻīĒĢ£ ņØĖņן ņĀäļŗ© ņŗ£ĒŚśĒÄĖņØä ļ¦īļŖź ņ×¼ļŻī ņŗ£ĒŚśĻĖ░ļź╝ ĒåĄĒĢ┤ ņØĖņן ņåŹļÅä 5.0 mm/minņ£╝ļĪ£ ņØĖņן ņĀäļŗ© ņŗ£ĒŚśņØä ņŗżņŗ£ĒĢśņśĆļŗż. ĻĘĖļ”¼Ļ│Ā, Fig. 3(b)ņŚÉņä£ņÖĆ Ļ░ÖņØĆ ņ£äņ╣śņŚÉņä£ ņÜ®ņĀæļČĆ ļŗ©ļ®┤ ļČäņäØņØä ņłśĒ¢ēĒĢśņśĆļŗż. ņÜ®ņĀæļČĆ ļŗ©ļ®┤ ļČäņäØņØä ņ£äĒĢśņŚ¼ SiC ņŚ░ļ¦łņ¦ĆņÖĆ alumina-suspensionņØä ņé¼ņÜ®ĒĢśņŚ¼ ņŚ░ļ¦łĒĢśņśĆļŗż. ņŚ░ļ¦łļÉ£ ņŗ£ĒŚśĒÄĖņŚÉ ļīĆĒĢ┤ ņłśņé░ĒÖöļéśĒŖĖļź© ņłśņÜ®ņĢĪ 97%ņØä ņé¼ņÜ®ĒĢśņŚ¼ ņÖäņĀä ĒżĒÖöĻ╣īņ¦Ć ņÜ®ĒĢ┤ĒĢ£ Ēøä 2 ļČäĻ░ä ņÜ®ņĀæļČĆ ļŗ©ļ®┤ņØä ņŚÉņ╣ŁĒĢśņŚ¼ Ļ┤æĒĢÖ Ēśäļ»ĖĻ▓ĮņØä ĒåĄĒĢ┤ ņÜ®ņĀæļČĆ ļŗ©ļ®┤ņØä Ļ┤Ćņ░░ĒĢśņśĆļŗż.
3. Ļ▓░Ļ│╝ ļ░Å Ļ│Āņ░░
3.1 EN ratioņÖĆ ņÖĆņØ┤ņ¢┤ ņåĪĻĖē ņåŹļÅäņŚÉ ļö░ļźĖ ņÜ®ņĀæĒŖ╣ņä▒ ĒÅēĻ░Ć
Fig. 5ļŖö Al5083-O (1.5 mm)ņÖĆ Al5083-O (3.0 mm) ņĪ░ĒĢ®ņŚÉ ļīĆĒĢ┤ ņÜ®ņĀæ ņåŹļÅä 60 cm/min, ĒīÉņ×¼ ņé¼ņØś Ļ░äĻ▓® Ļ░ü Ļ░ü 0 mm, 1.5 mmņŚÉņä£ņØś ņÜ®ņĀæņä▒ ĒÅēĻ░Ć Ļ▓░Ļ│╝ļź╝ ļ│┤ņŚ¼ņżĆļŗż. ņÖĆņØ┤ņ¢┤ ņåĪĻĖē ņåŹļÅäĻ░Ć ņ”ØĻ░ĆĒĢĀņłśļĪØ ņÜ®ņĀæļČĆņŚÉ ņØĖĻ░ĆļÉśļŖö ņ×ģņŚ┤ļ¤ēņØ┤ ņ”ØĻ░ĆĒĢśņŚ¼, ņÜ®ņĀæļČĆņØś Ēü¼ĻĖ░, ņÜ®ņ×ģ Ļ╣ŖņØ┤, Ļ░üņןņØ┤ ņ”ØĻ░ĆĒĢśļŖö ĒśĢĒā£ņØś ņÜ®ņĀæļČĆĻ░Ć ĒśĢņä▒ļÉśĻ│Ā, ņÜ®ņĀæļČĆ ņØĖņן ņĀäļŗ© Ļ░ĢļÅä ņŚŁņŗ£ ņ”ØĻ░ĆĒĢśņśĆļŗż23-25). ļÅÖņØ╝ ņÖĆņØ┤ņ¢┤ ņåĪĻĖē ņåŹļÅäņŚÉņä£ļŖö EN ratioĻ░Ć Ļ░ÉņåīĒĢĀņłśļĪØ ņÜ®ņ×ģ Ļ╣ŖņØ┤Ļ░Ć ņ”ØĻ░ĆĒĢśĻ│Ā ņÖäļ¦īĒĢ£ ĒśĢĒā£ņØś ņÜ®ņĀæļČĆĻ░Ć ņāØņä▒ļÉśņŚłļŗż. ļśÉĒĢ£, Fig. 5ņØś ļ¬©ļōĀ ņĪ░Ļ▒┤ņŚÉņä£ ļŗżļźĖ ĒśĢĒā£ņØś ņÜ®ņĀæļČĆ ņÖĖĻ┤Ć ĒöäļĪ£ĒīīņØ╝ņØ┤ Ļ┤Ćņ░░ļÉśņŚłņ£╝ļ®░, ņÜ®ņĀæļČĆ ņÖĖĻ┤Ć ĒöäļĪ£ĒīīņØ╝ņŚÉ ļö░ļØ╝ ļ╣äļō£ņØś Ēü¼ĻĖ░, ņÜ®ņ×ģ Ļ╣ŖņØ┤, Ļ░üņן, ņØĖņן ņĀäļŗ© Ļ░ĢļÅä ņŚŁņŗ£ ņä£ļĪ£ ļŗżļźĖ Ļ▓āņ£╝ļĪ£ Ļ┤Ćņ░░ļÉśņŚłļŗż.
Fig.┬Ā5
Cross-section images and tensile shear strength of GMA welds according to wire feed rate and EN ratio, (a) 0 mm gap, (b) 1.5 mm gap
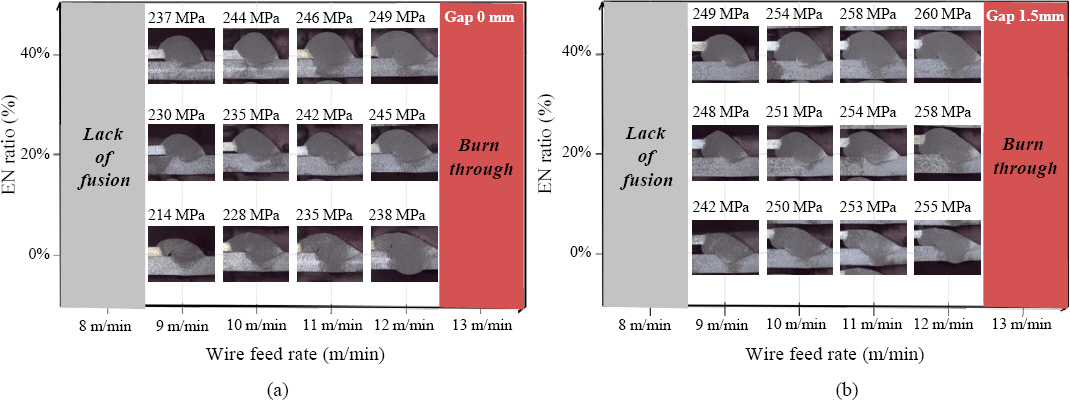
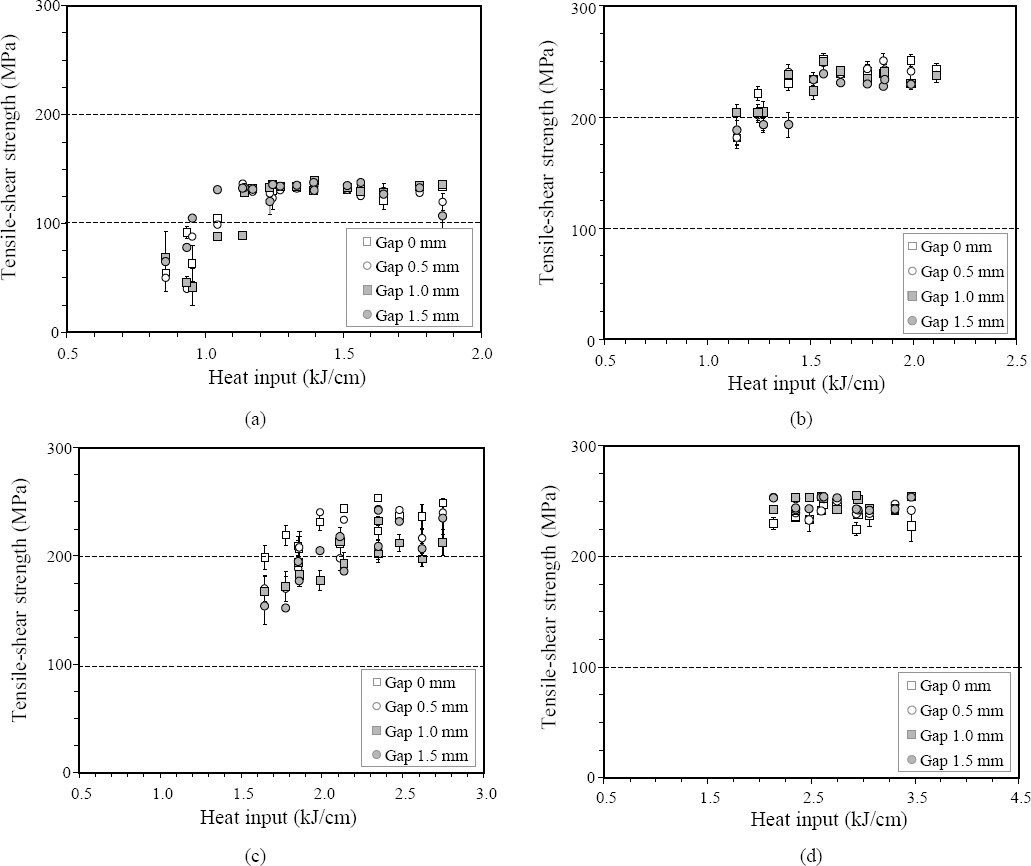
Fig. 6ņØĆ Ļ░ü ņåīņ×¼ ņĪ░ĒĢ®ņŚÉņä£ ņÜ®ņĀæņåŹļÅä 60 cm/minņ£╝ļĪ£ Ļ│ĀņĀĢĒĢ£ Ēøä, ņÜ®ņĀæ ņ×ģņŚ┤ļ¤ēņŚÉ ļö░ļźĖ ņÜ®ņĀæļČĆ ņØĖņן ņĀäļŗ© Ļ░ĢļÅäļź╝ ļ╣äĻĄÉĒĢśņśĆļŗż. ņ×ģņŚ┤ļ¤ēņØ┤ ņ”ØĻ░ĆĒĢĀņłśļĪØ ļ¬©ļōĀ ņĪ░ĒĢ®ņŚÉņä£ ņÜ®ņĀæļČĆ ņØĖņן ņĀäļŗ© Ļ░ĢļÅäļŖö ņ”ØĻ░ĆĒĢśļŖö Ļ▓ĮĒ¢źņØä ļ│┤ņśĆņ£╝ļ®░, ņØ╝ņĀĢ ņłśņżĆ ņØ┤ņāüņØś ņ×ģņŚ┤ļ¤ēņŚÉņä£ ņÜ®ņĀæļČĆ ņØĖņן ņĀäļŗ© Ļ░ĢļÅäļŖö ņłśļĀ┤ĒĢ©ņØä ļ│┤ņśĆļŗż. ņÜ®ņĀæ ņ×ģņŚ┤ļ¤ēņØ┤ ņ”ØĻ░ĆĒĢĀņłśļĪØ ņÖĆņØ┤ņ¢┤ ņåĪĻĖē ņåŹļÅäĻ░Ć ņ”ØĻ░ĆĒĢ©ņØä ņØśļ»ĖĒĢśļ®░, ņÖĆņØ┤ņ¢┤ ņåĪĻĖē ņåŹļÅäņØś ņ”ØĻ░ĆļŖö ņÜ®ņĀæļČĆĻ░Ć Ēü¼Ļ▓ī ĒśĢņä▒ļÉśĻ│Ā ņØ┤ļŖö ņÜ®ņĀæļČĆ ņØĖņן ņĀäļŗ© Ļ░ĢļÅäļź╝ Ē¢źņāüņŗ£Ēé¼ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. Al5083-O (1.5 mm)+Al6061-T5 (1.2 mm) ņĪ░ĒĢ®ņŚÉņä£ ņĄ£ņåī ĒÅēĻĘĀ ņÜ®ņĀæļČĆ ņØĖņן ņĀäļŗ© Ļ░ĢļÅäļŖö 40.0 MPaņØ┤ņŚłņ£╝ļ®░, ņĄ£ļīĆ ĒÅēĻĘĀ ņÜ®ņĀæļČĆ ņØĖņן ņĀäļŗ© Ļ░ĢļÅäļŖö 139.6 MPa ņØ┤ņŚłļŗż. ĻĘĖļ”¼Ļ│Ā, ņÜ®ņĀæļČĆ ņØĖņן ņĀäļŗ© Ļ░ĢļÅäņØś ĒÅēĻĘĀ Ēæ£ņżĆ ĒÄĖņ░© 5.6 MPaņØ┤ņŚłļŗż. Al5083-O (1.5 mm)+Al5083-O (1.5 mm) ņĪ░ĒĢ®ņŚÉņä£ ņĄ£ņåī ĒÅēĻĘĀ ņÜ®ņĀæļČĆ ņØĖņן ņĀäļŗ© Ļ░ĢļÅäļŖö 45.3 MPaņØ┤ņŚłņ£╝ļ®░, ņĄ£ļīĆ ĒÅēĻĘĀ ņØĖņן ņĀäļŗ© Ļ░ĢļÅäļŖö 251.8 MPaņØ┤ņŚłļŗż. ĒÅēĻĘĀ Ēæ£ņżĆ ĒÄĖņ░©ļŖö 8.3 MPaņ×äņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņŚłļŗż. Al5083-O (1.5 mm)+Al5083-O (2.0 mm) ņĪ░ĒĢ®ņŚÉņä£ļŖö ņĄ£ņåī, ņĄ£ļīĆ ĒÅēĻĘĀ ņÜ®ņĀæļČĆ ņØĖņן ņĀäļŗ© Ļ░ĢļÅäļŖö Ļ░ü Ļ░ü 152.0, 253.2 MPaņØä ļ│┤ņśĆļŗż. ĒÅēĻĘĀ Ēæ£ņżĆ ĒÄĖņ░©ļŖö 17.8 MPaņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņŚłļŗż. ļ¦łņ¦Ćļ¦ēņ£╝ļĪ£, Al5083-O (1.5 mm)+Al5083-O (3.0 mm) ņĪ░ĒĢ®ņŚÉņä£ņØś ņĄ£ņåī ĒÅēĻĘĀ ņØĖņן ņĀäļŗ© Ļ░ĢļÅäļŖö 225.0 MPaņØ┤ņŚłņ£╝ļ®░, ņĄ£ļīĆ ĒÅēĻĘĀ ņØĖņן ņĀäļŗ© Ļ░ĢļÅäļŖö 255.1 MPaņØ┤ņŚłļŗż. ĒÅēĻĘĀ Ēæ£ņżĆ ĒÄĖņ░©ļŖö 4.1 MPaņØä ĒÖĢņØĖĒĢśņśĆļŗż
3.2 ņÜ®ņĀæļČĆ ņØĖņן ņĀäļŗ© Ļ░ĢļÅä ņśłņĖĪ ļ¬©ļŹĖ
3.2.1 ņÜ®ņĀæļČĆ Ēæ£ļ®┤ ĒöäļĪ£ĒīīņØ╝ ņĖĪņĀĢ
Table 4ļŖö ņåīņ×¼ ņĪ░ĒĢ®Ļ│╝ ņØĖņן ņĀäļŗ© Ļ░ĢļÅäņŚÉ ļīĆĒĢ£ ņÜ®ņĀæļČĆ ņÖĖĻ┤Ć ĒöäļĪ£ĒīīņØ╝ņØä ļ│┤ņŚ¼ņżĆļŗż. ņÖĖĻ┤Ć ĒöäļĪ£ĒīīņØ╝ņØś ĒśĢņāüņØĆ Fig. 5ņÖĆ ļÅÖņØ╝ĒĢ£ Ļ▓ĮĒ¢źņØä Ļ░Ćņ¦äļŗż. ņ×ģņŚ┤ļ¤ēņØ┤ ļåÆņØĆ ņÜ®ņĀæ ņĪ░Ļ▒┤ņØ╝ņłśļĪØ ņÖĖĻ┤ĆņØś Ēü¼ĻĖ░Ļ░Ć ņ”ØĻ░ĆĒĢśĻ│Ā, EN ratio ļō▒ņØś ņÜ®ņĀæ ņĪ░Ļ▒┤ņŚÉ ļö░ļØ╝ ņÜ®ņĀæļČĆ ņÖĖĻ┤Ć ĒśĢņāüņØ┤ ņāüņØ┤ĒĢśĻ▓ī ļéśĒāĆļé¼ļŗż. ļśÉĒĢ£, ļ│Ė ņŚ░ĻĄ¼ņØś ņåīņ×¼ ņĪ░ĒĢ®ņØĆ ņāüļČĆ ĒīÉņØ┤ ļ¬©ļæÉ Al5083- O (1.5 mm)ļĪ£ Ļ│ĀņĀĢļÉśņŚłĻĖ░ ļĢīļ¼ĖņŚÉ, ļ¬©ņ×¼ ņé¼ņØ┤ņØś Ļ░äĻĘ╣ņØĆ ņÖĖĻ┤Ć ĒöäļĪ£ĒīīņØ╝ņŚÉņä£ ņāüļČĆ ĒīÉņØś ņÖĖĻ│ĮņäĀĻ│╝ ĒĢśļČĆ ĒīÉņØś ņÖĖĻ│ĮņäĀĻ│╝ņØś ļåÆņØ┤ ņ░©ņØ┤ļź╝ Ļ▓░ņĀĢĒĢśļŖö ņŻ╝ļÉ£ ņÜöņØĖņ£╝ļĪ£ ņ×æņÜ®ĒĢśņśĆļŗż.
Table┬Ā3
Welding conditions
Table┬Ā4
Weld bead profiles according to material combination and tensile shear strength












3.2.2 ņÜ®ņĀæļČĆ ņØĖņן ņĀäļŗ© Ļ░ĢļÅä ņśłņĖĪ ļ¬©ļŹĖ
ņÜ®ņĀæļČĆ ļŗ©ļ®┤ ņśüņāü, ņÜ®ņĀæļČĆ ņÖĖĻ┤Ć ĒöäļĪ£ĒīīņØ╝ņŚÉņä£ ĒŖ╣ņ¦ĢņĀÉ ļśÉļŖö ĒŖ╣ņ¦Ģ ņĀĢļ│┤ļź╝ ļ│äļÅäļĪ£ ņČöņČ£ĒĢśņŚ¼ ņśłņĖĪ ļ¬©ļŹĖņØś ņ×ģļĀźņ£╝ļĪ£ ņé¼ņÜ®ĒĢśļŖö Ļ▓āņØĆ ņĖĪņĀĢ ņśżņ░©, ĒÆłņ¦ł Ļ▓Ćņé¼ņ×ÉņØś ņŻ╝Ļ┤Ć ļō▒ņŚÉ ņØśĒĢ┤ ņśłņĖĪ Ļ▓░Ļ│╝ņØś ņśżņ░©Ļ░Ć ļ░£ņāØĒĢĀ Ļ░ĆļŖźņä▒ņØ┤ ņ׳ļŗż. ņØ┤ļ¤¼ĒĢ£ ņśżņ░©ļź╝ ņĄ£ņåīĒÖöĒĢśĻĖ░ ņ£äĒĢ┤, ļĀłņØ┤ņĀĆ ļ╣äņĀä ņä╝ņä£ņŚÉņä£ ņĖĪņĀĢļÉśļŖö ņÜ®ņĀæļČĆ ņÖĖĻ┤Ć ĒöäļĪ£ĒīīņØ╝ņØś ņśüņāü ļŹ░ņØ┤Ēä░ļź╝ ņ¦üņĀæ ņé¼ņÜ®ĒĢĀ ņłś ņ׳ļŖö CNN ĻĖ░ļ░ś ĒÜīĻĘĆ ļ¬©ļŹĖņØä ņÜ®ņĀæļČĆ ņØĖņן ņĀäļŗ© Ļ░ĢļÅä ņśłņĖĪ ļ¬©ļŹĖņŚÉ ņĀüņÜ®ĒĢśņśĆļŗż. ļ¬©ļŹĖ ĒĢÖņŖĄņÜ® ļŹ░ņØ┤Ēä░ ņāØņä▒ĒĢśĻĖ░ ņ£äĒĢ┤, Fig. 7Ļ│╝ Ļ░ÖņØ┤ ļĀłņØ┤ņĀĆ ļ╣äņĀä ņä╝ņä£ļź╝ ņØ┤ņÜ®ĒĢ┤ ņØĖņן ņŗ£ĒŚśĒÄĖņØś ņÖĖĻ┤Ć ĒöäļĪ£ĒīīņØ╝ ņśüņāü ļŹ░ņØ┤Ēä░ņŚÉ ļīĆĒĢ£ ņĀäņ▓śļ”¼ļź╝ ņłśĒ¢ēĒĢśņśĆļŗż. ļĀłņØ┤ņĀĆ ļ╣äņĀä ņä╝ņä£ņŚÉņä£ ņĖĪņĀĢļÉ£ RGB ņ╗¼ļ¤¼ ņśüņāüņØä ņāēņāü ļ│ĆĒÖś, ņśüņāü Ēü¼ĻĖ░ ņČĢņåī, threshold & normalization ņł£ņä£ļĪ£ ņĀä ņ▓śļ”¼ĒĢśņŚ¼ ĒĢÖņŖĄļŹ░ņØ┤Ēä░ļź╝ ņāØņä▒ĒĢśņśĆļŗż.
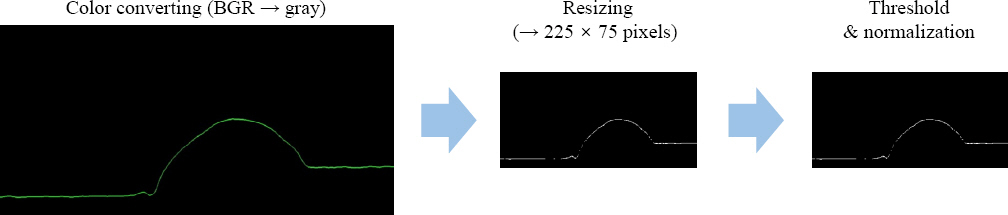
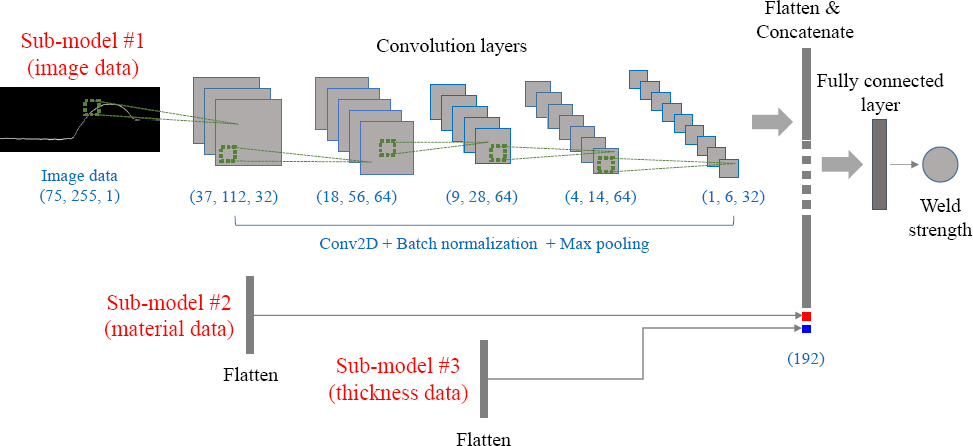
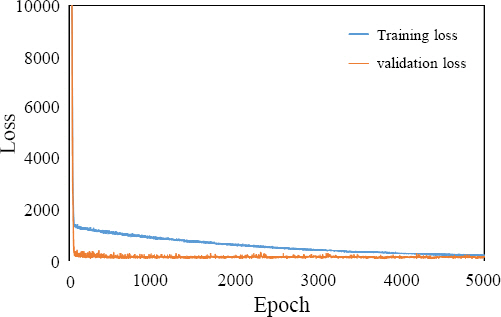
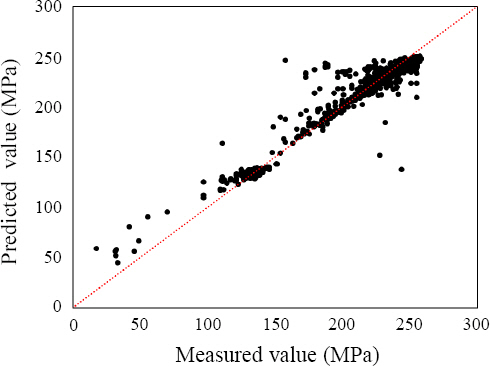
Fig. 8ņØĆ ņØĖņן ņĀäļŗ© Ļ░ĢļÅä ņśłņĖĪ ļ¬©ļŹĖņØś ĻĄ¼ņĪ░ļź╝ ļ│┤ņŚ¼ņżĆļŗż. ņ×ģļĀź ļŹ░ņØ┤Ēä░ļĪ£ļŖö ņÜ®ņĀæļČĆ ņÖĖĻ┤Ć ĒöäļĪ£ĒīīņØ╝ ņśüņāü ļŹ░ņØ┤Ēä░, ĒĢśļČĆ ĒīÉņ×¼ņØś ņåīņ×¼, ĻĘĖļ”¼Ļ│Ā ĒĢśļČĆ ĒīÉņ×¼ņØś ļæÉĻ╗ś, ņ┤Ø 3Ļ░Ćņ¦ĆņØś ļŹ░ņØ┤Ēä░ļĪ£ ņäĀņĀĢĒĢśņśĆļŗż. ņśüņāü ļŹ░ņØ┤Ēä░ļŖö ĒĢ®ņä▒Ļ│▒ ņĖĄņØä ĒåĄĒĢ┤ ņĀäĒīīļÉśļŖö ĒśĢĒā£ņØ┤Ļ│Ā, ļéśļ©Ėņ¦Ć ĒĢśļČĆ ĒīÉņ×¼ņØś ņåīņ×¼, ĒĢśļČĆ ĒīÉņ×¼ņØś ļæÉĻ╗ś ļŹ░ņØ┤Ēä░ļŖö ĒĢ®ņä▒Ļ│▒ ņĖĄĻ│╝ FC (fully connected layer) ņĖĄ ņé¼ņØ┤ņØś flatten Ļ│╝ņĀĢņŚÉņä£ ņśüņāü ļŹ░ņØ┤Ēä░ņØś ĒĢ®ņä▒Ļ│▒ Ļ▓░Ļ│╝ņÖĆ ļ│æĒĢ®ļÉśļŖö ĻĄ¼ņĪ░ļĪ£ ļ¬©ļŹĖņØä ņäżĻ│äĒĢśņśĆļŗż. ļŗżņ¢æĒĢ£ ļæÉĻ╗śņÖĆ ņ×¼ņ¦łņØś ņåīņ×¼ņØś ĒÖĢļīĆ ņĀüņÜ®ņØä ĒĢśĻĖ░ ņ£äĒĢ£ ļ¬®ņĀüņ£╝ļĪ£ ņäżĻ│äĒĢ£ ĻĄ¼ņĪ░ņØ┤ļŗż. ņČ£ļĀź ļģĖļō£ļŖö ņŗżņłśĒśĢņØś ņØĖņן ņĀäļŗ© Ļ░ĢļÅä Ļ░ÆņØä Ļ│äņé░ĒĢśĻĖ░ ņ£äĒĢ┤, ņäĀĒśĢņØś ĒÖ£ņä▒ĒÖö ĒĢ©ņłśļź╝ ņé¼ņÜ®ĒĢśņśĆļŗż. ĒĢÖņŖĄ ļŹ░ņØ┤Ēä░, Ļ▓Ćņ”Ø ļŹ░ņØ┤Ēä░, ĒģīņŖżĒŖĖ ļŹ░ņØ┤Ēä░ņØś ļ╣äņ£©ņØĆ Ļ░üĻ░ü ņĀäņ▓┤ 8,575Ļ░£ ļŹ░ņØ┤Ēä░ņØś 60%, 20%, 20%ļź╝ ļČäĒĢĀĒĢśņŚ¼ ņé¼ņÜ®ĒĢśņśĆļŗż. ļ¬©ļŹĖņØś ņĄ£ņĀüĒÖö ĒĢ©ņłśļĪ£ļŖö adaptive moment estimation(Adam)ņØä ņĀüņÜ®ĒĢśņśĆĻ│Ā, ņåÉņŗż ĒĢ©ņłśļĪ£ļŖö ĒÅēĻĘĀ ņĀ£Ļ│▒ ņśżņ░©(mean square error, mse)ļź╝ ņĀüņÜ®ĒĢśņśĆļŗż. ĒĢÖņŖĄ Ļ▓░Ļ│╝ļŖö Fig. 9Ļ│╝ Ļ░ÖņØ┤, 5,000ĒÜīņØś ļ¬©ļŹĖ ĒĢÖņŖĄņØä ĒĢśņŚ¼, ļ¬©ļŹĖņØä ņČöņĀĢĒĢśņśĆļŗż. Fig. 10ņØĆ ĒĢÖņŖĄļÉ£ ņØĖņן ņĀäļŗ© Ļ░ĢļÅä ņśłņĖĪ ļ¬©ļŹĖņØä ĒÜīĻĘĆ ļ¬©ļŹĖņØś ņä▒ļŖź ĒÅēĻ░Ć ņ¦ĆĒæ£ ņżæ ĒĢśļéśņØĖ ĒÅēĻĘĀ ņĀłļīĆ ļ╣äņ£© ņśżņ░©(mean absolute percentage error, mape)ļź╝ ņé¼ņÜ®ĒĢśņŚ¼ ĒÅēĻ░ĆĒĢ£ Ļ▓░Ļ│╝ņØ┤ļŗż. ĒĢÖņŖĄļÉ£ ļ¬©ļŹĖņØä ĒåĄĒĢ┤ ņśłņĖĪĒĢ£ ņØĖņן ņĀäļŗ© Ļ░ĢļÅäņÖĆ ņŗżņĖĪ ņØĖņן ņĀäļŗ© Ļ░ĢļÅäļź╝ ļ╣äĻĄÉĒĢ£ Ļ▓░Ļ│╝, ĒÅēĻĘĀ ņĀłļīĆ ļ╣äņ£© ņśżņ░©Ļ░Ć 3.002%ļĪ£ Ļ│äņé░ļÉśņŚłļŗż.
4. Ļ▓░ ļĪĀ
ļ│Ė ņŚ░ĻĄ¼ļŖö ņ×ÉļÅÖņ░©ņØś ņ╣┤ņÜĖĒü¼ļĪ£ņŖż ļČĆĒÆłņŚÉ ņĀüņÜ®ļÉśļŖö ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖł(Al5083-O, Al6061-T5) ĒīÉņ×¼ņØś Ļ▓╣ņ╣śĻĖ░ ņÜ®ņĀæļČĆņØś ņØĖņן ņĀäļŗ© Ļ░ĢļÅä ņśłņĖĪ ļ░®ļ▓ĢņŚÉ ļīĆĒĢ£ Ļ▓āņØä Ļ░£ļ░£ ļ░Å ņĀ£ņĢłĒĢśņśĆļŗż. ļĀłņØ┤ņĀĆ ļ╣äņĀä ņä╝ņä£ļź╝ ņĀüņÜ®ĒĢśņŚ¼ ņÜ®ņĀæļČĆ ņÖĖĻ┤ĆņØä ņĖĪņĀĢĒĢśĻ│Ā ņØ┤ļź╝ ļ░öĒāĢņ£╝ļĪ£ ņÜ®ņĀæļČĆ ņØĖņן ņĀäļŗ© Ļ░ĢļÅäļź╝ ņśłņĖĪĒĢśļŖö ĻĖ░ņłĀņØä Ļ░£ļ░£ĒĢśĻ│Ā ĒÅēĻ░ĆĒĢśņśĆļŗż. ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖł ĒīÉņ×¼ņØś Ļ▓╣ņ╣śĻĖ░ ņÜ®ņĀæļČĆņŚÉ ļīĆĒĢ┤ AC pulse GMAWņØä ņĀüņÜ®ĒĢśņŚ¼ ņÜ®ņĀæ ņŗ£ĒŚśĒÄĖņØä ņĀ£ņ×æĒĢśĻ│Ā ļĀłņØ┤ņĀĆ ļ╣äņĀä ņä╝ņä£ļź╝ ņé¼ņÜ®ĒĢśņŚ¼ ņÜ®ņĀæļČĆ ņÖĖĻ┤Ć ĒöäļĪ£ĒīīņØ╝ņØä ņĖĪņĀĢĒĢśĻ│Ā ņØĖņן ņĀäļŗ© Ļ░ĢļÅä ņŗ£ĒŚśņØä ņŗżņŗ£ĒĢśņŚ¼ ņØĖņן ņĀäļŗ© Ļ░ĢļÅä ņśłņĖĪ ļ¬©ļŹĖņŚÉ ĒĢäņÜöĒĢ£ ĒĢÖņŖĄ ļŹ░ņØ┤Ēä░ļź╝ ĻĄ¼ņČĢĒĢśņśĆļŗż. ņÜ®ņĀæļČĆ ņØĖņן ņĀäļŗ© Ļ░ĢļÅä ņśłņĖĪņØä ņ£äĒĢ┤ CNN ĻĖ░ļ░ś ĒÜīĻĘĆ ļ¬©ļŹĖņØä ņĀüņÜ®ĒĢśņśĆņ£╝ļ®░, ņ×ģļĀźņØĆ ņÜ®ņĀæļČĆ ņÖĖĻ┤Ć ĒśĢņāü ņśüņāü ļŹ░ņØ┤Ēä░, ņåīņ×¼ ņĀĢļ│┤ļĪ£ ņČ£ļĀźņØĆ ņØĖņן ņĀäļŗ© Ļ░ĢļÅäļĪ£ ņäżņĀĢĒĢśņŚ¼ ļ¬©ļŹĖņØä Ļ░£ļ░£ĒĢśņśĆĻ│Ā, Ļ░£ļ░£ļÉ£ ņÜ®ņĀæļČĆ ņØĖņן ņĀäļŗ© Ļ░ĢļÅä ņśłņĖĪ ļ¬©ļŹĖņØś ņśłņĖĪ ĒÅēĻĘĀ ņśżņ░©ļŖö ņĢĮ 3%ļĪ£ Ļ│äņé░ļÉśņŚłļŗż. ņĀ£ņĢłļÉ£ ĒÆłņ¦ł ņśłņĖĪ ĻĖ░ņłĀņØĆ ņĢäĒü¼ ņÜ®ņĀæ, ļĀłņØ┤ņĀĆ ņÜ®ņĀæ, ņĀĆĒĢŁ ņÜ®ņĀæ ļō▒ņØś ļŗżļźĖ ņÜ®ņĀæ Ļ│ĄņĀĢņØś ņÜ®ņĀæ ĒÆłņ¦ł ņśłņĖĪ ĻĖ░ņłĀ Ļ░£ļ░£ņŚÉ ņ£ĀņÜ®ĒĢ£ ņĀĢļ│┤ļź╝ ņĀ£Ļ│ĄĒĢĀ Ļ▓āņØ┤ļØ╝Ļ│Ā ņé¼ļŻīļÉ£ļŗż.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



