


1. Introduction
2. Experimental materials and methods

3. Results and discussion
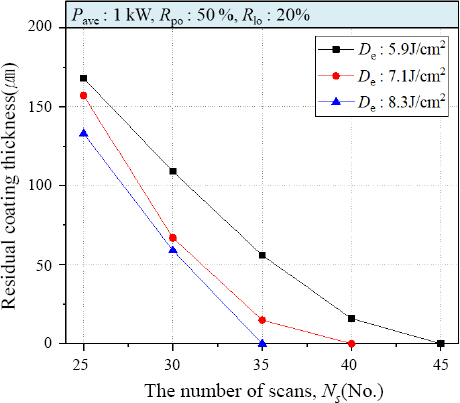
3.1 Effect of energy density
Fig.┬Ā3


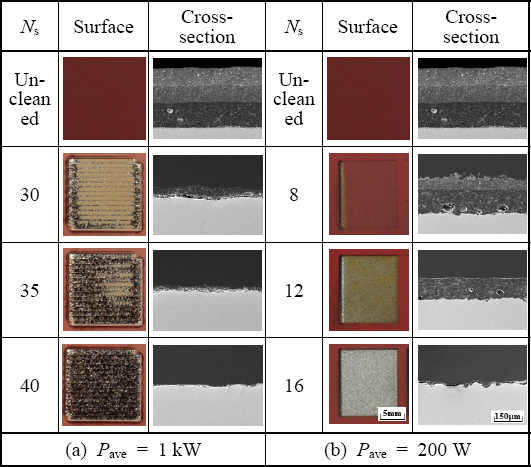
3.2 Effect of average power and beam mode
Table┬Ā3

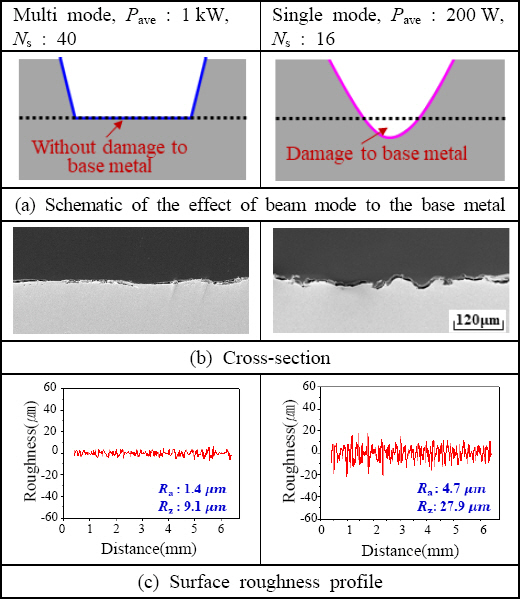
3.3 Comparison of surface characteristics
4. Conclusion
1) Cleaning experiments under different energy density settings revealed that complete removal of multi-layer coatings was achieved with relatively smaller number of scans at a higher energy density, since the amount of laser energy irradiating on the material increased and made it easier to raise the temperature of the surface to the boiling point of the paint.
2) Analysis on the effect of average power and beam mode during laser cleaning demonstrated that a single mode laser with an average power of 200 W and a high power density has a strong intensity for deep penetration into the material and showed superior cleaning performance to that of the multi mode laser.
3) In addition, it was confirmed that the pulse width of a laser has a significant effect on the heat input into the material and that the laser beam mode can minimize damage to the base metal or create an artificial surface roughness.
4) Based on these research results on laser cleaning, it is believed that eco-friendly laser cleaning technology will show increased applicability in the shipbuilding and marine industry.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



