2.1 мЪ©м†С к≥µм†Хк≥Љ мЧі лґДнПђмЭШ мЭіл°†м†Б л∞∞к≤љ
мХДнБђ мЪ©м†СмЭА м†ДкЄ∞мЧРлДИмІАк∞А мЧімЧРлДИмІАл°Ь л≥АнЩШлРШлКФ к≥Љм†ХмЭД к≤™мЬЉл©∞ мЧ≠кЈємД±(DCEP) мЩАмЭімЦілКФ мЦСкЈємЧік≥Љ м†АнХ≠мЧімЧР мЭШнХі мЪ©мЬµлРЬлЛ§к≥† мХМ놧솪 мЮИлЛ§. м†АнХ≠мЧімЭА м†Дл•ШмЭШ м†Ьк≥±мЧР лєДл°АнХШлѓАл°Ь мЪ©мЬµмЖНлПДмЧР к∞АмЮ• нБ∞ мШБнЦ•мЭД лѓЄмєШлКФ мЭЄмЮРмЭілЛ§. мЪ©м†С мЩАмЭімЦімЭШ мЮђл£МмЩА мВђмЭім¶Ик∞А лПЩмЭЉнХШк≥† лПМмґЬкЄЄмЭімЩА мХДнБђкЄЄмЭік∞А мЭЉм†ХнХШк≤М мЬ†мІАлРЬлЛ§л©і м†АнХ≠мЧімЭА м†ДкЄ∞мЧРлДИмІАмЧР мЭШнХЬ л∞ЬмЧімЭілѓАл°Ь м†Дл•ШмЩА м†ДмХХмЭШ к≥±к≥Љ лУ±к∞Ам†БмЭік≤М лРЬлЛ§. мЩАмЭімЦімЭШ мЪ©мЬµмЖНлПДл•Љ мЩАмЭімЦі л∞АлПДмЩА мЪ©м†С мЖНлПДл°Ь лВШлИДл©і лЛ§мЭМмЭШ мЛЭ (1)к≥Љ к∞ЩмЭі лєДлУЬмЭШ лЛ®л©ім†БмЭД мВ∞мґЬнХ† мИШ мЮИлЛ§
7). мЧђкЄ∞мДЬ мЪ©м†СмЖНлПДлКФ мЪ©м†СмЮ•мЭД мХДнБђмЭШ мІАмЖНмЛЬк∞ДмЬЉл°Ь лВШлИИ к∞ТмЬЉл°Ь мВ∞мґЬнХ† мИШлПД мЮИлЛ§.
where
Abead: cross вАУ Sectional area of bead (mm2)
ѕБ: wire material density (kg/mm3)
v: welding travel speed (mm/s)
I: electric current (A)
MЋЩ: wire melting rate (kg/s)
L: weld вЙ§ ngth (mm)
t: arc time (s)
V: voltage [V]
a1,a2, a3,a4: constant
мЩАмЭімЦілКФ мХ°м≤імГБнГЬл°Ь л™®мЮђмЧР нИђнХШлРШлѓАл°Ь л™®мЮђмЭШ мЧРлДИмІАлКФ мЦСкЈємЧік≥Љ м†АнХ≠мЧі, мЭМкЈємЧімЭД л™®лСР нПђнХ®нХЬлЛ§. м¶Й мЪ©м†С к≥Љм†Х м§С мЖМмЛ§лРЬ мЭЉлґА мЧРлДИмІАл•Љ м†ЬмЩЄнХЬ лМАлґАлґДмЭШ м†ДкЄ∞мЧРлДИмІАк∞А мЧімЧРлДИмІАл°Ь л≥АнЩШлРЬлЛ§к≥† л≥Љ мИШ мЮИлЛ§.
мЛЭ (2)лКФ м†Р мЧімЫРмЭі м†ДлЛђлРШл©імДЬ нМРмЮђ лВілґАмЭШ нХЬм†РмЧРмДЬ к≤™мЭД мИШ мЮИлКФ мµЬк≥† мШ®лПД лґДнПђмЧР лМАнХЬ мЛЭ
8)мЭілЛ§. лУ±мШ® лґДнПђмЭШ л©ім†Б(мЧімЫРмЬЉл°ЬлґАнД∞мЭШ л∞Шк≤љмЭШ м†Ьк≥±) мЧ≠мЛЬ м†ДкЄ∞мЧРлДИмІАл°Ь нСЬнШДлРЬ мЮЕмЧілЯЙмЧР лМАнХЬ нХ®мИШл°Ь кµђмД±лРШмЦі мЮИмЭМмЭД нЩХмЭЄнХ† мИШ мЮИлЛ§. мЧђкЄ∞мДЬ мЮЕмЧілЯЙмЭА лЛ®мЬД кЄЄмЭілЛє нИђмЮЕлРЬ мЧРлДИмІА(kJ/mm)л°Ь м†Дл•ШмЩА м†ДмХХмЭШ к≥±мЭД мЖНлПДл°Ь лВШлИИ к∞ТмЬЉл°Ь м†ХмЭШлРЬлЛ§. л≥Є мЛЭмЬЉл°ЬлґАнД∞ мµЬк≥†лПДлЛђ мШ®лПД(
Tmax)л•Љ мЧімШБнЦ•лґА(HAZ)мЭШ к≤љк≥Д мШ®лПДл°Ь к∞Ам†ХнХШл©і мЧімШБнЦ•лґАмЭШ л©ім†БмЭД мЬ†лПДнХ† мИШ мЮИлЛ§.
where
r: radius of boundary at Tmax
ќЈ:heat efficiency
V: voltage [V]
I: electric current (A)
v: welding travel speed (mm/s)
c: specific heat (J/kg°C)
ѕБ: material density (kg/mm3)
Tmax:maximum temperature
нХЬнОЄ Satoh and Terasaki
9)л•Љ лєДл°ѓнХЬ лІОмЭА мЧ∞кµђмЮРлУ§мЭШ к≤∞к≥ЉмЧР лФ∞л•іл©і лєДлУЬ мЪ©м†С(Bead-on-plate welding) мЛЬ нЪ°л∞©нЦ• к∞Бл≥АнШХмЭА мЮЕмЧілЯЙмЧР лєДл°АнХШмЧђ м¶Эк∞АнХШлЛ§к∞А мЮДк≥ДмєШ мЭінЫД к∞РмЖМнХ®мЭД л≥імЭЄлЛ§. мЮђл£МмЩА мЪ©м†С к≥µм†ХмЭі лПЩмЭЉнХ† к≤љмЪ∞ мЮДк≥ДмєШ мЭінХШмЧРмДЬлКФ мХДлЮШ мЛЭ (3)к≥Љ к∞ЩмЭі к∞Бл≥АнШХмЭА мЮЕмЧімЧР лєДл°АнХШк≥† лСРкїШмЭШ м†Ьк≥±мЧР л∞ШлєДл°АнХЬлЛ§.
V: voltage [V]
I: electric current (A)
v: welding travel speed (mm/s)
h: thickness
мЛЭ (1)к≥Љ (2)л°ЬлґАнД∞ лєДлУЬ мВђмЭім¶ИлВШ мЧімШБнЦ•лґАмЭШ л©ім†БмЭА м†ДкЄ∞мЧРлДИмІАмЧРмДЬ лєДл°ѓнХЬ мЮЕмЧілЯЙмЧР кіАнХЬ нХ®мИШмЭіл©∞ мЛЭ (3)мЬЉл°ЬлґАнД∞ л≥АнШХлЯЙмЭА мЮЕмЧілЯЙмЧР лєДл°АнХ®мЭД мХМ мИШ мЮИлЛ§. мЭілКФ лєДлУЬ мВђмЭім¶ИлВШ мЧімШБнЦ•лґА л©ім†БмЬЉл°ЬлґАнД∞ л≥АнШХлЯЙмЭД мґФм†ХнХ† мИШ мЮИлКФ к∞АлК•мД±мЭД м†Ьк≥µнХЬлЛ§. мЭімЩА кіА놮лРЬ мЧ∞кµђк∞А Okano
10)мЧР мЭШнХі мИШнЦЙлРЬ л∞Ф мЮИлЛ§. кЈЄлКФ к∞АмЧі мЛЬ мЮђл£Мк∞А к∞ХлПДмЩА к∞ХмД±мЭД кЄЙк≤©нХШк≤М мЮГлКФ мШ®лПДл•Љ лПДмЮЕнХШмЧђ мЭі мЭімГБмЭШ мШ®лПДл•Љ к≤љнЧШнХЬ лґАмЬДл•Љ кЄ∞к≥Дм†Б мЪ©мЬµлґА(Mechanical melting region)л°Ь м†ХмЭШнХШмШАмЬЉл©∞, кЈЄ л©ім†Бк≥Љ л≥АнШХлЯЙк≥ЉмЭШ кіАк≥Дл•Љ м°∞мВђнХШмШАлЛ§. кЈЄлУ§мЭШ к≤∞к≥ЉмЧР мЭШнХШл©і мЪ©м†С к≥µм†ХмЭі лЛђлЭЉм†ЄлПД мЭі л©ім†БмЧР лФ∞л•Є л≥АнШХлЯЙмЭШ мґФмДЄлКФ лПЩмЭЉнХШк≤М лВШнГАлВђлЛ§. лШРнХЬ кЄ∞к≥Дм†Б мЪ©мЬµлґАлКФ м£Љл≥АкµђмЖНк≥Љ мЮФл•ШмЭС놕, мЖМмД±к≤љнЩФмЧР мЭШнХімДЬлПД м∞®мЭік∞А л∞ЬмГЭнХЬлЛ§к≥† мЦЄкЄЙнХШмШАлЛ§. нХШмІАлІМ мЭі лґДнПђ мЧ≠мЛЬ мШ®лПДмЭШ мШБнЦ•мЭі к∞АмЮ• мІАл∞∞м†БмЭілѓАл°Ь мЛЭ (3)мЧРмДЬ мµЬк≥†м†Р мШ®лПДл•Љ кЄ∞к≥Дм†Б мЪ©мЬµ мШ®лПДл°Ь лМАм≤інХШл©і л©ім†БмЭД к≥ДмВ∞нХ† мИШ мЮИмЭД к≤ГмЬЉл°Ь л≥імЭЄлЛ§.
2.2 мЪ©м†С лН∞мЭінД∞л°ЬлґАнД∞ лєДлУЬ л©ім†Б мВ∞мґЬ
мХЮмД† лВімЪ©мЭД мҐЕнХ©нХШл©і мЪ©м†С л≥АнШХк≥Љ кіАк≥ДлРШлКФ мЭЄмЮРлУ§мЭА мЮЕмЧілЯЙ(мЮЕмЧінЪ®мЬ®, м†Дл•Ш, м†ДмХХ, мЖНлПД), лєДлУЬ л©ім†Б, мЧімШБнЦ•лґА л©ім†Б, кЄ∞к≥Дм†Б мЪ©мЬµл©ім†Б, лСРкїШ лУ±мЬЉл°Ь лВШмЧінХ† мИШ мЮИлЛ§. к≥µм†Х кіАм†РмЧРмДЬ мЮЕмЧілЯЙмЭШ к≤љмЪ∞лКФ мЛ§мЛЬк∞Д мЄ°м†ХмЭі к∞АлК•нХШлВШ мЪ©м†С к≥µм†Х л∞П мЮСмЧЕ м°∞к±і лІИлЛ§ мЮЕмЧі нЪ®мЬ®мЭШ м∞®мЭіл°Ь мЭЄнХі л≥АнШХлЯЙмЭі лЛђлЭЉмІИ мИШ мЮИлЛ§. лђімЧЗл≥ілЛ§лПД лЛ§мЄµ мЪ©м†С мЛЬ нШДмЮђ лєДлУЬк∞А мЦЉлІИлВШ мМУмЧђ мЮИлКФмІА мІБм†См†БмЭЄ м†Хл≥іл•Љ м†Ьк≥µнХім£ЉмІА л™їнХЬлЛ§. мЧімШБнЦ•лґАлВШ кЄ∞к≥Дм†Б мЪ©мЬµлґА л©ім†Б лШРнХЬ мЪ©м†С к≥µм†Х м§С м†ИлЛ® лЛ®л©імЭД нЩХмЭЄнХШкЄ∞лКФ мֳ놵лЛ§. лФ∞лЭЉмДЬ л≥Є мЧ∞кµђмЧРмДЬлКФ л≥АнШХмЧР мШБнЦ•мЭД м£ЉлКФ мЭЄмЮР м§С к≥µм†Хк≥Љ мІБм†См†Б мЧ∞к≥Дк∞А к∞АлК•нХЬ лєДлУЬмЭШ л©ім†Б м†Хл≥іл•Љ м±ДнГЭнХШмЧђ нЩЬмЪ©нХШмШАлЛ§. к∞Бл≥АнШХлЯЙ мШИмЄ°мЧР мЮИмЦі м§СмЪФнХЬ лШР нХШлВШмЭШ л≥АмИШмЭЄ лєДлУЬмЧР мЭШнХі м†БмЄµлРШлКФ лСРкїШл•Љ к∞ЬмД†нШХмГБк≥ЉмЭШ кЄ∞нХШнХЩм†Б мЫРл¶ђл•Љ нЖµнХі мВ∞мґЬнХ† мИШ мЮИкЄ∞ лХМлђЄмЭілЛ§. лШРнХЬ мЪ©м†С к≥µм†Х м§С лєДлУЬк∞А мЦЉлІМнБЉ мМУмЭік≥† мЮИлКФмІА мІБм†См†БмЭЄ мЄ°м†ХмЭі к∞АлК•нХШлЛ§.
лєДлУЬ л©ім†БмЭШ мВ∞мґЬмЭА мЛЭ (1)к≥Љ к∞ЩмЭі мЩАмЭімЦімЭШ мЪ©мЬµмЖНлПДмЩА л∞АлПД, мЪ©м†С мЖНлПДмЧР лМАнХЬ м†Хл≥іл•Љ мХМл©і кµђнХ† мИШ мЮИлЛ§. мЪ©м†С мЖНлПДмЭШ к≤љмЪ∞ мЪ©м†СкЄ∞л°ЬлґАнД∞ мЛ§мЛЬк∞ДмЬЉл°Ь мИШмІСлРЬ лН∞мЭінД∞ м§С мХДнБђмЭШ мІАмЖНмЛЬк∞Дк≥Љ мД§к≥ДмГБмЭШ мЪ©м†СмЮ•(weld length)л°ЬлґАнД∞ мВ∞мґЬнХ† мИШ мЮИлЛ§. мЈ®лґА мЪ©м†СмЭілВШ мЮСмЧЕмЮРмЭШ мВђм†Д мЮСмЧЕмЧР мЭШнХі л∞ЬмГЭлРЬ мХДнБђ мЛЬк∞Д лУ±мЭШ лЕЄмЭім¶ИлКФ мЪ©м†СмЛЬк≥µкЄ∞м§АмДЬ(WPS)мЧРмДЬ м†ЬмЛЬнХШлКФ мµЬлМА к∞АлК•нХЬ мЪ©м†С мЖНлПДмЩА мД§к≥ДмГБмЭШ мЪ©м†СмЮ•мЬЉл°ЬлґАнД∞ мХДнБђ мЛЬк∞ДмЭШ нХШнХЬмєШл•Љ кµђнХШмЧђ м†Ьк±∞нХ† мИШ мЮИлЛ§. лНІмВі, к∞АмЪ∞мІХ л∞П кЈЄлЭЉмЭЄлФ© нЫД мЮђмЪ©м†С, нГ≠нФЉмК§мЧРмДЬмЭШ мЪ©м†С лУ±мЬЉл°Ь мЭЄнХі мЛ§м†Ь мВђмЪ©лРШлКФ мЩАмЭімЦімЭШ мЦСмЭі мД§к≥ДмГБ мШИмГБлРШлКФ мЪ©м∞©лЯЙл≥ілЛ§ нХ≠мГБ міИк≥ЉнХШк≤М лРШлКФ лН∞ мЭілКФ кЄ∞м°імЭШ мґХм†БлРЬ лН∞мЭінД∞л°ЬлґАнД∞ мЦїмЭА нЪ®мЬ®мЭД м†БмЪ©нХШк≤М лРЬлЛ§.
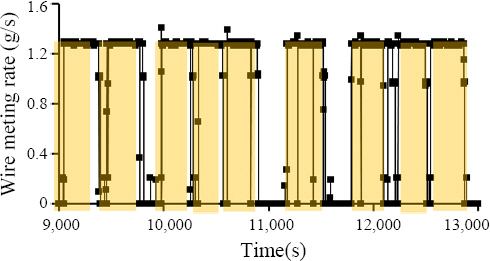
Fig. 1мЭА мЛ§м†Ь мК§лІИнКЄ мЪ©м†СкЄ∞л°ЬлґАнД∞ мЛ§мЛЬк∞Д м†ДлЛђлРЬ лН∞мЭінД∞мЭШ нХЬ лґАлґДмЭД л≥імЧђм§АлЛ§. лЕЄмЭім¶Ил•Љ м†Ьк±∞нХЬ нЫД мЬ†нЪ® мХДнБђ мЛЬк∞Дк≥Љ мЩАмЭімЦімЭШ мЪ©мЬµмЖНлПДл•Љ к≥±нХЬ к∞Т, м¶Й кЈЄлЮШнФДмЭШ л©ім†БмЭі мЪ©м∞©лЯЙмЧР нХілЛєлРЬлЛ§. мЭіл•Љ мЪ©м†СлРЬ кЄЄмЭіл°Ь лВШлИДл©і лєДлУЬ лЛ®л©ім†БмЭД мґФмґЬнХ† мИШ мЮИлЛ§. мЭілЯђнХЬ м†СкЈЉ л∞©л≤ХмЭА мЪ©м†СмЮ•мЭі мЭЉм†ХнХШк≥† мЪ©м†С к≥µм†ХмЭілВШ мЮђл£Мк∞А л≥Ак≤љлРШмІА мХКлКФ лЛ§мЄµ мЪ©м†СмЭі нХДмЪФнХЬ кµђм°∞лђЉмЧР м†БмЪ©лР† мИШ мЮИлЛ§.
Fig. 1
Data of wire melting rate transmitted in real time from welding machine
2.3 мЮДмЭШмЭШ кµђмЖНлПДл•Љ л∞ШмШБнХЬ л≥АнШХ мШИмЄ° мХМк≥†л¶ђм¶Ш
лєДлУЬ л©ім†Бк≥Љ л≥АнШХлЯЙк≥ЉмЭШ кіАк≥Дл•Љ кЈЬл™ЕнХШк≥†мЮР мЮЕмЧімЭД лЛђл¶ђнХШмЧђ лєДлУЬмЪ©м†С(Bead-on-plate welding)мЭД мИШнЦЙнХШмШАлЛ§. мЛ§нЧШ м°∞к±ік≥Љ л∞©л≤ХмЭА м†АмЮРмЭШ мЭім†Д мЧ∞кµђ
11)мЩА лПЩмЭЉнХШк≤М м†БмЪ©нХШмШАлЛ§. лІ§ нМ®мК§лІИлЛ§ к∞Бл≥АнШХмЭД мЄ°м†ХнХЬ нЫД
Fig. 2мЩА к∞ЩмЭі м†ИлЛ® нЫД нХілЛє мЮЕмЧімЧРмДЬ лєДлУЬ лЛ®л©ім†БмЭД нФљмЕА к≥ДмВ∞мЭД нЖµнХі мВ∞мґЬнХШмШАлЛ§.
Fig. 2
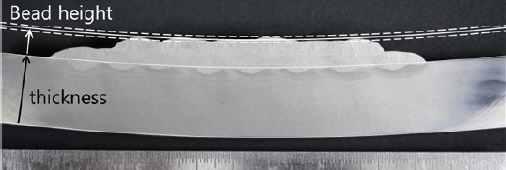
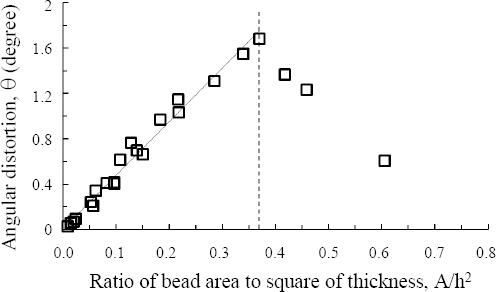
Fig. 3мЭА мЭілУ§к≥ЉмЭШ кіАк≥Дл•Љ л≥імЧђм§АлЛ§. к∞Бл≥АнШХмЭА лєДлУЬ л©ім†Бк≥Љ лСРкїШ м†Ьк≥±мЭШ мЧ≠мИШмЧР мД†нШХм†БмЬЉл°Ь м¶Эк∞АнХШлЛ§к∞А мЮДк≥ДмєШ(мХљ 0.37) мЭінЫДмЧРлКФ мШ§нЮИ놧 к∞РмЖМнХШлКФ нКємД±мЭД л≥імШАлЛ§. мЮДк≥ДмєШ мЭінХШмЧРмДЬ л™ЕнЩХнХЬ мД†нШХ кµђк∞ДмЭі м°імЮђнХШлѓАл°Ь 2.1м†ИмЧРмДЬ к∞Бл≥АнШХмЭі лєДлУЬ л©ім†Бк≥Љ лєДл°АнХЬлЛ§лКФ к∞Ам†ХмЭі нГАлЛєнХ®мЭД мХМ мИШ мЮИлЛ§. лЛ® мЪ©м†С к≥µм†ХмЭілВШ мЮђл£М, мЩАмЭімЦі мВђмЦСмЭШ л≥Ак≤љ мЛЬмЧРлКФ кЄ∞мЪЄкЄ∞к∞А лЛђлЭЉмІИ мИШ мЮИмЬЉлѓАл°Ь мЭімЧР лІЮлКФ лН∞мЭінД∞к∞А нХДмЪФнХ† к≤ГмЬЉл°Ь л≥імЭЄлЛ§.
Fig. 3
Experimental results: angular distortion with ratio of bead area to square of thickness
нХЬнОЄ лЛ§мЄµ мЪ©м†СмЧРмДЬлКФ лєДлУЬк∞А м†БмЄµлР®мЧР лФ∞лЭЉ лСРкїШ м¶Эк∞А(кµљнЮШ к∞ХмД± мГБмКє)л°Ь мЭЄнХі л≥АнШХлЯЙмЭШ нБђкЄ∞к∞А к∞РмЖМнХШлѓАл°Ь лєДлУЬмЭШ лЖТмЭіл°ЬлґАнД∞ лСРкїШл•Љ мґФм†ХнХімХЉ нХЬлЛ§. лєДлУЬ л©ім†Бк≥Љ к∞ЬмД†нШХмГБмЭШ кЄ∞нХШнХЩм†Б кіАк≥ДлКФ
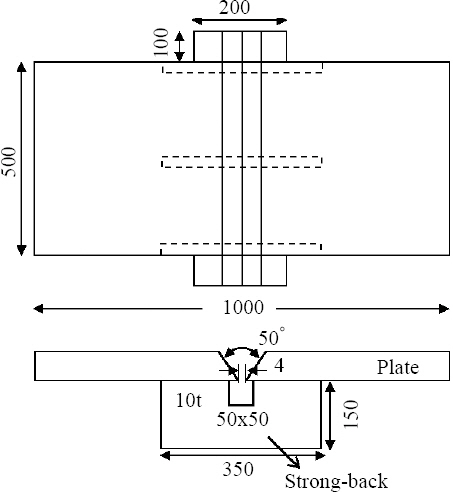
Fig. 4л•Љ л∞ФнГХмЬЉл°Ь мЛЭ (4)мЩА к∞ЩмЭі м†Хл¶ђнХ† мИШ мЮИлЛ§. лєДлУЬмЭШ л©ім†Б(
A)к≥Љ л≤†л≤®к∞БлПД(ќЄ
1,ќЄ
2), л∞Сл©і кЄЄмЭі(
d), нШДмЮђ мЄµмЧРмДЬмЭШ мШИмГБлРШлКФ міЭ нМ®мК§мИШ
(j)л•Љ нЖµнХі лєДлУЬмЭШ лСРкїШ(
вИЖh)л•Љ мВ∞мґЬнХЬлЛ§. нШДмЮђ мЄµмЧРмДЬмЭШ лєДлУЬ лСРкїШлКФ лЛ§мЭМ мЄµмЧРмДЬ міЭ лСРкїШ(
h+вИЖh)мЧР нХ©мВ∞лРЬлЛ§.
where
ќФheight: bead height
d:welded layer width
A:beadarea
ќЄ1 ќЄ2 : bevel вИ†s
j:math total number of pass atcurrent layer
Fig. 4
Thickness calculation using bead area and groove geometry

мЮЕмЧілЯЙмЬЉл°ЬлґАнД∞ лєДлУЬл©ім†БмЭД, мЛЭ (4)л°ЬлґАнД∞ лСРкїШл•Љ кµђнХШл©і
Fig. 3мЭШ лН∞мЭінД∞л•Љ нЖµнХі мµЬмҐЕм†БмЬЉл°Ь л≥АнШХк∞БлПДл•Љ мґФмґЬнХ† мИШ мЮИлЛ§. мЭілКФ кµђмЖН м°∞к±імЭі к≥†л†§лРШмІА мХКмЭА мЭімГБм†БмЭЄ мГБнГЬмЧРмДЬмЭШ мВ∞мґЬ л∞©л≤ХмЭілВШ мЛ§м†Ь кµђм°∞лђЉмЭА лМАлґАлґД к∞Ам†С, мЈ®лґА, мЮДмЛЬ л≥ік∞ХмЮђк∞А мД§мєШ лРШмЦі мЮИк≥† м°∞л¶љ мЛЬ м£Љл≥А кµђм°∞лђЉк≥Љ мЧ∞к≤∞ л∞П кµђмЖНлРШмЦі мЮИмЬЉлѓАл°Ь мЭіл•Љ к≥†л†§нХЬ м†ХлЯЙм†Б л≥АнШХлЯЙмЭД мШИмЄ°нХ† нХДмЪФк∞А мЮИлЛ§.
кµђмЖНлПДмЩА мЖМмД±л≥АнШХлЯЙк≥ЉмЭШ кіАк≥Дл•Љ кЈЬл™ЕнХШк≥†мЮР нХШлКФ мЧђлЯђ мЧ∞кµђ мЛЬлПДк∞А мЮИмЧИмЬЉлВШ л≥АмИШк∞А лЛ§мЦСнХШк≥† нШДмГБмЭі л≥µмЮ°нХШмЧђ мХДмІБкєМмІА мЭЉл∞ШнЩФлРЬ мЭіл°†мЭА л≥ік≥†лРШмІА мХКк≥† мЮИмЬЉл©∞ м≤ік≥Дм†БмЭЄ мЛ§нЧШ мВђл°АлПД лІОмІА мХКлЛ§. л≥Є мЧ∞кµђмЧРмДЬлКФ мІАкЄИкєМмІА мЫРл¶ђм†БмЬЉл°Ь мЮШ мД§л™ЕлРШмЦімШ® к≥†мЬ†л≥АнШХлПДл≤Х
12)мЬЉл°ЬлґАнД∞ мЬ†лПДлРЬ к∞Ам†Х, м¶Й к≥†мЬ†л≥АнШХ땆мЭА кµђмЖНлПДмЧР л∞ШлєДл°АнХЬлЛ§лКФ мЫРл¶ђл•Љ мХМк≥†л¶ђм¶ШмЧР м†БмЪ©нХШмШАлЛ§. кµђмЖНлПДк∞А нБімИШл°Э мИШмґХ л∞П к∞Бл≥АнШХмЭА к∞РмЖМнХЬлЛ§
13). мЪ©м†СлґАл•Љ л∞Ф(bar), мЪ©м†СлґА мЩЄмЭШ кµђм°∞л•Љ мК§нФДлІБ(spring)мЬЉл°Ь к∞Ам†ХнХЬ л∞Ф-мК§нФДлІБ л™®лНЄмЧР мЭШнХШл©і, кµђмЖНлПДлКФ кµђм°∞лђЉк≥Љ мЪ©м†СлґАкєМмІА нПђнХ®нХЬ міЭ к∞ХмД±мЧР лМАнХЬ кµђм°∞лђЉмЭШ к∞ХмД±мЭШ лєД(ratio)л°Ь м†ХмЭШнХ† мИШ мЮИлЛ§. мЧђкЄ∞мДЬ кµђмЖНлПДк∞А 0мЭЄ к≤љмЪ∞лКФ мЩЄлґА кµђмЖНмЭі мЧЖмЭМмЭД, 1мЭЄ к≤љмЪ∞лКФ мµЬлМА кµђмЖН мГБнГЬл•Љ мЭШлѓЄнХЬлЛ§. л≥Є мЧ∞кµђмЧРмДЬлПД к≥†мЬ†л≥АнШХ땆мЧРмДЬмЭШ кµђмЖНлПД л≤ФмЬДмЩА мЭЉмєШмЛЬнВ§к≥† кЈЄ мЫРл¶ђл•Љ нЩЬмЪ©нХШк≥†мЮР кµђмЖНлПДлЭЉлКФ лђім∞®мЫРмИШл•Љ лПДмЮЕнХШмШАмЬЉл©∞, мЭіл•Љ м†ХлЯЙм†БмЬЉл°Ь к≥ДмВ∞нХШлКФ л∞©л≤ХмЭА м∞Єм°∞ лђЄнЧМк≥Љ лЛ§л•Љ мИШ мЮИмЭМмЭД л™ЕмЛЬнХЬлЛ§.
нХЬнОЄ лЛ§мЄµ лІЮлМАкЄ∞ мЪ©м†С мЛЬ мЭЉл∞Шм†БмЬЉл°Ь лСР л≤ИмІЄ мЄµ(layer)кєМмІАлКФ лСРкїШк∞А мЦЗмХД мШ®лПД кµђл∞∞к∞А м†Бк≥† кµљнЮШ놕мЧР лєДнХі л™®мЮђмЭШ к∞ХмД±мЭі лІ§мЪ∞ мї§ л≥АнШХлЯЙмЭі мЮСк≤М лВШнГАлВШк≤М лРЬлЛ§. лњРлІМ мХДлЛИлЭЉ м£Љл≥А кµђмЖН, міИкЄ∞ л≥АнШХ, мЧім†ДлЛђ нЩШк≤љмЧР лФ∞лЭЉ л≥АнШХ мЦСмГБмЭі лѓЉк∞РнХШк≤М лВШнГАлВШк≥† мШ®лПД кµђл∞∞мЭШ л≥АнЩФлВШ кµђмЖН м°∞к±імЧР лФ∞лЭЉ мЧ≠л≥АнШХмЭі л∞ЬмГЭнХШлКФ лУ± мЭЉкіАлРЬ мШИмЄ°мЭі мֳ놧мЫМмІДлЛ§
11). мЭілКФ
Fig. 3мЭШ мЛ§нЧШк≤∞к≥ЉмЧРмДЬ мЮДк≥ДмєШ мЭімГБмЭШ л≤ФмЬДмЧР нХілЛєнХШл©∞ лєДлУЬ л©ім†БмЭі нБімИШл°Э мШ§нЮИ놧 л≥АнШХлЯЙмЭі мЮСмХДмІАлКФ нШДмГБк≥Љ лПЩмЭЉнХШлЛ§. лФ∞лЭЉмДЬ л≥Є мХМк≥†л¶ђм¶ШмЭА мШИмЄ° к∞АлК•нХЬ мДЄ л≤ИмІЄ мЄµ мЭімГБлІМмЭД лЛ§л£®мЧИлЛ§.
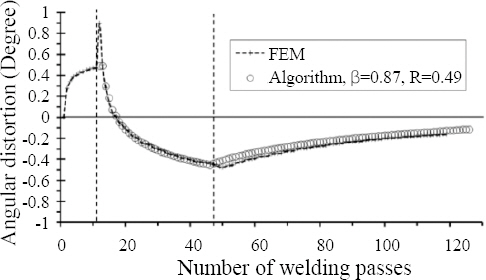
мґФк∞Ам†БмЬЉл°Ь мЕЛмЧЕмЧР мЭШнХЬ міИкЄ∞ л≥АнШХк≥Љ лСР л≤ИмІЄ мЄµкєМмІА л∞ЬмГЭнХЬ л≥АнШХлЯЙмЭД л≥імГБнХШкЄ∞ мЬДнХі мШ§нФДмЕЛмЭД лПДмЮЕнХШмШАлЛ§. мЛЭ (5)лКФ кµђмЖНлПДмЩА мШ§нФДмЕЛмЭД м†БмЪ©нХЬ к∞Бл≥АнШХ мШИмЄ°нХ®мИШл•Љ лВШнГАлВіл©∞, мЮДмЭШмЭШ Nл≤И мІЄ нМ®мК§мЧРмДЬ мЄ°м†ХлРЬ к∞Бл≥АнШХлЯЙ(мЭі мШИмЄ°лРЬ к∞Бл≥АнШХлЯЙк≥Љ мЭЉмєШлРШлПДл°Э мХМк≥†л¶ђм¶ШмЭА кµђмЖНлПДмЩА мШ§нФДмЕЛмЭД м°∞м†ХнХШк≤М лРЬлЛ§. кµђмЖНлПДмЩА мШ§нФДмЕЛмЭА лѓЄмІАмИШмЭілѓАл°Ь мµЬмЖМнХЬ лСР к∞ЬмЭШ мГШнФМлІБ м†Хл≥ік∞А нХДмЪФнХШк≤М лРЬлЛ§.
where
N:pass vmberќЄm(N):Measured angular disotriton
ќЄe(N):Estimated angular distriton function
ќ≤ degree of constant, 0вЙ§ќ≤вЙ§1
R: offset
л≥Є мЧ∞кµђмЧРмДЬ м†ЬмХИнХЬ л∞©л≤ХмЭД
Fig. 5мЭШ мХМк≥†л¶ђм¶Ш нЭРл¶ДлПДл°Ь лВШнГАлВімЧИлЛ§. мЪФмХљнХШл©і мЪ©м†СкЄ∞л°ЬлґАнД∞ мИШмІСлРЬ мЪ©м∞©лЯЙ м†Хл≥іл•Љ лєДлУЬ л©ім†БмЬЉл°Ь нЩШмВ∞(
Fig. 1)нХШк≥† кЄ∞нХШнХЩм†Б мЫРл¶ђл•Љ нЖµнХі нХілЛє лСРкїШ(
Fig. 4)л•Љ к≥ДмВ∞нХШмЧђ мЪ©м†С л≥АнШХлЯЙ(
Fig. 3)мЭД мШИмЄ°нХЬлЛ§. лЛ§мЄµ мЪ©м†С мЛЬ мµЬмЖМ лСР мІАм†РмЧРмДЬ мЄ°м†ХлРЬ л≥АнШХлЯЙ м†Хл≥іл°ЬлґАнД∞ мХМк≥†л¶ђм¶ШмЭА мЛЭ(5)мЭШ кµђмЖНлПДмЩА мШ§нФДмЕЛмЭД м°∞м†ИнХШмЧђ к∞Бл≥АнШХ мШИмЄ°нХ®мИШл•Љ лПДмґЬнХШк≤М лРЬлЛ§. мЮСмЧЕ м§С кµђмЖНм°∞к±імЭілВШ л≥АнШХлЯЙмЭі л≥АнХ† к≤љмЪ∞мЧРлПД мЭінЫД лСР мІАм†Р мЭімГБмЭШ мЄ°м†Хк∞ТмЭі мЮЕ놕лРШл©і мГИл°ЬмЪі мШИмЄ°нХ®мИШк∞А мґЬ놕лРЬлЛ§.
Fig. 5
Flow chart of the algorithm for prediction of angular distortion








 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



